
Abstract
The automated storage system effectively reduces storage costs, making it a key management strategy adopted by various companies. High-density automated storage systems are more complex, and optimizing the system’s efficiency by minimizing the number of raw material box (RMB) movements has been proven to be an NP-hard problem. In a robot-based compact storage and retrieval system (RCSRS), RMBs are neatly stored in vertical stacks. Automatic guided vehicles (AGVs) move along the top of the storage system and retrieve RMBs vertically. Besides retrieving the target box, AGVs must also reorganize obstructing boxes stacked above it. As a result, RCSRS requires substantial RMB reorganization, which accounts for a large portion of storage operation time. To address the AGVs box reorganization path planning problem in AutoStore, a high-density robotic storage system, this study formulates a mathematical model to optimize the AGV’s reorganization path. Given the number and locations of target boxes, the model aims to minimize the total operating time for AGVs during block reshuffling in AutoStore. Additionally, a heuristic algorithm is developed to optimize the complete order processing workflow, reducing AutoStore’s overall operational time and improving system efficiency.
Keywords
1. Introduction
With the rapid development of artificial intelligence, robots and unmanned aerial vehicles are increasingly capable of enhancing various aspects of daily life. For example, they can be deployed to conduct inventory in industrial warehouses or to perform search and rescue operations in hazardous environments.1,2 In recent years, the rapid growth of e-commence and advancement of smart manufacturing and smart logistics have significantly transformed warehouse operations. Compared to traditional logistics, smart logistics integrates automated storage and retrieval systems (AS/RS) with IoT, information systems, and sensors. Connecting warehouse management systems (WMS), manufacturing execution systems (MES), and automatic guided vehicles (AGVs) enables a goods-to-person warehouse operation model. This approach significantly reduces labor, space, and operational time costs while effectively improving delivery efficiency and accuracy.
Since the 1950s, AS/RS has been widely adopted across various industries. It is defined as an automated storage system that retrieves and stores goods along fixed paths.3,4 To date, many studies have explored issues related to AS/RS.5–8 Most AS/RS systems consist of standardized storage racks, input/output points (workstations for inbound and outbound goods), fully automated cranes for autonomous retrieval and unloading, and aisles for crane movement. The operational process of AS/RS plays a crucial role in enhancing overall warehouse efficiency. 9 Nordeide & Rørtveit 10 suggested that the effective utilization of AS/RS provides several advantages for a company’s overall operations, particularly in optimizing warehouse space usage.
In recent years, many industries have shifted their production models from high-volume, low-variety to low-volume, high-variety, leading to evolving performance requirements for storage systems. To accommodate increasingly dynamic production demands, warehouses now require greater flexibility and adaptability. Additionally, as companies place greater emphasis on maximizing space utilization, a new type of storage system has emerged—the robot-based compact storage and retrieval system (RCSRS). RCSRS is a high-efficiency storage system that optimizes warehouse space utilization.10,11 Its high-density, grid-based structure significantly enhances space efficiency, while multiple AGVs operating rapidly on the system’s top surface enable swift material box transportation. This not only improves operational flexibility but also enhances the overall adaptability of the storage system. To date, numerous studies have investigated the applications of RCSRS.12–14
Among the few RCSRS-based storage systems, AutoStore has gained widespread adoption due to its cube-based storage structure and flexible AGV operations. Established in Norway in 1996, AutoStore consists of racks, bins, AGVs, and workstations. Unlike traditional AS/RS, AutoStore eliminates aisle space between racks by employing a cube-based storage structure with tightly stacked bins. Each bin has a standardized size and a unique identification number, with its location and inventory status meticulously recorded in the control management system. The number of AGVs and their coordination within the storage system can be customized based on user requirements. AGVs move along the top surface of the storage system, using the rack structure as a guide rail for horizontal movement. Upon reaching the target location, an AGV’s retrieval mechanism grasps a bin vertically and then transports it either to another stack or to a workstation for processing. Once the target bin is retrieved, it is delivered to a workstation, where personnel handles inbound and outbound inventory operations. After completing the task, the AGV returns the bin to the storage area. The number of workstations varies depending on warehouse requirements. Since RCSRS stores bins in a stacked manner, goods can only be retrieved from the top of the stack, requiring a last-in, first-out (LIFO) retrieval order. This stacking method requires a significant number of bin reorganization operations, which consume a substantial portion of the system’s operational time. As a result, AGV path planning for bin reorganization represents one of the core challenges in optimizing the AutoStore system.
A problem closely related to bin reorganization in RCSRS is the block relocation problem (BRP), commonly observed in port storage operations. In such systems, blocks are stacked in designated locations under height constraints and must be retrieved in a predefined sequence. When a target block is buried beneath others, relocation operations are required to access it. Since these relocations account for a significant portion of operational time, most BRP studies focus on minimizing the number of block moves to improve efficiency. While BRP provides useful insights, its direct application to RCSRS environments is limited. First, BRP typically considers the retrieval of a single target item, whereas real-world warehouse operations often involve multiple target bins within the same order. Second, BRP does not explicitly account for AGV movement and coordination, which are critical in automated systems. Third, most BRP studies adopt relocation-based objectives, which may not adequately capture system performance in environments where travel time and operational flow are dominant factors.
