
Abstract
Hydrophilic cellulose powder was modified with palm oil for hydrophobicity to strengthen the interfacial bonding between cellulose powder and hydrophobic polypropylene (PP). The palm oil-modified cellulose powders with various palm oil contents were analyzed by compatibility test, FTIR spectroscopy and TGA. The IR absorption peak for the ester bridges between cellulose powder and palm oil increased with the palm oil content attached to the cellulose powder. The PP/cellulose (80/20 by weight) composites with the pristine or one of the modified cellulose powders were prepared by melt blending followed by compression molding. The mechanical properties of the composites were measured by an impact and tensile test. The impact strength, elongation at break and water-resistance increased but tensile modulus decreased with the palm oil content. The composite with 4.87 wt.% of the palm oil showed optimum tensile properties. The SEM images showed that the interfacial bonding between the cellulose powders and the PP matrix was strengthened by the modification of the cellulose powder with the palm oil.
Introduction
In recent decades, polymer composites based on renewable materials have received increasing attention because the concerns on environmental issues have also grown continually in our society.1–3
Polypropylene (PP), a representative commodity thermoplastic, is widely used in a variety of application areas such as packaging, textiles, stationery, reusable containers, laboratory equipment, automotive components, etc. PP possesses a lot of preferable properties such as low cost, low density, recyclability and high thermal stability that make it very popular as a polymeric matrix,4–8 but it has low compatibility to most biomass-based fillers because it does not have any polar groups in its backbone to induce polar forces between the polymer matrix and the fillers.6,8
Cellulose, a representative biomass-based filler, is the substance that makes up most of plants’ cell walls. Since it is made by all plants, it is probably the most abundant organic compound on earth. Cellulose has been used to make papers, films, explosives and thermoplastics.9,10 Cellulose has the advantages of biodegradability, renewability, low cost and good mechanical properties.3,11–13 It has been used as reinforcing fillers in polymeric matrices.3,5,6,14,15 However, it has low compatibility to most nonpolar commodity polymers like PP because it has highly polar surfaces due to the abundant hydroxyl groups.16,17
The main problem encountered with PP/cellulose composites results from the incompatibility between the hydrophobic PP matrix and the hydrophilic cellulose. This causes a poor stress transfer between the polymer matrix and the filler consequently resulting in a poor performance of the composites.3,6 Though vegetable oils could be successfully used to modify cellulosic materials to enhance the hydrophobicity of them,16,18–20 this excellent eco-friendly modification method was rarely adopted in the developments of a high performance polymer/cellulose composite with improved interfacial bonding strength between the polymer matrix and the filler. 6 Instead, the typical method of adding a coupling agent like MAPP (maleic anhydride grafted PP) was widely adopted to improve the interfacial bonding strength between cellulosic materials and PP.12,21–24 PP/cellulose composites are used extensively to make a variety of products such as automotive panels, TV or monitor housings, decks, blinds, and disposable plates and cup lids.21,25
In this work, to use as a bio-based filler for PP, we modified pristine cellulose powder with palm oil for hydrophobicity for the first time via a simple eco-friendly trans-esterification reaction process that does not use any harmful acid or base catalysts.6,16 Compatibility tests, FTIR analysis and thermo-gravimetric analysis were performed to characterize the palm oil-modified cellulose powders with different palm oil contents. The PP/cellulose (80/20 by weight) composites with the pristine or one of the modified cellulose powders were prepared by melt blending and compression molding, and then their mechanical properties, water-resistance and fracture surface morphology were investigated to elucidate the effects of the palm oil-modification of the cellulose powder on the physical properties of the composites.
Experimental
Materials
A high impact grade polypropylene (B-310) comprising ethylene–propylene copolymers was supplied by Lotte Chemical Co., Korea. It had a melt flow index of 0.5 g/10 min, a density of 0.90 g/cm3, and a heat distortion temperature of 100°C at the load of 4.6 kgf/cm2. Cellulose powder was supplied by ERI Co., Japan. According to the supplier, it was prepared by milling the waste scraps of paper sheets collected from the cup production process. The cellulose powder had an average particle size of 41 microns and a specific surface area of 0.174 m2/cm3. Palm oil (Malaysian palm oil extracted from the flesh of the fruit of the oil palm tree, melting point=38.3°C, density = 0.89 g/cm3, supplied by Samyang Co., Korea) was used to modify the cellulose powder for hydrophobicity. A lubricant (TPX-1300, density = 1.05 g/cm3, mol. wt. = 170 g/mol, and melting temperature = 71°C–86°C) composed of modified fatty acid ester molecules was supplied by Dongwon Co., Korea. Ethanol (SK Chem., Korea) was used to make palm oil/ethanol solutions to modify the cellulose powder and also to wash unreacted residual palm oil off from the modified cellulose powders. Dichloromethane (Junsei Chem., Japan, density = 1.335 g/cm3) was used as an organic solvent in the compatibility test.
