
Abstract
Polypropylene (PP)-cellulose fibre blends exhibit substantial potential for the production of high-performance textile fibre–reinforced composites. The production of reinforced parts from PP-cellulose composites through thermal shaping of intermingled fibre blends is a strategy to form parts which exhibit superior mechanical properties. In this study, the use of intermingled fibre slivers with different ratios of lyocell fibres (CLY) and PP fibres as raw materials for thermally formed composites was investigated. Such a concept will maximize the interface between the reinforcement fibres and polymer matrix. The cellulose fibres remain oriented along the direction in which the drawing process was performed, which forms the basis for tailored fibre placement in technical production. Because of good surface contact between the cellulose fibre surface and PP matrix, no special coupling agents were required to improve the interfacial adhesion between the two different polymers. The share of CLY and PP fibres in the composite varied from 50% w/w CLY content, up to 70% w/w CLY. Besides analysis of the mechanical properties, such as tensile strength and E-modulus, attention was directed towards moisture sorption of the composites. The rate of sorption and amount of water bound in the composite were found to be dependent on the cellulose fibre content. Composites with a higher CLY content exhibited a more rapid and higher moisture uptake. In water saturated state, the ultimate tensile strength of composites reduced from 160 MPa to 90 MPa, which is an indicator for a reduced adhesion between the CLY surface and PP matrix. The results indicate the potential of the intermingled fibre concept blend for the efficient manufacturing of composite parts.
Introduction
Fibre-reinforced plastics hold a key position in the production of lightweight materials. The use of carbon, glass and aramid fibre–reinforced plastics constantly increases, as substantial reduction in the weight of parts and components can be achieved, which is of particular interest for dynamic applications, for example, in the automotive and aerospace industry. These fibres exhibit advantages such as favourable mechanical properties, but on the other hand, they exhibit disadvantages such as high production costs, difficulties in recycling and end of life. 1 Matrix polymers are mainly thermosets, often epoxy-resin based, which require considerable amounts of manual work and a long curing time. This prevents the simple transfer of currently used technologies into a high-volume automated process, which would be the basis for the wider application of fibre-reinforced materials. There is high interest in the replacement of high-performance man-made fibres by cellulose-based fibres, which can be natural fibres, for example, hemp or regenerated cellulose fibres, high-tenacity viscose fibres or lyocell-type fibres. In particular, regenerated cellulose fibres offer distinct future potential compared to inorganic fibres due to their mechanical properties, adhesion properties in the matrix, aspects of sustainability and biodegradability. 2–3 In comparison to carbon fibres, the technical handling of cellulose fibres is more simple with regard to dust formation, health hazards, damage to the mechanical parts of equipment and disposal of wastes. In composite materials, the reinforcing fibres are embedded in a plastic matrix. Composites currently used often consist of thermosetting polymers as a matrix, but as a disadvantage, thermoset-based matrix polymers are more difficult to process after curing.
A combination of cellulose fibres with thermoplastic matrix polymers offers promising advantages with regard to the efficient mass production of end-shaped textile-reinforced parts. In this study, we used polypropylene (PP) as the matrix polymer. PP is produced in large quantities and exhibits low density and good chemical resistance. Because its melting range is around 160°C, thermal shaping is possible below the decomposition temperature of the cellulose polymer. Particularly, isotactic PP, which is partly crystalline, displays a good mechanical performance. In textile fibres, the polymer chains of PP are mainly oriented along the fibre direction, which results in improved mechanical properties along this direction.
The main problem to be considered for cellulose PP composites results from the poor adhesion between hydrophilic cellulose and hydrophobic polyolefin. 2 Different strategies have been proposed to overcome this problem. The physical and chemical treatment of cellulose fibres, as well as the nucleation of transcrystalline layers of plastic on the fibre surface, can improve the adhesion between the two components. 4 –10 In particular, the chemical modification of PP by copolymerization with maleic anhydride has been studied to improve the adhesion properties of the cellulose. 11 –17 Preparation and properties of composites, consisting of PP plastic and cellulose 18 –23 or cellulose-based plant fibres like sisal 12 , bagasse 24 , jute 25 –30 and hemp, 31 have already been studied in the literature. The high moisture sorption of cellulose is an important factor to be addressed in the analysis of such composites. 32 In the present study, intermingled fibres were used to improve the mechanical performance of the composite by maximization of the interface between cellulose fibre and PP matrix. Lyocell fibres (CLY) and PP fibres were mixed to result in a sliver. Different ratios of reinforcement fibres and PP matrix were prepared, and the obtained composites were characterized by mechanical properties. Moisture sorption into the composite structure was analysed as a function of the content of CLY, and the influence of moisture and water on the mechanical performance of the composites was determined.
Experimental
Materials and sample preparation
For the preparation of composites, PP-cellulose fibre slivers were used, which were supplied from Schoeller GmbH & CoKG (Hard, Austria). The fibre fineness was 3.2 dtex for the PP and 3.4 dtex for the lyocell-type cellulose fibres (CLY). The staple length of the fibres in the sliver was between 105 and 120 mm. The fibre strength, fineness and elongation of single PP and cellulose fibres were determined using a vibroscop and vibrodyn testing machine (Lenzing Technik, Lenzing, Austria). Three different kinds of fibre slivers were used in this study, which differed in weight ratio of PP and cellulose fibres between 50:50, 40:60 and 30:70% w/w.
