
Abstract
Thermoplastic vulcanizates (TPVs) based on high-density polyethylene (HDPE)/nitrile butadiene rubber (NBR) blends were prepared by dynamic vulcanization where chlorinated polyethylene (CPE) was used as a compatibilizer. The effects of CPE on mechanical properties, Mullins effect, dynamic mechanical properties, and morphology of the blends were investigated systematically. Experimental results indicated that CPE had an excellent compatibilization on the HDPE/NBR blends. Dynamic mechanical analysis studies showed that the glass transition temperature of NBR phase was slightly shifted toward higher temperature with the CPE incorporation, leading to the increasing interface compatibility. Mullins effect results showed that the compatibilized HDPE/NBR blend had relatively lower residual deformation and internal friction than that of HDPE/NBR blend, indicating the improvement of elasticity. Morphology studies showed that the size of the NBR particles was decreased with the existence of CPE; moreover, the fracture surface of HDPE/CPE/NBR TPV was relatively smoother than that of HDPE/NBR blend.
Keywords
Introduction
Thermoplastic elastomers (TPEs) are rubbery materials that can exhibit the properties similar to those of conventional vulcanized rubbers but can be processable at an elevated temperature. Usually, TPEs can offer a substantial economic advantage with respect to the fabrication of products, and the most effective and economical method to produce TPEs is dynamic vulcanization in the presence of a vulcanizing system, which results in a special class of TPEs—thermoplastic vulcanizates (TPVs). 1,2 Dynamic vulcanization was firstly described by Gessler 3 in 1962 and then developed by Fisher, 4 Coranl, 5 and Abdou-Sabet. 6 During the dynamic vulcanization, the rubber preblend is vulcanized and finely dispersed in the thermoplastic matrix, 7 and the resulting materials exhibit outstanding mechanical properties and can be melted and recycled repeatedly. This technology led to a significant number of new TPE products commercialized during the mid- and late-1980s. 8
TPVs can be prepared by melt-compounding of thermoplastics and rubbers; however, only a limited number of rubber-plastic blends can give useful products. The studies of a large number of dynamically vulcanized rubber-plastic blends showed that the best combinations were those in which the surface energies of the components were matched, preferably the partially crystalline thermoplastics as the matrix, 9 such as polypropylene/ethylene propylene diene rubber (EPDM) and polyamide (PA)/nitrile butadiene rubber (NBR) TPVs. In order to meet the demand of market application, expanding new type TPVs with optimum properties is urgently needed. High-density polyethylene (HDPE) possesses the merits of excellent aging resistance, melt processability, and mechanical properties. NBR, due to its excellent oil-resistance property, has been used in a number of applications that include O-rings and oil hoses; while its aging resistance is limited because of the unsaturated backbone of the butadiene segment. The HDPE/NBR blends couples the elastic and oil-resistance properties of NBR and the excellent mechanical properties, aging resistance, and processability characteristics of HDPE. However, HDPE and NBR have a large difference in surface energy and polarity, which will inevitably lead to the poor mechanical properties because of the gross phase separation and weak interfacial adhesion. Electron beam irradiation, gamma radiation curing, 10,11 and chemical treatment of HDPE 12 could improve the compatibility between NBR and HDPE effectively. However, the most economical and environmental friendly method to improve the interfacial compatibility is the incorporation of compatibilizer, which can effectively enhance the interfacial interaction. 13 –15 George et al. 16 used maleic-modified polyethylene (MA-PE) and phenolic-modified polyethylene (PH-PE) to improve the mechanical properties of HDPE/NBR blends, then evaluated the effects of dynamic cross-linking on the properties of HDPE/NBR blends 17 ; and the influences of MA-PE on the properties of dynamically vulcanized HDPE/NBR blend were also reported by George. 18 However, we know of no reports on the compatibilization of dynamically vulcanized HDPE/NBR blends by chlorinated polyethylene (CPE). CPE was prepared by the random chlorination of polyethylene, resulting in a copolymer-like material which consists of chlorinated segments and ethylene segments. 19 CPE had been often used as a compatibilizer on various blends, such as PA/EPDM, 13 ethylene-vinyl acetate copolymer (EVA)/EPDM, 20 polyvinylchloride (PVC)/EPDM, 21 and EVA/NBR 14 blends. It will be beneficial to use CPE as a compatibilizer to enhance the interfacial compatibility of HDPE/NBR blends.
In this article, we reported the preparation of TPVs based on blends of HDPE and NBR via dynamic vulcanization, where the interfacial compatibility was enhanced by the incorporated CPE. The influences of the CPE on the mechanical properties, compressive Mullins effect, dynamic mechanical properties, and morphology of the blends were investigated systematically.
Experimental
Materials
HDPE, grade 5000 S, was commercially obtained from Daqing Petrochemical Co., Ltd, China, with a melt flow index (MFI) of 0.9 g/10 min (190°C/2.16 kg), the weight-average molecular weight (M w) of 5000 S was 12.0×104. NBR rubber (3305 type, with acrylonitrile content of 35 wt% and ML1+4 (100°C) = 45) was commercially manufactured by Lanzhou Petrochemical Co. Ltd, China. CPE (grade 135, with chlorine content of 35 wt%) was commercially manufactured by Qingdao Hygain Chemical (Group) Co., Ltd, China. Sulfur, used as a vulcanizing agent, was obtained from Hengye Zhongyuan Chemical Co. Ltd, China. N-cyclohexyl-2-benzothiazole sulfenamide (CZ) and tetramethyl thiuram monosulfide (TS), used as accelerators were manufactured by Northeast Auxiliary Chemical Industry Co., China. Zinc oxide (ZnO) was used as an activator and obtained from NewLe Qinshi Zinc Co. Ltd., China. Stearic acid was also used as an activator and obtained from Wanyou Co. Ltd., China. Poly(1,2-dihydro-2,2,4-trimethyl-quinoline) (Antioxidant RD) was used as an antioxidant and obtained from Shengao Chemical Co. Ltd, China.
Preparation of dynamically vulcanized HDPE/CPE/NBR blends
Commercially available HDPE, NBR, and CPE, as above, were used for the TPVs. The concentrations for cross-linking the NBR system are expressed in parts per hundred (phr) NBR rubber by weight. The sulfur-containing accelerating system recipe for cross-linking the NBR consisted of the following ingredients: 100 phr NBR, 1.0 phr sulfur, 1.5 phr CZ, 1.2 phr TS, 5.0 phr ZnO, 1.5 phr stearic acid, and 1.0 phr Antioxidant RD.
The dynamically vulcanized HDPE/NBR blends were produced via a two-step mixing process. In the first step, the preblends containing NBR and the cross-linking ingredients were compounded in a two-roll mill at room temperature. After 3 min of mixing time, the preblends were removed from the mixer. In the second step, the compounds were prepared by melt-mixing the NBR preblends with HDPE resins using a Brabender PLE 331 plasticorder (Brabender Gmbh, Germany). The mixer temperature was kept at 160°C with a constant rotor (camtype) speed of 80 r min−1. The HDPE/NBR blending ratio was varied from 20/80 to 60/40 (weight ratio). For the compatibilized TPVs, the HDPE/NBR blending ratio was fixed at 30/70 (weight ratio) and the CPE dosages were based on the HDPE/NBR blend; moreover, the dosage of CPE was varied from 0 to 9 phr. During the dynamic vulcanization, the requisite quantities of HDPE resin and CPE were charged into the mixer and allowed to melt. After 3 min, the NBR based preblend was added. The mixing was continued for another 8 min to allow the dynamic vulcanization. Finally, the compound was removed from the mixer and passed through a cold two-roll mill in the molten state to obtain a sheet. The sheet, about 2 mm thick, was compression-molded under a pressure of 15 MPa at 160°C for 5 min, followed by cold compression in another molding machine for 8 min at room temperature. Test specimens were die-cut from the compression-molded sheet and used for testing after 24 h.
Characterization
Mechanical properties
For the measurement of tensile properties, dumbbell-shaped specimens were prepared according to ASTM D412. The tearing strength was tested according to ASTM D624 using unnotched 90° angle test pieces. Both tensile and tearing tests were performed on a universal testing machine (TCS-2000, GoTech Testing Machines Inc., China) at a crosshead speed of 500 mm min−1. The average value of tensile strength was calculated for five test specimens and that of tearing strength was calculated for three test specimens. The Shore A hardness was determined using a hand-held Shore A Durometer (LX-A, Shanghai Liu Ling Instrument Factory, China) according to ASTM D2240. Tensile set (100% elongation) was tested according to ASTM D1566. The average values of Shore A hardness and tensile set (100% elongation) were calculated for three test specimens. All tests were carried out at 23°C.
