
Abstract
A firefighting protective clothing item is an important piece of equipment that can protect firefighters from the risk of burns during firefighting and rescue activities. In this study, a method to improve the heat protection performance of firefighter protective clothing lining was proposed, while consulting with textile experts. The protective performance effects of flame and radiant heat were investigated according to the quilting spacing (25.4, 50.8, and 76.2 mm) of the lining and weaving method (fabric or knitted) used for the multi-layered structure of the protective clothing. The experiments conducted to evaluate the impact of different weaving methods on the protective performance of firefighter clothing against flame, radiant heat, and combined flame/radiant heat revealed that the knitted lining exhibited excellent protection performance. Specifically, the knitted lining demonstrated a delayed effect in temperature increase, with maximum delays ranging from approximately 2.2–4.0 s for flame protection experiments, and 5.7–7.4 s for radiant heat protection experiments. For knitted lining, one thread is woven in an interlocking manner; thus, the heat resistance is higher and thermal conductivity is lower owing to the formation of a space compared that for a fabric lining. The results suggest that the weaving method affects the heat transfer according to the formation of space and change in the thickness of the clothing. The findings of this study could be useful for many purposes, such as cost effective and quick analysis of the expected performance of a design or weaving method.
Firefighters wear personal protective equipment (PPE) to protect themselves in fire events. PPE consists of a respirator, firefighter protective clothing, safety helmets and gloves, safety boots, and fire hoods. This article focuses on enhancing the protective performance of firefighters’ PPE, specifically their protective clothing. During firefighting, the firefighters are at risk of sustaining burns from direct exposure to flames and high-temperature vapor that comes into contact with their skin and condenses.1,2 Although burn incidents make up a small portion of fire accidents they require extensive treatment and incur high costs compared to other types of injuries. Firefighter protective clothing is designed as a multi-layered ensemble, offering protection against external threats such as radiant heat flux, chemical spills, and flames, while helping the body maintain thermal equilibrium. 3 It consists of an outer shell, moisture barrier, and lining.3 –5 The outer shell shields the interior of the protective clothing from external heat and flames. It primarily employs fibers composed of polybenzimidazole (PBI), meta-aramid (Nomex), or a combination of meta-aramid and para-aramid (Nomex III A). The moisture barrier, positioned between the outer shell and the lining, allows the passage of water vapor while preventing moisture (sweat) absorption. The lining serves as a protective layer against heat that has permeated from the outside and is blended with flame retardant fibers. It can be constructed using non-woven fabric, quilted batting, laminate weave, lining fabric, or knitted fabric.5,7
Firefighters are known to be more susceptible to indirect damage, such as burns caused by radiant heat, as opposed to direct factors like flames. 8 Heat transfer during a fire can be categorized into three types: conduction, convection, and radiant heat. Among these, convection and radiant heat play a crucial role in compartment fires. Convection involves the actual flow of fluid, where hot air rises due to buoyancy and moves horizontally in the upper part of the ceiling during a compartment fire. On the other hand, radiation refers to the continuous emission of thermal energy in the form of wavelengths from objects with temperature. This phenomenon occurs in compartment fires and is emitted by flames, as well as heated ceilings and walls. In most fire scenarios, heat energy is transferred through convection and radiation. 9 Notably, radiant heat constitutes the largest proportion of heat transferred to firefighters.10 –12 At fire sites, firefighters experience radiant heat intensities ranging from 1–40 kW/m2.13,14 The pain caused by radiant heat depends on the amount of heat received per unit time and the duration of exposure. Essentially, the pain resulting from radiant heat manifests after a certain period of time. Given that firefighting suits can withstand high heat flux, there is a significant risk of sustaining burns unknowingly while continuously battling a fire. However, the research related to fire protection clothing has been mainly focused on improving the heat resistance of the outer shell material. Currently, research on the convenience of wearing, such as elasticity and lightness, is being conducted. Some studies on the lining of firefighting suits have confirmed the effect of blocking radiation by increasing the thickness of the non-woven fabric to secure an air layer or applying a silica-based air gel,15,16 carbon fabric,17,18 and new material.19,20 However, increasing the thickness of the non-woven fabric causes problems in comfort and movement of firefighters. In addition, although the effect of applying a new material on the thermal protection performance of the protective clothing assembly has been verified, various evaluations are required in terms of washability and durability.