The composites were consolidated by heating the fibre slivers in a home-made electrically heated press. The samples were placed in a press mould, and then heated for 5 min at 180°C or 195°C under 1.6 bar pressure, and then the samples were cooled to room temperature without changing the pressure. The resulting composites were rectangular in shape, with a length of over 70 mm, a width of 12 mm and a thickness between 1.1 and 1.3 mm.
Analytical methods
The testing of mechanical properties was performed in an environment controlled room with a temperature of 20 ± 2°C and a relative humidity of 65 ± 4%. Tensile properties were determined using a universal testing machine (Shimadzu Autograph AG-5000C, Kyoto, Japan), which allows generation of a force up to 5000 daN. The composites were clamped such that a gauge length of 20 mm was achieved. The tensile test was carried out at a speed of 5 mm/min. Flexural tests were performed on a universal testing machine (Zwick-Roell Z010, Ulm, Germany), using the three-point bending method. The support separation was 82 mm and the test speed was 100 mm/min. The elastic modulus, ultimate tensile strength (UTS) and strain at UTS were calculated from stress–strain curves. The values reported here were given as the average of 10 samples. The standard deviation was also calculated and is presented as error bars in the respective figures.
The tensile tests were performed both in the dry and wet states. The water saturated samples were prepared by submerging in water for a defined time (19.5 and 87.5 h). The water uptake of the composite was determined by the measurement of the mass change during storage in water. Before weighing the wet sample, excess water was removed by wiping with an absorbent paper towel.
To measure the absorption of moisture in the composites and fibre slivers, both the composites and fibre slivers were first dried for 4 h at 105°C. The samples were cooled down to ambient temperature for 1 h in a desiccator containing phosphorus pentoxide as a desiccant and were then weighed. To test whether a constant weight had been reached, the composites were again heated up to 105°C for two more hours and cooled for 1 h in the desiccator. The weighed samples were then stored in the air-conditioned room with a temperature of 20 ± 2°C and a relative humidity of 65 ± 4%. From the mass of the dried samples and the mass in standard climate as a function of time, the moisture content as a function of time was determined.
Optical micrographs of thin composite samples were taken using an Olympus CX-41 polarizing microscope (Tokyo, Japan). Images were captured with an Olympus XC50 digital camera (Tokyo, Japan). By using polarized light it was possible to distinguish between crystalline and amorphous material.
Results and discussion
In the composite, the cellulose fibres (Lyocell) form the reinforcement fibre, and the isotactic PP builds the matrix. The mixing of cellulose and PP fibres was already done during preparation of the fibre slivers, thus no additional blending was required prior to the preparation of the composites. The cellulose fibres were already oriented in the direction of the fibre sliver, thus improved mechanical properties will result in this direction.
Usually PP-cellulose composites are produced by mixing two components, for example, short cellulose fibres and PP in a heated extruder. Because of this procedure, the orientation of the cellulose fibres is random and the reinforcement improves the mechanical properties in any direction. The use of intermingled fibre slivers allows tailored fibre placement of the reinforcement in the direction of the expected load. In this study, a fibre sliver of PP and cellulose fibres was chosen as the starting material. The composite was consolidated by heating the fibre slivers above the melting point of the PP under pressure. Through the alignment of the fibre sliver, it was possible to control the orientation of the reinforcing fibres in the composite. In addition, the CLY fibres were already surrounded by PP fibres, thus intensive contact between the matrix polymer (PP) and reinforcement (CLY) was achieved without intensive mixing. The homogeneous distribution of the matrix polymer PP and long staple cellulose fibres is difficult during an extrusion process because the high viscosity of the melted polymer prevents infiltration into fibre bundles of the reinforcement. As a result, agglomeration of cellulose fibres can occur, which then reduces the entire interface between the fibres and matrix. A lower contact interface then leads to reduced mechanical properties. In the fibre slivers, the PP fibres are intermingled with the CLY fibres, thus no further mixing is required and the material can be consolidated directly by a thermal process. The concept to prepare composites by thermoforming of intermingled fibre slivers achieves good results (Table 1), which can be seen by comparison with the mechanical performance of cellulose fibres reinforced with maleated polypropylene (MAPP 17 ; Table 2). The UTS of the fibre sliver composite is approximately 160 MPa, so there is a significant improvement by CLY reinforcement compared to the UTS of 50 MPa of the used PP (Figure 1).
Mechanical properties of the used fibres and the different composites.