1H-NMR analysis
The hydrogen nuclear magnetic resonance (1H-NMR) spectra was recorded at room temperature using a Bruker AVANCE III 500 spectrometer in CDCl3, operating at 500 MHz. Tetramethylsilane was used as internal reference.
Dynamic mechanical analysis
Dynamic mechanical analysis (DMA) of pure HDPE, pure CPE, and series HDPE/CPE/NBR blends was measured with a dynamic mechanical thermal analysis system (EPLexor 500 N, Gabo, Germany) in the tensile mode. The sample of the dynamic mechanical analysis has a width of 4 mm, a thickness of about 2 mm, and a length of 25 mm. The experiment was carried out over a temperature range of −90 to 80°C with a programmed heating rate of 3°C min−1 at a frequency of 0.5 Hz and a strain of 1%, giving storage modulus E′, loss modulus E″, and loss tangent (tan δ). The temperature corresponding to the peak in tan d versus temperature plot was taken as the glass transition temperature (T g).
Mullins effect
In order to illustrate the material softening resulting from the Mullins effect, cyclic uniaxial compressive tests were performed on HDPE/NBR (30/70, weight ratio) and HDPE/CPE/NBR (30/6/70, weight ratio) blends. Cylindrical specimens were prepared by molding, with diameter of about 10 mm and height of about 10 mm. Uniaxial compressive tests were performed on the TCS-2000 tensile machine and operated in a local strain control compressive mode. Tests were run at a low constant strain rate of 0.0083 s−1. Silicone oil was coated on the surface of cylindrical specimens to reduce the barreling effect during compression deformation. For the given TPV specimens, one specimen was submitted to a simple uniaxial compressive test, while the other specimen was submitted to a cyclic uniaxial compressive test with the maximum compressive strain increasing every five cycles. The compressive stress–strain curves during the loading and unloading period were measured. The maximum compressive stress, residual deformation, and internal friction could be measured or calculated from the compressive stress–strain curves. The maximum compressive stress values were the maximum stress of loading-unloading cycles under different compressive strain, namely the values of compressive stress corresponding to the maximum strain in each cycle. The residual deformation results were calculated according to the deformation remaining immediately after unloading period, namely the values of strain in each cycle when the stress values fell to zero. The internal friction values were calculated by Origin 9.0 software (OriginLab Corporation, Northampton, Massachusetts, USA) from the hysteresis rings of the compressive stress–strain curves, namely the areas between loading–unloading cycle curves and x-axis in each cycle.
Microscopy analysis
Morphological study was carried out using field-emission scanning electron microscopy (FE-SEM, JEOL-6700F, Japan Electron Co. Ltd, Japan). For the etched specimens, the HDPE phase was extracted by immersing the blends into boiling xylene for 30 min, and then the etched samples were dried in vacuum oven at 30°C for 24 h. The etched and the tensile fracture surfaces of the specimens were sputtered with thin layers of gold and imaged using FE-SEM.
Results and discussion
Mechanical properties of the dynamically vulcanized HDPE/NBR blends
The mechanical properties results of NBR vulcanizate, series dynamically vulcanized HDPE/NBR blends, and pure HDPE are presented in Table 1 and the stress–strain curves are shown in Figure 1. It could be observed that the stress–strain curve of pure HDPE in Figure 1 showed a notable yield point immediately followed by stress softening and fracture was observed; while the stress–strain curve of NBR vulcanizate showed the elastomeric character of being soft and tough. The stress–strain curves of dynamically vulcanized HDPE/NBR blends were similar to the shape of their curves; however, increasing NBR content, the initial modulus and tensile strength of the blends were decreased while the elongation at breaks increased slightly. As seen in Table 1, the tensile strength, shore A hardness, and tearing strength of the dynamically vulcanized HDPE/NBR blends were increased with increasing HDPE dosages while elongation at break were decreased slightly, indicating the HDPE content was a major factor determining the mechanical properties of the blends. In our experiment, the HDPE/NBR blends were prepared via dynamical vulcanization; the HDPE was a nonpolar plastic while the NBR was a rubber with strong polarity; the interfacial interaction between HDPE and NBR was extremely weak, leading to the poor mechanical properties. According to ASTM D1566-2015, for a rubber material, the elongation at break should be higher than 100%; however, the elongation at break of the dynamically vulcanized HDPE/NBR blends in Figure 1 was less than 100%. Usually, as an elastomer, the higher elongation at break and the lower tensile set at break correspond to the higher elasticity, and the mechanical properties of the dynamically vulcanized HDPE/NBR blends were expected to be improved by enhancing the interfacial compatibility.
Mechanical properties of NBR vulcanizate, dynamically vulcanized HDPE/NBR blends, and HDPE resin.
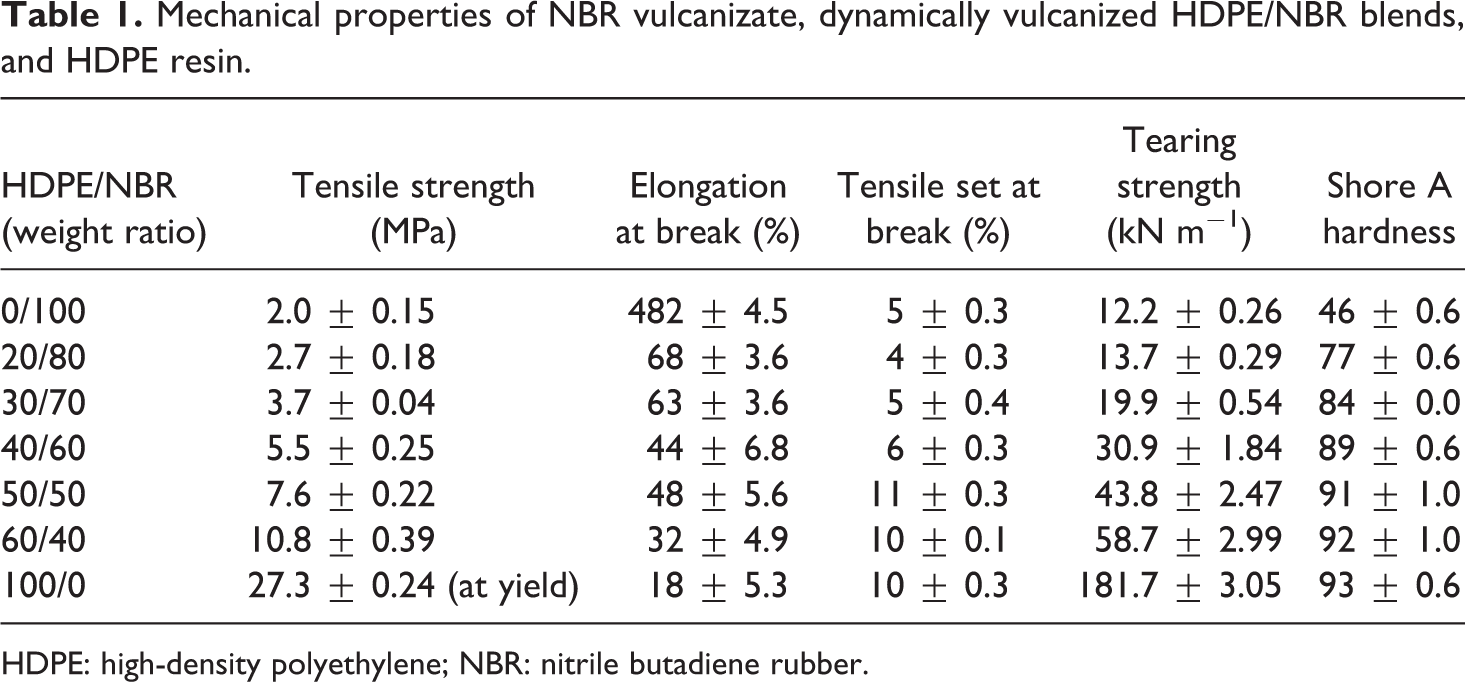
HDPE: high-density polyethylene; NBR: nitrile butadiene rubber.
