
Abstract
This paper presents the results of a research to remanufacture continuous yarn from recycled carbon fibres (rCFs) of 60-80 mm in length by employing viscose staple fibre yarn, E-glass fibre and virgin CFs in a friction spinning process, which is subsequently used to produce thermoset composites through vacuum infusion and hand lay-up techniques. It has been found that compared to the randomly aligned rCF mats, the rCF yarn enhances the fibre volume fraction and tensile strength by 30% and 118%, respectively. Using longer rCFs of 80 mm in length at higher spinning speed of 690rpm enhance composite tensile strength by 15%. These results demonstrate a viable and scaleup method of remanufacturing rCFs for structural composite applications with good performance.
Keywords
Introduction
Lightweight composite materials such as Carbon Fibre Reinforced Polymers (CFRPs) have gained immense popularity due to their superior mechanical properties.1–3 They are made from carbon fibres (CFs) reinforcing thermoplastic or thermoset polymers.4,5 The market size of CFRP is expected to increase from USD3.7 billion in 2020 to USD8.9 billion by 2031.6–9 With the increasing usage of CFRPs, the wastes generated from these composite materials are also rising rapidly, and the end-of-life disposal of the relevant products is becoming a great environmental concern.10,11 Furthermore, according to estimation, approximately 40% of the overall waste is generated in composite manufacturing processes.12,13
The high energy consumption and cost associated with the production of virgin CFs (183-286 MJ per kilogram 14 ) highlight the need for effective waste management strategies. The cost of recycling CFs from composite waste is significantly lower than that of producing virgin CFs (approximately USD5.0 per kilogram15,16). In addition, the recycling of CFs from CFRP waste can reduce the amount of waste sent to incineration or landfills, which have been prohibited in the developed countries.17–19 These considerations have led to extensive research efforts to develop effective and sustainable recycling and remanufacturing methods.
These conventional recycling methods can be generally classified into mechanical recycling,20,21 thermal recycling22,23 and electrochemical and chemical recycling.24,25 Mechanical recycling involves physically breaking down the composites and separating the matrix material from CFs.26–28 Thermal recycling uses heat to break down the matrix material and recover CFs29–32 while chemical recycling methods adopt chemical processes (in some cases in combination with electrical methods).33,34 All these recycling methods have major shortcomings. As a result, the recently developed electrically driven heterocatalytic decomposition (EHD) method has emerged as an energy-efficient and environmentally friendly approach.35,36 The tensile strength and surface quality of rCFs obtained via the EHD method are comparable to those of virgin CFs.36,37
As opposed to virgin CFs, which are continuous and oriented, regardless of the recycling method, rCFs are discontinuous and fluffy. 38 Therefore, when reusing rCFs in current technology, the rCFs are cut into short lengths (i.e. less than 25 mm) and used in the production of randomly aligned tapes and mats, or in more aligned configurations, depending on the processing techniques employed.39–41 However, regardless of the composite production technique, the short length of rCFs gives composites low mechanical properties due to low fibre weight fraction (less than 30%) and inadequate fibre alignment.42–44
A comprehensive literature review by the authors 45 have indicated that using semi-long/long rCFs (semi-long fibre refers to fibre lengths between 25 and 100 mm and long fibre refers to fibre lengths greater than 100 mm) have the potential to drastically improve the performance of composites made using rCFs.40,46 In fact, semi-long/long length rCFs are already used in the production of randomly aligned nonwoven mats or tapes.47,48 However, because of their discontinuities and fluffy nature, the mechanical properties of such composites are only slightly better than using short rCFs. 49 It is necessary to reprocess and remanufacture semi-long/long rCFs to achieve improvement fibre alignment and higher fibre volume fraction ratio.50,51
Despite some technologies being developed to remanufacture hybrid spun yarns with semi-long/long rCFs for different applications,52–57 there are still major difficulties in translating these approaches to manufacture high-performance thermoset composites. By employing yarn spinning technologies, various types of hybrid spun yarns from semi-long/long rCFs can be remanufactured, depending on the specific spinning techniques including wrap spinning,57,58 flyer spinning59,60 and friction spinning. Among them, friction spinning has demonstrated excellent performance in producing continuous and highly aligned hybrid spun yarns from various types of fibres.55,61
Friction spinning process has been primarily used for producing rCF-based hybrid spun yarns in the production of thermoplastic composites due to flexibility in processing, improved bonding between fibre and matrix and easier composite manufacturing processes such as compression moulding.55,61 Recent studies have expanded the application of this technology to thermoset composites.62–65 However, there is a lack of research on feasibility and systematic optimization of core selection or spinning parameters. For instance, a study by Abdqadir et al. 62 explored the limitation of spinning process limits concerning the core-to-sheath ratio of rCF based yarns with rCF content greater than 90% and the high rCF content is particularly noteworthy and they showed that the friction spinning yarns are well-suited for high-performance thermoset composite applications. Hasan et al. 66 demonstrated the feasibility of using friction-spun rCF yarns in thermoset matrix systems, expanding the potential applications for these recycled materials.
The use of friction spinning for rCF-based yarns in composites presents numerous benefits.62,64,67,68 This method significantly improves fibre alignment and distribution within the composite, leading to enhanced mechanical properties. 40 It also allows for better control over fibre content and yarn structure, ensuring consistent quality and performance. 40 Additionally, friction spinning facilitates a higher incorporation of rCF, promoting sustainability without compromising on the strength and durability of the final product.62,67
Apart from the types of the composites (thermoset or thermoplastic), material selection for core and sheath,69–71 fibre preparation,69–71 friction drum speed,72,73 blend ratio,74,75 fibre length,52,75,76 air suction pressure, 77 and core delivery speed78,79 are the key friction spinning parameters affecting the effectiveness and overall quality of the yarns. However, the existing systems were designed around virgin fibres or short rCFs, mainly applied in composites made of thermoplastics. Their applicability to accommodate semi-long/long rCFs in a hybrid yarn form remain uncertain. Furthermore, the previous procedures usually do not pay much attention to optimising the fibre length, core-sheath adjustment, and fibre opening - the factors that are crucial in ensuring high mechanical performance of thermoset composites.
In this work, a friction spinning system optimized to produce hybrid yarns with semi-long/long rCFs to develop thermoset composite is developed. Even though the experimental phase utilised manual carding and sliver preparation to preserve fibre integrity, the technique offers a proof of concept that can be applied to automated opening systems. The advantages of employing friction spinning have been rationalized by the capacity of the technology to align rCFs effectively, high fibre volume fraction, and the consistent yarn architecture, which is hard to attain with wrap or flyer spinning with these fibre lengths.
Therefore, the main objective of this study is to perform the systematic evaluation of the way that friction spinning could be utilized to remanufacture hybrid yarns using rCFs of medium and long lengths and their applications in thermoset composites. The hypothesis of the investigation is that through the optimisation of yarn structures, namely the linear density and type of core, the length of rCFs fibres and spinning conditions, it is feasible to enhance greatly fibre alignment, packing and tensile properties of the remanufactured hybrid yarns in thermoset composite.
Furthermore, the failure modes of the composites under tensile loading are also analysed. This paper reports the results of an experimental programme. The authors are also doing microstructural modelling and developing a computer model to capture the process that will be able to predict the variation of process parameters on the properties of the yarn. The results of developing the computer model will be presented in due course when it is complete.
Materials
The selection of core material is a vital consideration of the structure and mechanics of hybrid yarn (friction spun) and the associated composite. In this work, three different core materials varieties (viscose staple fibre yarn, E-glass fibre (GF), and virgin CF) have been chosen to systematically determine the influence of core type on yarn compactness, fibre alignment and the tensile behaviour of thermoset composites. The materials are selected to have a high range of mechanical properties, environmental impact, and cost; that is, viscose (biodegradability and cheapness), GF (moderate strength and cheapness), and CF (high performance) are used as a benchmark. To assess the impact of such core materials, friction-spun hybrid yarns were fabricated by use of a rCF sheath (60-80 mm in length) and each of three cores within different linear densities. With this comparative structure of three materials, a controlled evaluation of the impact various core types can have on yarn structure and composite reinforcement would be possible, conforming to the research goal that focuses on hybrid yarn optimisation to be used as sustainable high-performance composites.