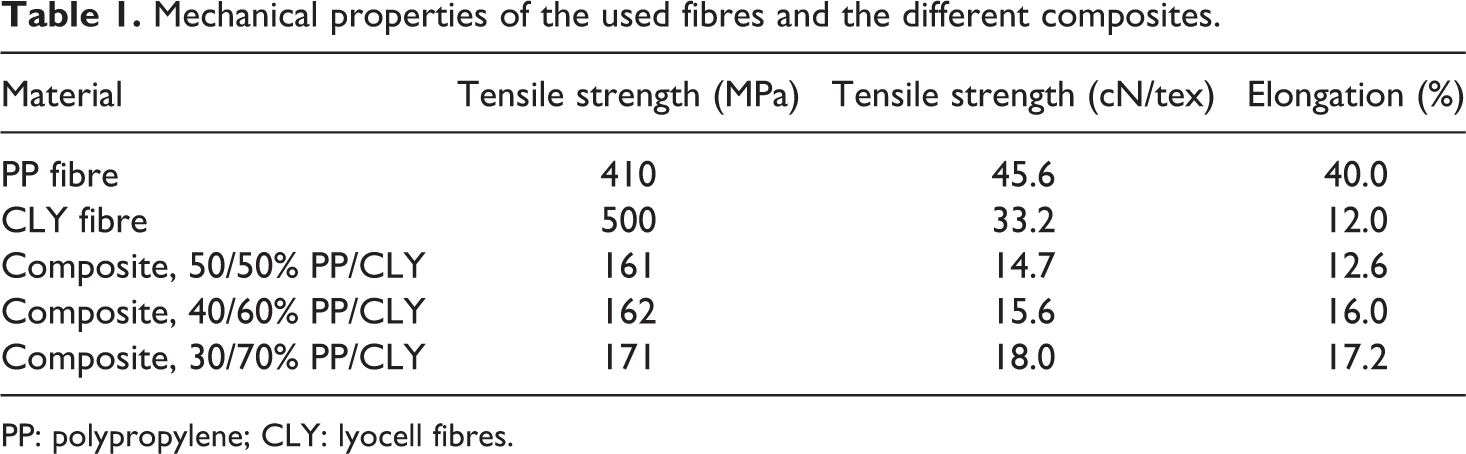
PP: polypropylene; CLY: lyocell fibres.
Mechanical properties of PP/MAPP/CLY composites. 17
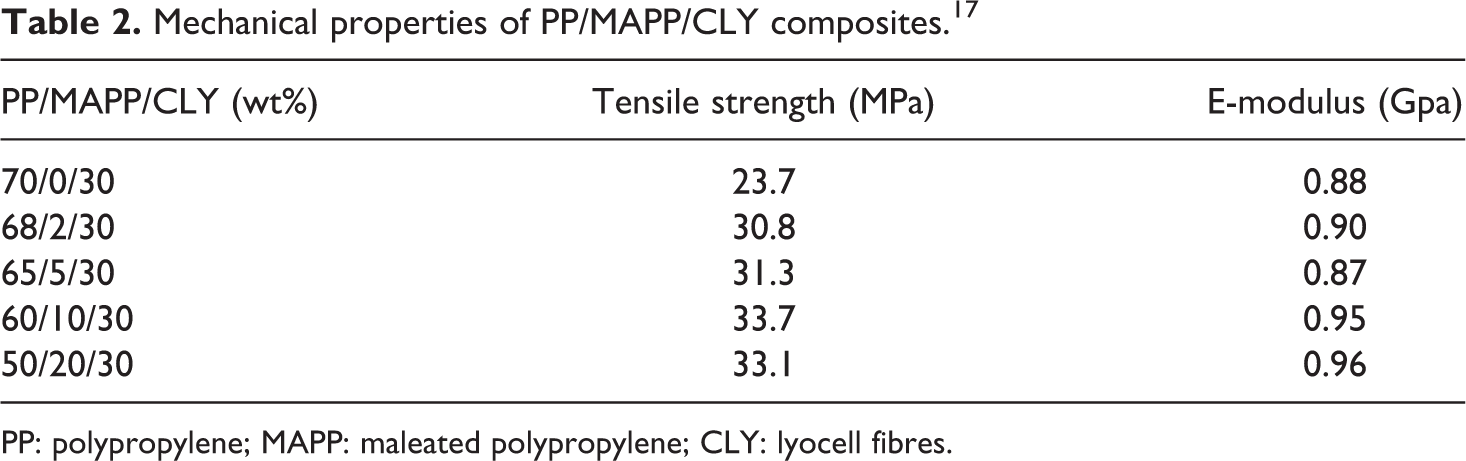
PP: polypropylene; MAPP: maleated polypropylene; CLY: lyocell fibres.
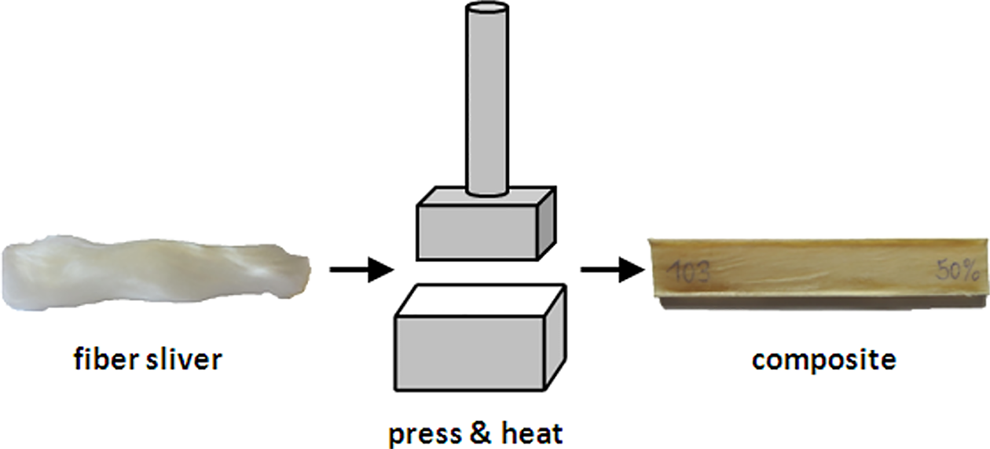
Scheme of the composite consolidation. The fibre sliver as a starting material is converted into a composite, using pressure and heat.