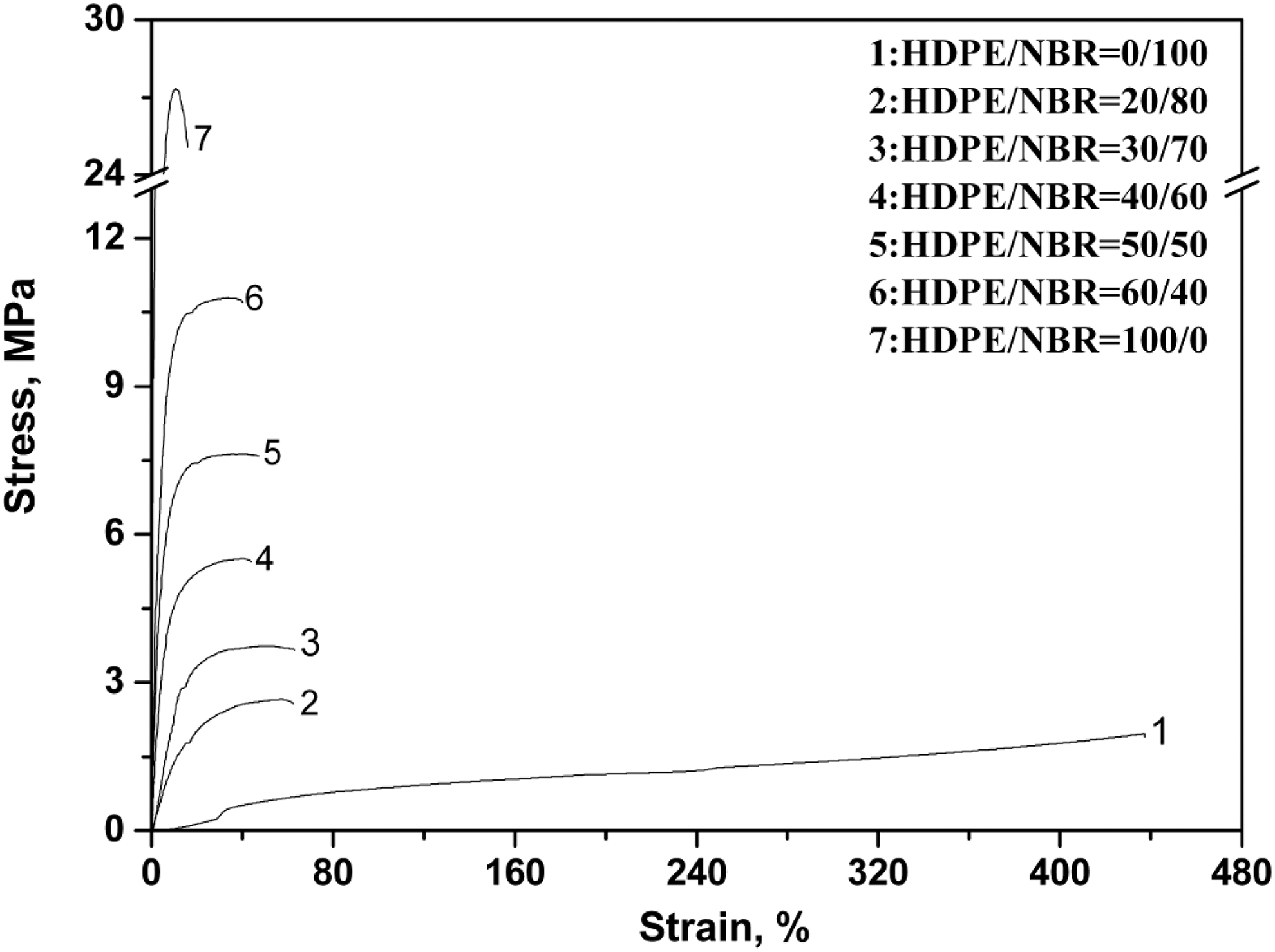
Stress–strain curves of NBR static vulcanizate, dynamically vulcanized HDPE/NBR blends and pure HDPE. NBR: nitrile butadiene rubber; HDPE: high-density polyethylene.
Influence of CPE on the mechanical properties of the dynamically vulcanized HDPE/NBR blends
Figure 2 illustrates the stress–strain behaviors of the dynamically vulcanized 30/70 (weight ratio) HDPE/NBR blends compatibilized by different CPE dosages. The stress–strain curves of HDPE/CPE/NBR blends in Figure 2 were similar in the shape of their curves. Initially, an obvious increase in tensile stress and modulus could be observed (for 10% strain). Upon further deformation, the slope of the curves decreased with the stress increasing almost linearly until fracture occurred. All the stress–strain curves showed the representative elastomeric character of being soft and tough. From Figure 2, it could also be seen that the tensile strength and the elongation at break of the dynamically vulcanized HDPE/CPE/NBR blends were improved significantly with the CPE incorporation.
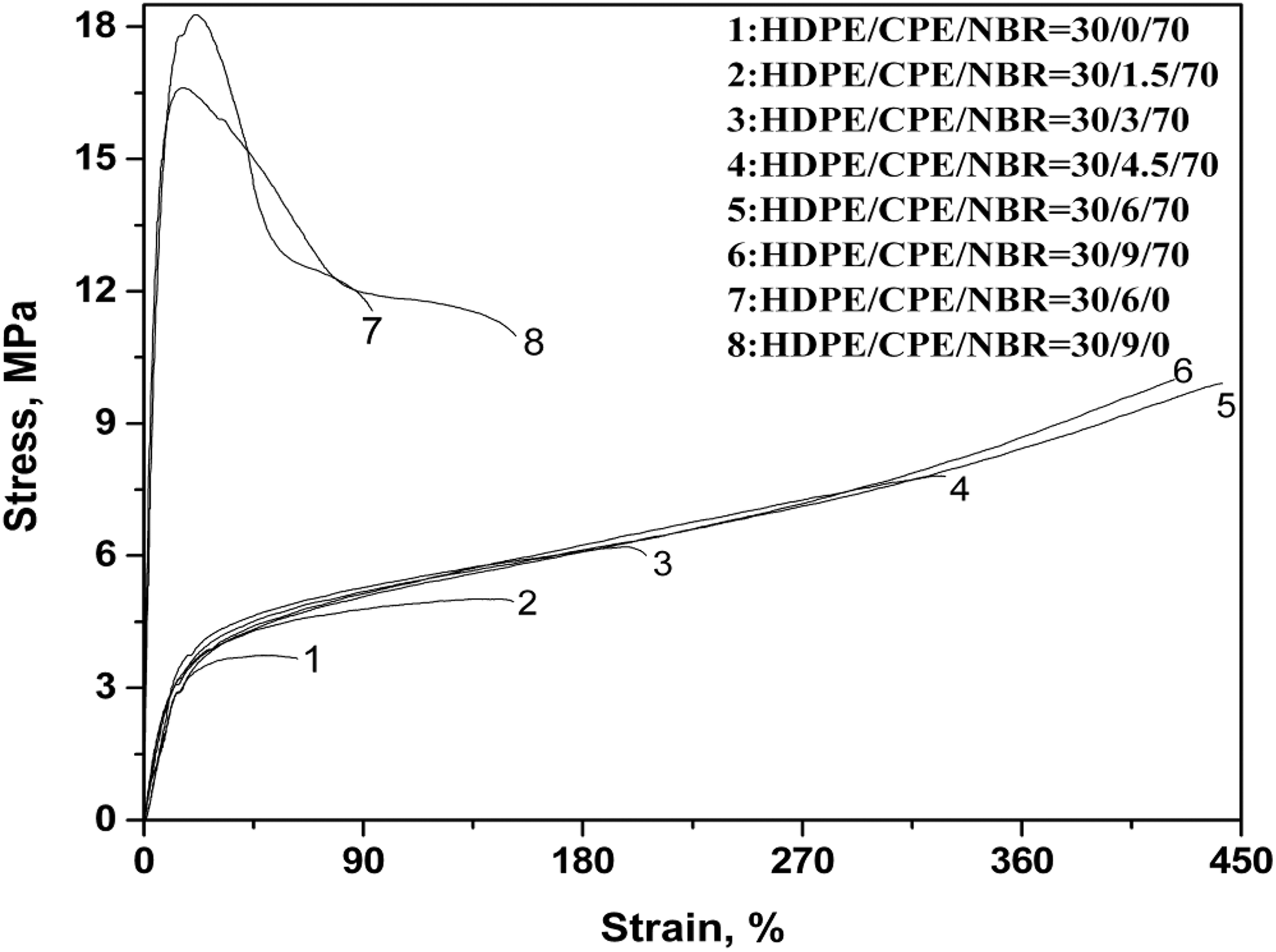
Stress–strain curves of dynamically vulcanized HDPE/NBR blends with various CPE incorporation. NBR: nitrile butadiene rubber; HDPE: high-density polyethylene; CPE: chlorinated polyethylene.
