
Abstract
Rotary forging was conducted for TA2 titanium samples with initial forming temperatures ranging from room temperature to 923 K. The microstructure of the samples was examined by using electron back-scattered diffraction and X-ray diffraction. The results indicate that rotary forging remarkably enhanced the formability of TA2 titanium and took a notable grain refinement effect over the whole temperature range. The theoretical calculation results indicate that enough working heat was generated during the early deformation stage to raise the temperature of the sample to above the dynamic recrystallization temperature. The deformation of titanium during rotary forging can be roughly divided into two stages as dislocation slip stage and the dynamic recrystallization stage.
Introduction
Rotary forging is a special technology for the plastic working of a wide variety of mechanical components such as disks, rings, flanges, and gears.1−3 It has many advantages over the conventional technologies, such as requiring lower load, being shockless and noiseless, and affording better working conditions.4,5 A lot of studies on the rotary forging process have been carried out, such as the mechanism of material flow,6,7 the influence of key process parameters on cold rotary forging,8,9 and mushroom shape formation mechanism of the workpiece during rotary forging. 10 Although, a lot of research work has been done, the deformation mechanism is reported to be very complex and has not been fully understood.11,12 The microstructure of cold rotary forged workpiece has an important influence on their performance. The studies on the effect of rotary forging on the microstructure of workpiece mainly include steel,13,14 nickel, 15 Aluminum, 16 and other common metals. Titanium and its alloys are widely used as components in aircraft, chemical, and medical industries because of their high strength-to-weight ratio, good corrosion resistance, and excellent strength at high temperatures. 17 However, the poor deformability, high resilience, and low plasticity of the materials have greatly limited their applications.18,19 The effect of rotary forging on the microstructure of titanium has been rarely reported. Consequently, the aim of this study is to investigate the impact of rotary forging on the microstructural and texture evolution of titanium to advance their practical applications.
Experimental procedure
Commercial pure titanium (TA2) cylinders (chemical mass composition: 0.1% C, 0.3% Fe, 0.01% H, 0.02% N, 0.2% O, and balance Ti) measuring 30 mm in diameter and 40 mm in length were cut from annealed extruded rods by machining. The original average grain size of the samples was about 40 μm. The samples were annealed at 523, 623, 723, 823, and 923 K, respectively, for 30 min, then immediately moved to the rotary forging machine to be compressed along the axial direction (AD), and finally quenched in cold water. The loading rate of the rotary forging machine was 8 mm s−1. The upper die rotated at a speed of 200 rad min−1 around the axis and tilted for an angle of 3° from the machine axis. For comparison, a group of equivalent experiments of uniaxial forging was also conducted. All samples were compressed up to the maximum load (i.e. 200 tons). The deformed samples were examined using X-ray diffraction (XRD) and electron back-scattered diffraction (EBSD). All the testing locations were selected at the midpoint of the cross-section of the samples. The EBSD measurements were conducted using a Noval 400 NanoSEM scanning electron microscope (SEM) under 20 kV, with a working distance of 20 mm and a tilt angle of 70°. The XRD analysis was conducted using a Rigaku D/MAX-2500 V diffractometer with Cu Kα radiation λ = 1.5406 Å operated at 40 kV.
Results and discussion
As shown in Figure 1, the total true strain of both uniaxial forging and rotary forging samples increased with the initial forming temperature. However, the value of the total true strain of the rotary forging samples was much larger than that of the uniaxial forging samples. At room temperature, 298 K, the uniaxial forging sample fractured at very low deformation with a total true strain of 68.3%, whereas the rotary forging sample fractured at much larger deformation with the total true strain reaching 195.0%. When the initial forming temperature rose above room temperature, the total true strain of both the rotary forging and uniaxial forging samples increased with the initial forming temperature. However, for each initial forming temperature the total true strain of rotary forging samples was much larger than that of the uniaxial forging samples. For example, with the further increase in initial forming temperature to 523, 623, 723, 823, and 923 K, the total true strain of the rotary forging samples increased to 197.1%, 202.3%, 207.5%, 212.0%, and 215.7%, respectively, remarkably larger than those of the uniaxial forging samples (123.8%, 136.6, 144.7%, 150.7%, and 155.4%, respectively). The results suggest that rotary forging remarkably enhanced the formability of TA2 titanium over the whole initial forming temperature range. However, the increased amount in formability of room temperature samples was much larger than that of higher temperature samples. The forming mechanism of titanium, in this case, has not been reported elsewhere.