The inner skin layer of the fire protection suit is composed of non-woven and aramid fabrics. Non-woven fabrics cannot be worn on their own; thus, they are sewn with aramid fabrics into a new type of fabric. This process is called quilting. Studies related to air gaps in the structure of firefighting clothing have noted that the air layer in the clothing affects the protective performance.21,22 In addition, Kosiuk et al. 23 highlighted that, in the quilting process of multi-layered fiber packages, the thermal protection of the fiber package is affected by the seam, stitch type, yarn thickness, and number of layers. Gupta et al. 24 conducted a study on the thermal properties of inner wear according to the weaving method of the fibers. They observed that knitted fabrics had excellent ventilation and heat retention compared to other fabrics. This means that the method of weaving affects the thermal properties of the fabric. However, only a few studies have analyzed the effect of quilting interval and weaving method on the thermal protection performance of fire protection suits with multi-layered structures.
Therefore, in this study, the effect of aramid quilting interval and weaving method on the heat dissipation performance of firefighting protective clothing assemblies is presented. Flame, radiant heat, and flame/radiant heat protection performance experiments were conducted. The study findings can be used in the design of fire protection clothing and serve as basic data to reduce the risk of burns for firefighters.
Materials and methods
Evaluation of thermal protection performance
To measure the thermal protection performance against radiant heat of protective clothing, the representative standard used in the USA is a standard imposed by the National Fire Protection Association (NFPA) in 1971. 25 Various thermal protection performance measurement methods proposed by the American Society for Testing and Materials (ASTM) are also used. Also, representative International Organization for Standardization (ISO) standards, ISO 6942, 26 ISO 9151, 27 and ISO 17492, 28 specify the methods for measuring radiant heat, convective heat, and thermal protection against radiant and convective heat, respectively. These methods are prescribed as essential evaluation tests. Indices used to objectively evaluate the thermal protection performance of protective clothing can be roughly summarized into three categories: heat transfer index (HTI), transmission factor (TF), and radiant protective performance (RPP). HTI refers to the approximate time that the firefighters must evacuate to avoid burning, while considering the time it takes for the temperature inside the protective suit to rise by 12°C and 24°C, which are denoted as HTI12 and HTI24, respectively. The higher the HTI value, the better the thermal protection performance. TF refers to the ratio of the heat flux passing through the specimen to the exposure heat flux. RPP refers to the time when skin burns occur and is similar to HTI, but the measurement method of RPP is closely related to burn prediction. A human tissue burn is predicted to happen when the total thermal energy transferred by the material reaches the second degree burn threshold specified by the Stoll curve. 29
Composition of the specimens
For the thermal protection performance test of the fire protection clothing, the ISO standard equipment KATRI was used. Figure 1 shows the flame, radiant, and flame and radiant heat test equipment and processes.

Experimental equipment and test processes.
To assess the protective performance, the test results for each specimen were averaged, with three measurements conducted for flame heat, five for radiant heat, and three for combined flame and radiant heat. The lining of the firefighter protective clothing used in the test, consisted of 100% aramid material, while non-woven fabric and quilting were achieved using fabric and knitted techniques. Weaving involves the process of interlacing woolen yarn to create a cloth-like structure using a machine. Woven fabric refers to any fabric produced by intertwining two or more threads at right angles to one another. On the other hand, knitting is a method of producing textile fabrics by interlocking yarn loops with loops of the same or different yarns. The quilting gap intervals were 25.4, 50.8, and 76.2 mm, and there was a total of six types of assembly specimens for fire protection clothing. In the protective performance test, the assembly of firefighter protection clothing is divided into outer shell, middle (moisture barrier), and lining (thermal liner) according to the multi-layer structure.
The material composition of each multi-layer structure of the fire protection clothing is as follows: (a) outer shell: aramid (100%); (b) moisture barrier: m-aramid (100%)/PTFE; (c) thermal liner: aramid (100%).
Figure 2 shows the size of the rhombus according to each quilting interval.