Preparation of palm oil-modified cellulose powder
In order to make a homogeneous mixture, 5 g (or 9, 10, 11, 12.5, and 15 g respectively to control the palm oil contents in the modified cellulose powers) of palm oil was dissolved in 85 g of ethanol in a beaker first, and then 20 g of the pristine cellulose powder was put into the beaker and stirred for 5 min at room temperature. The stirred mixture was placed in an oven heated to keep 110°C for 1 h to evaporate the solvent and carry out the modification reaction of the cellulose powder. The modification reaction condition (110°C, 1 h) used in this study was adopted from the condition optimized in our previous study for the modification of the cellulose powder with soybean oil 6 because there would be no big difference in reactivity between two vegetable oils. When the modification reaction was finished the modified cellulose powder was taken out of the oven and washed and filtered with ethanol three times to remove unreacted residual palm oil, and then dried at 105°C for 2 h to remove physically absorbed ethanol and water.
Preparation of cellulose-filled PP composites
Each PP/cellulose composite panel was prepared by melt mixing all the ingredients of the composite in a Haake Rheomix 600 mixer at 170°C for 15 min at 60 r/min first and then compression molding the mixed melt in a Carver hydraulic hot press at 180°C for 6 min under 1000 psi. In this study, we adopted the processing conditions that were optimized in our previous study for the PP/cellulose composite with MAPP as a compatibilizer by checking the color change of the composite at different processing conditions. 21 The optimized processing conditions could minimize thermal degradation of the cellulose powder. Specimens for the mechanical tests were prepared by cutting the composites panels out into desired sizes. To focus on investigating the effects of the palm oil-modification of the cellulose powder on the physical properties of the composites, the contents of all the ingredients included in the composites were fixed to 80 parts of the PP, 20 parts of the pristine or modified cellulose powder, and two parts of the lubricant.
Characterization
Palm oil-modified cellulose powder
To qualitatively analyze the hydrophobicity of the pristine and modified cellulose powders the compatibility test was carried out.16,19 Five milligrams of each cellulose powder was put into each vial that is filled with a heterogeneous immiscible solution composed of two layers, a hydrophilic top layer of water (5 mL) and a hydrophobic bottom layer of dichloromethane (5 mL), and then the vial was shaken vigorously by hand and left alone for a while to observe which solvent layer the cellulose powder was dispersed in.
FTIR spectroscopy (Nicolet IR200, Thermo Scientific Co., USA) was used to investigate the functional groups of the pristine and modified cellulose powders. The pristine and palm-oil modified cellulose powders were mixed with KBr powder respectively, and then disc-shape specimens were prepared for FTIR analyses. The FTIR spectra of the cellulose powders were obtained from 600 to 4000 cm−1.
A thermogravimetric analyzer (TGA, SDT 2960, TA Instruments, USA) was adopted to analyze the hygroscopicity of the modified cellulose powders by measuring the absorbed water removal with increasing temperature. To make all the testing conditions same, about 1 g of each cellulose powder was dried in an oven at 105°C for 2 h and exposed to the air (65% relative humidity) for 24 h at room temperature before taking each sample for the TGA analysis. TGA measurements were performed during heating from room temperature to 150°C at 10°C/min after placing about 30 mg of a sample on the sample pan. To block the sample from oxygen contact nitrogen gas was flowed continually at 100 mL/min through the sample chamber.
Cellulose-filled PP composites
To measure the impact strengths of the PP/cellulose composites the notched izod impact tests were carried out according to ASTM D256 using an impact tester (SJI-103) made by Sung Jin Co. in Korea. The dimensions of each test specimen were 50 mm × 11 mm × 4 mm. For each sample, about 10 specimens were tested and an average impact strength was reported.