Experimental programme
Material characterisation
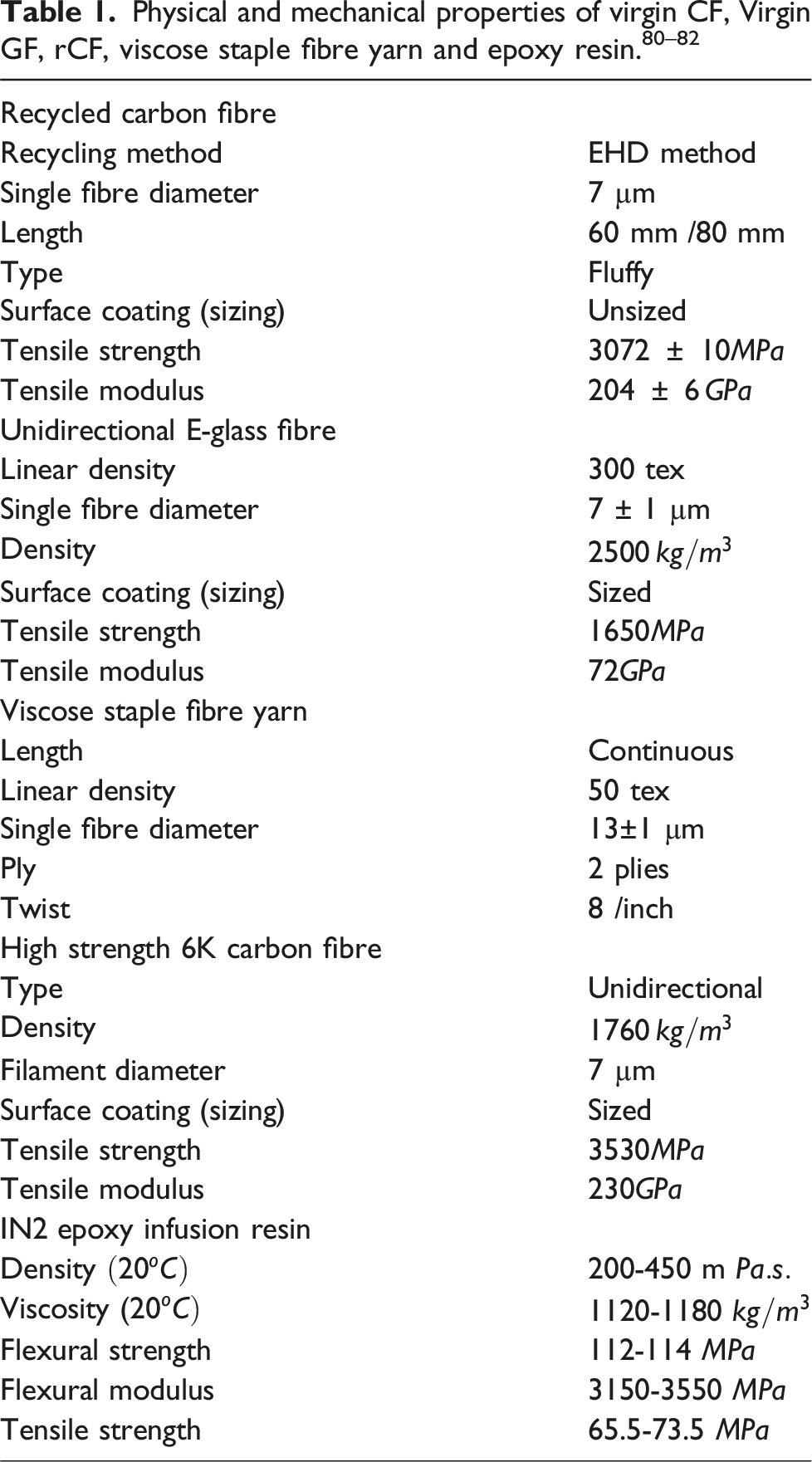
Tensile tests, according to the BS ISO 11,566:1996 standard, were carried out for the individual virgin CFs and rCFs. Figure 1 shows the typical stress-strain curves of the fibres, which all follow a pattern of linear elastic behaviour until fracture. Table 2 lists and compares the tensile strengths and modulus of the virgin CFs and rCFs, based on 20 specimens for each type of fibre. The lower strengths and stiffness of rCF are primarily attributed to the recycling process. Stress-strain curves of (a) Virgin CFs, (b) rCFs. Average tensile strength and modulus of elasticity and standard deviations of 20 specimens of virgin CF and rCF.
Surface morphology of virgin and recycled CFs
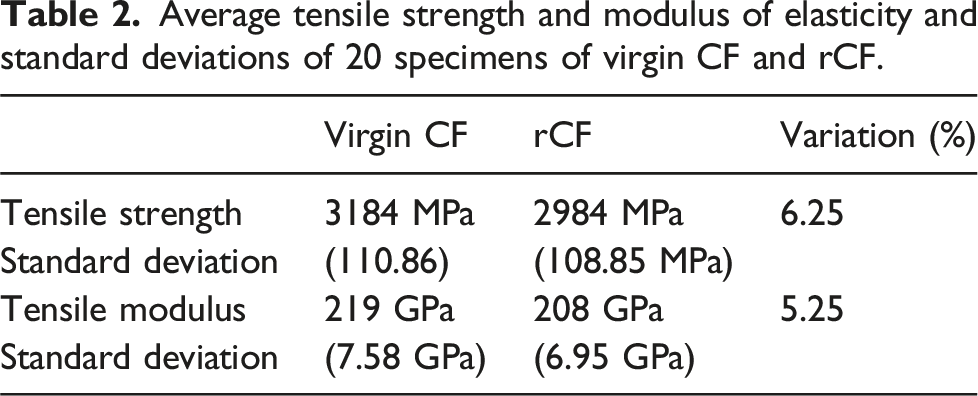
Scanning electron microscopy (SEM) analysis was used to investigate the surface morphology of virgin CFs and rCFs. The fibres were coated with a thin layer of gold and imaging was performed at an accelerating voltage of 10.0 kV and a working distance of 10 mm. Figure 2 shows a clear distinction between the surface characteristics of virgin CF and rCF: the surface of virgin CF is coated or sized, while the surface of rCF has no coating but only a small amount of resin residue (Figure 2(b)) as the recycling process cannot completely remove the resin. However, the diameter of the rCFs is like the virgin CFs. Surface morphology of CF using Scanning Electron Microscopy (SEM): (a) virgin CF, (b) rCF from waste composites.
Development of rCF hybrid spun yarns
This experiment was designed to investigate how the characterisation and performance of hybrid spun yarns are affected by the core materials. rCFs in fluffy form were opened manually and fed to the spinning machine (Figure 3(b)). The spinning process was carried out using a modified friction spinning machine (Figure 3(c)–(f)). The remanufacturing process includes the following main steps: (1) Removing any impurities or contaminants from the fibres. (2) Carding the fibres using hand carders (Figure 3(b)). (3) Spinning at a core delivery speed of 0.15 m/min and 0.24m/min. The friction drums were set at 450 rpm and 690 rpm. The feeding rate of rCFs during spinning process was kept consistent. Friction spinning machine, (a) Schematic illustration of friction spinning process, (b) Fluffy and opened rCFs, (c) overall view of the friction spinning machine, (d) fibre feeding system, (e) friction drum, (f) yarn delivery system, (g) developed hybrid spun yarn.
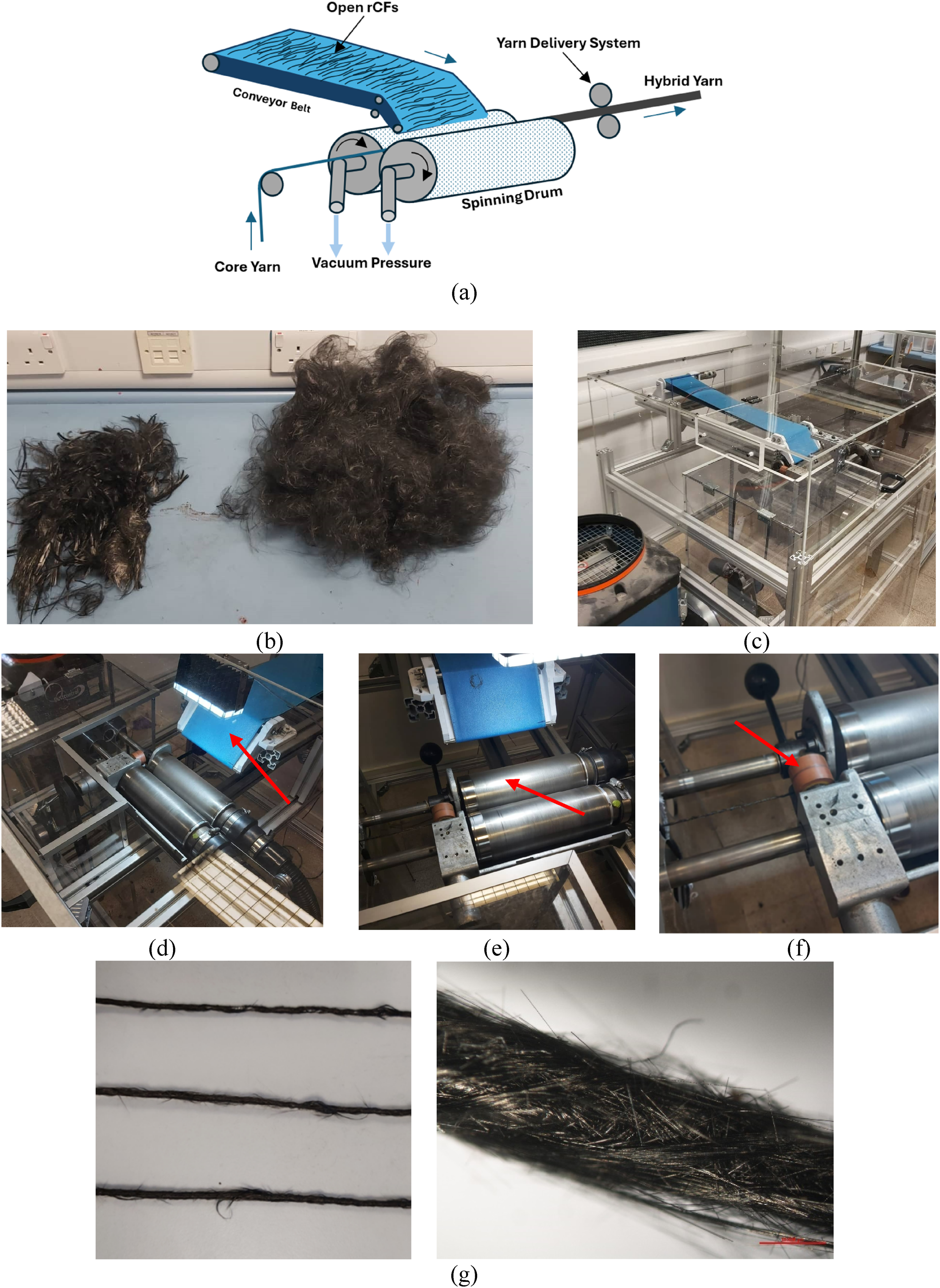
Depending on the drum speed and core delivery parameters, the experimental setup had two yarn production speeds of 0.15 m/min and 0.24 m/min. To ensure that the rCFs were not damaged, early-stage testing was conducted by manual carding to gently open the fibres to increase their bulk. This process is scalable to industrial automation by employing toothed roller carders or air-laid systems.