In order to investigate the purpose of CPE and NBR in the blends, the HDPE/CPE blends were prepared, where NBR was not filled; the stress–strain behaviors and mechanical properties of the HDPE/CPE blends were shown in Figure 2 and Table 2, respectively. The stress–strain curves of HDPE/CPE blends in Figure 2 showed the typical behavior of toughened plastics with hard and tough character; moreover, the obvious yield point could be seen in curve 7 which was the strain–stress cure of the blend incorporated with 6 phr CPE. The HDPE/CPE blends without NBR had high initial modulus, tensile set at break and Shore A hardness (Table 2), indicating that the blends could not be attributed to TPEs. Comparing curves 5 and 6 with curves 7 and 8, we can understand that the existence of a large amount of NBR in the dynamically vulcanized blends was required to improve the elongation at break and to decrease initial modulus, tensile set at break, and Shore A hardness. It could clearly be seen that the existence of CPE and NBR in the blends was necessary for the preparation of TPVs with large elongation at break and low tensile set at break. In addition, compared with curves 7 and 8 in Figure 2 and curve 7 in Figure 1, we can find that the elongation at break of the HDPE/CPE blends was improved obviously with the CPE incorporation, indicating that the CPE could enhance the plastic deformation ability of the HDPE matrix, which was also beneficial for the improvement of mechanical properties of dynamically vulcanized blends.
Influence of CPE content on the mechanical properties of dynamically vulcanized HDPE/NBR blends.
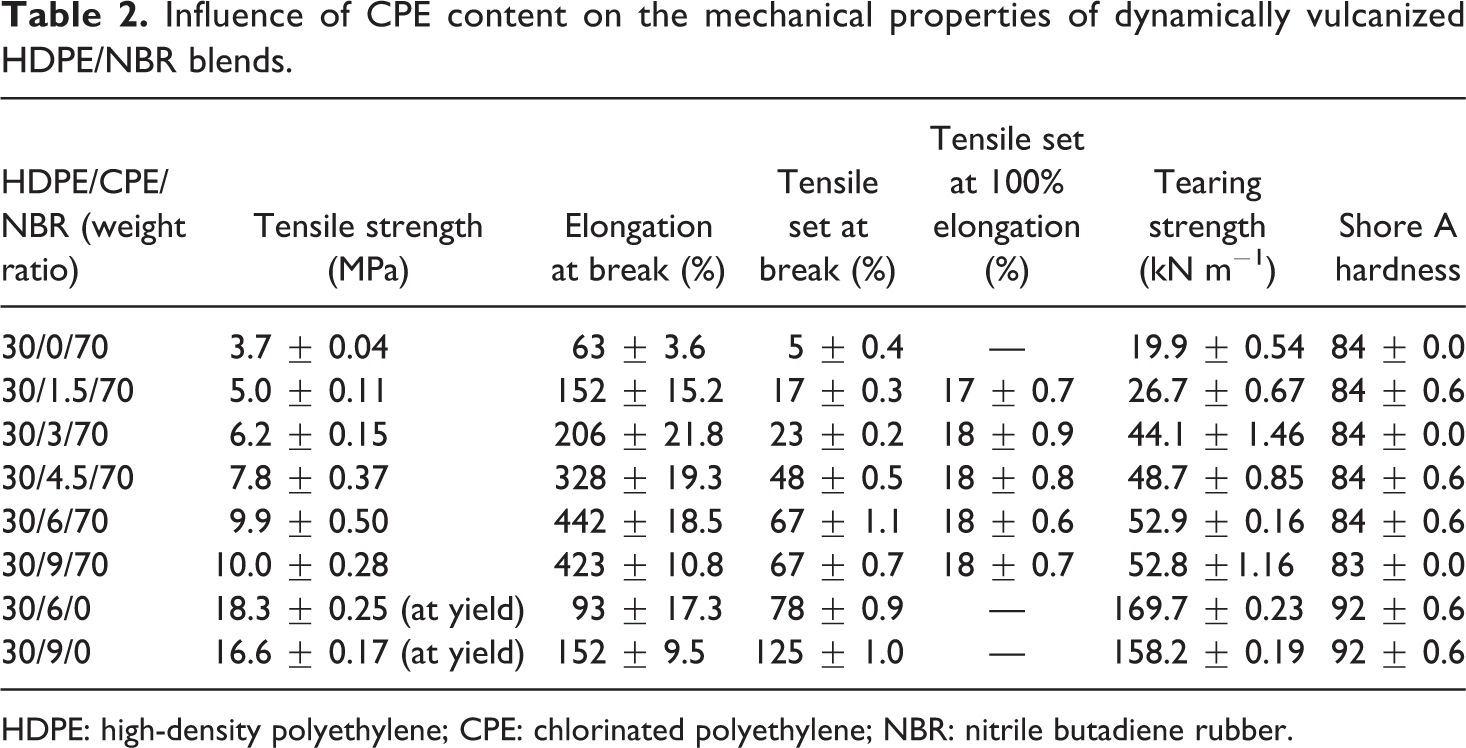
HDPE: high-density polyethylene; CPE: chlorinated polyethylene; NBR: nitrile butadiene rubber.
The mechanical properties of the series HDPE/CPE/NBR blends are presented in Table 2, respectively. As shown in Table 2, increasing CPE dosages, the elongation at break of the blends improved significantly and reached a maximum value at 6 phr CPE, increasing from 63% (at 0 phr CPE) to 442% (at 6 phr CPE). The influence of CPE dosage on the tensile set at break was similar to that of the elongation at break; the larger elongation at break led to the relatively larger tensile set at break; however, all the tensile set at 100% elongation values in Table 2 were much lower than 50%, indicating that the dynamically vulcanized HDPE/CPE/NBR blends can be attributed to elastomers. Increasing the CPE dosage, the tensile strength of the HDPE/NBR blends in Table 2 was substantially improved, increased from 3.7 MPa (at 0 phr CPE) to 9.9 MPa (at 6 phr CPE). As shown in Table 2, the tearing strength was also increased greatly with the loading of CPE, indicating the remarkable reinforcing effect on the blends. However, the CPE incorporation had almost no influence on the Shore A hardness of the blends.
In general, compared with that of the HDPE/NBR blend, the elongation at break, tensile strength, and tearing strength of HDPE/CPE/NBR blends with 6 phr CPE incorporation were improved by about 601.6, 167.6, and 165.8%, respectively; the remarkably improved properties were undoubtedly due to the incorporated CPE.
In order to achieve the deep insight into the compatibilization mechanism, the 1H-NMR spectra of the CPE was recorded (Figure 3). The assignments of CPE in 1H-NMR spectra can be determined according to the hydrogen atoms in different chemical environment; moreover, based on the integral area of the structure units located in the different chemical shift, the structure units in CPE molecular chain can be determined. According to the CPE attribution in 1H-NMR spectra, 22 the assignments and contents of the different methylene units of CPE used in this research were shown in Table 3. It could be found that the content of γ-methylene (27.6%) was relatively high, indicating the nonuniform chlorine distribution and the block copolymer-like structure of CPE which consisted of chlorinated segment blocks and ethylene segment blocks.
1H-NMR spectrum of CPE. CPE: chlorinated polyethylene; 1H-NMR: hydrogen nuclear magnetic resonance.
Attribution of methylene of CPE in 1H-NMR spectrum.
CPE: chlorinated polyethylene; 1H-NMR: hydrogen nuclear magnetic resonance.
Usually, with the presence of a compatibilizer in TPVs, the rubber phase can be finely dispersed and the interface interaction can be enhanced. 23 CPE has well compatibility with HDPE matrix and NBR, that is, the γ-methylene segments in CPE chains are miscible with the HDPE phase while the β-methylene and α-methylene segments are miscible with the NBR phase. During the dynamic vulcanization, the CPE dispersed in the HDPE matrix could penetrate into the vulcanized NBR phase to a certain extent and promote the interpenetration of segments; and the compatibility and interface interaction of the blends was enhanced remarkably, which was similar to the influence of CPE on PA/EPDM, 13 EVA/EPDM, 20 PVC/EPDM, 21 and EVA/NBR 14 blends; furthermore the existence of compatibilizer would decrease the interfacial energy and promote melt-compounding, 24 the coalescence of dispersed phase was hindered, and the rubber particles would be dispersed evenly, 25 which was beneficial for the improvement of mechanical properties. It should be noted that the CPE itself was an elastomer with relatively low Shore A hardness, the presence of CPE in the HDPE continuous phase would inevitably improve the plastic deformation ability of the HDPE matrix as shown in Figures 1 and 2, leading to the significant increase of the elongation at break.