Total true strains of the uniaxial forging (UF) and rotary forging (RF) samples deformed at different temperature.
The results show that the rotary forging had better formability than uniaxial forging. However, for the rotary forging the effect of initial forming temperature on formability seemed not remarkable. In other words, rotary forging could also achieve good formability at low temperatures. In this study, the microstructure of room temperature and 923 K samples were chosen to be compared to analyze the reason why the formability of rotary forging samples was excellent at room temperature. As shown in Figure 2, the room temperature and 923 K samples were characterized by EBSD. TA2 titanium contains only hexagonal phase (α). As seen from Figures 2(a) and (b), the grains in both of the 298 and 923 K samples were greatly refined, suggesting that complete dynamic recrystallization (DRX) occurred. 20

Inverse pole figure maps of the 298 K (a) and 923 K (b) samples and corresponding Euler maps of the 298 K (c) and 923 K (d) samples.
To compare the microstructure of the two samples, grain size distribution diagrams were exported, as shown in Figure 3. For the room temperature and 923 K samples, the peak value of grain size frequency appeared at 0.25 and 0.75 μm, respectively, and the average grain size was approximately 0.63 and 0.68 μm, respectively. However as seen from Figures 2(c) and (d), the grain distribution orientation was relatively random, which is a typical grain type of DRX.

Grain size distribution diagrams of the 298 K (a) and 923 K (b) samples.
For titanium and its alloys, the DRX temperature is approximately 823–923 K. 21 In the present study, the initial deforming temperature was far below this temperature range. However, the results suggest that DRX occurred for both samples. The reason for this anomalous phenomenon may be the effect of working heat.22,23 Because the thermal conductivity of titanium is relatively low, in the case of a high strain rate, the working heat cannot be lost to the environment in time, but increase the temperature of the samples itself. The working heat produced by material deformation during the forming process heated the samples and made the temperature rise above the DRX temperature. To verify this inference, here the internal temperature of the sample is calculated theoretically. The relationship between the increased temperature ΔT and the reduction amount Δl can be expressed as follows:

where Q is the heat generated during rotary forging processing (theoretically equal to the work done by environment W), m the mass of sample, the average specific heat capacity,
m 127.5 g, σ = 300 MPa,
The result implies that the room temperature sample can be heated to a temperature above the DRX temperature by working heat. In other words, to make this happen, without considering other factors, the only requirement is that the initial deformation of the sample breaks through a threshold value. The local continuous forming of rotary forging can make the samples recover under the action of repeated stress, thus avoiding the premature dislocation accumulation and crack propagation, which makes the deformation break through the above threshold value.
To examine the internal stress distribution of the samples, the EBSD maps of the grain types were exported. As shown in Figure 4, the color blue, yellow, and red represented recrystallized, substructured, and deformed grains, respectively. As shown, in both samples the fraction of substructured grains was the lowest and the fraction of deformed grains was the highest. The room temperature and 923 K samples contained 4.6% and 3% substructured grains, respectively, and contained 80.6% and 85.5% deformed grains, respectively. Generally, the higher the forming temperature, the easier it is for the material to recover and the smaller the residual stress remains. However, in the present study, the difference was not obvious. This indicates that the final deformation state of the samples caused by working heat was very close. Although the high-temperature sample also produced working heat, the working heat generated was greatly lessened due to its high-temperature softening. On the other hand, for the high-temperature sample, the heat dissipation was also greater. Therefore, the final deformation temperature of the high-temperature sample was only slightly higher than that of the low-temperature sample.
