
Abstract
Rivets are used to assemble layers in the air intakes, fuselages, and wings of an aircraft. After a long time of working under extreme conditions, pitting corrosion could appear in the rivets of the aircraft. The rivets could be broken down and thread the safety of the aircraft. In this paper, we proposed an ultrasonic testing method integrated with convolutional neural network (CNN) for the detection of corrosion in the rivets. The CNN model was designed to be lightweight enough to be able to run on edge devices. The CNN model was trained with a very limited sample of rivets, from 3 to 9 artificial pitting corrosive rivets. The results show that the proposed approach could detect up to 95.2% of pitting corrosion using experimental data with three training rivets. The detection accuracy could be improved to 99% by nine training rivets. The CNN model was implemented and ran on an edge device (Jetson Nano) in real-time with a small latency of 1.65 ms.
Keywords
Introduction
Aircraft structures such as air intakes, fuselages, and wings are multilayer structures made of thin-aluminum layers. The thin aluminum layers are assembled by a lot of rivets, which help the structure to be lightweight and persistent. However, the working conditions of the aircraft are extreme, with a wide range of temperatures, high pressure, vibrations, and repeated loads during the operation. The rivet and its countersunk sites are getting high-pressure concentration and potential areas for the attachment with salinity and moisture. 1 There are two kinds of damages that are usually reported in those areas, which are corrosion in the hidden sites of aluminum layers and pitting corrosion/crack in the rivet head.2,3 Therefore, the nondestructive testing (NDT) methodology is widely used in the inspection service to ensure the integrity of the aircraft.
Several common NDT methods, such as magneto-optical imaging (MOI), eddy current testing (ECT), and magnetic camera, have been developed and used in the inspection of aircraft nowadays. MOI system works based on the Faraday's effect of the interaction between electromagnetic field and polarized light. As eddy current flows distorted by damages, electromagnetic fields will be produced and change the angle of the polarized light plane. Thus, the presence of damage could be observed in the film. The film has a large area and high spatial resolution, so the MOI system could visualize a large area of the aircraft.4,5 However, the MOI system has only white/black color, which limits the evaluation of damage size and damage location. Alternatively, ECT systems have been widely used recently and are known as the standard NDT method in the inspection of aircraft structures. Instead of observing the changes in the electromagnetic field by the polarized light beam, ECT system observes the changes in the sensing coil's impedance due to the distorted eddy current. The ECT sensor usually has an exciting coil to supply an electromagnetic field and a sensing (differential mode) coil or just a single coil for both exciting and sensing tasks (absolute mode). These ECT systems provide a high sensitivity to surface and subsurface damage and can detect hidden corrosion in the layers of the multilayer structure.6-8 The exciting and sensing coils could be arranged in an eddy current array probe to detect a large area of the aircraft and be commercialized using in the practical (e.g. Ommiscan system Olympus, ECA system Eddyfi).9,10 However, the sensing coil measures the rate change of the electromagnetic field, which requires a high frequency of the exciting source in a high-sensitivity probe. The high operating frequency of the probe decreases the skin depth of the eddy current penetration in the layers; thus, it limits to detect the deep damage under the layer's surface. To overcome this limitation, magnetic camera has been developed, in which they use magnetic sensors such as Hall or giant magneto-resistance sensors to directly measure the changes of the magnetic field around the damage.11–13 The magnetic camera could be operated at lower frequency. The exciting source could be a single large yoke-type magnetic source, and the magnetic sensor could be arranged in a dense area for a high spatial resolution of the measurement. The magnetic camera could detect the hidden corrosion in the first layer or second layer of the aircraft. It is also possible to evaluate the size, such as volume and depth of the corrosion by the system. 11 All of these systems work on the same principle of eddy current distribution on the multilayer structure. The magnetic source produces an electromagnetic field into the conductive layers; then, an eddy current is induced in the layer. If the layer has damage, the eddy current will be distorted and produces a secondary electromagnetic field. The damage could be detected by measuring the secondary magnetic field via a polarized light beam in the MOI system, the impedance of the sensing coil in the ECT system, or the magnetic field value in the magnetic camera. These systems could provide good detectability of hidden corrosion in different layers; however, they could not detect the pitting corrosion inside the rivet. The main reason is that the fastener hole, where the rivet is located, is considered as a large defect, producing much stronger distortion on the eddy current than the pitting corrosion in the rivet. Thus, the secondary electromagnetic field from the pitting corrosion is not distinguished from the measurement results.