To measure the tensile properties of the PP/cellulose composites according to ASTM 638 a universal testing machine (LR-30K, Lloyd, England) installed with a 1 kN load cell was used. The cross head speed was 5 cm/min. The dimensions of each specimen were 64 mm × 9.53 mm × 0.5 mm. For each sample, about eight specimens were tested and average tensile properties were reported.
To observe the matrix-filler interfacial morphology of the PP/cellulose composites, the composites were fractured and their fracture surfaces were observed with a scanning electron microscope (SEM, JEM-840A, JEOL Co., Japan). The fracture surfaces of the composites were pre-treated by coating with Pt.
To analyze the water resistance of the PP/cellulose composites, the water absorption and thickness swelling data were obtained according to ASTM D570. Each sample was dipped in a water bath that maintained a constant temperature of 23°C for 1 day and taken out of the bath to weigh. The wet sample’s surface was gently blotted with tissue papers to remove surface water. The weighed sample was then returned immediately to the bath again for the next measurements for longer times of 2–10 days.
The percentage water absorption ratio at immersion time t, WA
t
, was calculated by equation (1):

The percentage thickness swelling ratio at immersion time t, TS
t
, was calculated by equation (2):

Results and discussion
Palm oil-modified cellulose powder
The esterification of cellulose is a well-established technology that generates hydrophobic cellulose fibers and commodity thermoplastics like cellulose acetate. The trans-esterification between the hydroxyl groups of cellulose and the ester groups of vegetable oils was successful16,18,19 and the method was adapted in this study to prepare the palm oil-modified cellulose powders that would be more compatible to a PP matrix than pristine cellulose powder.
Figure 1 shows a simple green trans-esterification reaction procedure used in this study to modify the cellulose powder with the palm oil without using any poisonous acid or base catalysts. The palm oil contents in the hydrophobized cellulose powders (named H-cellulose) prepared in this study are listed in Table 1. The palm oil content attached to 20 g of the pristine cellulose powder was changed from 2.79 to 11.91 g according to the modification reaction conditions. This means that the palm oil contents in the H-cellulose powders were from 12.24 to 37.32 wt.%. With increasing the amount of the palm oil used for the reaction, the palm oil content attached to the pristine cellulose powder increased also as expected. A simple green trans-esterification used in this study to modify the cellulose powder with the palm oil. The characteristics of the modified cellulose powders prepared in this study. a(palm oil attached to 20 g of the pristine cellulose powder)/(20 + palm oil attached to 20 g of the pristine cellulose powder) × 100. b(palm oil attached to 20 g of the pristine cellulose powder)/(palm oil used) × 100.