The AutoStore system in RCSRS warehouses differs significantly from other storage systems. Most previous studies have focused on more conventional warehouse models, with relatively few research addressing storage systems similar to AutoStore. Additionally, past research on AGV path planning has primarily concentrated on two-dimensional (2D) path optimization. In contrast, this study focuses on the three-dimensional (3D) path planning problem in RCSRS. To bridge the research gap between traditional warehouse models and existing AGV path planning studies, this research investigates bin reorganization path planning in RCSRS. The primary objective is to minimize the total operation time required for AGVs to reorganize obstructing bins while considering the storage locations of other target bins within the same order. By doing so, the study aims to reduce the number of bin reorganization operations, thereby improving the overall efficiency of the AutoStore system.
The main contributions of this study are summarized as follows: (1) Problem formulation in RCSRS environments:
This study formulates the bin rearrangement problem in robot-based compact storage and retrieval systems (RCSRS), explicitly capturing key operational characteristics of AutoStore systems, including high-density stacking and three-dimensional AGV movements. (2) Time-oriented optimization model:
A mathematical programming model is developed to minimize total operation time by jointly considering relocation decisions and AGV travel distances. (3) Integrated heuristic framework:
A heuristic algorithm is proposed to integrate relocation planning with order-level processing and AGV coordination, facilitating practical implementation in real-world environments. (4) Managerial insights and practical implications:
Through numerical experiments and real-case analysis, this study provides insights into the impact of system parameters, such as stacking depth and target bin distribution, on operational performance, and offers guidance for balancing solution quality and computational efficiency.
Overall, by integrating relocation decisions with system-level operations, this study extends beyond traditional BRP formulations and provides a more realistic and practically applicable framework for optimizing RCSRS environments.
The structure of the subsequent sections is as follows. Section 2 presents the literature review, covering the block relocation problem and storage strategies in warehouse systems. Section 3 details the research methods and processes, explaining how AGVs plan optimal paths for relocating all obstructing boxes within the RCSRS while minimizing the total time required for reorganization. It also introduces a heuristic algorithm developed to optimize the entire order fulfillment workflow. Section 4 discusses experiments and result analysis, using a real-world case of M Company’s AutoStore storage specifications implemented by a Taiwanese manufacturer to verify the effectiveness of the proposed method. Finally, the last section provides the conclusion and recommendations.
2. Literature review
2.1. Block relocation problem
In the existing literature, BRP is typically categorized into two types: restricted BRP (rBRP), where only the block directly above the target block can be relocated, and unrestricted BRP (uBRP), where any block located at the top of a stack can be moved. Several studies have confirmed that minimizing the number of moves in stacking problems is an NP-hard problem.15,16 Heuristic algorithms are capable of handling complex decision-making problems. 17 Due to the computational complexity of the BRP, most studies adopt these algorithms to provide fast solutions by dynamically reorganizing stacks according to the current state of the storage system.
Kim & Hong 18 addressed BRP with a limited number of blocks and priority constraints, employing branch-and-bound and heuristic algorithms to minimize the number of moves required to retrieve a single block. Lee & Lee 19 developed a heuristic algorithm for a multi-zone port environment to minimize total reorganization moves and total retrieval time while maintaining the required block retrieval sequence. Their algorithm successfully processed over 700 blocks within a limited time. Jovanovic & Voss 20 introduced an improved Min-Max heuristic, which considers the attributes of blocks to be moved in addition to the current state of blocks. Their algorithm places blocks in stacks with the maximum remaining capacity, ensuring that stacks do not exceed their capacity limit, thus preventing full stacks from receiving additional blocks. The results showed that the algorithm’s efficiency improves as the problem scale increases, with only a minimal increase in computation time compared to the traditional Min-Max approach. Ting & Wu 21 applied the beam search algorithm to address larger-scale BRP problems within a short period. They integrated the smallest difference heuristic and the virtual relocation heuristic to enhance solution accuracy, effectively reducing costs, improving warehouse space utilization, and maximizing port efficiency.
Zhu et al. 22 developed a method for determining the lower bound of block moves and applied the iterative deepening A* (IDA*) algorithm for iterative search. By controlling the search area with thresholds and expanding it progressively, they used a depth-first search to compare the current points with the best solution. A greedy algorithm was applied for further searching if the differences were small. To reduce both robot and workstation idle time, Cai et al. 14 proposed an adaptive neighborhood search algorithm based on the ε-greedy approach to address the robot scheduling problem in RCSRS. Li et al. 23 introduced a backtracking heuristic algorithm and applied it to pack the most suitable rectangles, thereby improving the fitness strategy for solving the rectangular strip packing problem. Jovanovic et al. 24 combined ant colony optimization (ACO) with the greedy algorithm, addressing both uBRP and rBRP scenarios with different objectives. This combination enhanced the greedy algorithm’s speed in finding the optimal solution, demonstrating strong efficiency in terms of computational time and solution quality.