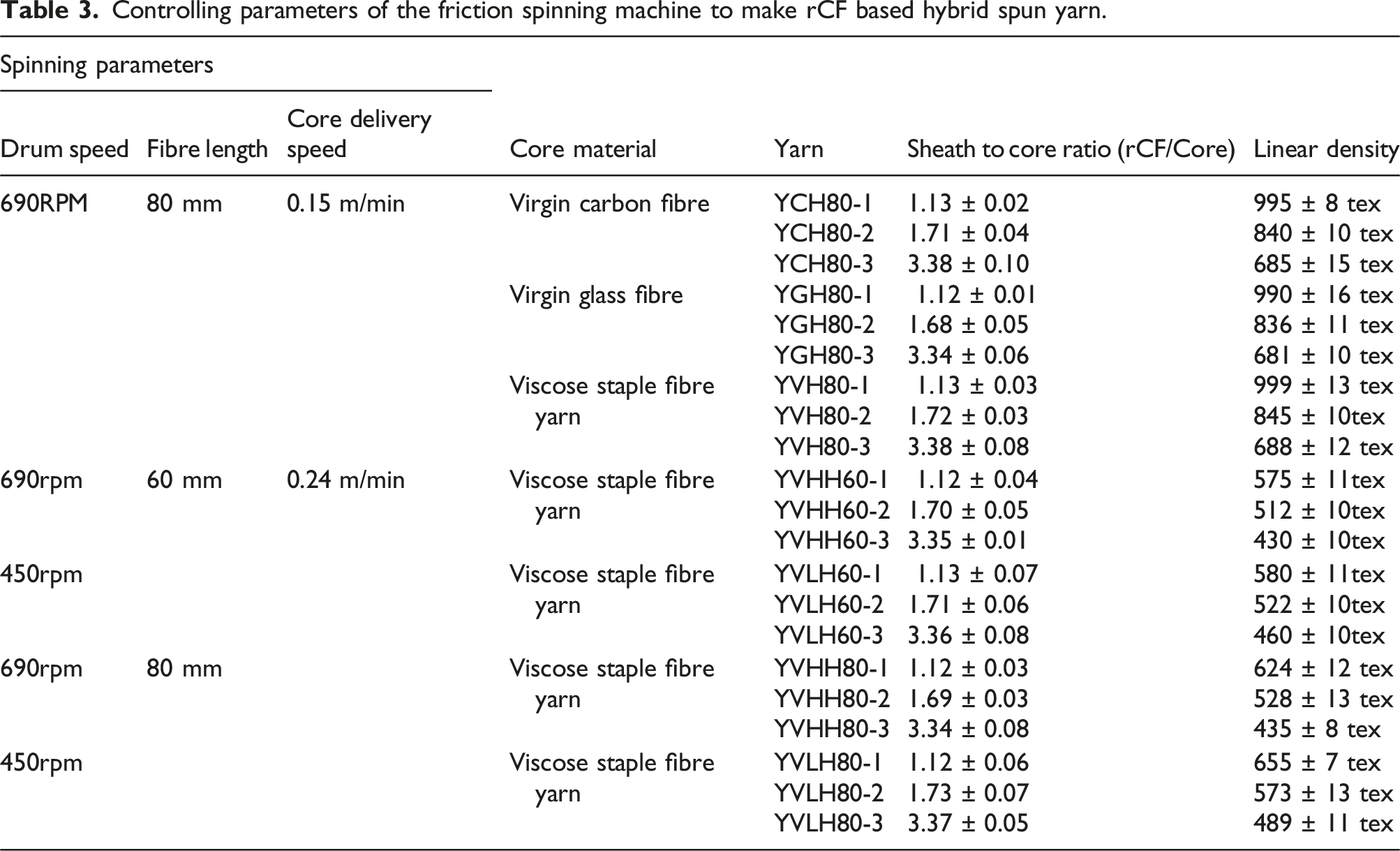
Controlling parameters of the friction spinning machine to make rCF based hybrid spun yarn.
Composite fabrication
An automated laboratory scale dry filament winding machine was designed and fabricated, as shown in Figure 4(a), to produce composites using the hybrid spun yarns and continuous unidirectional virgin CFs. The yarns were wound around an acrylic sheet which serves as a mandrel. To ensure uniform winding of the filaments/yarns, the machine was equipped with a precise tension control system. Continuous unidirectional virgin CF and hybrid spun yarns were wound around the rotating mandrel in a controlled manner (Figure 4(b) and (c)). Following the winding process, the filament-wound plates were removed from the machine and placed in an oven at a temperature of 50°C for 48 hours to ensure complete dryness. (a) Automated laboratory scale filament winding machine, (b) filament winding of yarn, (c) filament winding of unidirectional virgin CF.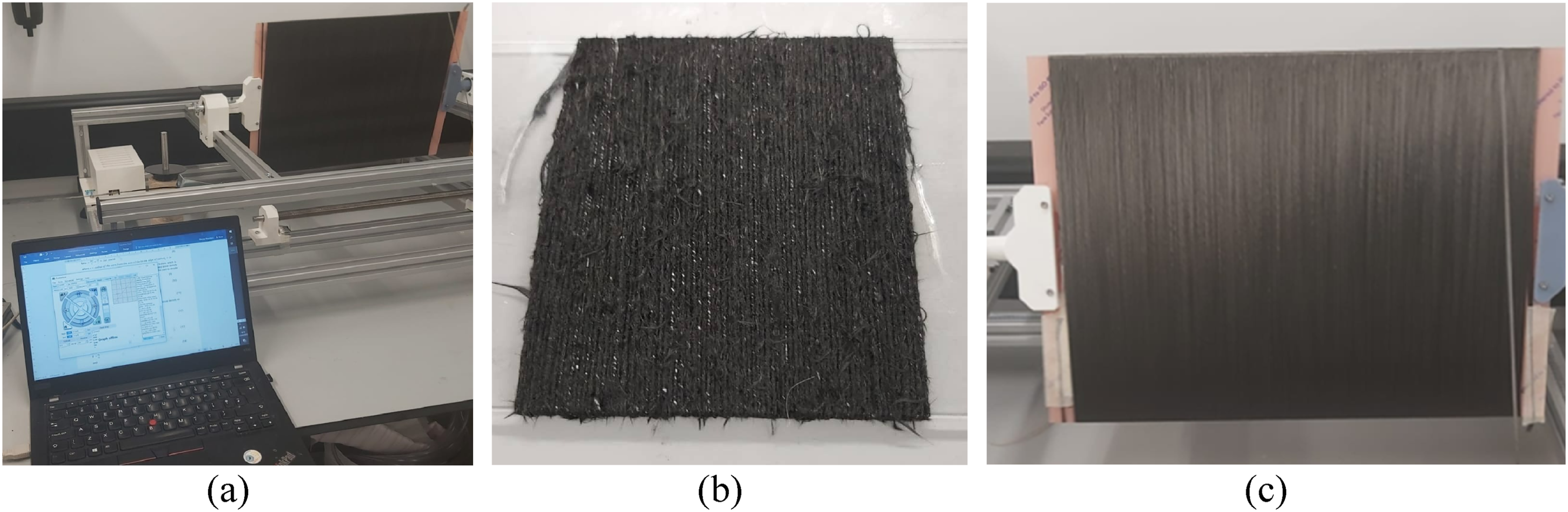
For comparison, composite plates using randomly aligned rCF mats were also produced using the papermaking method.
83
The semi-long/long rCFs were firstly collected and processed to remove any impurities or contaminants. The fibres were mixed with a small amount of polyvinyl alcohol as a binder material to enhance their cohesion. The mixture was then dispersed in water to form a slurry. The slurry was poured onto a screen and spread out evenly. As the water drained away, the fibres settled and formed a thin web. The layer was then pressed to remove any excess water and to enhance bonding between the fibres. These thin webs had an average thickness of 0.35 mm to form a randomly aligned mat with an overall thickness of 1.75 mm, five thin webs were layered, each layer of web was placed at a different angle (0o,45o, 90o, 110o and 135o) relative to one another (Figure 5). The resulting mat was then placed in an oven at a temperature of 60°C for 24 hours for drying and consequently for composite manufacturing. Production of randomly aligned rCF based mat using the papermaking method: (a) fluffy rCF from waste composite, (b) randomly aligned rCF based mat.
Vacuum assisted resin transfer moulding (VARTM) technique was used to fabricate all types of composite plates using IN2 epoxy infusion resin. In addition, open mould resin injection method (hand layup method) was used to fabricate dog-bone shape composite specimens made from unidirectional virgin CFs and hybrid spun yarns according to ASTM-D638 standard. To ensure full curing of composites before testing, they were placed in an oven at a temperature of 60°C for an additional 24 hours. Once the infusion process was completed, the composite plates were allowed to cure at room temperature for an initial curing period of 24 hours. After the initial curing period, the composite plates were carefully demoulded and then placed in an oven for post-curing at an elevated temperature of 60°C for 72 hours.