Figure 2 shows the dispersion images of the pristine (labeled 0 g) and hydrophobized (each labeled with used palm oil weights of 5, 9 and 12.5 g) cellulose powders suspended in the water/dichloromethane bilayer solution. The pristine cellulose powder was not able to migrate into the bottom dichloromethane layer because of its hydrophilicity, but the modified cellulose powders were able to migrate into the dichloromethane layer because of their improved hydrophobicity. This proved that the modification of the pristine cellulose powder with the palm oil was successful.6,16,18,19 The dispersion images of the pristine (labeled 0 g) and the modified (each label shows the used palm oil weights of 5, 9 and 12.5 g) cellulose powders suspended in the water(top layer)/dichloromethane(bottom layer) bilayer solution.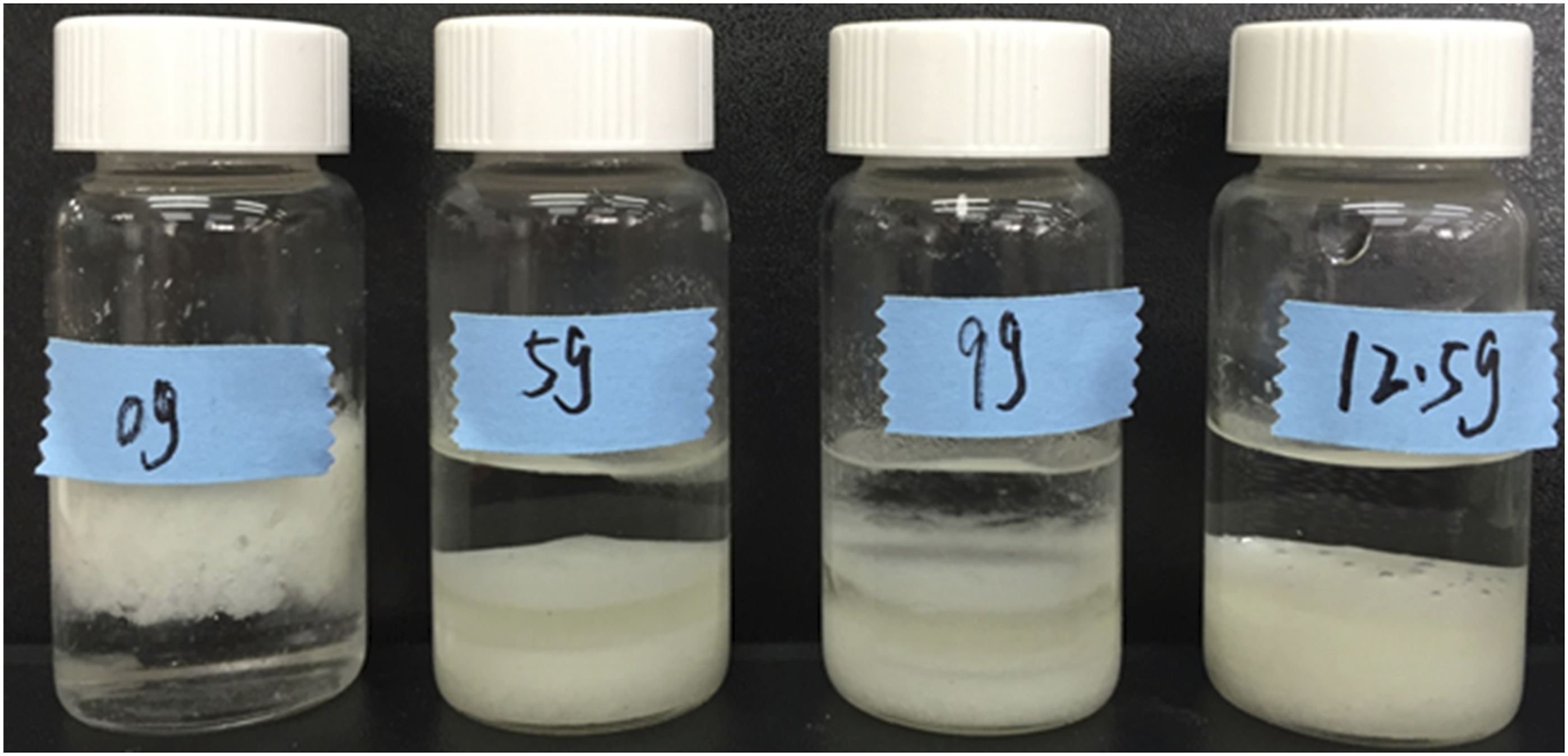
Figure 3 shows the FTIR spectra of the pristine and hydrophobized cellulose powders. Compared to the FTIR spectrum for the pristine cellulose powder a new absorption peak at 1745 cm−1 was observed in each FTIR spectrum of the hydrophobized cellulose powders. The absorption peak at 1745 cm−1 was considered due to the C=O bonds of the carboxylic acid ester bridges between the cellulose and palm oil that is shown in the reaction product in Figure 1. The absorption peak at 3400 cm−1 due to the O-H bonds of the cellulose decreased also with increasing the palm oil content in the H-cellulose because more trans-esterification reactions consumed more O-H groups. The absorption peak at 2800–3000 cm−1 increased with increasing the palm oil content in the H-cellulose because the attached palm oil had lots of long alkyl chains. The three IR absorption peaks for the three covalent bonds (C=O, C-H, and O-H) confirmed that the modification of the pristine cellulose powder was carried out well.16,18,19,26 The FTIR spectra of the pristine and the modified cellulose powders.
Figure 4 shows the TGA curves of the pristine and two hydrophobized cellulose powders with the attached palm oil contents of 2.79 and 9.8 g respectively. The residual weight percent decrease with temperature was most severe in the case of the pristine cellulose because it could absorb much more moisture in the air because of its hydrophilic nature. With increasing the attached palm oil content, the hygroscopicity of the hydrophobized cellulose powder decreased due to increased hydrophobicity. The TGA curves of the pristine and the modified cellulose powders.