Boge & Knust 25 focused on minimizing block moves by considering two objective functions: badly placed items (BPI), which pertains to the number of incorrectly placed items, and unordered stackings of adjacent items, which pertains to the number of adjacent items that are not stacked in the correct order. They employed a mixed-integer programming approach alongside a simulated annealing algorithm to calculate the optimal number of moves. The results showed that for stacks with a height of less than 6, the estimated BPI count closely approximated the actual number of block moves required. Lersteau et al. 26 proposed a mathematical model and a two-phase heuristic algorithm for stacking blocks in a port according to a given sequence. Their goal was to minimize the number of moves required during retrieval. The model found solutions in a short time and significantly reduced the number of block moves compared to traditional methods.
In addition to applications in ports and warehouses, several studies have examined stacking and rearrangement problems in industries such as steel processing. Kim et al. 27 investigated the stacking problem of steel plates without an upper limit on stack height. They considered two scenarios when rearranging steel plates: whether a plate should be returned to its original stack after removing the target item. They developed integer programming models and combined them with heuristic algorithms to minimize the number of rearrangement moves. Tang et al. 28 studied the stacking and rearrangement of two types of steel materials in the steel industry: flat plates and circular coils. They developed different integer programming models and paired them with heuristic algorithms to minimize the number of rearrangement moves. To further optimize the solutions, they employed the Tabu search algorithm. Marolt et al. 29 addressed the rearrangement problem of rebar stacks by proposing four heuristic algorithms. They considered different priority logics for selecting stacks and used a genetic algorithm to optimize the results. Their experiments showed that after optimization with the genetic algorithm, the number of rearrangement moves decreased by 20-30% compared to the initial heuristic solution. These studies highlight the significance of optimization techniques such as integer programming, heuristics, and genetic algorithms in minimizing move counts across various stacking and rearrangement contexts.
2.2. Storage strategy of the warehouse system
The choice of storage strategy is crucial for any warehouse system. The assignment of goods to storage locations upon entry determines the warehouse layout and affects the operational mode of the system, ultimately influencing picking operations. For high-density automated storage systems, such as the RCSRS, the storage strategy is even more critical. It directly impacts the number of box rearrangements, the operating time of the system, and the overall efficiency of the warehouse system’s operations. In RCSRS, where space is maximized, and items are often densely stacked, storage location assignments can significantly affect the time required to rearrange items for retrieval. An optimal storage strategy minimizes the need for item rearrangement, improves retrieval times, and enhances overall system efficiency.
In past research on warehouse storage strategies, most studies have focused on various types of three-dimensional RCSRS. In high-density automated warehouses, effective utilization of storage space is a critical factor in determining overall system efficiency. Storage strategies and classification methods vary depending on specific research objectives. The simplest storage strategy is random storage, where items are randomly assigned to available storage locations. This method enables fast inbound operations, resulting in a more dispersed distribution of items within the warehouse. However, it can lead to inefficiencies during order picking. Most studies on random storage focus on warehouse system design. For instance, Yang et al. 30 utilized random storage while considering AGV acceleration and deceleration to optimize storage dimensions. Duman et al. 13 considered the dynamic characteristics of robots under both constant and variable motion conditions and evaluated the operating time and energy consumption of RCS/RS. The model also incorporated energy regeneration during braking phases. This computational framework allows warehouse service providers to evaluate the trade-offs among energy consumption, operating time, and footprint. Hao et al. 31 designed and optimized a warehouse system based on random storage, where the loading/unloading station was positioned directly beneath the center of the rack. Their findings showed that total AGV travel time was lower compared to a system where the unloading station was placed in the lower-left corner of the rack, effectively increasing system throughput. These studies illustrate how random storage can impact system efficiency, particularly in the context of AGV movement and system design, while highlighting the trade-offs between storage flexibility and operational performance.
In addition to random storage, another approach is dedicated storage, where specific products are stored in designated locations. This minimizes the need for repositioning or rearranging items during retrieval, as all the items of a given type are grouped together. However, it requires more storage locations, as each product type needs its own dedicated space. For example, Zaerpour et al. 32 addressed the issue of low space utilization in a warehouse system storing fresh agricultural products. To reduce retrieval reorganization time, they implemented a dedicated storage strategy and proposed a shared storage strategy model using an improved greedy algorithm for efficient problem-solving. Their results showed that, in most cases, shared storage outperformed dedicated storage in terms of both operational time and aisle utilization. This study highlights how dedicated storage can reduce repositioning time during retrieval. However, it also emphasizes the trade-off with space utilization, where shared strategies may offer greater overall efficiency in certain scenarios.