Results and discussions
Fibre volume fraction in composites
Upon full curing of the composites, a small quantity of composite specimens was sectioned for the purpose of measuring the CF weight and volume fraction ratio within the composites through a burnout process. During this step, the weights of the specimens were measured and recorded both before and after placing them in a furnace at a temperature of 600°C for a duration of 2 hours. Subsequently, the CF weight fraction ratios in the various composites were determined.
The CF volume/weight fractions of the composites.
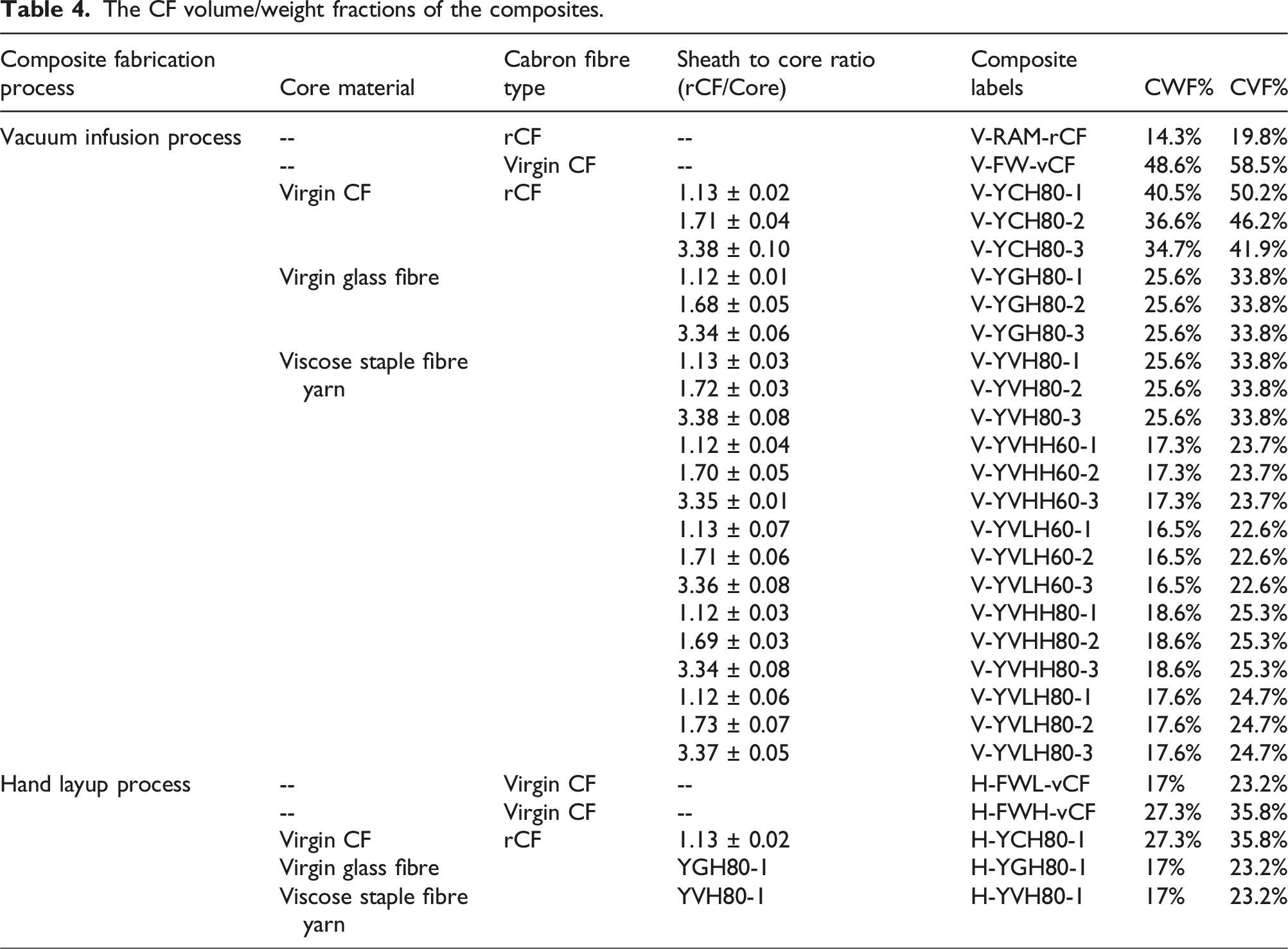
The higher CF volume fraction in composites fabricated through the vacuum infusion process compared to the hand layup process can be attributed to the differences in the manufacturing techniques. Vacuum infusion allows for more precise control of the resin impregnation process. During vacuum infusion, a vacuum is applied, which draws the resin through the fibres, ensuring better saturation and minimizing voids which leads to a higher density of CFs within the composite structure. On the other hand, in hand layup processes, achieving uniform resin impregnation is more challenging due to the manual application of resin and fibres which results in uneven resin distribution, leading to the presence of voids and a less dense CFs within the composite. Moreover, the consistent feeding rate of rCFs during the friction spinning process resulted in identical CF volume fraction for hybrid yarns manufactured using continuous virgin glass fibre and viscose staple fibre yarn cores.
The results in Table 4 indicate that composites made of rCFs, both randomly aligned mat and hybrid spun yarns, have much lower weight fraction ratios than that using virgin CFs. Further, the composite made from randomly aligned mat has even lower volume fraction than the hybrid spun yarns due to inefficient packing. Additionally, fibre volume fractions for E-glass fibre composites were also higher (33.8%) when fibres were aligned compared with being randomly oriented (19.8%). 84 These findings underscore the critical influence of manufacturing techniques and core material selection on the CF content within composite materials. Vacuum infusion offers superior control, resulting in composites with significantly higher CF volume fraction ratios, and proper selection of core materials, particularly the inclusion of unidirectional virgin CF, can further enhance the overall CF volume fraction in the hybrid spun yarn composites.
Mechanical characteristics of vacuum infused composites
To characterize the tensile strengths of the composites, rectangular specimens with dimension of 15 mm*150 mm were prepared by employing diamond cutting machine according to ASTM D3039. Tensile tests of specimens were carried out using universal Instron machine at a consistent displacement rate of 1.0 mm/min. After tensile testing, SEM analysis was carried out to characterize the composite failure mode.
Figure 6 shows tensile – strain curve of composite specimens made through vacuum infusion process subject to quasi-static tensile loading. It is found that only composites made from unidirectional virgin CF (as shown in Figure 6(a)-Virgin CF1,2,3) show ductile behaviour; all the other composites had brittle failure (Figure 6(b)–(i)). The results from repeated tests for each type of composite are rather consistent; their average values are derived and used for analysis. Tensile stress-strain curves of composite specimens made of (a) unidirectional virgin CF, (b) rCF based randomly aligned mat, (c) rCF based yarn with virgin CF core, (d) rCF based yarn with glass fibre core, (e-i) rCF based yarn with viscose staple fibre yarn cores.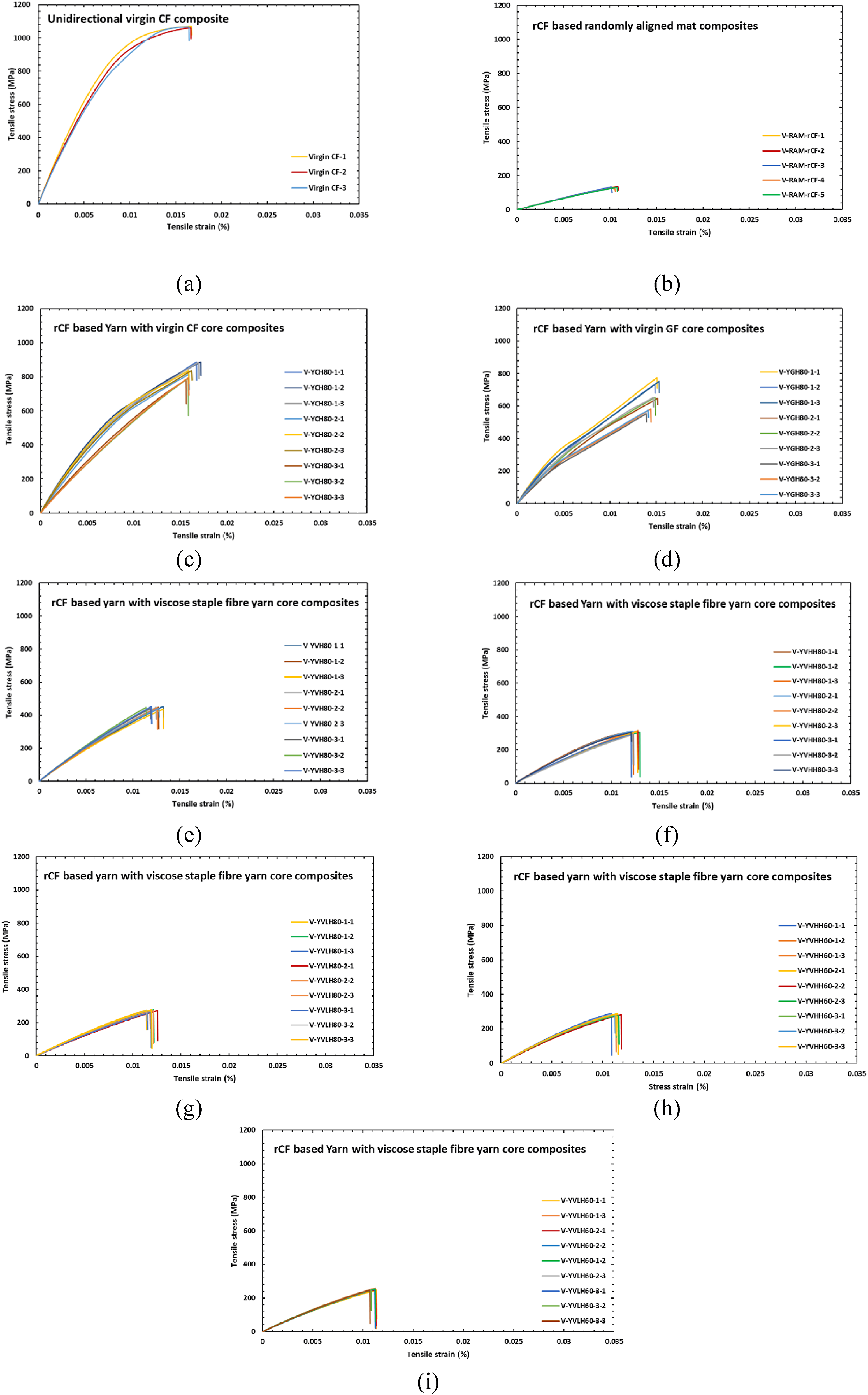
Comparison of tensile strengths of vacuum infused composites.