Dynamic mechanical properties of HDPE/CPE/NBR blends
DMA is often used to study the miscibility in polymer blends. The glass transition region can be studied using loss factor (tan δ) curves. The results of DMA afforded the information about the behavior of the blends and microstructure. In the case of partially compatibilized polymer blends, two separate peaks corresponding to the individual polymer components can be observed; and the shifts of T g depended on the compatibility of the blends. 26
The temperature dependence of the storage modulus (E′) and loss modulus (E″) of HDPE resin, pure CPE, NBR vulcanizate, and the series HDPE/CPE/NBR TPVs are shown in Figure 4. As shown in Figure 4(a), for the NBR vulcanizate and the series HDPE/CPE/NBR TPVs, the E′ values were highest at low temperature and then decreased obviously to a lower value at about −15°C. The E″ curves of HDPE/CPE/NBR TPVs in Figure 4(b) showed the similar variation while the values were much lower than that of storage modulus; moreover, loss peaks also could be found on the loss modulus curves at about −15°C. All the E′ and E″ values of HDPE/CPE/NBR blends were lower than those of pure HDPE.
Temperature dependence of storage modulus (E′) and loss modulus (E″) of HDPE resin, pure CPE, NBR vulcanizate, and dynamically vulcanized HDPE/NBR blends with various CPE incorporation. HDPE: high-density polyethylene; CPE: chlorinated polyethylene; NBR: nitrile butadiene rubber.
Figure 5 shows the temperature dependence of tan δ of HDPE resin, pure CPE, NBR vulcanizate, and the series HDPE/CPE/NBR TPVs; in order to observe the shifts of T g clearly, the images close to the peaks are partially enlarged and embedded in the upper right corner of Figure 5. As shown in Figure 5, the peaks around −15°C can be observed obviously, which corresponded to T g of NBR vulcanizate. The T g values of NBR phase in TPVs were slightly shifted toward higher temperature region with increasing CPE dosage, indicating the improvement of the interface compatibility. In our experiment, the T g of CPE (−0.5°C) was higher than that of NBR, during the dynamic vulcanization, the chain segments of CPE in the matrix could penetrate into the vulcanized NBR phase to a certain extent and lead to the increasing of the T g of NBR phase and the improving interface interaction.
Temperature dependence of loss factor (tan δ) of HDPE resin, pure CPE, NBR vulcanizate, and dynamically vulcanized HDPE/NBR blends with various CPE incorporation. HDPE: high-density polyethylene; CPE: chlorinated polyethylene; NBR: nitrile butadiene rubber.
Compressive Mullins effect of HDPE/NBR and HDPE/CPE/NBR blends
Usually, particle-filled rubbers are characterized by specific nonlinear mechanical behaviors including high hysteresis and stress softening (Mullins effect). 27 Mullins 28 wrote his review on stress softening; however, until now no general agreement has been found either on the physical source or on the mechanical model. 29 Figure 6 illustrates the compressive stress–strain curves of HDPE/NBR blend (weight ratio = 30/70) and HDPE/CPE/NBR TPV(weight ratio = 30/6/70) submitted to five uniaxial loading–unloading cycles with given compressive strain ε = 10, 20, 30, 40, and 50% (five cycles of loading-unloading from zero stress up to the maximum strain down to zero stress). In Figure 6, during the loading-unloading cycles, a slight softening phenomenon could be observed, which was characterized by a lower resulting compressive stress for the same applied compressive strain, appeared remarkably after the first loading. However, when the compression exceeded the maximum strain previously applied, the compressive stress–strain responses followed the same return path as that of the monotonous uniaxial compressive test, indicating previous compression had little influence on the compressive stress–strain properties at greater compressive strain.
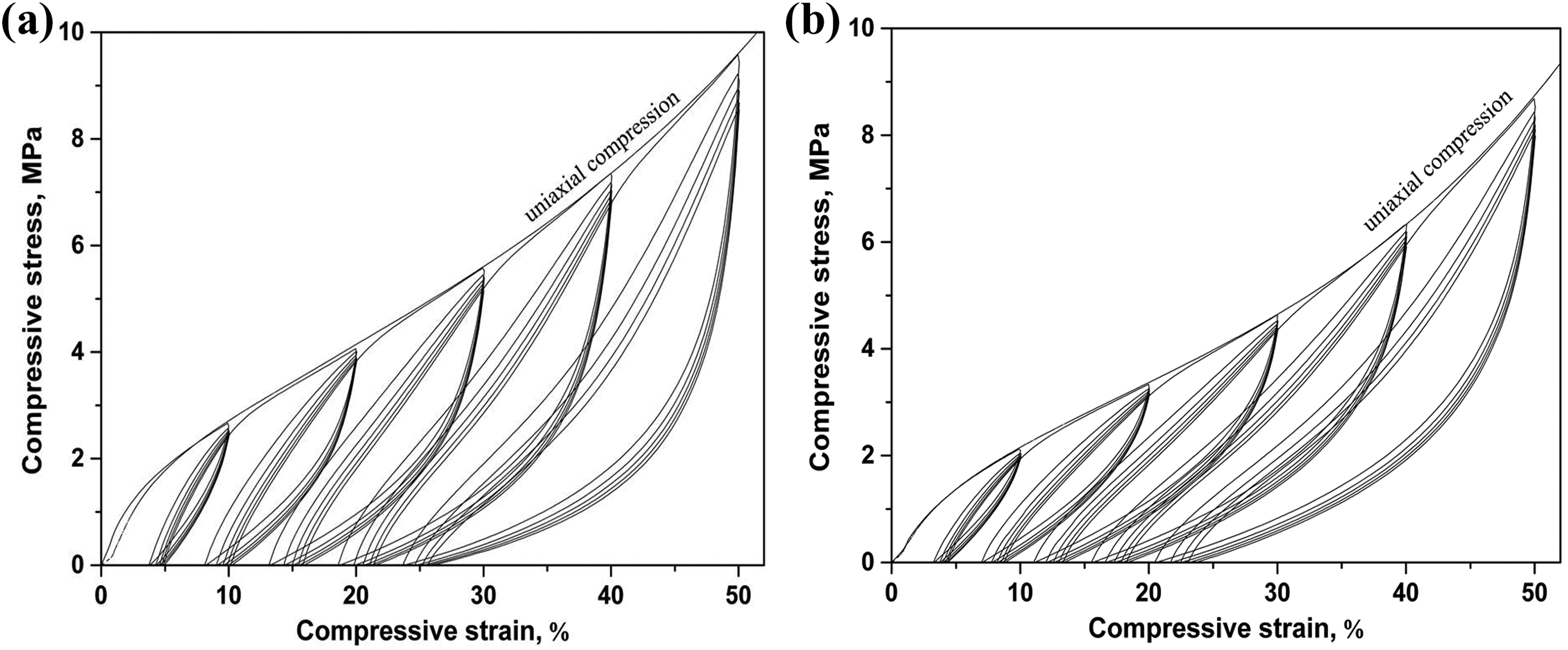
Compressive stress–strain responses of TPVs submitted to a simple uniaxial compression and to a cyclic uniaxial compression with increasing maximum compressive strain every five cycles (weight ratio). (a) HDPE/NBR = 30/70; (b) HDPE/CPE/NBR = 30/6/70. TPVs: thermoplastic vulcanizates; HDPE: high-density polyethylene; CPE: chlorinated polyethylene; NBR: nitrile butadiene rubber.