During heating, the PP loses its partially crystalline form. The PP melt fills the available spaces between the CLY fibres and solidifies during cooling. Optical micrographs, which show the contact between the CLY and PP matrix and the composite, are shown in Figure 2. The optical micrographs were performed using polarized light, which distinguishes the crystalline and amorphous parts. The crystalline material appears as bright structure and the amorphous parts appear as dark areas in the microphotograph. As expected, the CLY appears as bright fibres, but intermediate spaces between the CLY also appear as bright areas, which indicates that the solidified PP at least partially formed crystalline structures. While the PP partially recrystallized as a matrix, higher tensile strength was observed for the PP fibres. During production of the PP fibres, the extruded PP melt had been drawn considerably in the longitudinal direction of the fibre, which lead to orientation of the polymer chains in the fibre direction. During thermal consolidation of the composite, the PP chains partially re-orientated in the composite. Thus, contribution of the PP-matrix to the overall tensile strength decreases.
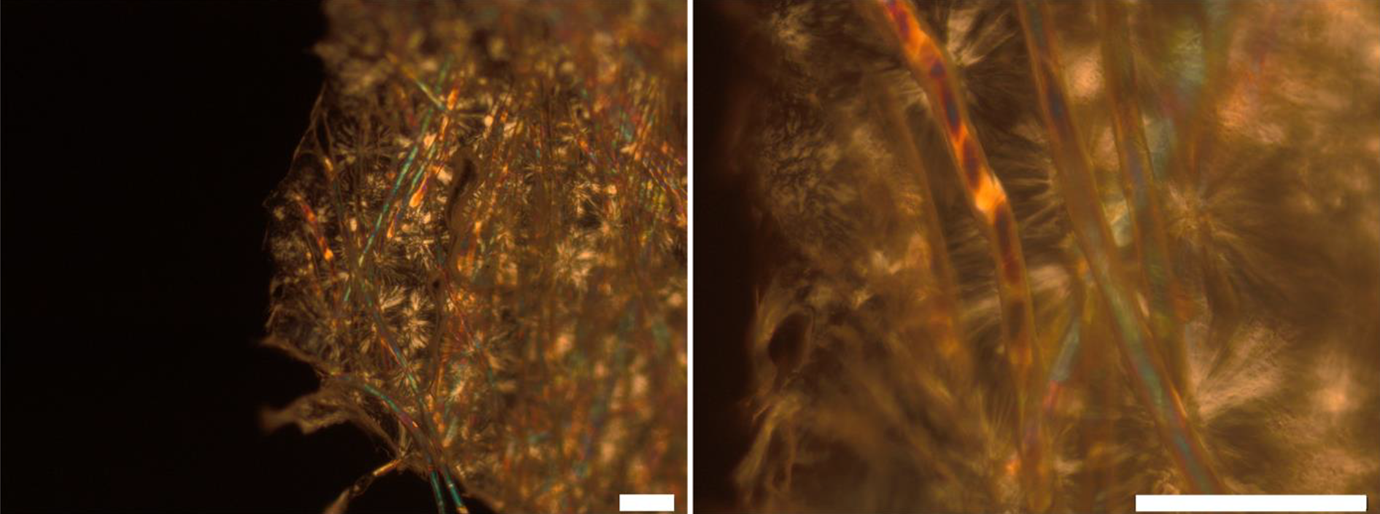
Optical micrographs showing the cellulose fibres embedded in a matrix of polypropylene. The lengths of the bars correspond to a length of 100 µm.
The mass ratio between the CLY and the PP was varied to determine its influence on the mechanical properties. Three different types of composites 50/50% w/w CLY/PP, 60/40% CLY/PP and 70/30% CLY/PP were studied. The tensile strength, the elongation of the fibres and formed composites consolidated at 180°C are shown in Table 1. The values given for the PP and cellulose fibres correspond to the tensile strength at break and to the elongation at break. The values given for the composites are UTS and elongation at UTS. The tensile strength is higher for the fibres compared to the values for the three different types of composites. As already mentioned, the PP loses part of its strength because of the rearrangement of the PP polymer chains during melting, thus the resulting tensile strength of the composites does not correspond to the sum of the individual tensile strengths of CLY and PP. Another important factor for the overall composite strength is the adhesion between the matrix polymer and the cellulose fibres. During consolidation, the molten PP should cover the cellulose fibres, which can be hindered by the surface energy and surface tension of the two components. Cellulose is hydrophilic and PP is a hydrophobic polymer, so the wettability of the cellulose fibres by molten PP is not good. The tensile strength values in MPa are based on the experimentally determined cross section of the composites, which also depend on the geometric accuracy of the measured thickness of the sample and on the average density of the composite. Insufficient compression as well as the geometric inaccuracy of the consolidated samples will lead to a reduced average density which then apparently lower the tensile strength in MPa.