The class-based storage strategy combines elements of both random storage and dedicated storage, where items are grouped into categories, and each category is assigned a fixed storage area. Muppani & Adil 33 proposed a simulated annealing algorithm that considers various factors, such as product combinations, space, and order picking costs. Their work focused on optimizing the categorization of items to achieve the best storage strategy. While this class-based storage method balances the benefits of random and dedicated storage, increasing the number of categories is not always beneficial. Yu & De Koster 34 employed a two-category storage strategy that significantly reduced AGV travel times. In this approach, items were divided into high-turnover and low-turnover categories to minimize AGV travel time by optimizing storage boundaries for each category. Yu & de Koster 34 also proposed a turnover-based storage strategy, classifying items according to their frequency of use. The items were arranged from the most to the least frequently used, with the layout designed to minimize retrieval times. Their study focused on determining the optimal specifications for a storage system based on product turnover rates. In summary, class-based storage strategies provide a good compromise between random and dedicated storage by creating product categories that optimize space utilization and retrieval efficiency. However, the key takeaway is that the number of categories should be carefully considered to avoid diminishing returns in overall system performance.
Beckschäfer et al. 35 conducted a study that simulated the AutoStore system’s grid architecture performance using discrete event simulation (DES). Under different environment scales, they evaluated two types of storage strategies: the adding retrieval policy (AR) and the empty retrieval policy (ER). The study also examined whether splitting bins into two compartments would affect system performance.
2.2.1. ER policy
In this strategy, when an order is placed, ER selects either a completely empty bin or a half-empty bin to store the order’s items. This ensures that the selected bin is largely empty, which can help maximize space utilization.
2.2.2. AR policy
This strategy prioritizes bins containing items matching the order’s product requirements. It can minimize retrieval time by selecting a bin with items that are likely needed for upcoming orders.
The study found that splitting bins into two compartments did not significantly improve retrieval efficiency unless two items frequently appeared in the same order. When bins were not split, the ER strategy provided better shipping performance overall, indicating that keeping bins more open and flexible for various product combinations may be more efficient in terms of output performance. This research underscores the importance of selecting the right storage and retrieval strategy based on specific product and order dynamics, with ER proving advantageous in terms of shipping performance when bins are not split.
3. Research methods and process
This study explores AGV planning for optimizing the rearrangement path of all obstructing bins, assuming the locations of all target bins in a given order are known in an RCSRS. A mathematical model is formulated to minimize the total time required for rearrangement. Additionally, a heuristic algorithm is developed to enhance the entire order-processing workflow.
3.1. Problem description
The RCSRS investigated in this study operates with AGVs that retrieve and transport bins from the top of the storage system. Before accessing a target bin, the AGV must first relocate obstructing bins to different stacks until the target bin reaches the top. This demonstrates that such storage systems require frequent bin rearrangement for all obstructing bins during operation. Therefore, this study focuses on optimizing the bin rearrangement path for all obstructing bins within an order. A mathematical model is formulated to address this optimization problem, aiming to minimize AGV operational time. Additionally, a heuristic algorithm is developed to streamline the entire workflow from order entry to completion, reducing the total operational time and improving operational efficiency.
The specifications of the AutoStore storage system in this study are as follows: the storage length and width are represented by X and Y locations, respectively, with a fixed height of 17 layers. The topmost layer serves as an AGV pathway and is not used for storage, making the effective storage height 16 layers. Therefore, the total number of storage locations in the entire system is 16 * X * Y. The number of unloading stations and AGVs can be adjusted based on the user requirements during the design phase.
The following are the assumptions made regarding the scenarios prior to bin rearrangement: (1) Only one unloading station is considered for operations. (2) Two AGVs are assigned to the unloading station: one for retrieving the target bin (target AGV) and the other for relocating obstructing bins (non-target AGV). (3) Conflicts between AGVs are not considered. This assumption is adopted to isolate the bin relocation and path planning problem and to simplify the model formulation. In real-world AutoStore systems, AGV conflicts such as path interference, congestion, and collision avoidance are typically managed by centralized control or traffic management systems. (4) The unloading station processes one order at a time. (5) The types and quantities of all materials in the storage system are known. (6) The quantities and initial layout of all bins in the storage system are known. (7) The locations of all target bins in the order are known. (8) The movement speed of the AGVs along all three axes is known. (9) When rearranging bins, obstructing bins are not temporarily placed on the topmost stack (Layer 17), which is designated as the AGV movement path. (10) During bin rearrangement, obstructing bins are not returned to their original stack. (11) The storage system has a sufficient supply of materials with no out-of-stock conditions. (12) Initially, the AGVs are located at the unloading station.
3.2. Establishing the mathematical model
Parameters and decision variable symbols used in the mathematical model.