Another NDT method, such as ultrasonic testing (UT) could be used to overcome the limitation of ECT's based systems. The UT system supplies an ultrasonic wave into the rivet; if there is corrosion inside the rivet, the ultrasonic wave will be reflected back and measured.14–17 The operating principle is not only much simple than the ECT-based systems but it also suffers from some difficulties such as: 1) the ultrasonic wave could only efficiently propagate in the continuous mediums which require the supplement of coupling liquid (e.g. water) and could not detect the hidden corrosion in the second or third layer of the structure due to the air-gap between the layers, 2) the reflected ultrasonic wave at the rivet area in the multilayer structure is complex with multiple noises from the rivet head, layer surface, hidden corrosion in a layer, layer's air gap, etc.; thus, the analysis of the measured signal is difficult. Previous researchers have tried to solve the first problem by incorporating a magnetic camera with a UT probe. The magnetic camera is used for detecting the hidden corrosion in the layers, and the UT probe is used to detect the pitting corrosion inside the rivet. The magnetic camera is also used to detect the center of the rivet for guidelines for the scanning of the UT probe. 18 However, the signal analysis of the UT probe for pitting corrosion detection is still limited due to its complexity. 19
To overcome the limitation, we proposed a deep neural network for the detection of pitting corrosion in the rivet using UT signals. Deep neural network is a powerful machine-learning technique that has been developed and applied in many automation applications such as automatic metallic surface defect segmentation, 20 self-learning in robotics, 21 object identification,22,23 human-machine interaction, 24 natural language processing,25,26 and machine translation. 27 The network is capable of capturing extracting patterns of the signal in the training phase and generalizing to new unseen signals. In this research, we developed a convolutional neural network (CNN) model to deal with several problems: improving the probability of detection (POD) of pitting corrosion of the UT system; CNN model is lightweight and could be implemented in real-time on edge devices (e.g. Jetson Nano); The CNN model could be trained with very few data (i.e. several rivets with/without pitting corrosion). To verify the performance of the proposed approach, we investigated the UT system with artificial pitting corrosion with different scan locations of the UT probe and different sizes of corrosion in depth and length. The UT system could detect up to 95.2% of corrosion with signal is amplified via an amplifier requring just 5099 parameters, and 1.65 ms to process.
Ultrasonic testing system
Principle
A general block diagram of the UT system is shown in Figure 1. The UT probe is used for scanning the surface of the multilayers specimen which is assembled by rivets. A membrane filled with water is attached at the head of the UT to enable the ultrasonic wave to propagate into the specimen during the scan. The corrosion in the layers and rivet could be detected by analyzing the reflected wave signal. The pulser/receiver board supplies pulses for the UT probe and preprocess the reflected wave. The received signal is amplified via an amplifier, and noise is reduced by a band-pass filter. The signal is then digitalized by an analog-to-digital converter (ADC) in the digitizer module. In addition, generated pulses are synchronized with the received signal by the trigger generated from the digitizer. The ADC signal is then transformed into the frequency domain by short-time Fourier transform (STFT) and subsequently fed into a CNN model for corrosion detection. In this paper, the CNN model is designed to be lightweight enough to be implemented in edge devices such as the Jetson Nano board.
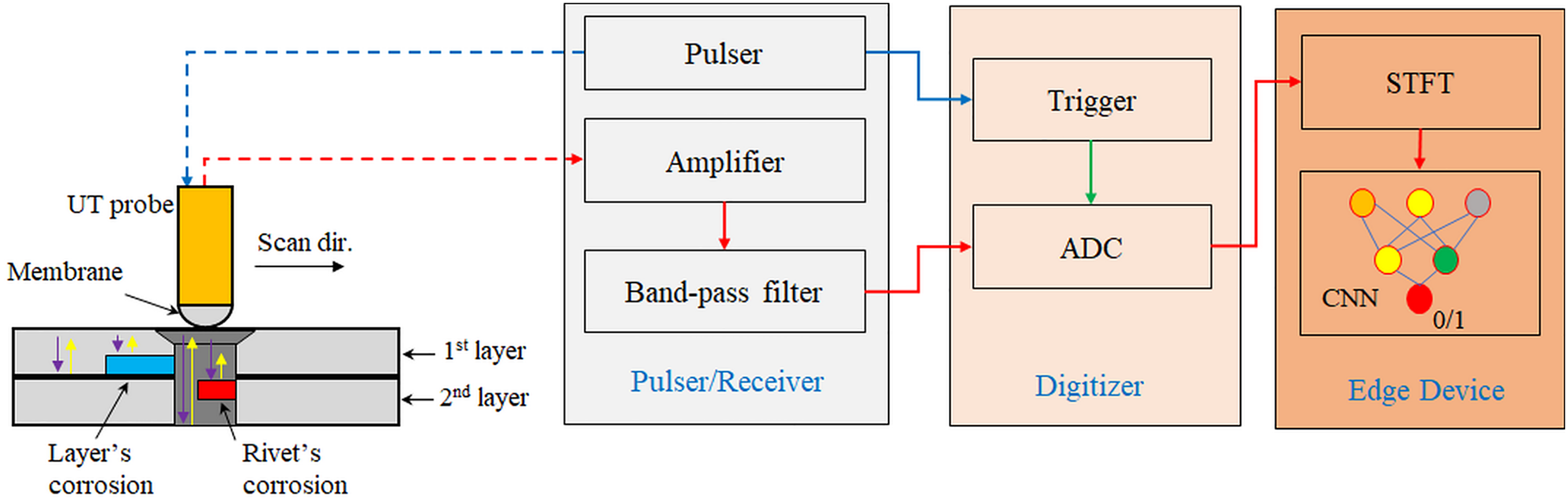
Block diagram of the ultrasonic testing system.