Cellulose-filled PP composites
Figure 5 shows the impact strengths of the PP/cellulose composites as a function of the palm oil content in H-cellulose. All the mechanical properties of the PP/cellulose composites are also listed in Table 2. The impact strength of the composite increased as the attached palm oil content in H-cellulose increased because the flexibility and softness of the composite and the interfacial bonding strength between the cellulose powder and the PP matrix would increase with increasing the attached palm oil content.6,21 Though a similar result was obtained in our previous study for the PP/cellulose composites with soybean oil-modified cellulose powders it was found that the palm oil-treatment was more effective than the soybean oil-treatment in improving the impact strength of the PP/cellulose composites. For example, compared to the impact strength of the composite with the pristine cellulose powder (21.6 J/m), when the vegetable oil contents in both H-cellulose powders were almost same (8.8 g for the soybean oil and 8.43 g for the palm oil), the impact strength of the composite with the soybean oil-modified H-cellulose powder was 40.6 J/m, but that of the composite with the palm oil-modified H-cellulose powder was 66.3 J/m. This result was considered due to the fact that the palm oil had much higher percentage of saturated fatty acids than soybean oil had. The more abundant saturated alkyl chains of the palm oil would make the H-cellulose powders more compatible to the PP matrix and also make the interfacial bonding stronger. The impact strengths of the PP/cellulose composites as a function of the palm oil content in H-cellulose. The mechanical properties of the PP/cellulose (80/20) composites with the pristine or one of the modified cellulose powders. a(Palm oil content in H-cellulose in Table 1) × (wt.% of H-cellulose in the composite (20)).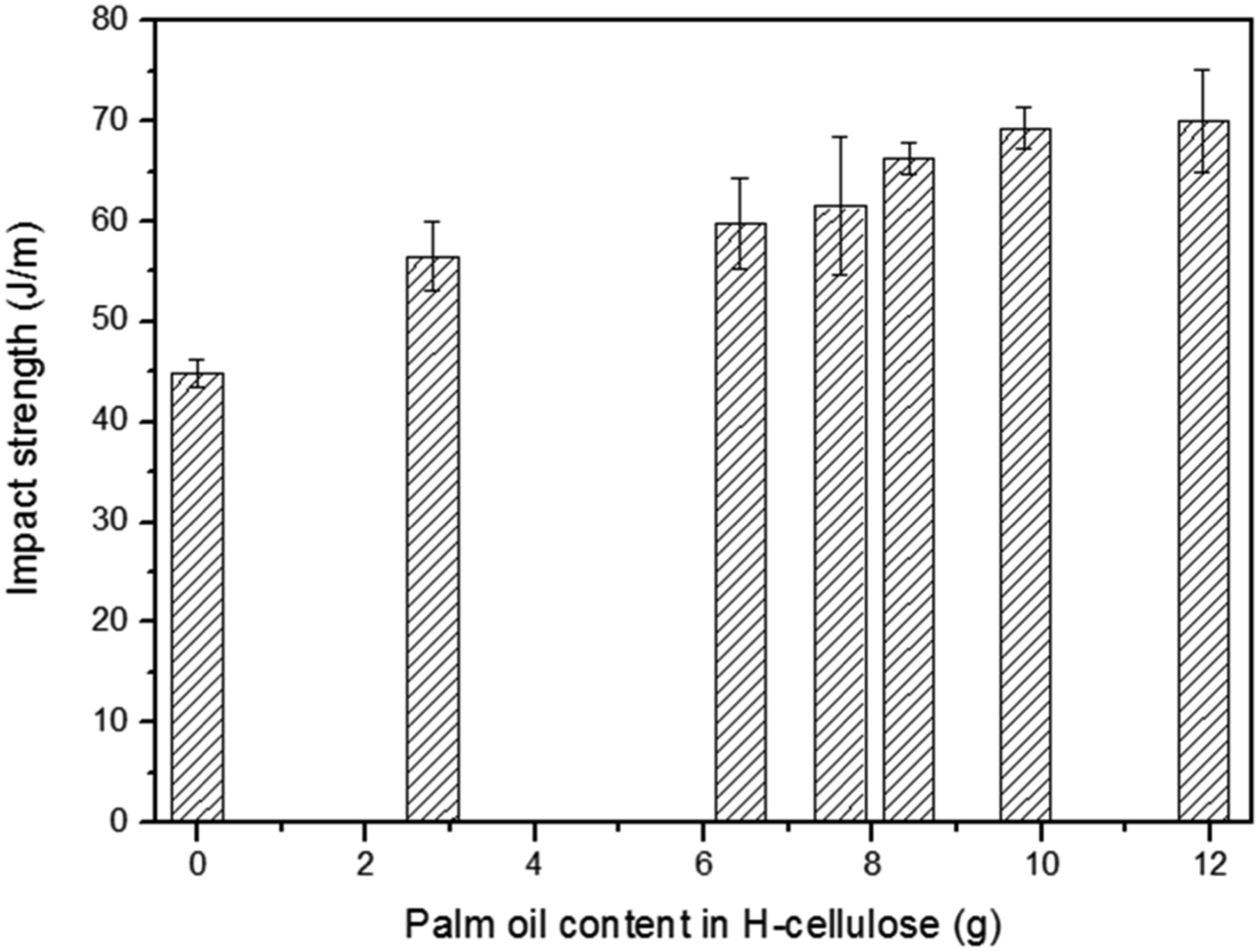

The tensile strengths and moduli, and elongations at break of the PP/cellulose composites as a function of the palm oil content in H-cellulose are shown in Figure 6. The tensile strength of the PP/cellulose composite increased with increasing the attached palm oil content up to 6.43 g (the attached palm oil content in the composite is 4.87 wt.