3.3. Minimize








Given the known target bin quantities and storage locations, all obstructing bins above the target bins are sorted before initiating the bin rearrangement operation. These obstructing bins, numbered i, are sequentially rearranged based on their operation order. The objective function (1) minimizes the total time required to rearrange all obstructing bins. The total operation time is decomposed into horizontal travel time and vertical movement time. Specifically, horizontal movements are computed using Manhattan distance along the x- and y-directions, while vertical movements (lifting and placing operations) are modeled based on the z-direction travel with a corresponding vertical speed. The algorithm for determining the optimal path for rearranging a given obstructing bin depends on whether bin i is “the last obstructing bin to be retrieved in the order.” For non-final obstructing bins, the rearrangement process considers both the original storage location and the location of the next obstructing bin to be rearranged. The selected storage location minimizes the distance to both the current and next obstructing bin’s storage position. For the last obstructing bin in the order, only the closest available location to its original storage is considered. Constraint (2) ensures that each obstructing bin is assigned only to one storage location, while Constraint (3) ensures that each storage location holds at most one bin. Given the tightly stacked nature of the AutoStore warehouse system, Constraint (4) prevents suspended bins by ensuring that a bin can only be placed directly above a location where another bin is already present. Furthermore, since the rearrangement must follow a specific order, Constraint (5) ensures that if multiple obstructing bins are assigned to the same stack, the one with a higher priority in the sequence is placed below others in the stack. Each stack has a fixed height limit, and Constraint (6) ensures that the selected new storage location does not exceed the maximum allowable stack height. Beyond these constraints, this study considers the practical scenario in which an order may require multiple types of materials, necessitating the retrieval of more than one target bin. To prevent the same obstructing bin from being rearranged multiple times, Constraint (7) ensures that the new storage locations of all obstructing bins in the same order do not fall within the stacks of other target bins in the same order. Finally, Constraint (8) defines the decision variables as binary.
3.3. Process planning
This study considers the pre-processing required when an order enters the AutoStore storage system, as well as the model used to solve the bin rearrangement problem. A heuristic algorithm is developed to optimize the total operation time of the AutoStore system when processing orders. The process planning is divided into four steps, described as follows. Step 1: Determining the retrieval order of target bins
When an order enters the system, the target AGV primarily moves back and forth between the target bin locations and the unloading station, while the non-target AGV repeatedly moves between the target bins to rearrange the obstructing bin storage locations. This study aims to minimize the total time required for the non-target AGV to rearrange all obstructing bins. Therefore, the target bin closest to the “non-target AGV” is selected as the first target bin to be retrieved. Next, one of the common shortest path algorithms, the Floyd-Warshall algorithm, is used to calculate the shortest path for the AGV when traversing all target bins. This determines the retrieval sequence for the target bins. Step 2: Planning the new storage locations for obstructing bins
Based on the target bin retrieval order established in Step 1, obstructing bins above each target bin are identified. If the target bin is at the top of the stack, the target AGV moves it directly to the unloading station. If obstructing bins are above the target bin, they are rearranged sequentially (reshuffling). For obstructing bins that are not the last to be retrieved, the available storage location closest to both the “original storage location” and the “next obstructing bin” is selected to minimize the non-target AGV’s travel time. Since no subsequent bin needs to be retrieved, the closest available location to the “original storage location” is selected for the last obstructing bin. The optimal new storage location for each obstructing bin is determined under the model’s constraints, and the non-target AGV carries out the rearrangement. The optimal solution for the total bin rearrangement path was then obtained. Step 3: Sequentially retrieve and return target bins
After identifying all obstructing bins, the target bins in each stack are arranged in sequence. Once the target AGV retrieves a target bin and moves it to the unloading station, the station’s electromechanical lift system lowers the bin for personnel to handle. If the unloading station has previously processed target bins, conveyors are used to exchange the two target bins, returning the completed target bin to storage before proceeding to the next target bin location. The target AGV then looks for an available storage location between the unloading station and the next target bin to return the completed bin to the storage system. Step 4: Calculate the total operation time for completing all bin rearrangement paths
The operation times for both the target AGV and non-target AGV are calculated separately and accumulated in sequence. The target AGV cannot operate on a target bin until the obstructing bin rearrangement in the same stack is completed. Therefore, if the target AGV has completed the previous target bin operation, it must wait for the non-target AGV in the same stack to finish the rearrangement before retrieving the target bin. Once the rearrangement of a stack is complete, the non-target AGV moves directly to the next stack to perform obstructing bin rearrangement while the target AGV retrieves the target bin from that stack. The order is considered complete when the last target bin is retrieved, and the previously completed target bin is returned to storage. Finally, the total operation time for the entire order is calculated.
4. Experiment and result analysis
This study utilizes Python (version 3.7.6) in combination with the Gurobi optimization engine (version 9.1.2) to develop the algorithm and construct the mathematical model proposed in this research, followed by solving the model.