Experimental setup
Figure 2 shows the experimental setup and equipment of the UT system. The UT probe is attached to a precise XYZ stage scanner. During the scan process, the membrane of the UT probe is contacted with the surface of the multilayer, which allows the propagation of the ultrasonic wave into the multilayer. The membrane is filled with water. With the use of the water membrane, there is no need to supply couplant material during the scan of the UT probe, simplyfing the system. However, this also causes the received signal to be more complicated due to the lift-off variation and deformation of the membrane. The spring is positioned in the backside of the probe to protect the UT probe from collision with the specimen during the scan. The UT probe has a spot-welding type probe with a center frequency of 13.3MHz (V2335). A pulser/receiver (PCR50) was used to supply pulse to the UT probe and also obtain reflected signals from the surface/bottom layer and corrosion. The pulse repetition rate was set at 0.1 s, enough for the full propagation of the ultrasonic wave into the rivet and the multilayer. The gain of the amplifier was set at 20 dB, and the band-pass filter was set from 0.3 to 25 MHz. The filtered signal is then digitized by a high-speed NI USB 5133 at 100 MHz sampling rate. The digitizer is triggered by a pulse generated from the PCR50 at 100 Hz. The scan speed of the UT probe is about 6 mm/s.

Experimental setup and equipment of the ultrasonic testing system.

Scan positions and directions of the UT probe on the rivet head.
A multilayer specimen includes two aluminum layers (Al 2024) and is assembled by 25 aircraft-type rivets (Air Force and Navy standard). The rivet has a length of 9.45 mm, a head diameter of 5.85 mm, and a body diameter of 3.95 mm as illustrated in Figure 3. This is a flat specimen simulated for air-intake aircraft structure. Among 25 rivets, there are 13 rivets that have artificial corrosion, and 12 rivets have no corrosion. The corrosion has length (L) of 1.0, 1.35, 2.0, and 2.65 mm, depth (d) of 1.0, 1.5, and 2.0 mm, and at one side and both sides of the rivet body. Each rivet was scanned in four directions: forward, backward, left, and right at five different lines at 0.5 mm interval. This setting is for taking the effect of the scan directions relative to the corrosion location and the detection possibility of the UT probe if the scan line is not at the center of the rivet in the real scenes into account.
Data preparation
In each scan line of the UT probe, the reflected ultrasonic signal is acquired and transformed into a spectrogram by STFT, as described in equation (1).
19