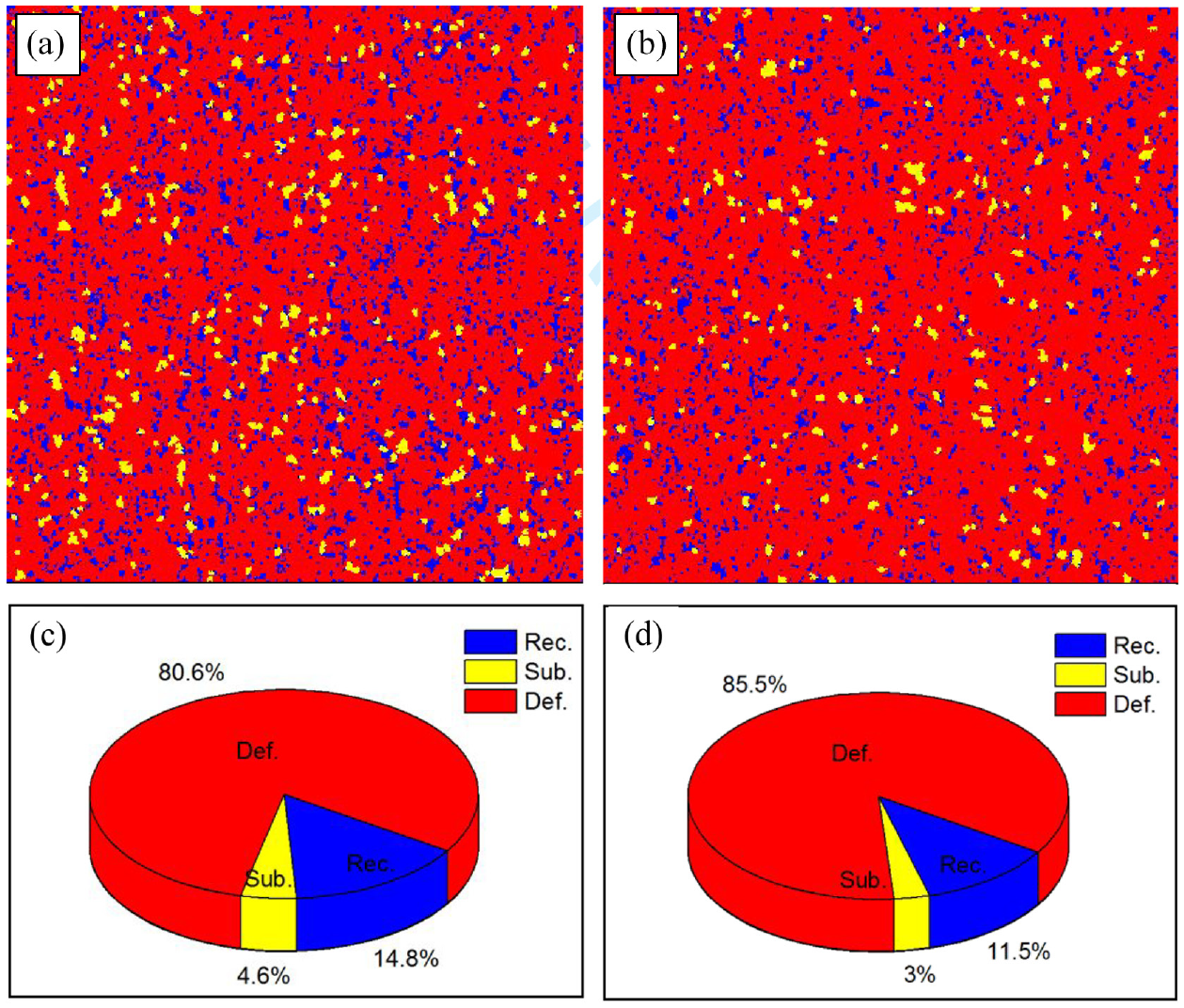
EBSD maps showing the recrystallized, substructured, and deformed regions of the 298 K (a) and 923 K (b) samples and corresponding sector diagrams of grain type, (c) and (d), respectively.
The grain boundaries maps were also obtained. As shown in Figure 5, the red and green curves represent the high-angle grain boundaries (HAGBs, greater than 10°) and low-angle grain boundaries (LAGBs, less than 10°), respectively. Figures 5(b) and (d) show the corresponding graphs of the misorientation angle distribution. As shown, LAGBs appeared in both samples. Since the LAGB generally evolved from dislocations, the deformation in rotary forging was considered to be partly dominated by dislocation slip. Therefore, it can be said that in the final stage of rotary forging deformation was controlled by dislocation slip and DRX.

Grain boundary maps of the 298 K (a) and 923 K (c) samples and corresponding histograms of the misorientation angle distribution, (b) and (d), respectively.