4.1. Implementation data description
This study uses the AutoStore storage specifications introduced by a Taiwanese manufacturer (hereafter referred to as Company M) for implementation. In recent years, due to increasing annual production, Company M’s existing storage system has gradually become inadequate, facing issues of obsolescence and inefficiency. To address this, Company M introduced the AutoStore automated storage system to expand the company’s original storage space and improve warehouse inbound and outbound efficiency. Company M’s AutoStore system consists of 16 rows, 10 columns, and 16 layers, totaling 2,560 storage locations. The warehouse utilization rate is approximately 80%. The bins are standardized at 65 cm (length) x 45 cm (width) x 33 cm (height). The AGVs move at a speed of approximately 260 cm per second in the horizontal direction and 160 cm per second in the vertical direction, regardless of whether they carry bins. Since AGVs travel on the top rack of the warehouse in the AutoStore system, this study applied the Manhattan distance to calculate their traveled distance.
Under the same warehouse environment—with one unloading station and two AGVs—Company M’s AutoStore system follows the order processing flow of the AutoStore system illustrated in Figure 1. The logic is as follows: When the system receives a demand order and confirms warehouse availability, it retrieves the target bins in the order they were received. If a target bin is not at the top of a stack, the non-target AGV moves the obstructing bins to a nearby stack until the target bin reaches the top. Once the target bin is at the top, the target AGV moves it to the unloading station. If a previously processed target bin remains at the unloading station, it is returned to the closest available storage location. The system continues retrieving the next target bin until the order is completed. Company M’s current operation flowchart.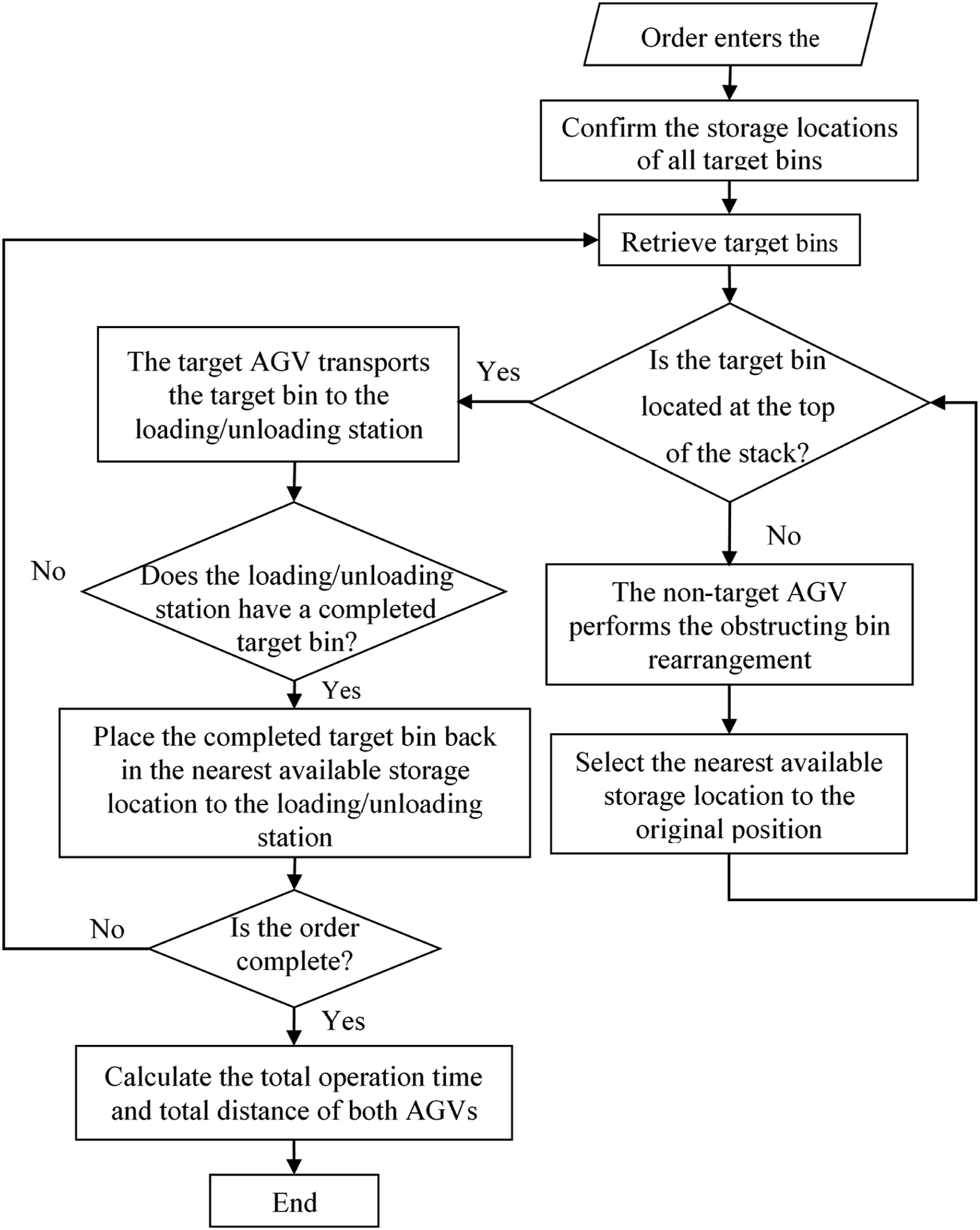
4.2. Data implementation
Test case factors and parameter settings.