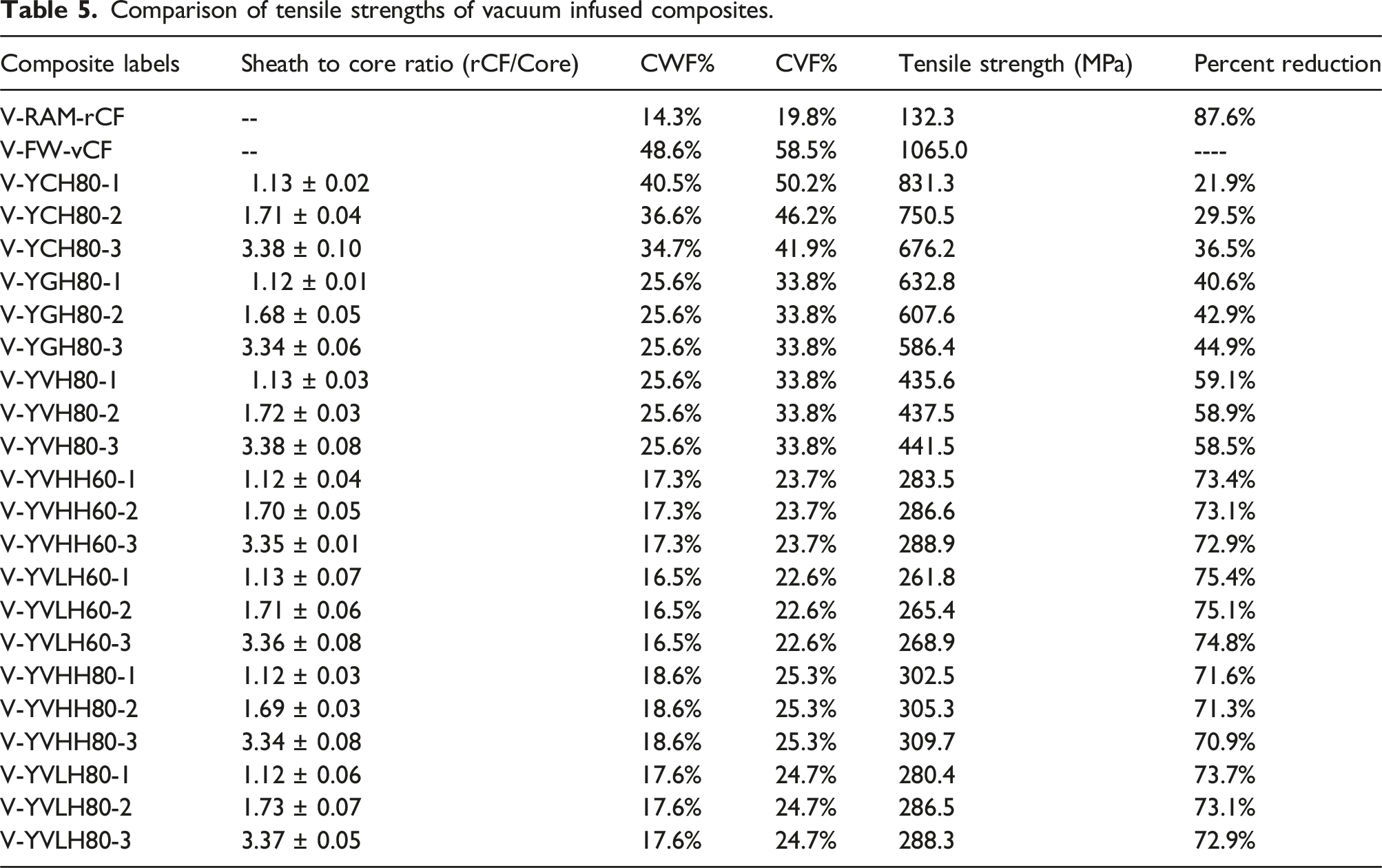
When comparing the tensile strength of yarn composites made from yarns with virgin CF cores (Figure 6(C) and Table 5- V-YCH80-1, V-YCH80-2, V-YCH80-3), it becomes evident that increasing the linear density of the yarn from 685tex to 995tex (Table 3), achieved by reducing the sheath-to-core ratio (from 3.38 to 1.13) or reducing core linear density (while maintaining a constant rCF feed rate), leads to a rise in the CF volume fraction ratio within the composites from 41.9% to 50.2% (Table 4). This increment directly impacts the tensile strength of the resulting composites.
The tensile strength of composites manufactured from yarn with a linear density of 995tex (V-YCH80-1) is 22.9% higher than that of composites made from yarn with a linear density of 685tex (V-YCH80-3). This implies that even though there is a 45.2% increase in the linear density of the yarn (from 685tex to 995tex), the enhancement in the tensile strength of the composite is only 22.9%.
While it was expected that the tensile strength of composites would increase significantly in yarns with a higher core density (here, continuous virgin CF), this enhancement did not materialize due to the presence of rCFs in yarns which acting as sheaths for the yarn. These rCFs are wrapped around the core at specific angles, as illustrated in Figure 7. In yarns, the twist angle of the sheath materials around the core material is directly influenced by the core material’s diameter and the friction spinning parameters. When the core material’s diameter is increased while keeping the spinning parameters constant, the twist angle also increases, leading to a reduction in effectiveness of sheath materials in bearing applied tensile loads. The authors are currently working on this model and morphological analysis of the hybrid yarn as well as the correlation between yarn strength and fibre volume fraction rather than linear density (tex), and results will be presented in due course after completion of the work. The twist angle of the sheath fibre around the core in hybrid spun yarn based on 12 readings along the yarn length, (a) YCH80-3, (b) YCH80-1.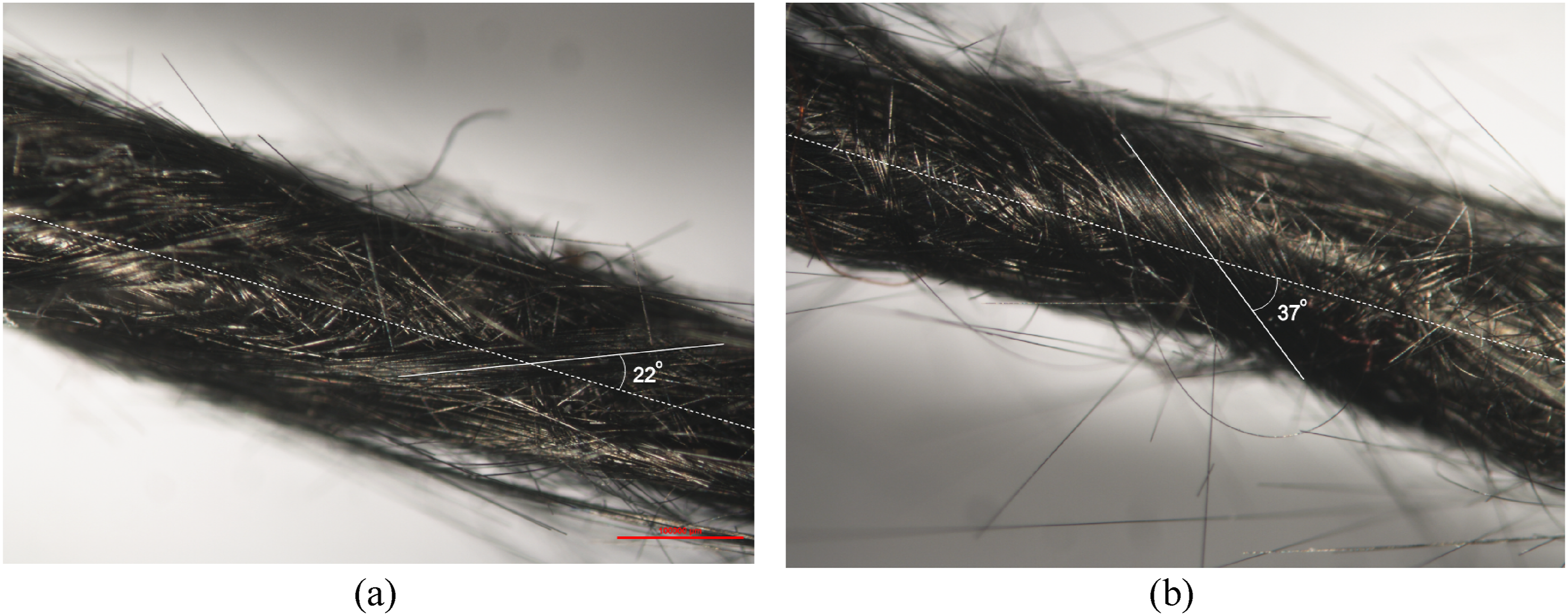
From Table 5, composites made from yarns with virgin glass fibre cores at three different linear densities (V-YGH80-1, V-YGH80-2 and V-YGH80-3) exhibit tensile strengths that are 24.0%, 18.3%, and 13.4% lower, respectively, compared to composites made from yarns with virgin CF cores (V-YCH80-1, V-YCH80-2 and V-YCH80-3). This discrepancy can be attributed to the significantly lower tensile strength of virgin glass fibres in comparison to both virgin and recycled CFs. Consequently, the contribution of virgin glass fibres to bearing applied tensile loads is smaller. Additionally, in composites made from continuous virgin glass fibre as the yarn core and semi-long length rCF as the sheath (V-YGH80-1, V-YGH80-2 and V-YGH80-3), increasing the yarn’s linear density by 45.2% through using core materials with higher linear densities results in a 7.9% increase in composite tensile strength (from 586.4 MPa to 638.2 MPa). However, maintaining a constant rCF feed rate and spinning parameters during the spinning process does not effectively improve the tensile strength of the composites. This lack of improvement can be attributed to the negative impact on the twisting angles of the rCFs in the sheath of the yarn, reducing the performance of rCFs in bearing the applied tensile load.