To study the influence of temperature on the mechanical properties of the composite, two different temperatures 180°C and 195°C were compared. In another set, the fibre sliver was consolidated using a slight fibre twist (1–2 turns per 50 mm) to hold the sliver in a tighter form. In Figure 3, the UTS is presented as a function of the cellulose fibre content, preparation temperature in the press and the arrangement of the fibres. Composites prepared using parallel-oriented fibre slivers and a temperature of 180°C and 195°C did not exhibit remarkable dependence of strength on increasing fibre content. The expected increase in tensile strength due to the higher CLY content is compensated by the reduced average thickness of the matrix polymer (PP) around the fibre, thus reducing the contact between the reinforcement and the matrix. The UTS of composites, prepared using twisted fibre sliver, decreases with increasing fibre content. In these composites, the stress cannot be transferred effectively to the fibres, and delamination between fibres occurs with decreasing content of PP.
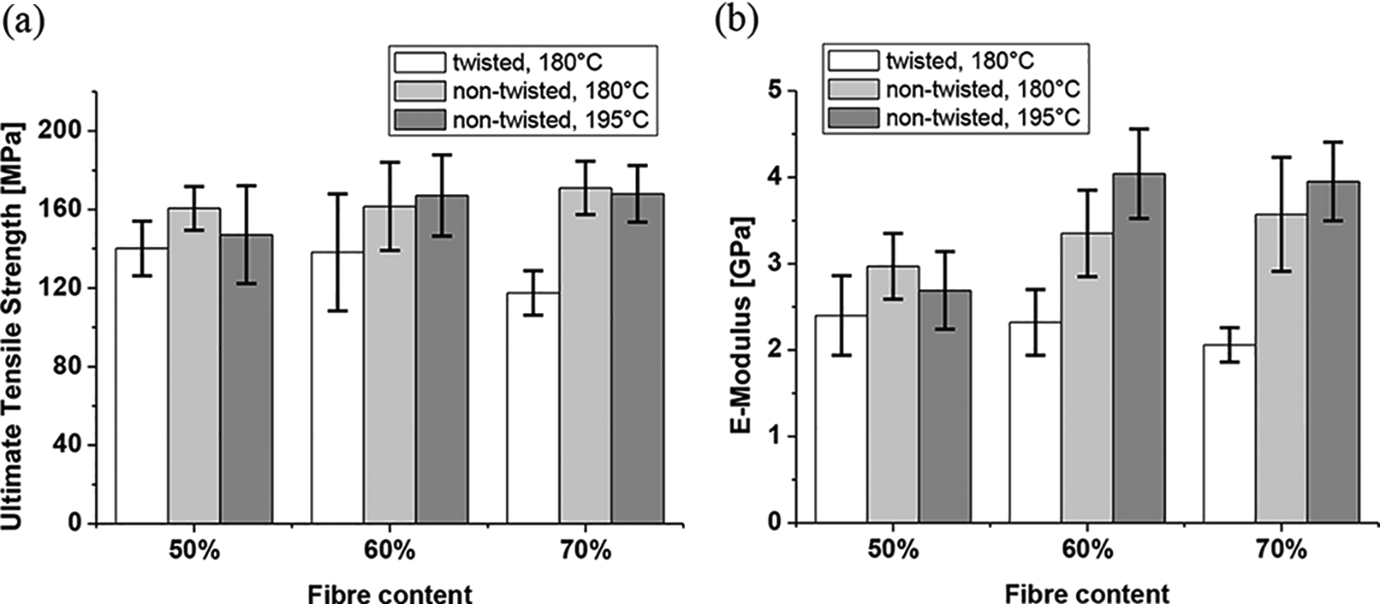
Ultimate tensile strength and E-modulus of the different composites as a function of the cellulose fibre content, preparation temperature in the press and twist of the fibre sliver.
In Figure 3, the E-modulus is also plotted as a function of different parameters. For composites that were prepared from twisted fibre sliver, the E-modulus decreases with increasing fibre content. This can be explained by the looser structure of the fibres in the composite leading to a reduced contribution to the stiffness of the composite, which is relevant in particular at the beginning of the strain, where the E-modulus is determined. When parallel-oriented fibre slivers are used, an increased E-modulus is determined in the composite, which also increases with fibre content. A higher consolidation temperature also positively affects the stiffness, indicating the improved adhesion between the PP matrix and reinforcement. As an explanation, the higher temperature reduces the viscosity of the molten PP which improves contact with the CLY surface, and thus improves the adhesion.