By summary of the spectrogram in the UT probe frequency band as described in equation (2), the spectrogram of the scan signal is formed and helps visualize the components of signal clearer, as shown in Figure 4. The first layer's surface, repetition of the first layer bottom, and corrosion in the fastener site are on the far-side of the first layer, and the rivet head could be identified clearly. With the center frequency of the UT probe at 13.3 MHz, the bandwidth is taken from 12.3 MHz (fa) to 14.3 MHz (fb). The spectrogram signals will be used as the input for the CNN model in the later section:



A sample of received-absolute signal in waterfall plot and spectrogram signal.
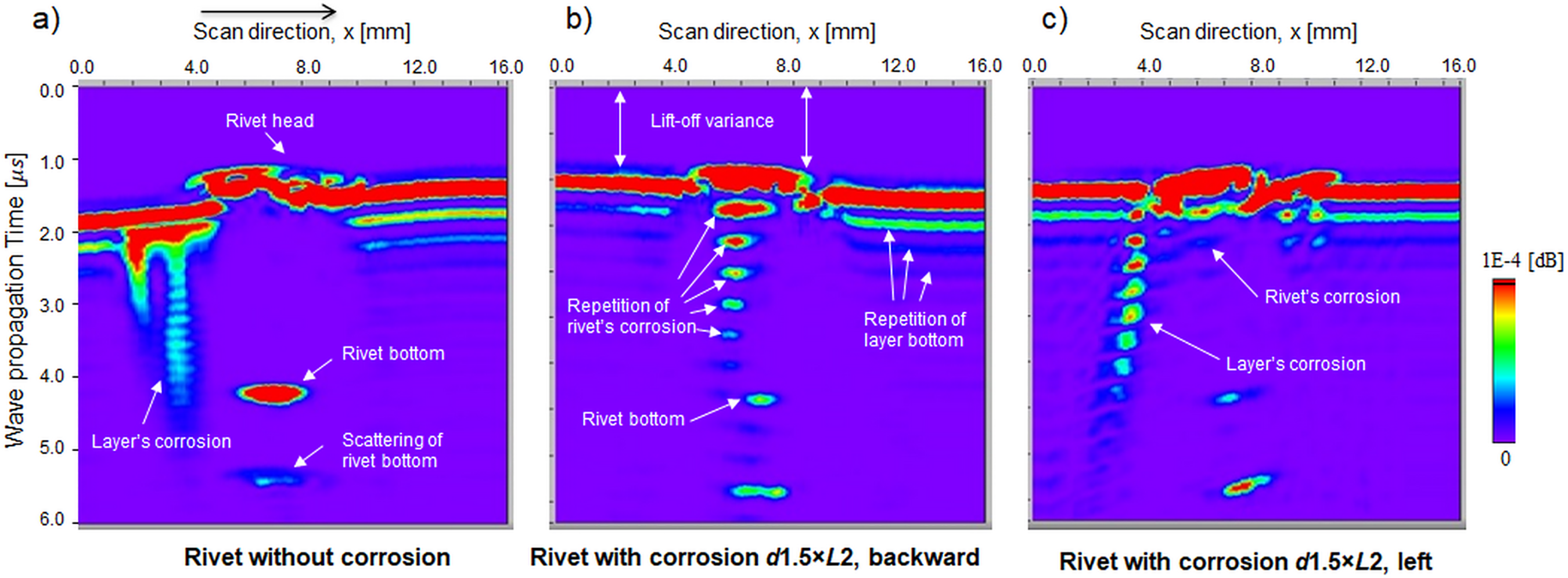
Figure 5 shows the spectrogram of the scan signal for a rivet with and without corrosion. The repetition of the rivet's corrosion signal could be observed under the rivet head clearly, as shown in Figure 5(b). And with the existence of the corrosion, the rivet's bottom signal decreases because the corrosion reflects a part of the ultrasonic wave. However, in the left-scan direction, the rivet's corrosion is harder to be observed because it has low intensity and is connected with the layer's corrosion. In addition, during the scan, the deformation of the water membrane produces the lift-off variance and the wave propagation direction variance (not 90° with the specimen surface), making the received signal more complicated. Therefore, we developed a CNN model for fast and efficient detection of the rivet's corrosion in various situations of the corrosion signals. It is noted that the layer's corrosion signal is not the detection target of this research because the signal is so clear to be observed by the necked eye and could be easily detected by a simple algorithm. The layer's corrosion is considered as the noise contribution to the rivet's corrosion because they are sometimes connected together.

A sample of the rivet with (a) and without (b, c) corrosion in the spectrogram plots.
There are 13 rivets with corrosion and 12 rivets without corrosion in the experiment. Each rivet was performed in four scan directions on five lines, as mentioned in the previous sections. 19 A window of 512 × 96 was 10 times randomly captured the UT spectrogram scan images to enrich the number of the dataset and to cover more situations of the UT signal, especially when there is a variant of the lift-off and the wave propagation angle during experiments. Totally, there are 5000 UT spectrogram images with and without rivet's corrosion. The later sections will investigate the effect of the number of training datasets on the prediction accuracy of the CNN model.
Convolutional neural network
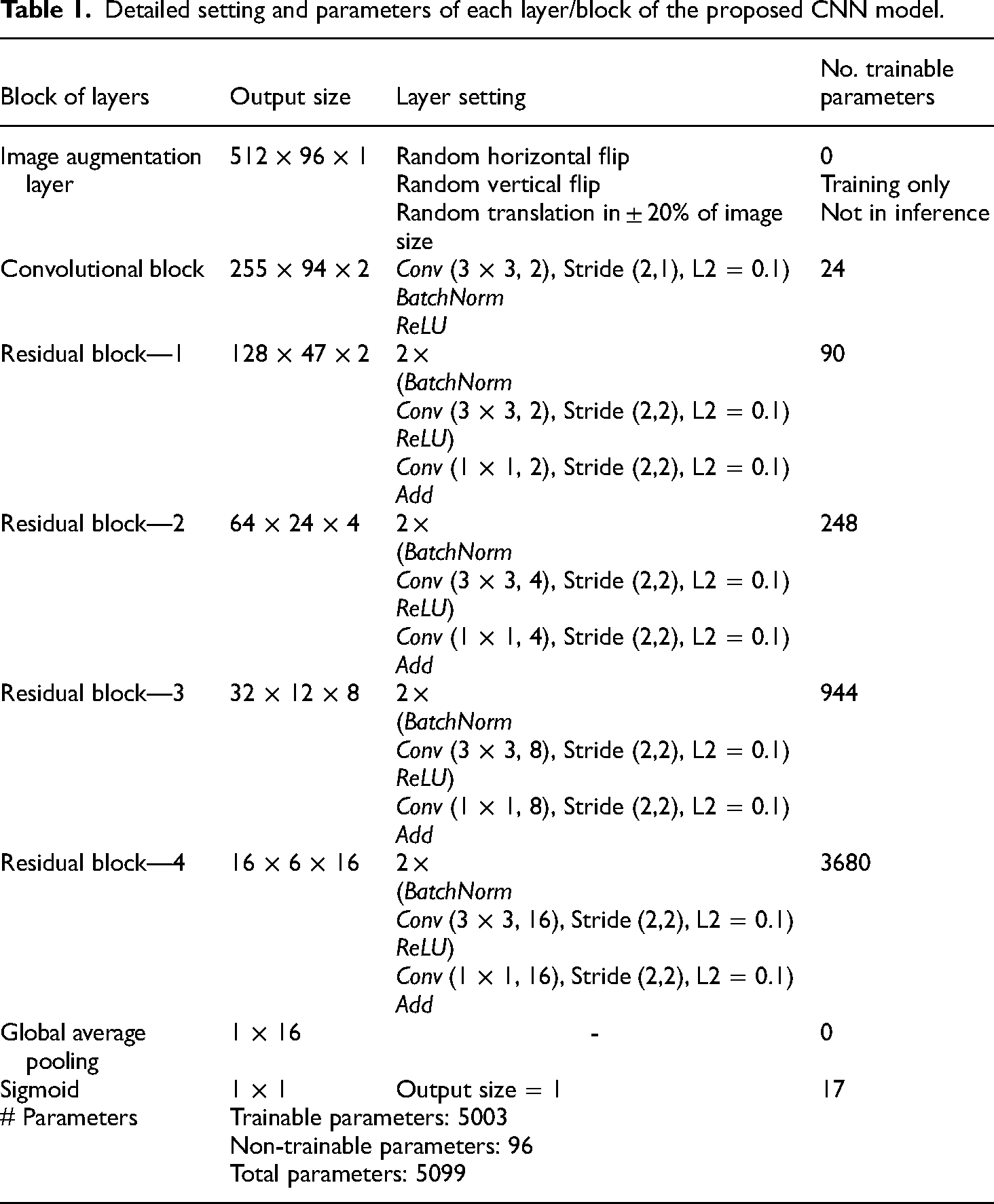