Additionally, the tensile strength of composites made from yarns with continuous viscose staple fibre yarn cores (V-YVH80-1, V-YVH80-2 and V-YVH80-3) are approximately 46.6% and 29.7% lower than the tensile strength of composites made from yarns with virgin CF (YCH80-1, V-YCH80-2 and V-YCH80-3) and virgin glass fibre cores (V-YGH80-1, V-YGH80-2 and V-YGH80-3), respectively. In composites made from yarns with continuous viscose staple fibre yarn cores (V-YVH80-1, V-YVH80-2 and V-YVH80-3), increasing the linear densities of yarns has a negative impact on the tensile strength of the composites. These decreases occur because viscose staple fibre yarns which serving as the cores of the yarns, bear very little applied load due to their very low tensile strengths in comparison to glass fibres and virgin CFs. Instead, their primary contributions are to enable the twisting of high-strength materials around them. Consequently, increasing the core’s diameter results in an increase in the twisting angle, which in turn reduces the mechanical performance of the composites. This reduction in tensile strength occurs across all cases due to the low load-bearing capacity of the viscose staple fibre yarn core.
Figure 8 provides a clear comparison between different types of composites. The tensile strength of composites made from randomly aligned semi-long length rCFs (V-RAM-rCF) is consistently lower than that of composites made from unidirectional virgin CFs (V-FW-vCF). For instance, composites made from rCF-based randomly aligned mats exhibit a tensile strength that is 87.6% lower than their counterparts made from unidirectional virgin CFs. This reduction is primarily attributed to the low CF volume fraction ratio and the lack of fibre alignment in the direction of applied tensile load. The alignment of semi-long length rCFs in the form of hybrid spun yarns significantly enhances the CF volume fraction ratio, resulting in composites with higher tensile strength. For example, composites made from hybrid spun yarns incorporating continuous glass fibre (V-YGH80) and viscose staple fibre (V-YVH80) yarns have tensile strengths approximately 2.36 and 3.6 times higher, respectively, than those made from randomly aligned mats. Additionally, composites made from hybrid spun yarns with virgin CF cores (V-YCH80) exhibit tensile strengths that are 21.9%, 29.9%, and 36.7% lower than the tensile strength of composites made from unidirectional virgin CF (V-FW-vCF). This highlights the significant influence of different fibre configurations on the overall mechanical properties of composites. Moreover, the results emphasize the crucial role played by core materials in yarn structures in determining the tensile strength of yarn-based composites. The incorporation of high-strength materials in these cores is vital for enhancing the overall performance of the composites. However, it is necessary to select the core materials by considering their linear densities, physical and mechanical properties. Tensile strength of vacuum infused composites.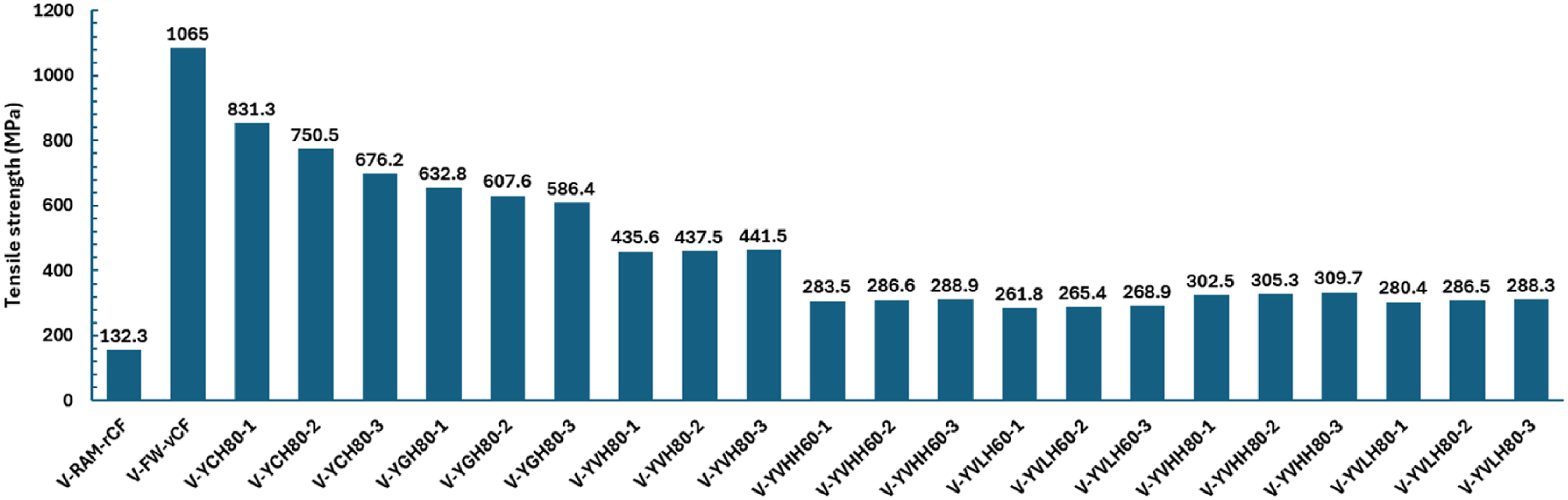
For the different composites made from yarns with viscose staple fibre yarn as core and semi-long and two different length rCFs as sheath of the yarn including 60 mm and 80 mm (V-YVHH80 and V-YVHH60), the results shown in Table 5 indicate that using the longer rCFs (80 mm) gives slightly higher strength than using the shorter ones (60 mm). But the difference is within 10%. Due to the slight difference in tensile performance of composites, it may be beneficial to use a mix or group of rCFs of various lengths in future composite material production. As a result of allowing mixture of fibre lengths, handling and reprocessing of rCFs are simplified. Fibre length of rCFs is variable, so the use of one specific length of rCFs in yarn production requires separate processes or equipment for each length, which can be complicated and costly. Additionally, increasing the drum rotation speed from 450 to 690 rpm also improved the tensile strengths. Although the improvement is moderate (about 7%), this is achieved without any drawback in the manufacturing process. This parameter should also be more carefully investigated for optimizing the manufacturing process.