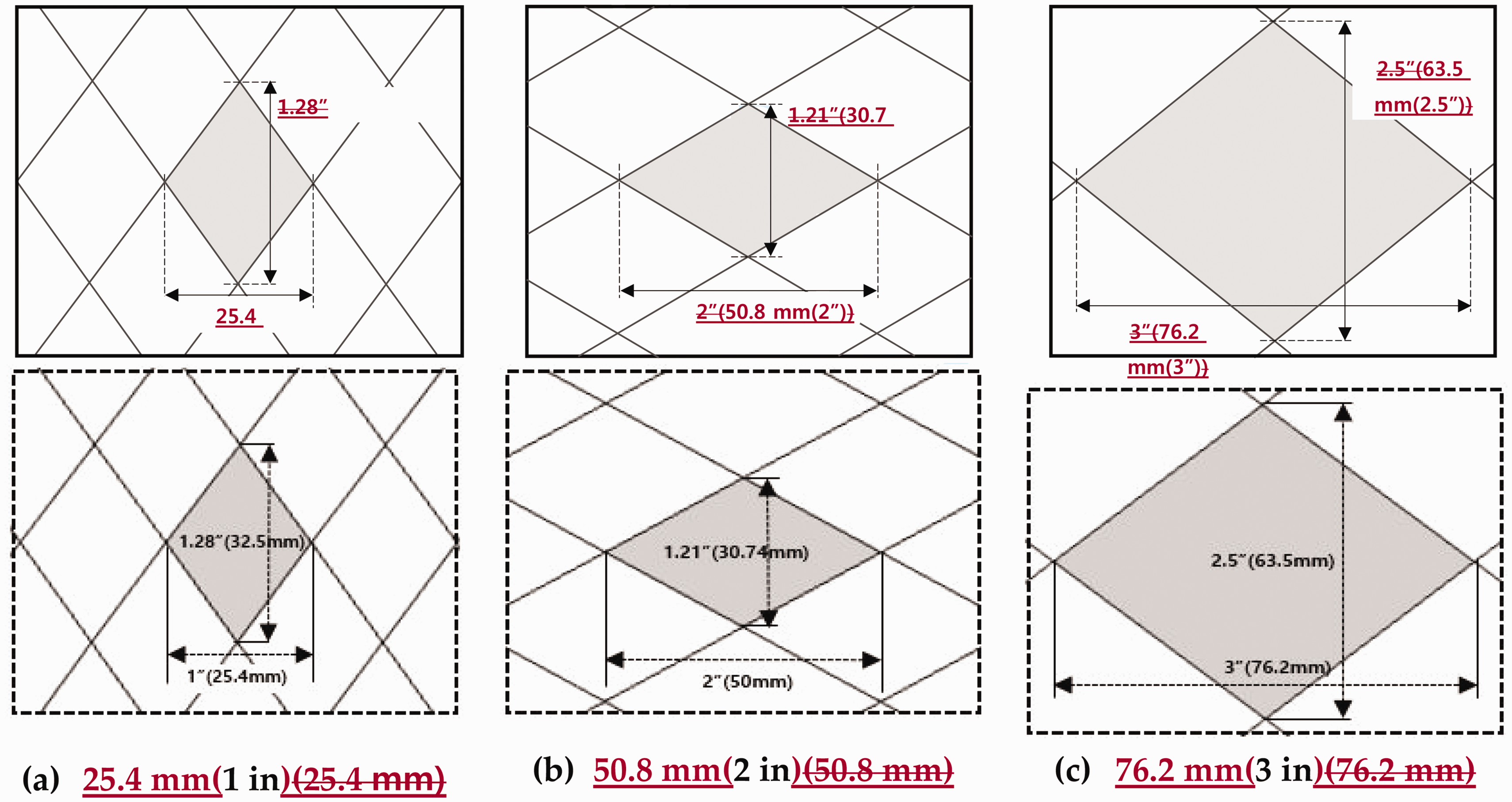
Lining according to different quilting gap intervals.
As shown in Figure 2, the quilting horizontal spacing was done by hand to gradually increase from 25.4 to 76.2 mm. However, the same spacing could not be applied vertically because it was difficult to adjust the numerous needles in the vertical direction in the quilting machine. The area of the rhombus for each quilting interval was 412.75 mm2 at 25.4 mm, 780.8 mm2 at 50.8 mm, and 2419.35 mm2 at 76.2 mm. The assembly sizes for each specimen were 140 mm × 140 mm, 230 mm × 80 mm, and 150 mm × 150 mm in the order of flame heat, radiant heat, flame and radiant heat.
Experimental apparatus and method
The fire protection garment assembly used in the protective performance test was washed using standard detergent 3 according to Procedure no. 6 N of KS K ISO 6330 (Home washing and drying procedures for textile: Fiber test): Type A of washing procedures 30 and then dried according to the tumble-drying procedure of Procedure F. Washing and drying were performed five times with one washing cycle. All test specimens were kept at standard conditions ((20 ± 2)°C, and (65 ± 5)% relative humidity) for 24 h, and then the test was started within 5 min.
The thermal protection performance test against convective heat source exposure was performed according to the method specified in the KS K ISO 9151 standard.
27
In ISO standards, a flame on a burner is used as a convective heat source. After fixing a specimen of size 140 mm ×140 mm at a location 50 mm away from the upper end of the burner, the HTI was measured for an incident heat flux of (80 ± 2)
The thermal protection performance test against radiation heat source exposure was performed according to the method specified in the KS K ISO 6942 standard.