The structure of the CNN model is shown in Figure 6. The scan spectrogram ultrasonic image with the size of 512 × 96 is the input (X) to the model, and the binary output is the rivet with (1) or without (0) corrosion. The CNN model is a variant of the residual network structure, that has one convolutional block, four residual blocks, one global average pooling (GAP), and a sigmoid layer for classification. The convolutional block is used to first extract the local correlation of the spectrogram, reduce half spatial resolution in the scan direction but keep the data information by the double expansion of the output channels. It has a linear convolutional layer with the kernel size of 3 × 3, strides of (2,1), and the BatchNorm layer is used before the nonlinear ReLU activation. The output of the convolutional block is expressed in equation (3):

Convolutional neural network structure.
The output of

Detailed setting and parameters of each layer/block of the proposed CNN model.
Results and discussions
CNN model results
To train the CNN model, four rivets with corrosion and four rivets without corrosion corresponding to 32% of the total data were used; the other rivets (68%) were used for validating the model. We just deal with a few numbers of the data because this is generally a hard problem in the NDT field, where the data is scare and not easy to be collected. The training process follows a cross-validation approach, but the rivets are selected randomly five times. We used Adam optimizer with initial learning rate of 0.001 and reduced ten times if the validation loss does not decrease within five epochs. The convolutional parameters were initialized using He's strategy in which the truncated normal distribution center of 0 and standard deviation of
Summary of the training hyperparameters and datasets.

Figure 7 shows the training loss and accuracy of training and validation dataset, and confusion matrix of the CNN model with the validation dataset. It seems that the model is warming up in the first few epochs. So, the model is not generalized to the validation dataset that the loss function is high, and the accuracy is so low. After that, the accuracy improves as the epoch increases to around 40, the model gets stable after that. The accuracy of the rivet with and without corrosion is 93.82% and 97.78%, respectively, thus the average accuracy is 95.68%. The rivets without corrosion are easier to detect because their signal patterns are not much different than in the case of rivets with corrosion which have different corrosion sizes. Figure 8 shows the t-SNE of the last layer, where the features are the output of the GAP layer. The features are represented by two first t-SNE components with different perplexities from 10 to 110. As the perplexity increases, the data points of each class are more condensed and separatable. And the result shows that the CNN model is efficient in extracting features of the ultrasonic spectrogram image.

Training loss, accuracy of training and validation dataset, and confusion matrix of the CNN model with validation dataset (32% of total data).