This study evaluates the distances between target bins under different quantities and calculates them based on M Company’s warehouse specifications. The distance thresholds are set as follows: less than 4.5 meters, between 4.5 and 6 meters, and greater than 6 meters, representing concentrated, average, and dispersed distributions of target bins, respectively. The calculation method involves determining the Manhattan distance between each target bin and every other target bin, summing all distances, and computing the average. The planar distance (x, y coordinates) is considered, while depth (z coordinate) is ignored. This approach is adopted because, when solving for the optimal reassignment locations of obstructing bins, the model prevents obstructing bins from being placed in empty slots within stacks that contain other target bins from the same order. Therefore, the target bin distances can be effectively represented using planar measurements. Among the combinations of the three factors, the test cases with only one target bin do not require average distance calculations between target bins. Thus, for these test cases, experiments are conducted based on the 40 different combinations of parameter settings.
Experimental results of the three-factor test cases.

The impact of average depth on the model’s solving time is shown in Figure 2. It can be observed that among the three different average distance settings, when the number of target bins is 3, the solving time is less affected by the average depth, and the optimal solution can be obtained within a short time. However, when the number of target bins is 5, the solving time increases significantly once the average depth exceeds seven obstructing bins. Moreover, when the number of target bins reaches 10, the solving time increases noticeably as soon as the average depth exceeds three obstructing bins. This indicates that the average depth has minimal impact on the model’s solving time when the number of target bins in an order is relatively small. However, when the number of target bins is five or more, the solving time increases as the average depth grows, suggesting that a greater number of obstructing bins requiring rearrangement leads to longer solving time. Additionally, as the number of target bins in an order increases, the solving time increases significantly. The impact of average depth on model solving time.
Figure 3 illustrates the impact of average distance on the model’s solution time. As shown in Figure 3(a), for test cases with an average depth of 3 obstacles, both the number of target bins and the average distance between target bins had no significant effect on the solution time. In Figure 3(b), where the average depth is seven obstacles, a noticeable increase in the solution time is observed when the number of target bins is 10, particularly when the average distance is between 4.5 and 6 meters. In Figure 3(c), for test cases with an average depth of 10 obstacles, the solution time increases notably when the number of target bins is five or more, with the average distance falling between 4.5 and 6 meters. Finally, in Figure 3(d), with an average depth of 13 obstacles, the solution time significantly increases when the number of target bins is five or more, and some test cases fail to reach an optimal solution within 300 seconds. The effect of average distance on model solving time.
From the results in Figure 3, it can be observed that when the number of target bins is five or more and when the average depth is 7 or 10 obstacles, the solution time tends to be shorter if the target bins in an order are either highly concentrated or widely dispersed compared to when they are more evenly distributed. This occurs because when target bins are highly concentrated, multiple target bins are more likely to be located in the same stack, making it easier to find an available stack for rearranging obstacles. On the other hand, when the target bins are widely dispersed, fewer target bins are located near each stack, making it easier to find available nearby stacks. However, when the target bins are more evenly distributed, they are spread across different stacks, reducing the number of available stacks. In cases with greater average depth or more target bins, the number of obstacles requiring rearrangement increases, making it more difficult to find the optimal storage locations for all obstacles, thus increasing the solution time.
Based on the above analysis, the following conclusions can be drawn. First, when the number of target bins is small, variations in average depth and average distance do not significantly impact the model’s solving time. However, the average distance between target bins does have some effect on the model’s solving time. Specifically, the more evenly distributed the target bins are, the longer the solving time will be. Lastly, the primary factor affecting the solving time is the average depth of the target bins. A greater average depth requires the rearrangement of more obstacle bins, thereby increasing the solving time.
Since the model’s solving time directly affects the benefits of this research, further analysis was conducted on the test cases with the longest solving times from Table 3. Experiments 26-28 and 35-40 represent the nine test cases with the longest solving times, some of which fail to reach the optimal solution within 300 seconds. Figure 4 illustrates the change in the gap for these nine test cases over time during the solving process. The gap represents the difference between the current feasible solution and the optimal solution. It can be observed that the initial gap ranges from approximately 55% to 65% and can be reduced to approximately 10% within a short period. However, the solving time significantly increases once the gap falls below 10%. The gap analysis reveals a clear trade-off between solution quality and computation time. Although the gap can be reduced rapidly from an initial level to approximately 10% within a short time, further improvement beyond this threshold requires a disproportionately longer solving time. From an industrial perspective, this trade-off is particularly important. In practical warehouse operations, decision-making time is often constrained, and near-optimal solutions are generally sufficient for achieving high operational efficiency. Therefore, setting a stopping criterion when the gap falls below approximately 10% can significantly reduce computation time while maintaining solution quality at an acceptable level. The variation of the mathematical model solving differences in this study.