Figure 6 displays the EBSD pole figures of the samples. As shown, both of the room temperature and 923 K samples exhibited a typical basal texture with the {0001} planes approximately parallel to the upper surface; the maximum texture intensity of the room temperature and 923 K samples was very close, reaching 8.28 and 7.89, respectively. The results suggest that the effect of the initial forming temperature on the texture type and texture intensity was not significant. It is worth noting that the basal plane was not completely parallel to the upper surface, but formed a small angle with it. This is mainly due to the existence of rotary forging angle, the samples were not subjected to simple compressive stress, but a composite stress composed of compressive stress and shear stress in rotary forging.
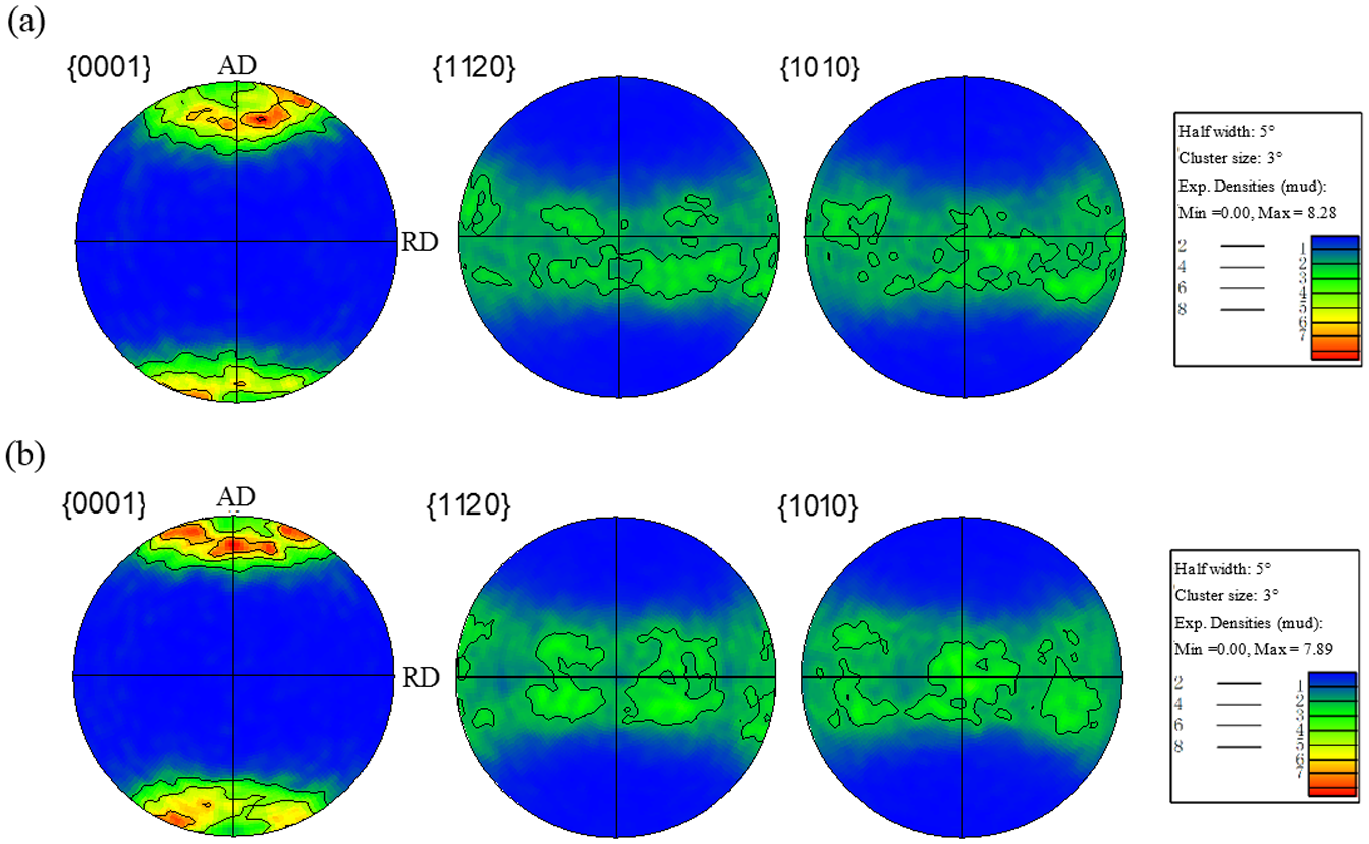
{0001}, {11
To investigate the macroscopic anisotropy of the samples, XRD measurements were taken from two normal surfaces: the cross-section and upper surface (Figure 7). As shown, all the patterns measured in the upper surface had the same two strongest diffraction peaks, sequenced as {0001} and {10
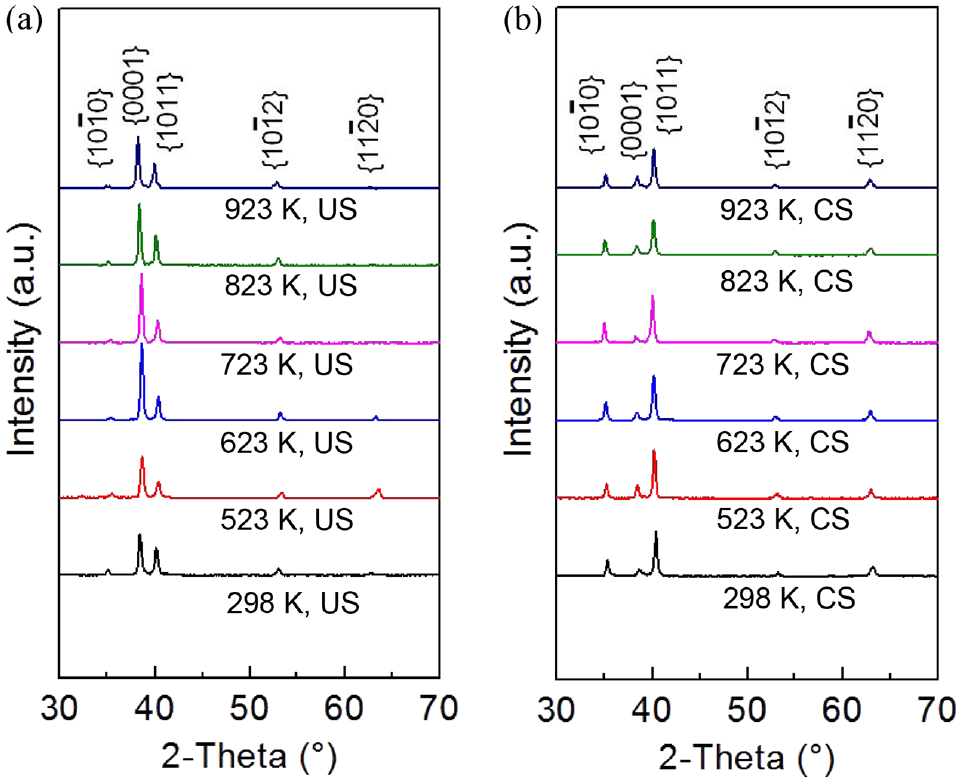
XRD patterns measured in both of the upper surfaces (US) (a) and thecross-sections (CS) (b) of the samples.
Conclusions
This work is focused on the effect of rotary forging on formability and microstructure TA2 titanium, as well as the deformation mechanism. The main conclusions are as follows. Enough working heat was generated during the rotary forging process to raise the temperature of the samples to above the DRX temperature. Due to the DRX, rotary forging remarkably enhanced the formability of TA2 titanium and had a notable grain refinement effect. For the room temperature sample, the deformation mechanism can be divided into two stages. In the first stage, the deformation was mainly controlled by dislocation slip and recovery, and in the second stage, the deformation was mainly controlled by dislocation slip and DRX. Due to the working heat generated in the process of rotary forging, the microstructure, texture, and formability of the samples deformed by rotary forging at room temperature are similar to those of the 923 K sample.
Footnotes
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the National Natural Science Foundation of China (Grant no. 51301215), Science and Technology Research Program of Chongqing Municipal Education Commission (KJQN201801314, KJQN201801312, and KJQN201801306), and Chongqing Science and Technology Commission Project (cstc2019jcyj-msxmX0601, cstc2018jcyj AX0472, and cstc2015jcyjA70014).
Data availability statement
The data used to support the findings of this study are available from the corresponding author upon request.