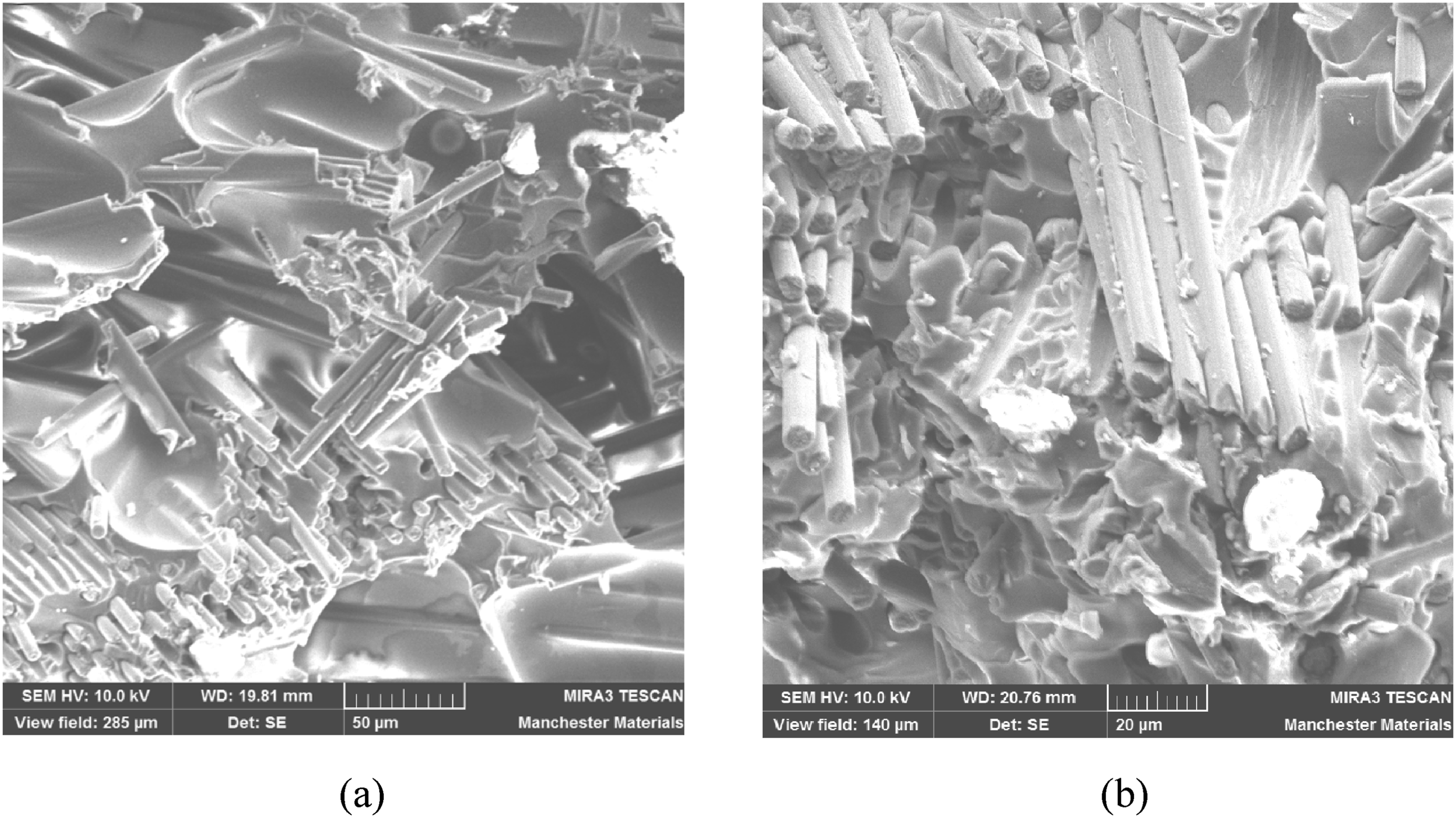
Figure 9 presents the failure modes observed in vacuum infused composites subjected to tension. The composites made of unidirectional virgin fibres failed due to fibre breakage rather than fibre debonding from epoxy resin. In contrast, the failure modes of composites made from rCF based yarns were characterized by fractures at the mid span and pull-out of CFs. A low fibre content can result in decreased ability to absorb energy, making the composite more susceptible to fracture due to brittleness. This issue can be addressed by optimization of material and yarn spinning parameters to produce more compact and highly aligned hybrid spun yarns. In addition, the fracture surfaces shown in Figure 10 indicate fibre pull-out after the fracture of matrix due to the weak interfacial bonding between the rCF and epoxy resin. The lack of surface coatings or sizing on rCFs is responsible for in the low interfacial bonding strength. This issue can be readily remedied by employing fibre surface treatment methods such as electrochemical or plasma treatment technologies. Comparison of failure modes of composites subject to tensile loading. SEM micrographs of composites made from: (a) randomly aligned rCF based mat, (b) rCF based hybrid spun yarns.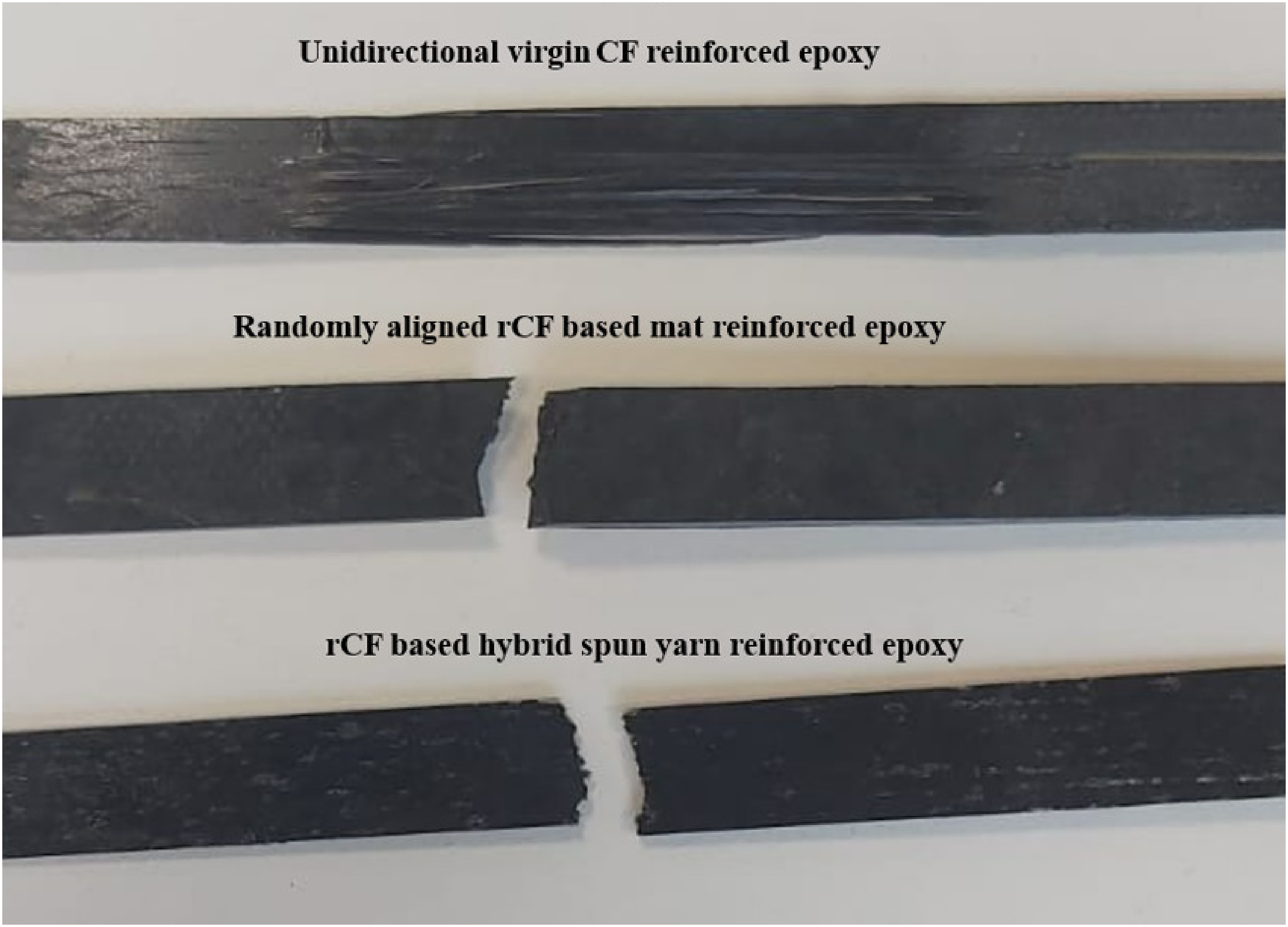
Mechanical characteristics of open mould injected (hand layup) composites
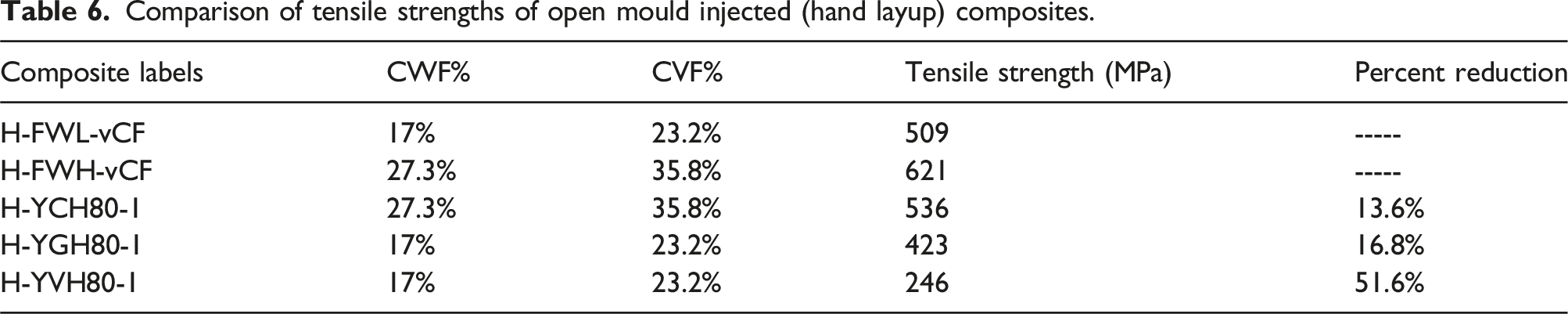
To study the effect of fabrication process on tensile strength of composites made from rCF based composites, doge-bone shape composite specimens made by using open mould resin injection method (hand layup method) were tested using universal Instron machine at a consistent displacement rate of 1.0 mm/min. Figure 11 presents the tensile – strain curve of composite specimens made through open mould resin injection method subject to tensile loading. Additionally, the tensile strengths of composites using open mould resin injection method are summarized in Table 6. Tensile stress- strain curve of composite specimens made through open mould resin injection method (hand layup method), (a) Virgin CF, (b) yarn with virgin CF core, (c) yarn with glass fibre core, (d) yarn with viscose staple fibre yarn core. Comparison of tensile strengths of open mould injected (hand layup) composites.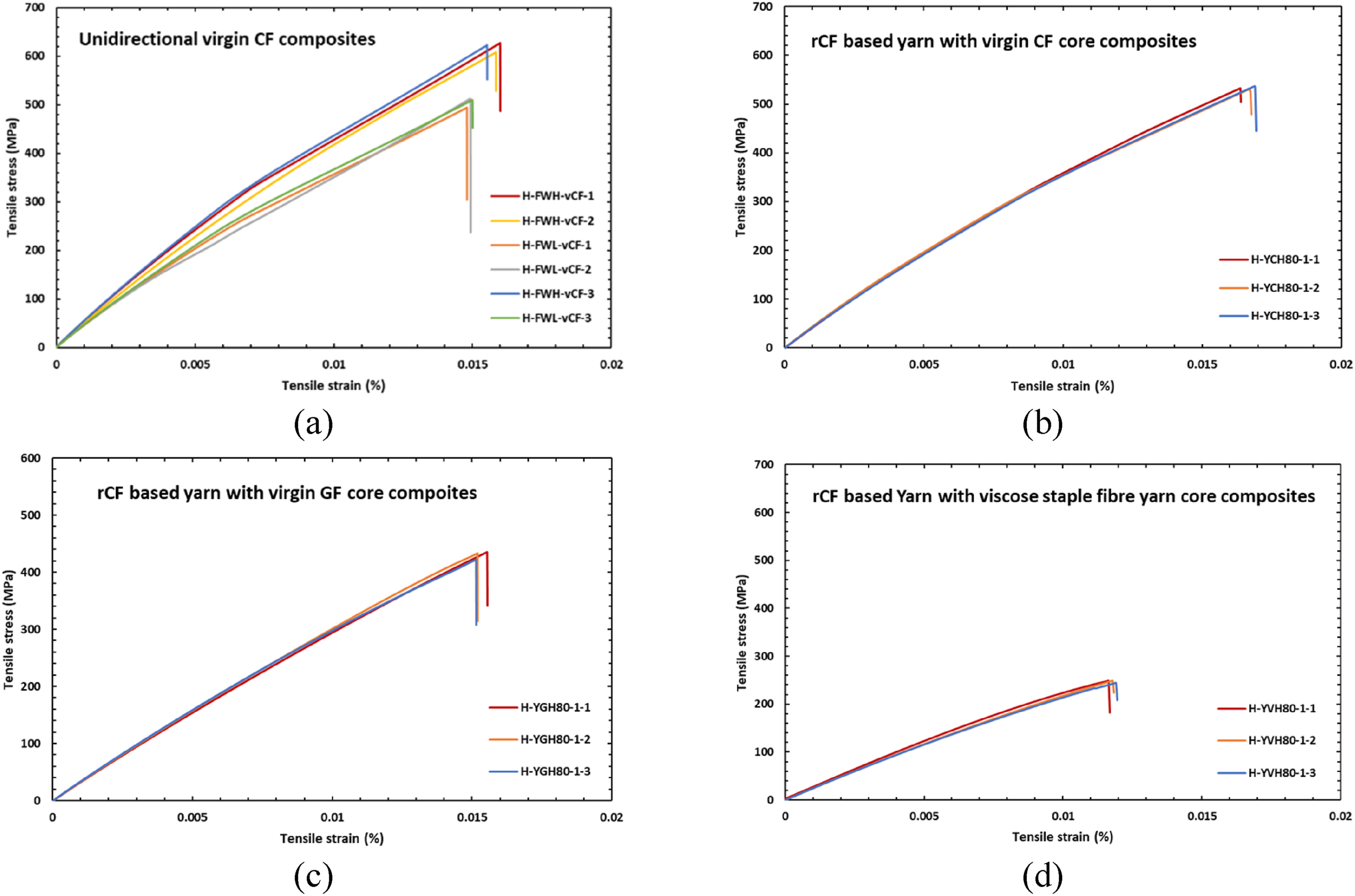
According to the observations from Figure 12, yarn-based composites manufactured through the open silicone mould injection method exhibit a distinctive failure mode: fibre pullout, rather than fibre breakage. This phenomenon can be attributed to the specific characteristics of the yarns produced using this method. The high density of the produced yarns, coupled with the tight twisting of the sheath material (in this case, rCFs) around