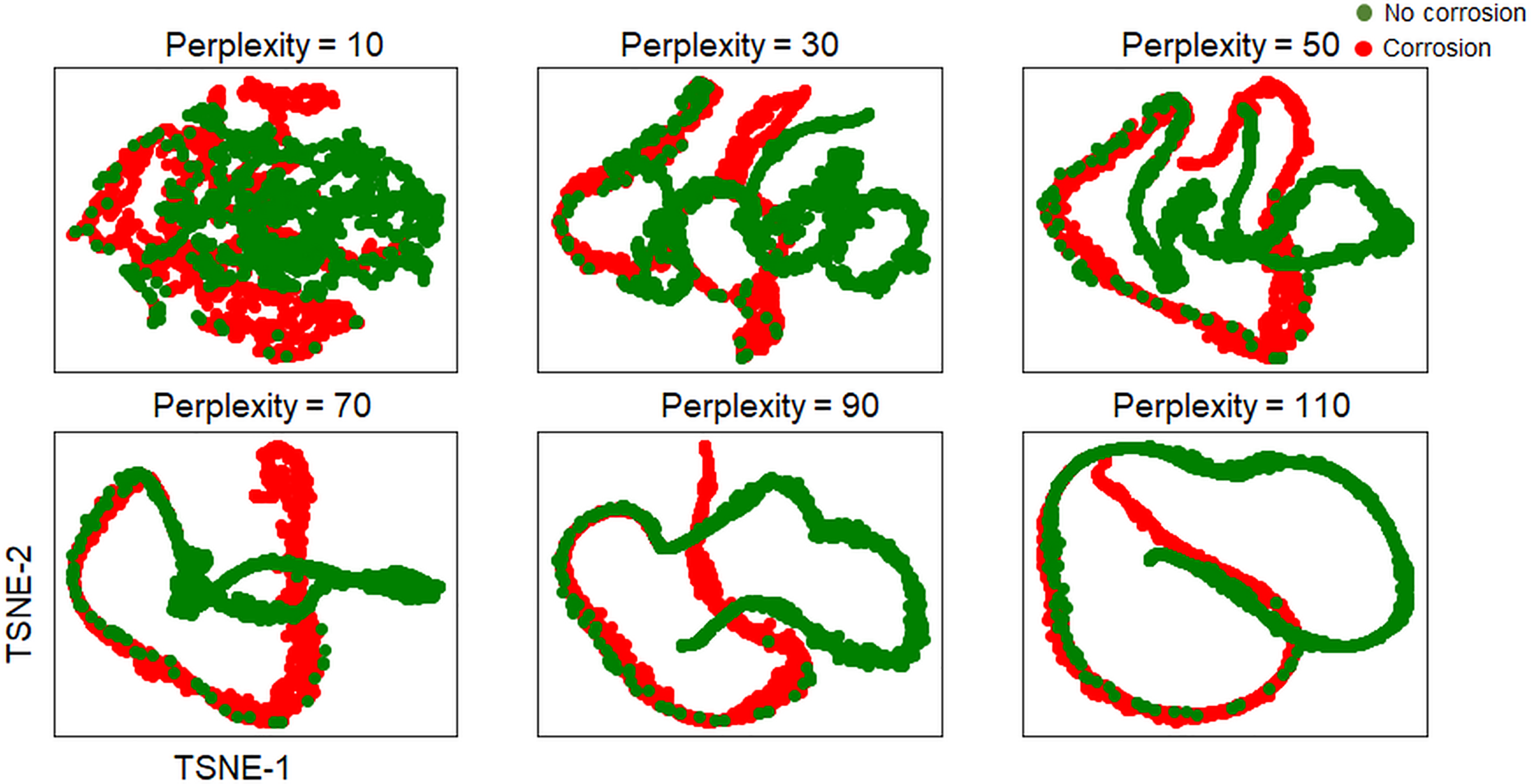
t-SNE distribution of the last layer (global average pooling) of the validation dataset.
Figure 9 shows some samples of the saliency map produced by the CNN model with Grad-CAM++ method. 32 The high intensity of the overlayed images in the rivet with corrosion indicates the importance of the pixels that contribute to the prediction results. Those areas include the head of the rivet and the corrosion area. But the pixels of the saliency map of the rivet without corrosion are equal and small, which does not emphasize any area of the spectrogram image. This is different from the observation of the peak detection method in the previous study, 19 in which only the corrosion area (rivet body) was analyzed. The CNN model provided high prediction accuracy; however, there are few cases in which the model gave wrong prediction results. The right side of Figure 9 shows the wrong detection of the corrosion with the Grad-CAM++. When the rivet has a true label of no-corrosion and the predicted label of corrosion, the Grad-CAM++ only focuses on the rivet's head, rivet's bottom, and multilayers but not on the rivet's body area. And when the rivet has a true label of corrosion and the predicted label of no-corrosion, the model could not find any data (e.g. in the rivet's body area) to give the right decision.

Saliency maps produced by the CNN model with grad-CAM++ method.