Figure 7 shows the maximum compressive stress values of HDPE/NBR blend and HDPE/CPE/NBR TPV during the loading–unloading cycles under the different compressive strains. The stress decreased obviously after the first loading–unloading especially at high compressive strain; however, it only decreased slightly at the later loading–unloading cycles, and the lower compressive strain led to the slighter decrease of compressive stress. The residual deformation results, which were calculated according to the remaining deformation when the stress decreased to zero, are shown in Figure 8. The residual deformations were increased with the increasing strains, while they were almost unchanged with the increasing loading–unloading cycles. In order to characterize the mechanism of stress softening, Mullins and Tobin 30 proposed a microstructural model where the stress-softening virgin material contained a hard phase and a soft phase, most of the deformation occurred in the soft phase, and the extent of the damage depending on the maximum previous deformation experienced by the material. In our experiment, the HDPE, as a hard phase, was the matrix of the TPVs. For a given compressive strain, during the first loading–unloading cycle, the plastic deformation of HDPE matrix would generate and result in a large energy consumption and relatively high residual deformation; after the first cycle, the hard region (matrix phase) showed the less contribution to the deformation. During the follow-up loading–unloading cycles, under the same strain, most of the deformation taken place in the soft regions, and the measured stress at a given strain was mainly exerted to the soft region; therefore, the maximum compressive stress and the residual deformation changed slightly during the later cycles, as shown in Figures 7 and 8. However, the maximum compressive stress and the residual deformation were increased with the increasing of compressive strain. It is easy to understand that large deformation needs large energy and will result in relatively high residual deformation. It should be noted that the residual deformation of HDPE/CPE/NBR TPV was slightly lower than that of HDPE/NBR blend, especially at large compressive strain. For the HDPE/CPE/NBR TPV, the deformation recovery force resulted from the NBR upon relaxation could transfer to the HDPE matrix effectively with the existence of CPE and consequently led to the lower residual deformation obviously.
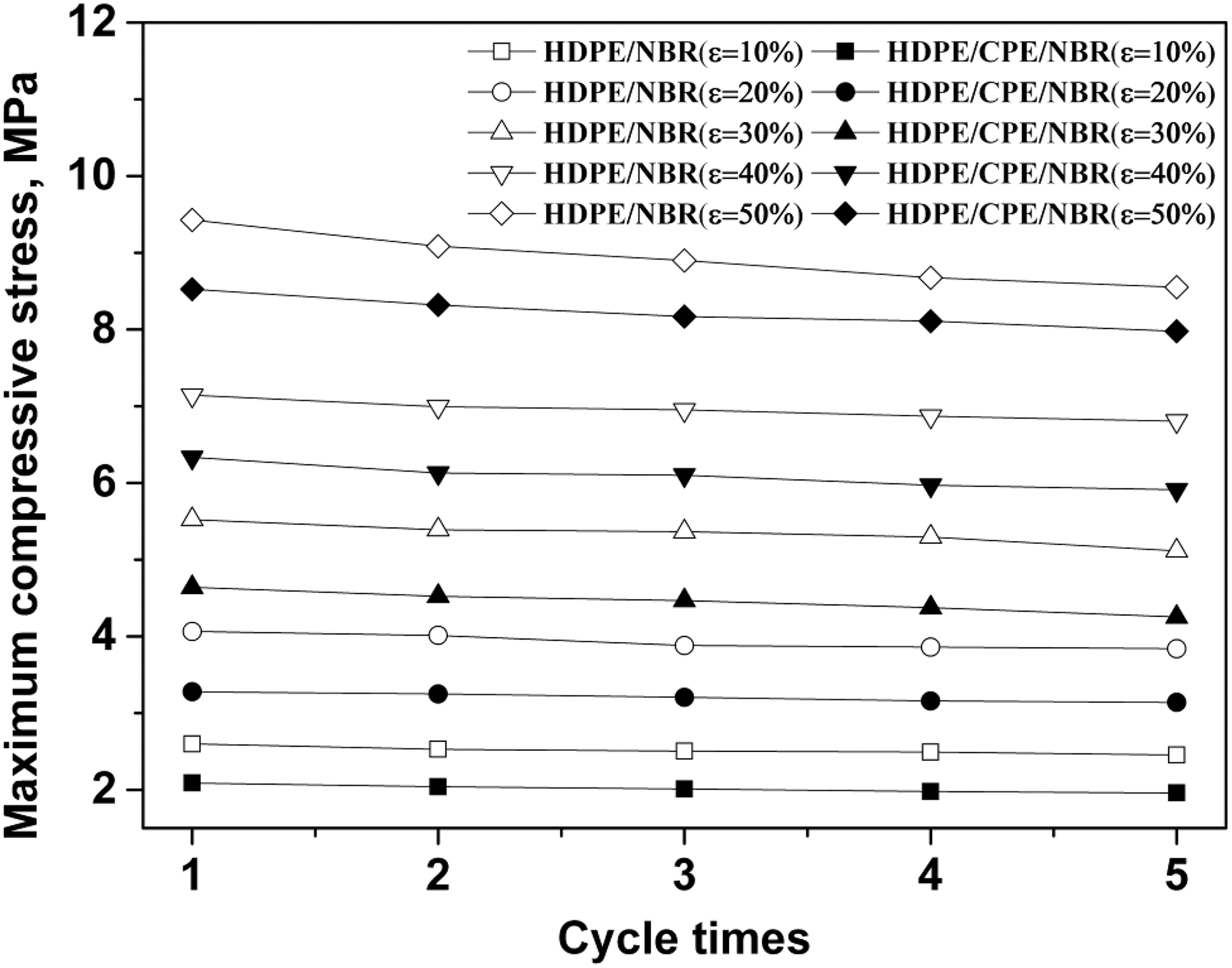
Maximum compressive stress of dynamically vulcanized HDPE/NBR and HDPE/CPE/NBR blends as a function of the number of loading–unloading cycles. HDPE: high-density polyethylene; CPE: chlorinated polyethylene; NBR: nitrile butadiene rubber.
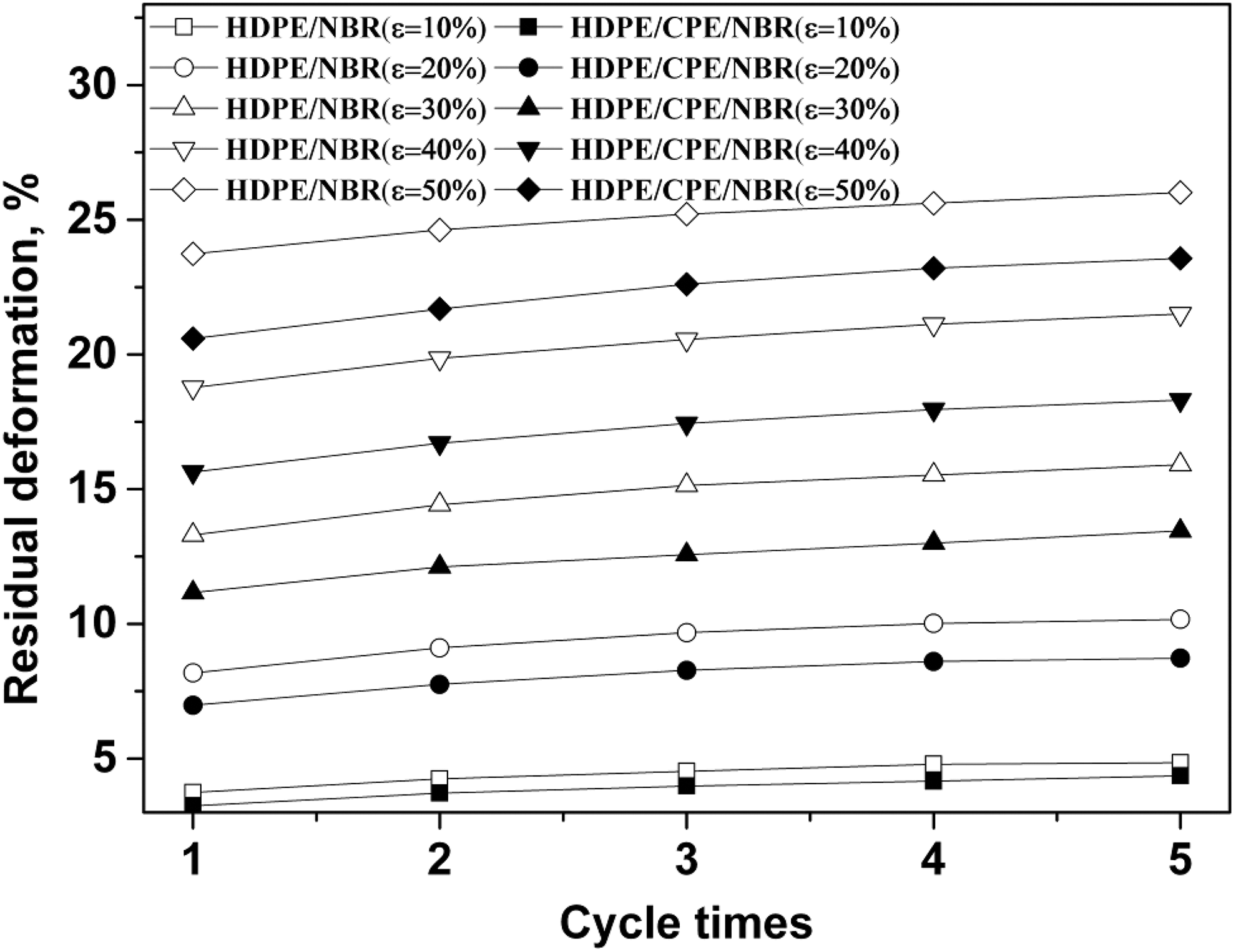
Residual deformation of dynamically vulcanized HDPE/NBR and HDPE/CPE/NBR blends as a function of the number of loading–unloading cycles. HDPE: high-density polyethylene; CPE: chlorinated polyethylene; NBR: nitrile butadiene rubber.