To investigate the influence of water on the mechanical properties, composites that were prepared from non-twisted fibre slivers at a temperature of 180°C were used. In Figure 4, the moisture uptake of pre-dried different fibre slivers and composites prepared thereof is plotted as a function of time. The absorption of moisture was achieved by conditioning samples in normal climate (T = 20 ± 2°C, relative humidity of 65 ± 4%) and measuring the mass. The hydrophilic cellulose is able to uptake a large amount of moisture in contrast to the hydrophobic PP. The cellulose fibres in the fibre slivers were not coated by a layer of PP, thus moisture adsorption occurs very quickly. In contrast, the cellulose fibres in the composites are surrounded by a layer of PP, thus accessibility for water vapour is reduced. The water absorption occurs more slowly with higher the PP content in the composite. Note that the time axis in the graph of the fibre slivers flows from 0 to 6000 min but in the case for the composites from 0 to 30,000 min. Besides the moisture content of composites, the water uptake during storage in water was also determined (Figure 5(a)). The water content was measured after a storage time of 19.5 and 87.5 h. The difference in the moisture content between these two experiments decreased with a higher cellulose fibre content, which indicates a more rapid equilibration with increasing fibre content. Again, higher PP content leads to a lower exposed CLY surface which reduces the overall accessibility of the water. In Figure 5(b), the UTS of wet composites (storage time in water was 87.5 h) is compared with dry composites. The wet composites exhibit a lower UTS, which is around 60% of the value for the dry composites. A possible decrease in the tensile strength of cellulose fibres with increasing water content is not sufficient enough to explain the large loss in tensile strength because the ratio in the UTS in wet state and dry state for CLY is between 1 and 0.85. Obviously, the water in the interface between the plastic and cellulose weakens the adhesion between the two components.
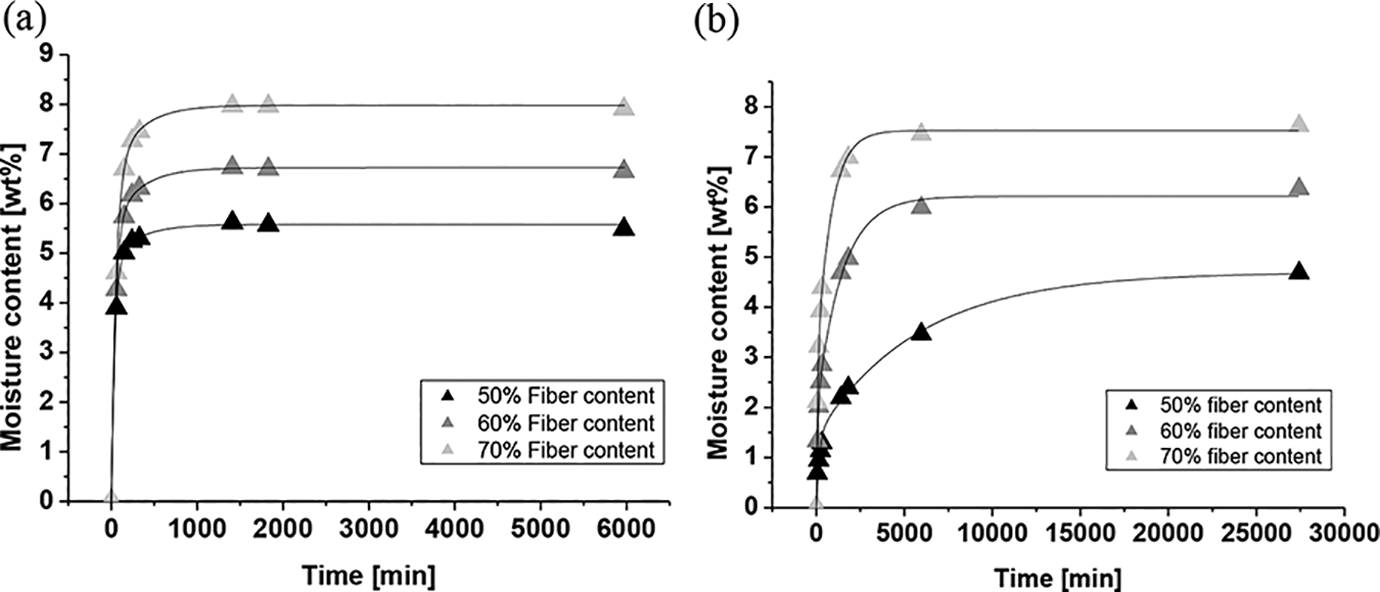
(a) Moisture content as a function of time for fibre slivers and (b) for consolidated composites for the three different compositions of fibre sliver (fibre content given for cellulose, CLY). CLY: lyocell fibres.