Effect of the number of training data
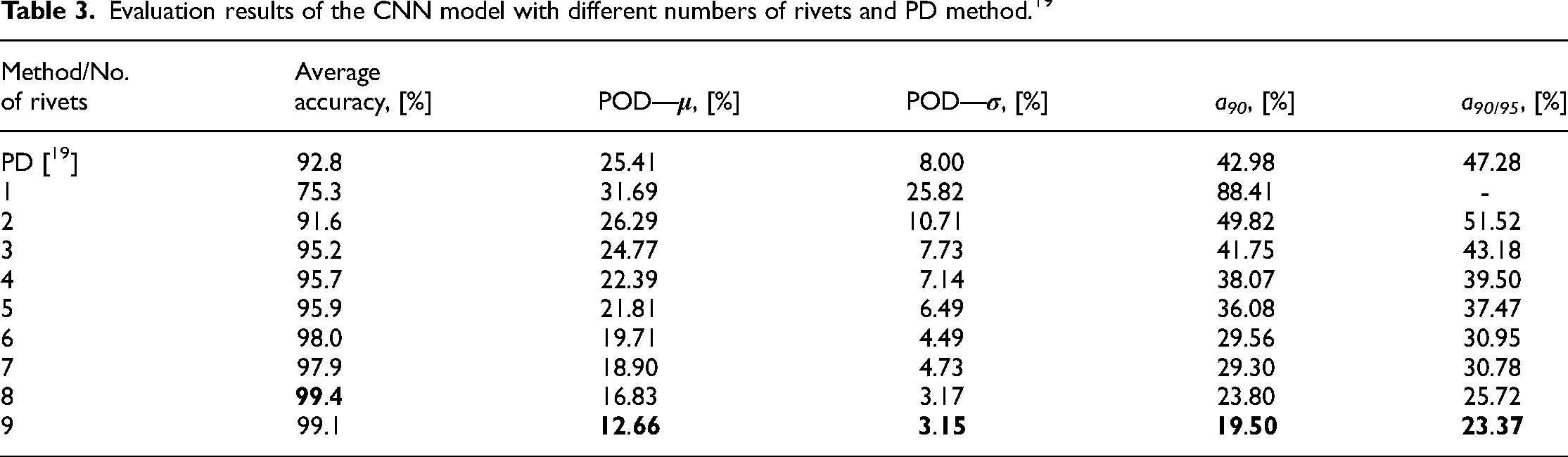
To evaluate the effect of the number of the training dataset on the performance of the CNN model, the numbers of rivets with and without corrosion were selected from 1 to 9, corresponding to 8%–72% of the total dataset (the number of rivets with and without corrosion is same). The result in Figure 10 shows the increase in accuracy as the number of rivets increases. The average accuracy passes the peak-detection (PD) method 19 (92.8%), with only three rivets having corrosion in the training dataset (95.2%). The accuracy increased and saturated at around 99%, with 8 and 9 rivets having corrosion. Similarly, the receiver operating curve is also better as the number of rivets in the training dataset increases, as shown in Figure 11.

Prediction accuracy of the validation dataset versus the number of rivets in the training dataset.
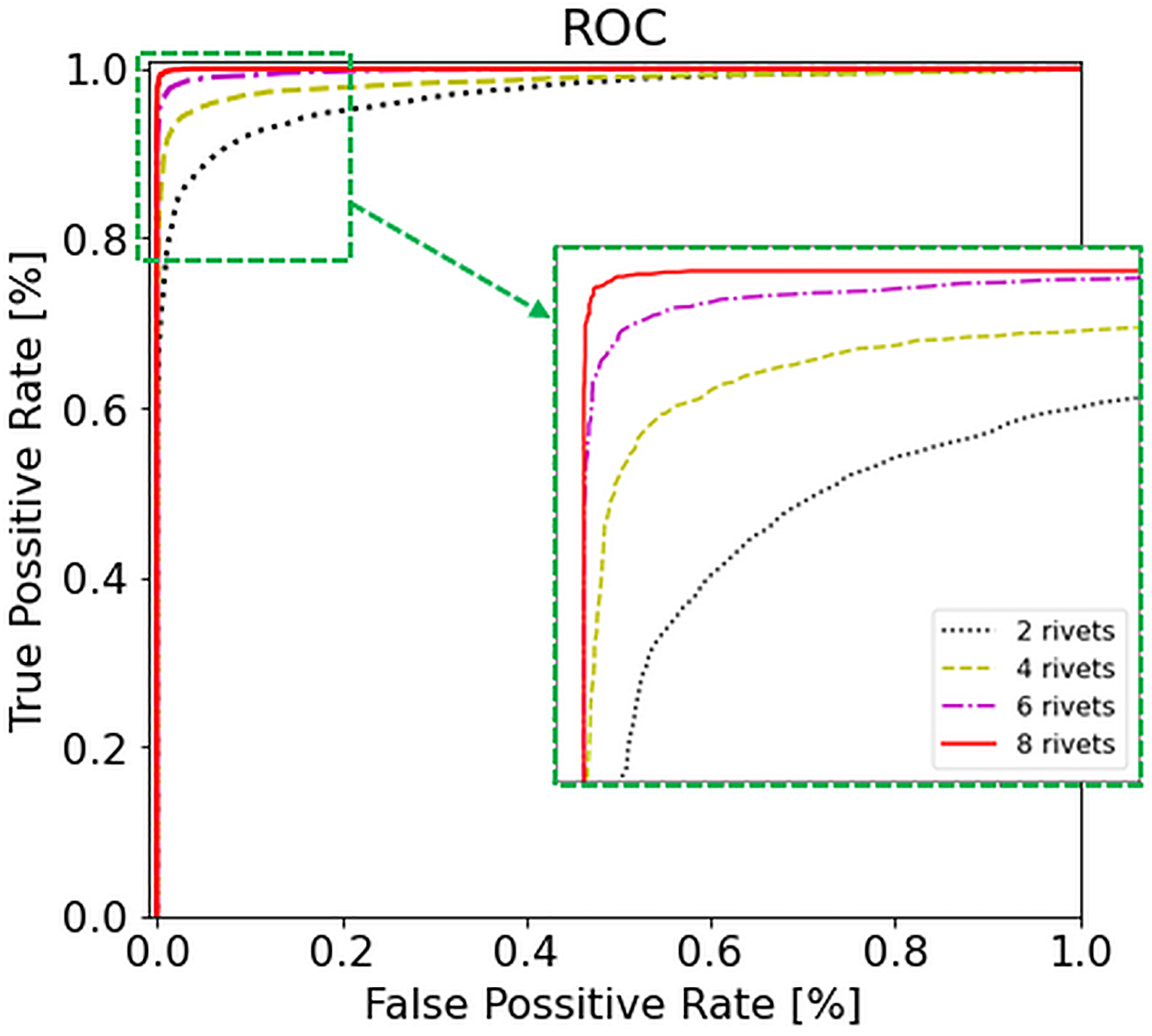
Receiver operating curves (ROC) with different numbers of rivets in the training dataset.