26
The size of the specimen was 230 mm × 80 mm, and the distance from the radiant heat source to the specimen for an incident heat flux of (40 ± 2)


In all experiments, the heat transfer index (times
The thermal protection performance test against exposure to flame and radiant heat sources was performed according to the method specified in the KS K ISO 17492 standard.
29
In accordance with the ISO standard, a silicon carbide (SiC) heating strip was used as a radiant heat source. The specimen measuring 150 mm × 150 mm was located 127 mm away from the radiant heat source. The total incident heat flux was (80 ± 2)
where HFD is the heat flux density (80 ± 2)
Performance criteria
In the flame protection performance test, the average value of the HTI should be HTI24 ≥ 17.0 s and HTI24 – HTI12 ≥ 6.0 s. In the radiant heat protection performance test, the average value of the radiant heat transfer index (RHTI) should be RHTI24 ≥ 26.0 s, RHTI24 – RHTI12 ≥ 8.0 s. In the flame and radiant heat protection performance test, the average value of the TTI should be TTI ≥ 1400 kJ/m2.
Experimental results
Flame protection performance
The flame protection performance test was performed according to the method specified in the KS K ISO 9151 standard, 27 in which tests were performed on at least three specimens. The final protection performance requirements were determined by averaging the results of the three time test specimen. The total number of fabrics used in the protective performance test is 18ea including fabrics and knits.
Figure 3 shows the average HTI values (
Flame protection performance.
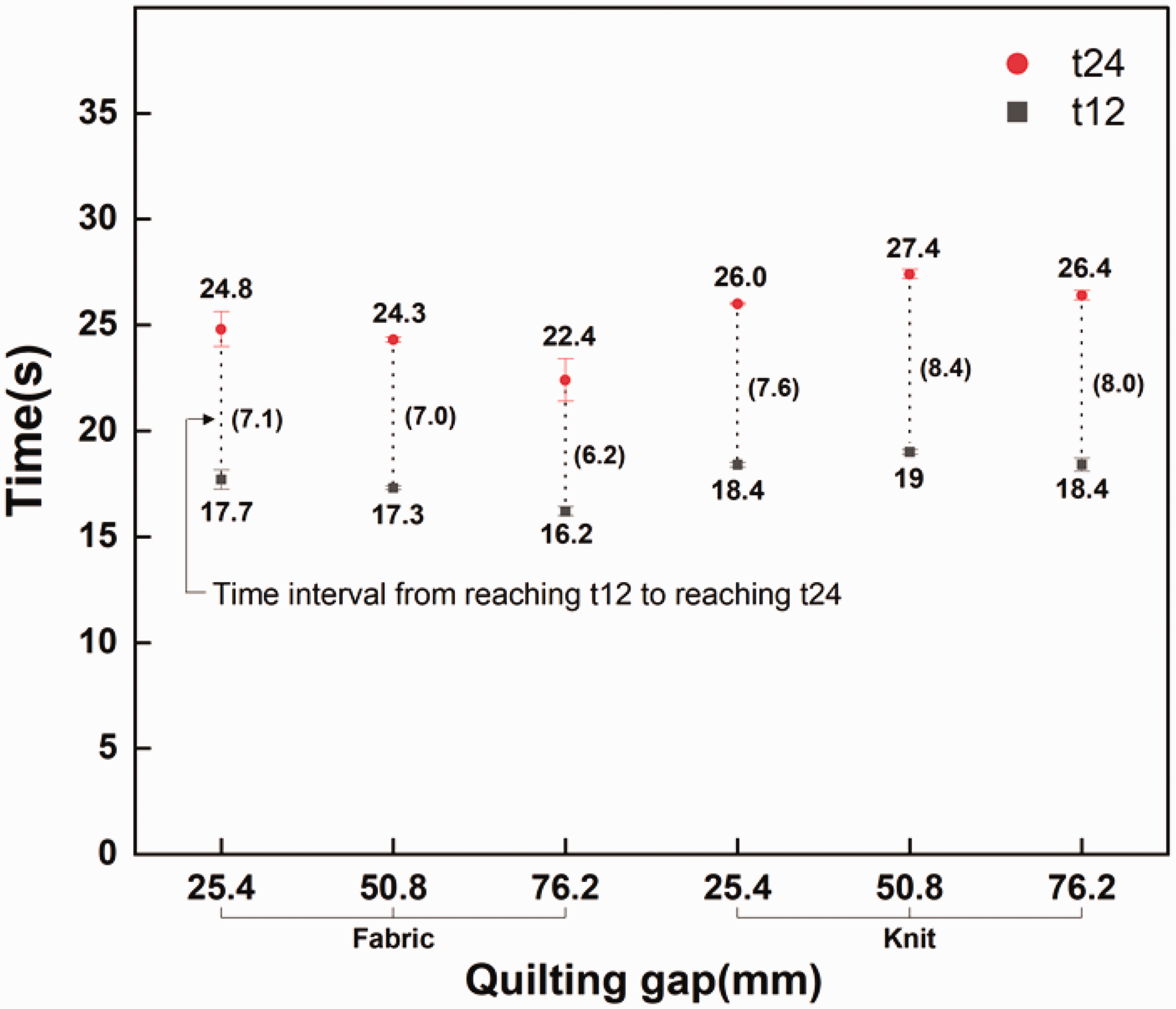
As shown in Figure 3, the overall HTI increased when the knitting method was used. This means that it takes more time for the temperature to rise, indicating better protection.