In order to investigate the internal friction loss during the loading–unloading cycles, the integral results of the hysteresis rings were calculated by Origin 9.0 software, the results are shown in Figure 9. We can understand that the internal friction loss was increased obviously with the increasing strains and the maximum internal friction loss was generated in the first loading-unloading cycles under a specific compressive strain; however, the hysteresis loss in the second cycle was much lower than that of the first cycle and then only decreased slightly. The variation of internal friction loss was consistent with the variation of compressive stress and residual deformation as shown above, the large plastic deformation of HDPE matrix during the first loading–unloading cycle of a given compressive strain results in the large hysteresis ring; however, during the later loading–unloading cycles, the measured stress at a given strain is mainly exerted to the soft region and the residual deformation were almost unchanged, leading to the lower internal friction loss. Compared with that of HDPE/NBR blend, the HDPE/CPE/NBR TPV had the relatively lower internal friction loss for a specific compressive strain, indicating the improvement of elasticity.
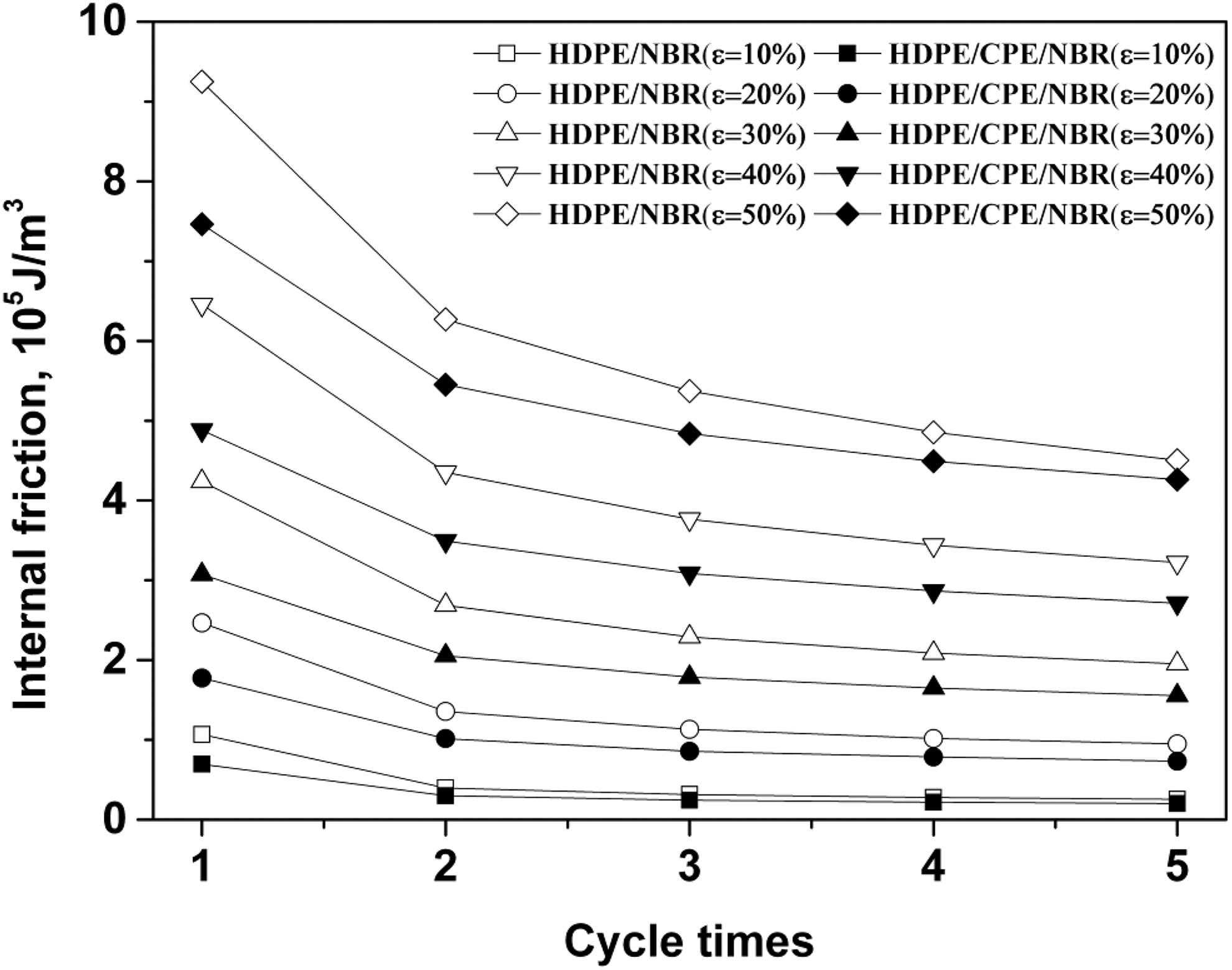
Internal friction of dynamically vulcanized HDPE/NBR and HDPE/CPE/NBR blends as a function of the number of loading–unloading cycles. HDPE: high-density polyethylene; CPE: chlorinated polyethylene; NBR: nitrile butadiene rubber.
Morphology and microstructure of HDPE/NBR and HDPE/CPE/NBR blends
FE-SEM micrographs of the tensile fracture surfaces of HDPE/NBR and HDPE/CPE/NBR blends prepared by dynamic vulcanization are shown in Figure 10. Figure 10(a) shows the morphology of HDPE/NBR blend without CPE incorporation. From Figure 10(a), we can find that there were numerous lump structures with irregular shapes on the fractured surface; moreover, they were stacked loosely, indicating the relatively weak interfacial interaction; moreover, some drawn fibers could be found in the fracture surface, which corresponds to the tearing strips generated during the fracture. For the compatibilized TPV, the fracture surface was relatively smoother and there was no obviously notable drawn fibrils (Figure 10(b)), indicating the enhanced deformation recovery ability. The improved interfacial interaction of HDPE/CPE/NBR TPV, together with the improved elasticity of HDPE matrix by the incorporation of CPE, led to the enhanced deformation recoverability over that of the HDPE/NBR blend, which was consistent with the relatively low residual deformation of HDPE/CPE/NBR TPV in Figure 8.