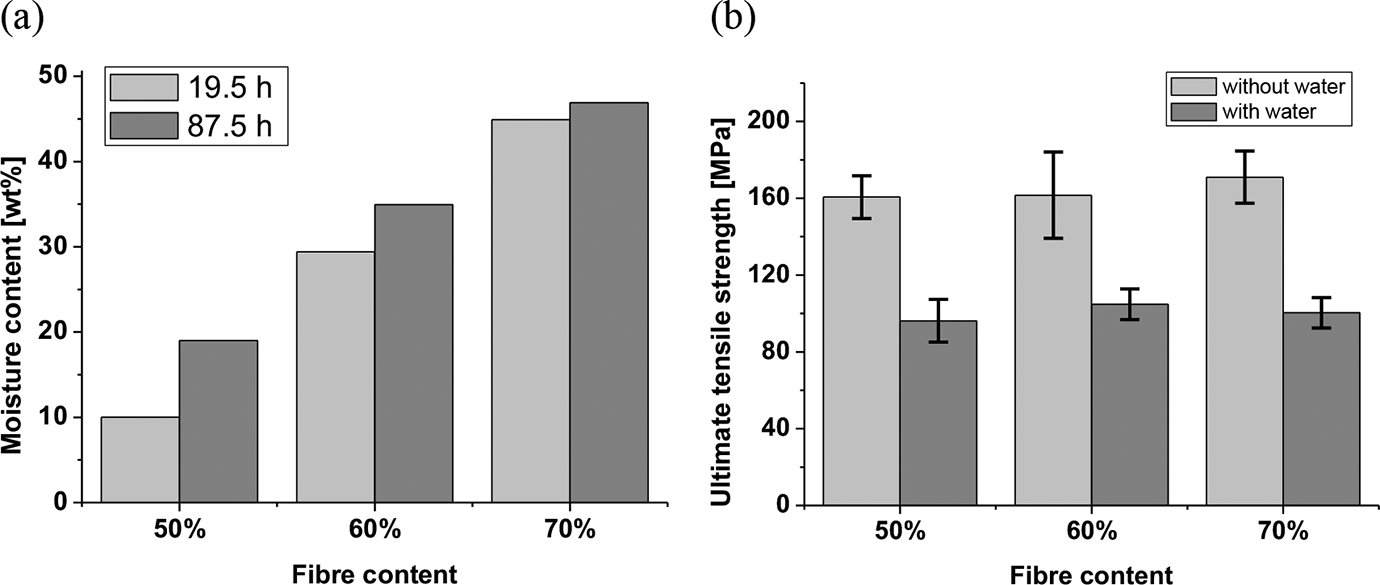
(a) Moisture content of composites for different storage time in water and (b) ultimate tensile strength of dry and water saturated composites.
The strong influence of water can also be seen in an increase of the elongation at UTS and a decrease of the E-modulus (Figure 6). A smaller E-modulus indicates that the material becomes softer and so it is easier to stretch the material. The ratio in the ultimate tensile force between dry and wet composites is lower than the ratio in the E-modulus between these two types of composites. Consequently, it is expected that the elongation is higher for the wet composites.
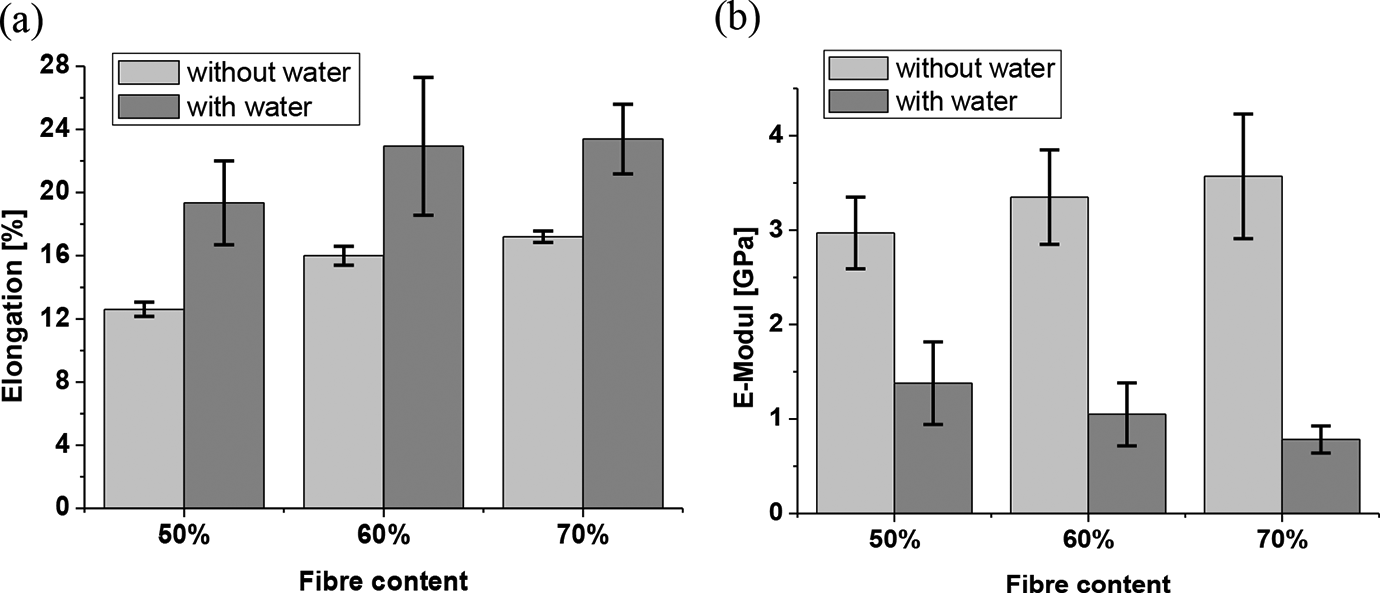
Dependency of (a) elongation and (b) E-modulus at ultimate tensile strength for different composites in dry and wet state.