The flame protection performance requirements of HTI24 ≥ 17.0 s and HTI24 – HTI12 ≥ 6.0 s, were satisfied regardless of the test conditions. The performance requirement values of HTI24 – HTI12 are arranged in descending order as follows: Knit 50.8 mm (8.4 s) > Knit 76.2 mm (8.0 s) > Knit 25.4 mm (7.6 s) > Fabric 25.4 mm (7.1 s) > Fabric 50.8 mm (7.0 s) > Fabric 76.2 mm (6.2 s). In the weaving method, when knitting is applied, the lining temperature rises by 12°C and 24°C in a maximum of 2.2 s (Fabric 76.2 mm (16.2 s) → Knit 76.2 mm (18.4 s)) and 4 s (Fabric 76.2 mm (22.4 s) → Knit 76.2 mm (26.4 s)), respectively, and the effect of delaying the temperature is shown. Using the same weaving method, the standard deviation according to each quilting interval was as small as 0.493 and 0.4 s when fabric and knitting were applied, respectively. Consequently, the protective performance effect varies according to the weaving method in the flame protection performance test; however, comparing the protective performance effect according to the quilting gap intervals is difficult.
Radiant heat protection performance
The radiant heat protection performance test was performed according to the method specified in the KS K ISO 6942 standard,
26
in which tests are performed on at least five specimens. Similarly, the final protection performance requirements were determined by averaging the results of the five test specimens. The total number of fabrics used in the protective performance test is 60ea including fabrics and knits. Figure 4 shows the average HTI values (
Radiant heat protection performance.
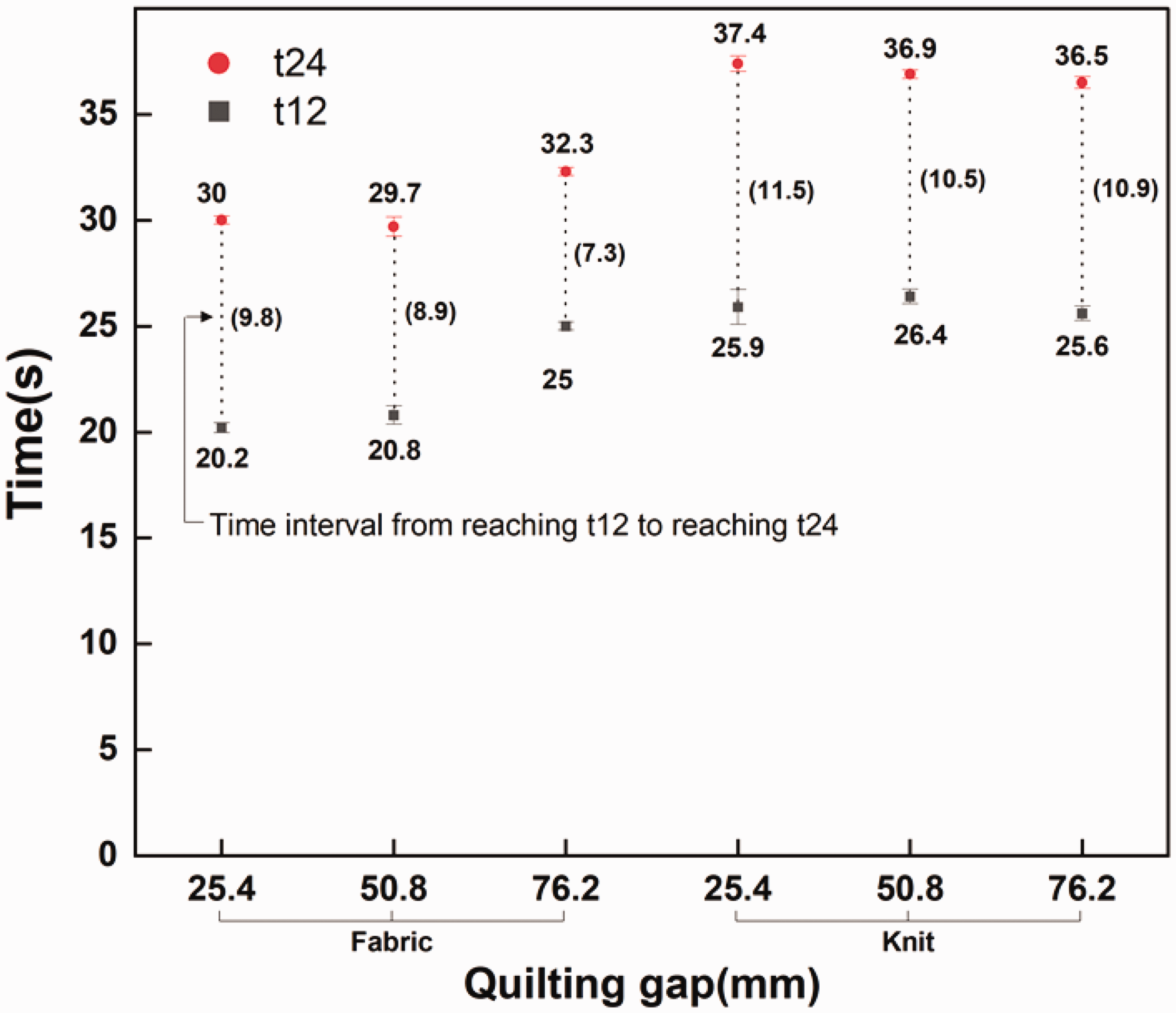
As shown in Figure 4, the HTI increased when the knitting method was used in the radiant heat protection performance experiment. This means that it takes more time for the temperatures to rise with a knitted lining, indicating better protection. Notably, all conditions with the exception of Fabric 76.2 mm satisfied RHTI24 ≥ 26.0 s and RHTI24 – RHTI12 ≥ 8.0 s, which are the performance requirements of