% as listed in Table 2), but decreased above 6.43 g. It was considered that the increment in the hydrophobization level of the cellulose powder up to the attached palm oil content of 6.43 g could gradually improve the interfacial bonding strength between the PP matrix and the cellulose powder. But, above the attached palm oil content of 6.43 g, though the interfacial bonding strength might be almost same the tensile strength of the composite decreased with increasing the attached palm oil content because of increased flexibility and softness due to the excess palm oil that would act as a plasticizer.
2
The tensile strengths and moduli (top) and elongations at break (bottom) of the PP/cellulose composites as a function of the palm oil content in H-cellulose.
The tensile strength of the composite would be affected dominantly by the interfacial bonding strength. However, the tensile modulus of the composite would be affected dominantly by the inherent stiffness of the PP matrix and the cellulose powder. With increasing the attached palm oil content in H-cellulose, the inherent stiffness of the H-cellulose would decrease and this would result in the decrease in the tensile modulus of the composite. Because of this reason, the tensile modulus of the PP/cellulose composite decreased gradually with increasing the attached palm oil content in H-cellulose.
The elongation at break of the composite increased gradually with increasing the attached palm oil content in H-cellulose. It was considered that the factors improving the impact strength of the composite, that is, improved interfacial bonding strength and increased flexibility and softness, made also the elongation at break of the composite increase with increasing the attached palm oil content.
The SEM images for the fracture surfaces of the PP/cellulose composites with the pristine and H- cellulose powder (attached palm oil content = 6.43 g) are shown in Figure 7 respectively. The fracture surface of the PP/cellulose composite with the pristine cellulose powder (top) looks very rough and shows lots of detachments or even pullouts of the cellulose powders from the PP matrix. However, the fracture surface of the PP/cellulose composite with the hydrophobized cellulose powder (bottom) shows a quite different fracture surface image from the top image. The fracture surface looks relatively smoother and shows much less detachments or pullouts of the cellulose powders from the PP matrix because of significantly improved interfacial bonding strength between the PP matrix and the cellulose powders. The fracture surface images of the PP/cellulose composites with the pristine (top
6
) and the modified cellulose powder (bottom, attached palm oil content = 6.43 g).