Figure 12 shows the POD of the CNN model with a different number of rivets in the training dataset and compares it with the PD method.
19
The hit/miss data obtained from the prediction results were used with the logit model of the POD. The parameters of the POD curves, which are mean (

Probability of detection (POD) produced by the CNN model with different number of rivets (2, 4, 6, and 8) in the training dataset and the result from the peak-detection method. 19
Evaluation results of the CNN model with different numbers of rivets and PD method. 19
Running on an edge device
To investigate the performance of the CNN model on edge devices, we implemented the model in the NVIDIA Jetson Nano development board. The device is a small, powerful, and energy efficient (∼5 W) embedded computer. Jetson Nano has a GPU that helps the device inference run in parallel for fast prediction. 34 The CNN model was built and trained using the TensorFlow framework. With a total of 5099 parameters, the original model size in TensorFlow is 1.32 MB, which is not the optimized size. We then converted the TensorFlow model to Open Neural Network Exchange Format (ONX), a format representing any machine learning and deep learning model from various frameworks such as PyTorch, TensorFlow, Keras, SAS, and MATLAB. Then, the model was further converted to optimized TensorRT (TRT) format for running efficiently on the Jetson Nano board. We fully converted the model to 32 and 16 floating format for the parameters and intermidiate activation. The Multiply-Add Operations (MACs) and Floating-Point Operations Per Second are 2.13 million and 4.26 million, respectively. The throughput and latency is about 604 fps and 1.65 ms. The model size was significantly reduced to 351 KB ( × 3.76) and 157 KB ( × 8.4) for the float32 and float16 formats. And the Peak-Memory when running the model (only) is 19 MB and 15 MB for float32 and float16 format, respectively. In addition, the accuracy of the model was slightly higher than the original TensorFlow model by about 0.21%. The detailed information is listed in Table 4. It is noted that the accuracy sometimes could slightly decrease or increase due to the data type conversion process. Besides, the UT probe has a pulse repetition frequency of 100 Hz, which takes 10 ms for an ultrasonic wave acquisition. Thus, the CNN model could be running in real-time on the Jetson Nano and delivers real-time results for corrosion detection.
Specification of the proposed CNN model running on Jetson Nano device.

Conclusions
This paper proposed an NDT method for the inspection of pitting corrosion in rivets of multilayer structures. A UT-integrated membrane probe was used for scanning the surface of the rivets. A CNN model was developed and implemented on an edge device (Jetson Nano) for processing the ultrasonic signal and real-time detection of the corrosion. The CNN model was designed to be lightweight, low memory usage, and fast inference time that could improve the POD and real-time corrosion detection. The CNN model also requires very few rivet samples for training. We demonstrated the proposed system with artificial pitting corrosion having different depths and lengths on the rivets of an aircraft structure. The result shows that the CNN model could detect corrosion with a surface area of 23.37% of the rivet body cross-section with a 90% POD and 95% confidence intervals. The corrosion size was half of the previous research (47.28%). 19 Furthermore, even with only three corrosive rivets for training, the model could provide (43.18% surface area) similar performance with the previous research. The POD of the CNN model improves as the number of training rivets increases. In addition, the model has only 5099 parameters, 2.13M of MACs, and the latency of 1.65 ms when running on the Jetson Nano, which allows the real-time model prediction of the corrosion.
In the future, we will improve the accuracy of the models by implementing more recent advanced techniques such as inception concept and transformer modules while keeping the model lightweight and fast inferences. In addition, we will investigate the possibility of running the model on microcontrollers which are much less expensive and have lower power consumption than the GPU-based edge device.
Footnotes
Acknowledgments
This research is funded by Vietnam National Foundation for Science and Technology Development (NAFOSTED) under grant number 103.02-2019.342.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the by Vietnam National Foundation for Science and Technology Development, (grant number 103.02-2019.342).