the radiant heat protection performance test. The performance requirements of RHTI24 – RHTI12 were arranged in descending order as follows: Knit 25.4 mm (11.5 s) > Knit 76.2 mm (10.9 s) > Knit 50.8 mm (10.5 s) > Fabric 25.4 mm (9.8 s) > Fabric 50.8 mm (8.9 s) > Fabric 76.2 mm (7.3 s). In the weaving method, when knitting was applied, the lining temperature rises by 12°C and 24°C in a maximum of 5.7 s (Fabric 25.4 mm (20.2 s)→Knit 25.4 mm (25.9 s)) and 7.4 s (Fabric 25.4 mm (30.0 s)→Knit 25.4 mm (37.4 s)), respectively. Further, the standard deviation according to each quilting interval was 1.266 s and 0.503 s when fabric and knitting were applied, respectively. As a result, the effect of delaying the temperature according to the weaving method of the lining was confirmed in the radiant heat protection performance test. However, the protective performance effect according to the quilting gap interval in the same weaving method was insignificant.
In the radiant heat protection performance experiment, the TF was calculated using the temperature data in Figure 4.
As shown in Figure 5, the ratio of transmitted heat flux to an incident heat flux of 40 kW/m2 is arranged in descending order as follows: TF 0.226 (Fabric, 76.2 mm) > TF 0.185 (Fabric, 50.8 mm) > TF 0.168 (Fabric, 25.4 mm) > TF 0.157 (Knit, 50.8 mm) > TF 0.151 (Knit, 76.2 mm) > TF 0.143 (Knit, 25.4 mm). When the knitting method was used, TF was the lowest. In addition, the TF was the lowest at the quilting interval of 1 in in both knitting and fabric methods. This means that in the comparison of the TF for radiant heat, the weave-type knitting of the lining has the greatest influence on the thermal protection performance. A tighter quilting gap means longer heat transfer time. However, in the case of knitting, the effect of heat transfer according to the quilting interval was not significant. Based on the comparison of the TF values for radiant heat, the difference in the weaving method had greater effect on the thermal protection performance than the quilting interval.