Comparison table of solving time and AGV operation time at different gap levels.

4.3. Implementation results and analysis
Simulation results of executing multiple orders for both methods.

From Table 5, it can be observed that the method proposed in this study consistently completes orders in less time across all target box quantities, with an increasing improvement trend as the target box quantity increases. Additionally, in terms of the total distance traveled by the two AGVs, the improvement ratio for the non-target AGV is notably higher than that for the target AGV. This discrepancy arises because the mathematical model in this study incorporates multiple constraints to minimize both the time spent on rearranging blocking boxes and to minimize the number of times they need to be rearranged. For example, it ensures that blocking boxes are not placed within the stacks containing other target boxes from the same order, considers the next available slot for a blocking box, and optimizes the rearrangement path. As a result, the non-target AGV’s operational distance significantly improves.
On the other hand, the target AGV primarily moves between the target boxes and the unloading station. The main difference between the two methods lies in how the target AGV places the completed target boxes back into storage. The proposed method in this study accounts for the location of the next target box in advance, integrating this consideration into the AGV’s path to minimize the operational distance. Therefore, the improvement in the target AGV’s distance traveled is less pronounced. The simulation results from multiple orders indicate that, under the same initial warehouse conditions and when processing multiple consecutive orders, the proposed method outperforms the existing approach in both order processing time and AGV operational distance. This confirms the effectiveness of the proposed method.
5. Conclusion and recommendations
With rapid technological advancements, intelligent production gradually expands across the entire supply chain. Industry 4.0 concepts and technologies have integrated the entire value chain—from supply and manufacturing, operations, logistics, and finally, sales—into an intelligent network system. This study focuses on the RCSRS, using AutoStore as a case study to examine the path planning problem for rearranging blocks during retrieval operations. In the RCSRS, blocks are stored in an organized and dense manner within racks with height restrictions, while AGVs operate horizontally at the top of the warehouse. When the AGV reaches the stack containing a target block, it must first rearrange all blocking blocks above the target box before retrieval. Given the known locations of the target blocks, this study constructs a mathematical programming model to determine the optimal path for rearranging the blocks. The model minimizes the running time of the non-target AGVs by optimizing their paths and ensuring blocking blocks are not placed in stacks containing other target blocks in the same order, thus preventing multiple and unnecessary rearrangements. A heuristic algorithm was also applied to optimize the overall order processing flow, minimizing the overall order completion time. This approach significantly improves operational efficiency by reducing both the total time for order processing and the travel distance of both target and non-target AGVs, demonstrating the effectiveness of the proposed solution. Unlike traditional BRP studies that focus solely on minimizing relocation moves, this research integrates bin relocation decisions with AGV path planning and order-level coordination under a time-minimization objective. This allows the proposed model to better capture the operational characteristics of RCSRS environments. Future research could explore the model’s scalability in larger systems or incorporate real-time adjustments based on dynamic changes in order conditions or storage configurations.
Experimental analysis identifies the average depth of the target blocks and the number of target blocks as the primary factors affecting the model’s solution time. As the number of blocking blocks in an order increases, the solution time also increases. Moreover, when the number of target blocks is large, their distribution within the warehouse further influences the model’s solution time. The study evaluates the model’s performance on larger test cases, determining the optimal balance between feasible solutions and computation time while suggesting appropriate stopping criteria. The consistent performance improvement observed across different test cases further indicates the stability and robustness of the proposed approach under varying operational conditions. Finally, the proposed method is applied to the storage specifications of Company M and compared with its current approach. The results indicate that the proposed method effectively reduces AGV travel distance, shortens order completion time, and enhances warehouse operation efficiency.
This study investigates a warehouse operation model involving a single unloading station and two AGVs. As warehouse scale and user demand increase, future research can examine warehouse configurations with multiple unloading stations and additional AGVs to address practical challenges. The proposed pallet reorganization method could be adapted for multiple AGVs to explore their collaboration strategies. Additionally, future studies could investigate alternative storage strategies and assess the impact of various warehouse layouts on the pallet reorganization process within this system.
Footnotes
Author contributions
The authors confirm contribution to the paper as follows: Conceptualization, Yung-Chia Chang, Hsuan Yen and Kuei-Hu Chang; methodology, Yung-Chia Chang and Hsuan Yen; validation, Yung-Chia Chang and Hsuan Yen; writing—original draft preparation, Yung-Chia Chang, Hsuan Yen and Kuei-Hu Chang; writing—review and editing, Yung-Chia Chang and Kuei-Hu Chang; funding acquisition, Yung-Chia Chang and Kuei-Hu Chang. All authors reviewed the results and approved the final version of the manuscript.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to thank the National Science and Technology Council, Taiwan, for financially supporting this research under Contract No. NSTC 114-2221-E-A49-183-MY2, NSTC 112-2221-E-A49-107-MY2, NSTC 114-2221-E-145-001-MY3, and NSTC 113-2221-E-145-002-MY2.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data available on request from the authors.