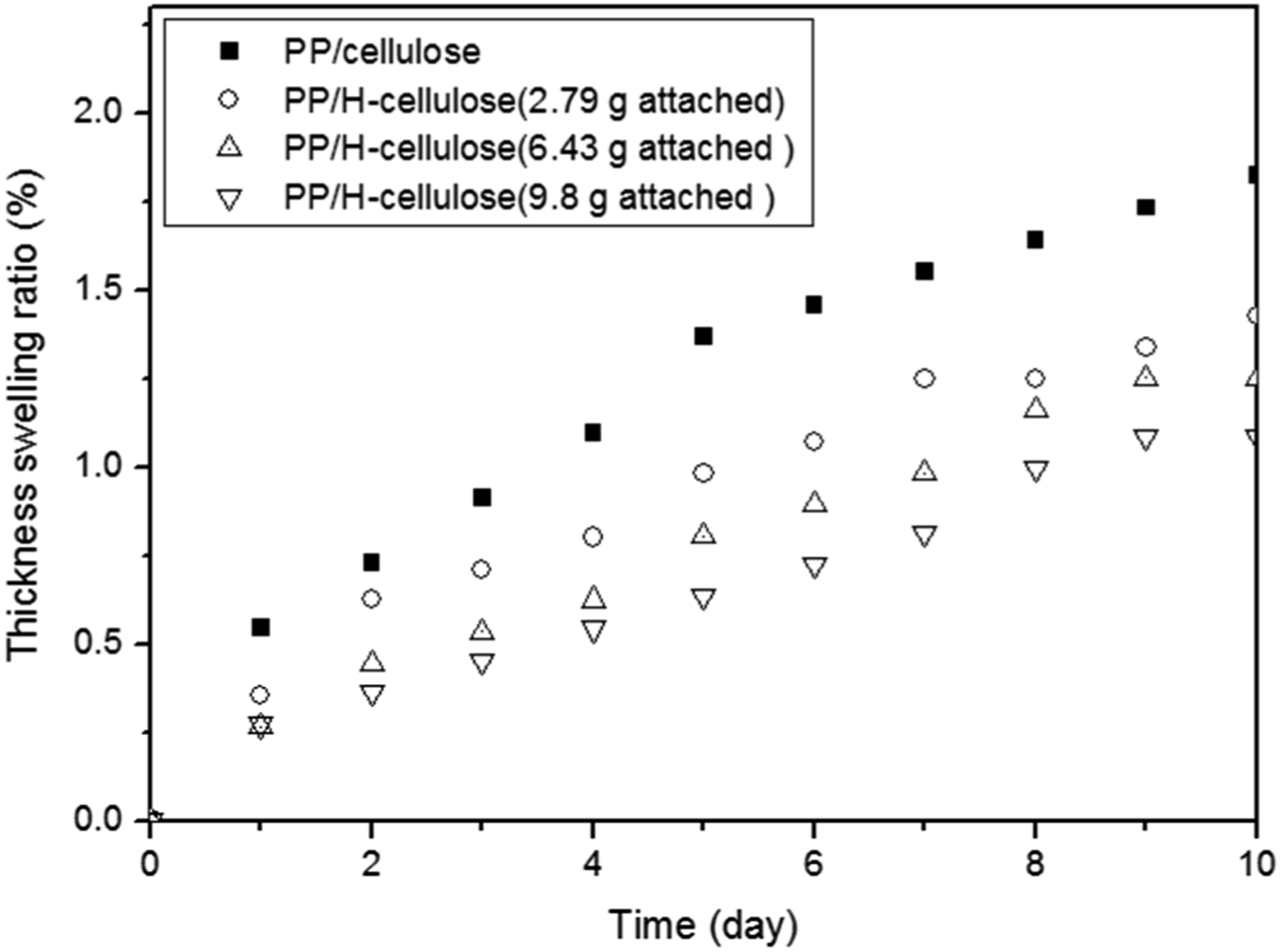
Figures 8 and 9 show the water absorption ratio and thickness swelling ratio of the PP/cellulose composites as a function of immersion time in the water. As expected, the water absorption ratio and thickness swelling ratio of the composite decreased with increasing the palm oil content in H-cellulose because the hydrophobicity of the composite would also increase with increasing the palm oil content in H-cellulose. Compared to the composite with the pristine cellulose powder, the thickness swelling ratio of the composite with the hydrophobized cellulose powder (attached palm oil content = 9.8 g) decreased by 40%. The water absorption ratios of the PP/cellulose composites as a function of immersion time in the water. The thickness swelling ratios of the PP/cellulose composites as a function of immersion time in the water.
Conclusions
The modification of the pristine cellulose powder with the palm oil could improve the interfacial bonding strength between the cellulose powder and the PP matrix. The compatibility test confirmed that the modified cellulose powders were hydrophobic, and the TGA data confirmed that the modified cellulose powder with higher palm oil content absorbed less moisture. The IR absorption peak for the ester bridges between the cellulose powder and palm oil increased with increasing the palm oil content attached to the pristine cellulose powder. With increasing the attached palm oil content, the impact strength, elongation at break and water-resistance of the PP/cellulose (80/20 by weight) composite increased but the storage modulus decreased. The composite showed optimum tensile properties at the attached palm oil content of 4.87 wt.%. The SEM images showed that the modification with palm oil improved significantly the interfacial bonding strength between the cellulose powders and the PP matrix.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.