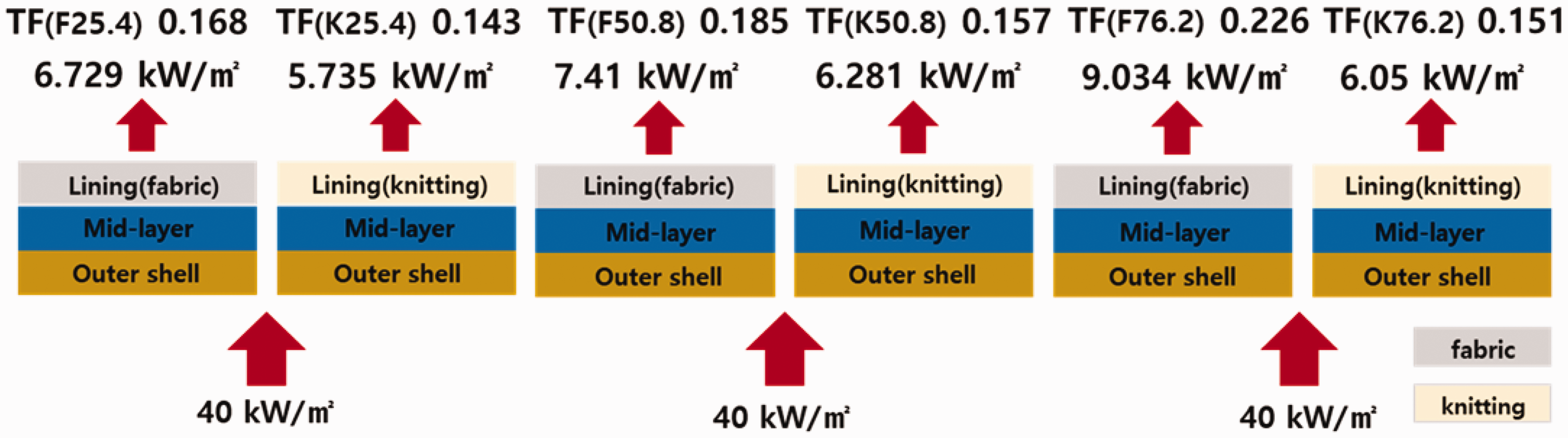
Layer effect on the heat transmission factor against radiation heat source. TF: transmission factor.
Flame and radiant heat protection performance
The flame and radiant heat protection performance test was performed according to the method specified in the KS K ISO 17492 standard, 28 in which tests were performed on at least three specimens. The final protection performance requirements were determined by averaging the results of the three times test specimens. The total number of fabrics used in the protective performance test is 18ea including fabrics and knits.
Figure 6 shows the comparison of burn time (s) when the flame and radiant heat sources of the firefighter protective clothing are used according to the weaving method and quilting gap interval of the firefighter protective clothing lining.
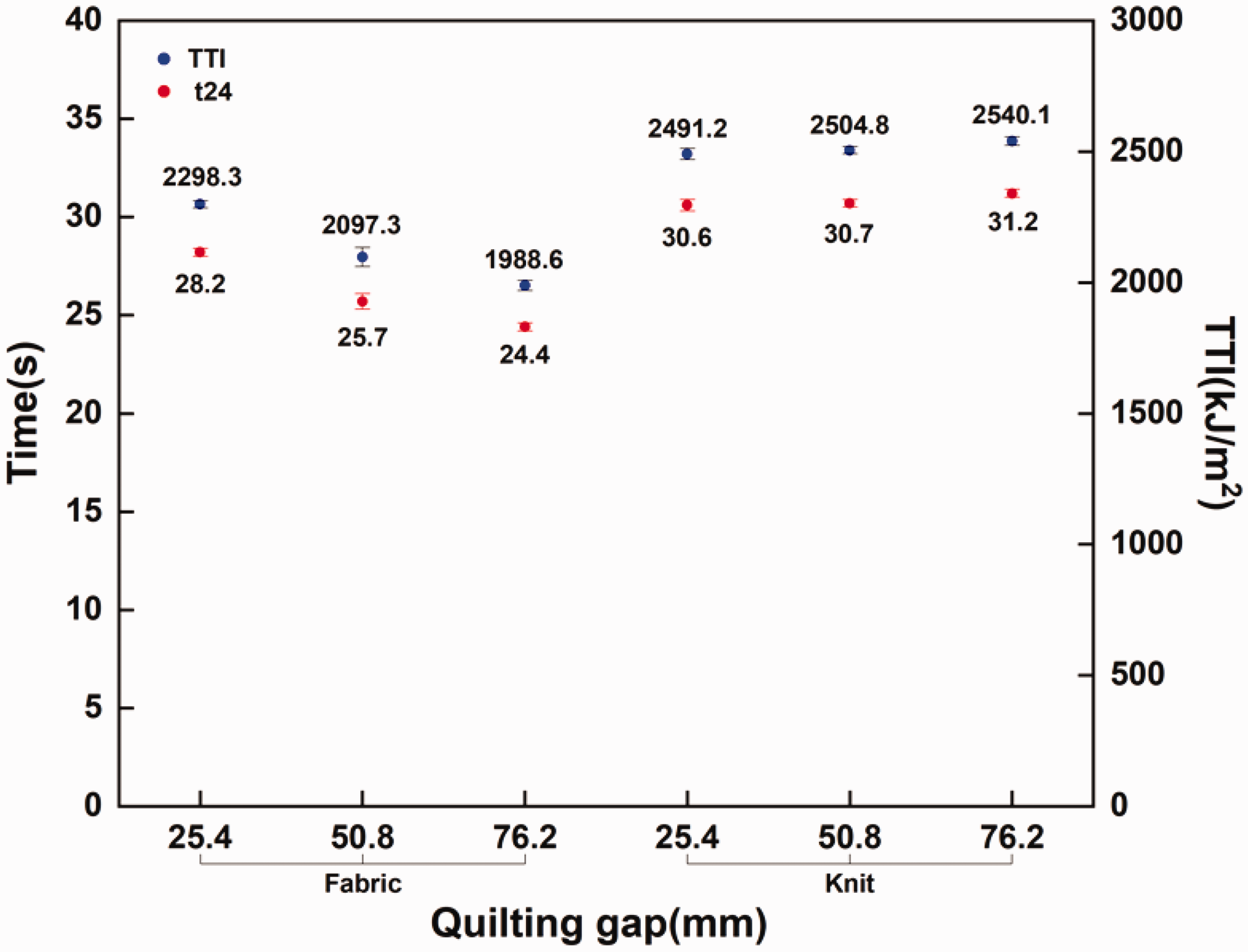
Flame and radiant heat protection performance. TTI: thermal-threshold index.
As shown in Figure 6, the difference in protective performance according to the weaving method showed that the heat transfer and HTI were relatively increased in the knitting method. Compared to that of knitting, the time it takes for the lining temperature to increase to 24°C when the fabric was applied decreased by approximately 6.8 s (Fabric 76.2 mm, 24.2 s)→Knit 76.2 mm, 31.2 s). All conditions satisfied the performance requirement of TTI ≥ 1400
Discussion
Experiments on the effect of flame, radiant, and flame/radiant heat according to the protection performance of the weaving method of the fire protection clothing revealed that the protection performance was excellent when the knitted lining was used. In the case of knitted lining, a delayed effect in the temperature time was observed for a maximum of approximately 2.2 s to 4.0 s and 5.7 s to 7.4 s in the flame and radiant heat protection performance experiments, respectively. In the flame/radiation heat protection performance test, the maximum delay was at least 6.8 s, and the TTI decreased by at least 20.0% compared to that of the fabric lining. The knitted lining was measured to have