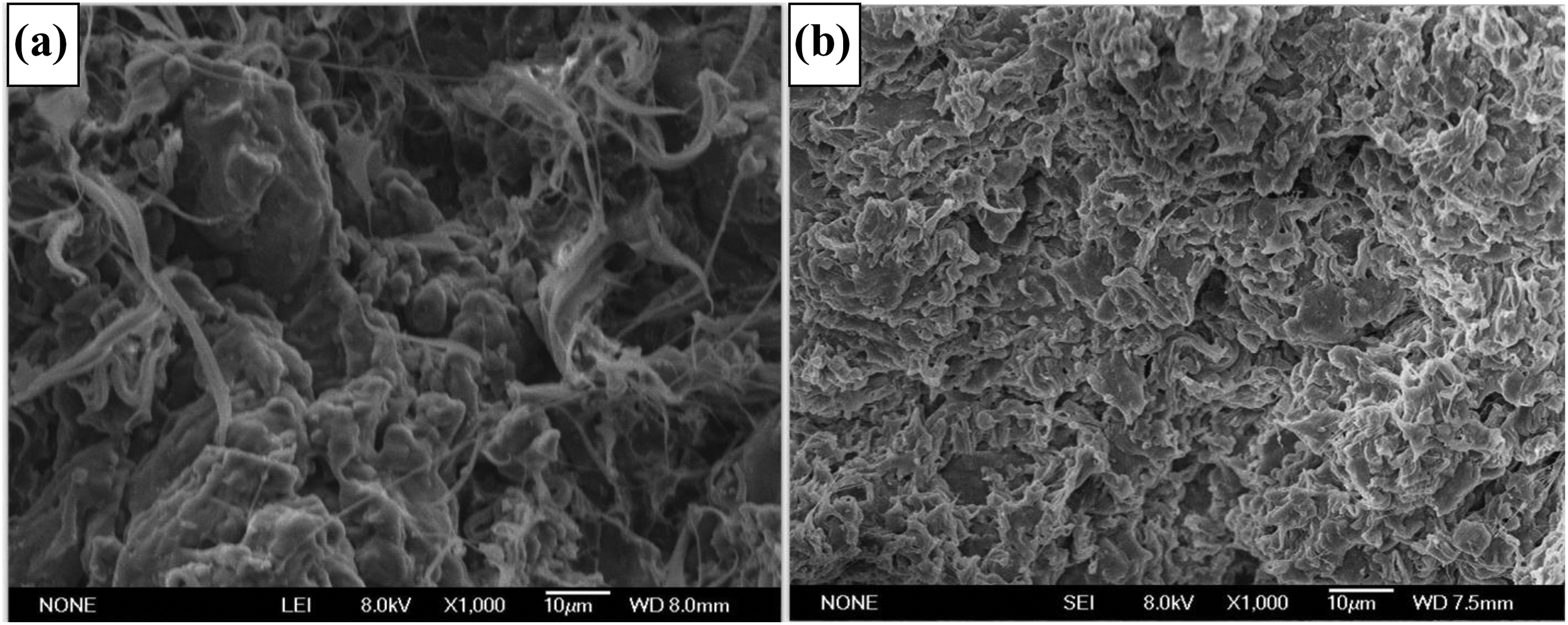
Fracture surfaces of dynamically vulcanized HDPE/CPE/NBR blends (weight ratio). (a) HDPE/CPE/NBR = 30/0/70; (b) HDPE/CPE/NBR = 30/6/70. HDPE: high-density polyethylene; CPE: chlorinated polyethylene; NBR: nitrile butadiene rubber.
During the dynamic vulcanization, the viscosity of the NBR phase increased quickly due to the initiation of the cross-linking reaction and then the NBR phase was gradually broken down into dispersed particles. Figure 11 presents the etched surfaces of HDPE/NBR blend and HDPE/CPE/NBR TPV where the HDPE phases were etched from the surface, and the vulcanized NBR domains remained undissolved and adhered on the surface. As it can be seen from Figure 11(a), the cross-linked NBR particles, with irregular morphologies, had the dimensions in the range of approximately 10–30 µm. Compared with that of HDPE/NBR blend, the average size of the NBR particles (about 10 µm) decreased obviously with the presence of CPE compatibilizer, as shown in Figure 11(b). Although the mechanical properties of TPVs were mainly determined by the thermoplastic matrix, the interfacial area and interface interaction would also increase with the decreasing size of dispersed rubber particles, leading to the improvement of the mechanical properties, which was consistent with the results in Figure 2 and Table 2.
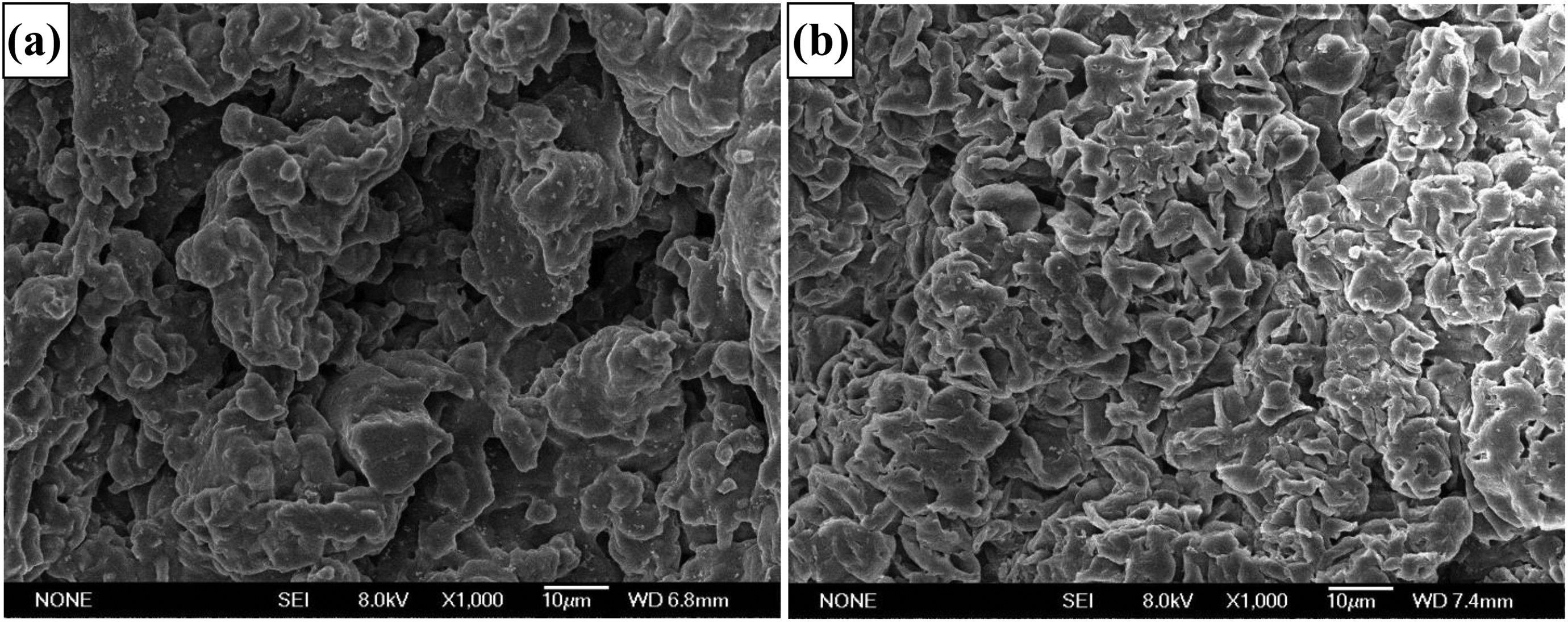
FE-SEM photos of etched specimens of dynamically vulcanized HDPE/CPE/NBR blends (weight ratio). (a) HDPE/CPE/NBR = 30/0/70; (b) HDPE/CPE/NBR = 30/6/70. FE-SEM: field emission-scanning electron microscope; HDPE: high-density polyethylene; CPE: chlorinated polyethylene; NBR: nitrile butadiene rubber.
Conclusions
Dynamic vulcanization of HDPE/NBR blends was performed via a conventional sulfur vulcanization system where CPE was used as a compatibilizer. Compared with that of HDPE/NBR blend, the significant improvement of mechanical properties of the blends compatibilized by CPE was achieved; the tearing strength and elongation at break reached a maximum with 6 phr compatibilizer. 1H-NMR spectra analysis showed that the CPE exhibiting a block copolymer-like structure, the γ-methylene segments in CPE chains were miscible with the HDPE phase while the β-methylene and α-methylene segments were miscible with the NBR phase, which was beneficial for the interface compatibilization. DMA studies showed that the T g of NBR phases was slightly shifted toward higher temperature with the incorporation of CPE, indicating the improvement of the compatibility. Mullins effect results showed that the HDPE/CPE/NBR TPV had relatively lower residual deformation and internal friction than that of HDPE/NBR blend, indicating the improvement of elasticity. Morphology studies showed that the average size of the NBR particles was decreased obviously with the presence of CPE; and the fracture surface of HDPE/CPE/NBR TPV was relatively smoother, indicating the enhanced deformation recovery ability. In summary, the remarkable enhancement of interfacial interaction, together with the improved plastic deformation ability of the HDPE matrix with the incorporated CPE, resulted in the significant improvement of mechanical properties.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was supported by Shandong Provincial Natural Science Foundation, China (ZR2017MEM021) and Upgraded Project of Shandong Province for Guidance Ability of Graduate Tutors (SDYY17044).