Mechanical properties like flexural strength and flexural modulus can be determined by the so-called ‘three-point bending’ test. For homogeneous material, these values are generally comparable with the UTS and with the E-modulus (Figure 3). The composites are highly inhomogeneous, so these values were expected to be different. The flexural strength and the flexural modulus for the different composites are presented in Figure 7. With increasing fibre content, the flexural strength and modulus decreased. This trend cannot be recognized in the corresponding tensile tests. This suggests that the composites are strongly inhomogeneous. In the three-point bending test, the material at the surface is strained more than the material in the bulk and thus determines when the material starts to break. A deviation in the surface composition would strongly affect the flexural strength and modulus. Therefore, the results from the three-point bending tests are more sensitive to such deviations. Conversely, in the tensile test, the strength determination of the modulus of the full cross section is stressed, thus the test is less sensitive to local deviations in the composite structure.
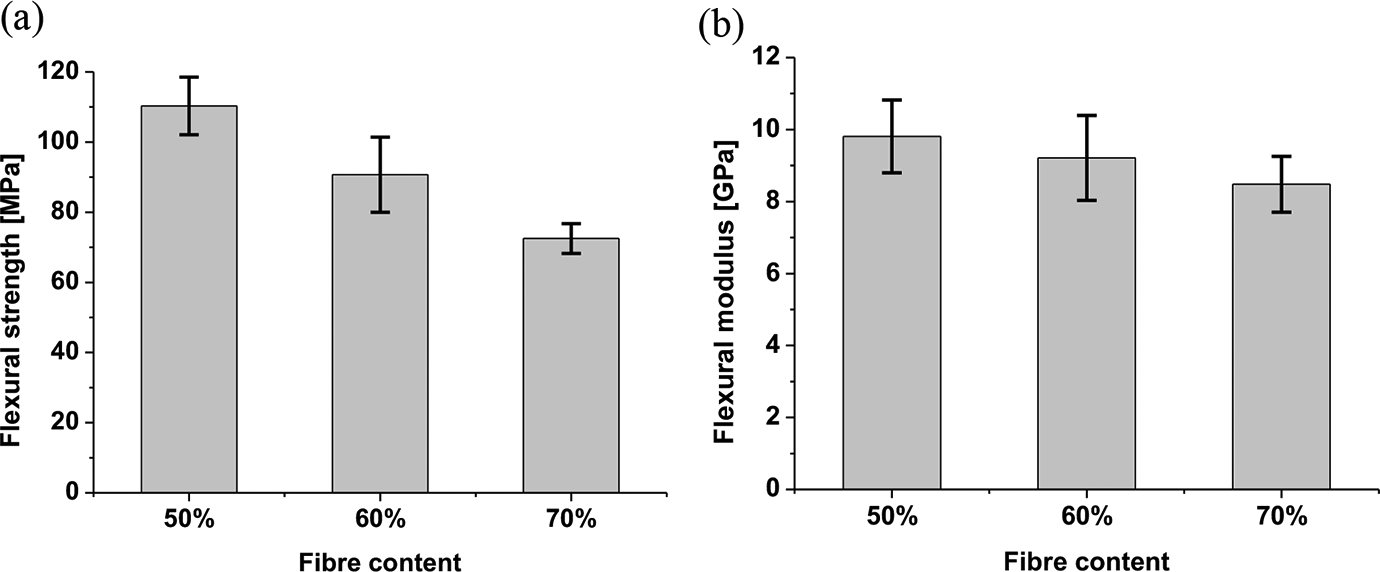
Mechanical properties of the composites, determined by the three-point bending test. (a) Flexural strength and (b) the flexural modulus for different composites.
Conclusion
Composites can be produced by thermoplastic shaping using fibre slivers which consist of intermingled lyocell and PP fibres cellulose. Good fibre matrix interface interaction could be achieved, as the thermoplastic polymer is already placed near to the final position in the composite. Problems resulting from infiltration of resin or high viscosity of a thermoplastic matrix can be avoided. Through this technique, the share of cellulose reinforcement fibre could be increased up to 70% w/w. An increase in E-modulus was observed up to a CLY content of 60% w/w. No further increase in E-modulus could be achieved at the higher CLY content of 70%, which is an indication of insufficient fibre–matrix contact. This possibly could be improved by modification of the shaping conditions (e.g. applied pressure).
The mechanical properties were measured by two different methods, firstly, by tensile tests and secondly, by a three-point bending test. Depending on the method, different values for the E-modulus were determined, which can be explained by the longitudinal fibre direction and the inhomogeneous structure of the composites.
Moisture sorption is mainly caused by the cellulose part of the composite. Thus, increased cellulose fibre content led to higher amounts of sorbed water. Water absorption occurred more rapidly with a higher fibre content, which can be explained by a reduced thickness of the PP layer which covers the CLY.
The mechanical properties of the composites were strongly affected by the water uptake, thus after 3.5 days of treatment in water, a considerable decrease in UTS and E-modulus was observed.
In general, the composite parts obtained from the described shaping process exhibit superior properties with regard to tensile strength compared to similar composites obtained by alternative processes. 11,17 Ongoing research addresses a more detailed analysis of the moisture sorption characteristics and the transfer of the findings on textile-reinforced composites in larger scale.
Footnotes
Acknowledgement
The authors thank Schoeller Hard for preparation and providing of intermingled sliver samples.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project has received financial support from the Vorarlberger Landesregierung, Austria.