high heat resistance and low thermal conductivity while forming a space relative to the fabric in a manner that one thread was interlocked (knitting). Essentially, the weaving method affects the heat transfer by forming a space and changing the thickness. However, changing the quilting interval was not an effective method to improve the protective performance from a heat transfer effect perspective. Accordingly, in the case of quilting, it is necessary to find a way to improve the protection performance by evaluating the heat resistance and heat transfer through the change of the stitch type and thickness of the quilting at the same interval.
Conclusion
In accordance with flame, radiant heat, and flame/radiant heat, a plan was proposed to improve the protective performance of the multi-layered structure of the fire protection suit consisting of an outer shell, middle layer, and lining. Accordingly, the effect on the thermal protection performance of the quilting spacing (2.54, 50.8, and 76.2 mm) of the felt and aramid fabrics and weaving method of the aramid fabric (knitted and woven) was compared in the lining composition. It was found that a change in the quilting gap interval did not have a significant effect on the temperature rise time; therefore, it is numerically meaningless to indicate the difference in protection performance according to the quilting interval. However, the change in the weaving method of the aramid fabric used as the lining affects the heat transfer. In particular, the knitted method showed an increase in the HTI compared to the fabric in all heat protection performance tests. In the case of knitting, the thickness increased and space was formed, which resulted in high thermal resistance and low thermal conductivity. In the future, it will be necessary to evaluate the effect on thermal protection performance through changes in quilting stitch type and yarn thickness. The purpose of this study is to ensure that the fire protection suit can be safely applied to protect firefighters from the risk of burns at the fire site.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.