the core materials, plays a pivotal role in this unique failure mechanism. During the open mould resin injection process, the yarn’s sheath acts as a protective barrier, preventing the penetration of resin into the yarn core. In composite materials, effective load transfer to the fibres occurs through the matrix. This lack of resin impairs the matrix’s ability to adequately support the fibres, leading to weakened interfacial bonding and subsequently, fibre pullout during mechanical loading. While, in composites made through vacuum infusion process, the applied vacuum pressure improves the wettability of yarns and consequently improve the tensile strength of yarn composites. Failure mode of open mould injected (hand layup) composites subject to tensile loading (a) composite made from yarn with glass fibre core, (b) composite made from yarn with virgin CF core.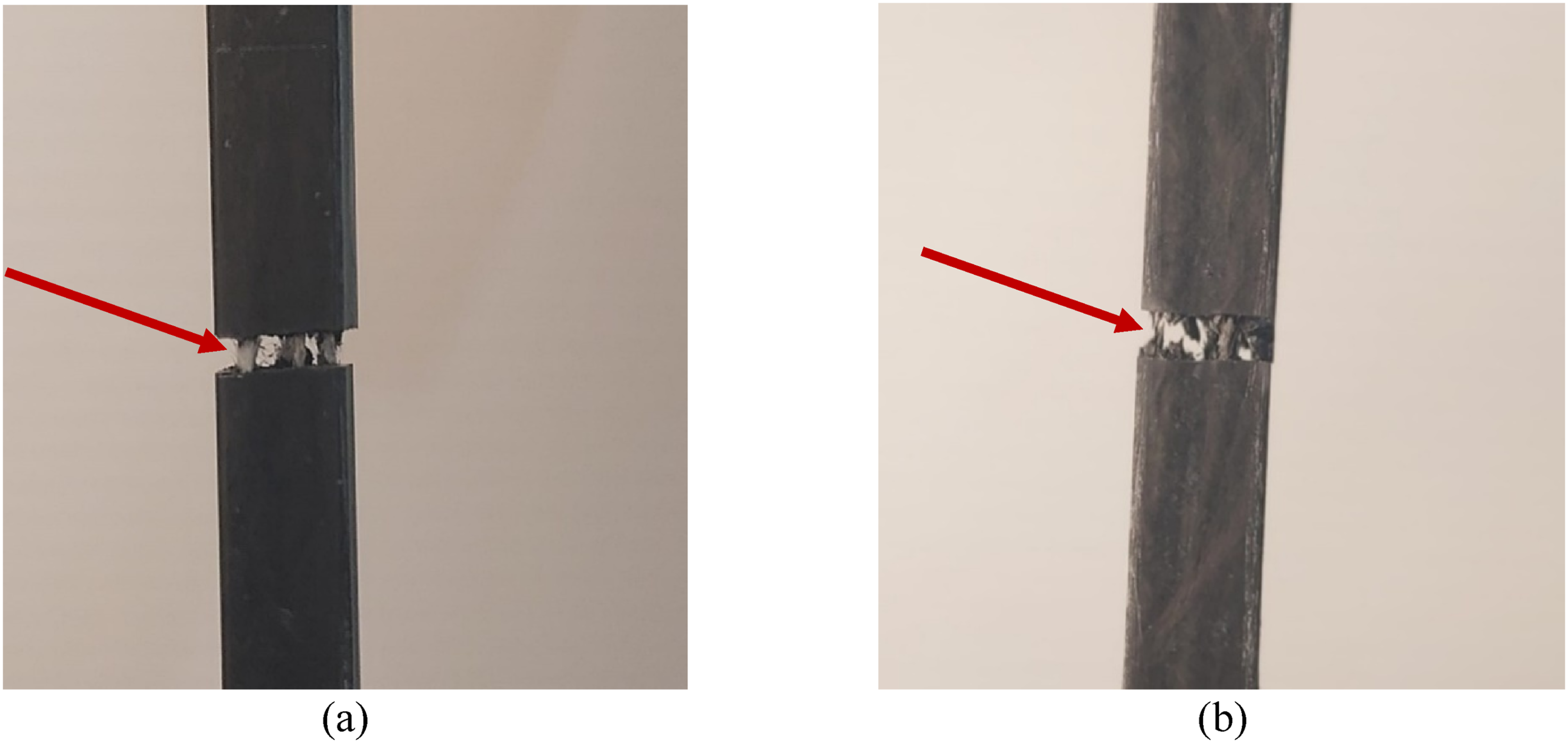
From literature, it is evident that the majority of rCF-based hybrid spun yarns are primarily developed to produce thermoplastic composites rather than thermoset composites. This preference is primarily rooted in the specific impregnation methods required to attain uniform and high-strength composite materials. Hybrid spun yarns developed for thermoplastic composites typically consist of a thermoplastic core material with a rCF sheath. This unique composition plays a crucial role in the manufacturing process, particularly in achieving comprehensive and effective impregnation of the fibres. In most instances, thermoplastic composite manufacturing processes, such as hot compression methods, involve the application of heat to melt the yarn’s core. This melting process extends from the core to the outer layer of the yarn, ensuring that the CFs within the yarn become adequately wet from the inside to the outside. This method, known as “inside-out” wetting, is vital for guaranteeing that the fibres are fully saturated with the matrix material during the manufacturing process. This, in turn, results in the production of high-performance thermoplastic composites without the necessity for accelerators such as vacuum pressure. In contrast, using vacuum infusion or hand layup processes, the wetting process is carried out in an “outside-in” manner. In this case, the fibres are mainly wetted in a fashion starting on the yarn surface and moving towards the core. In hybrid spun yarns for thermoset composites there are dry fibres in the core of yarn, and it requires accelerators such as vacuum pressure to help drive the resin into the core and get proper wetting of these core materials, as shown in Figure 13. Schematic illustration of hybrid spun yarn based composite manufacturing processes, (a) Hot compression moulding, (b) vacuum resin infusion, (c) hand layup process.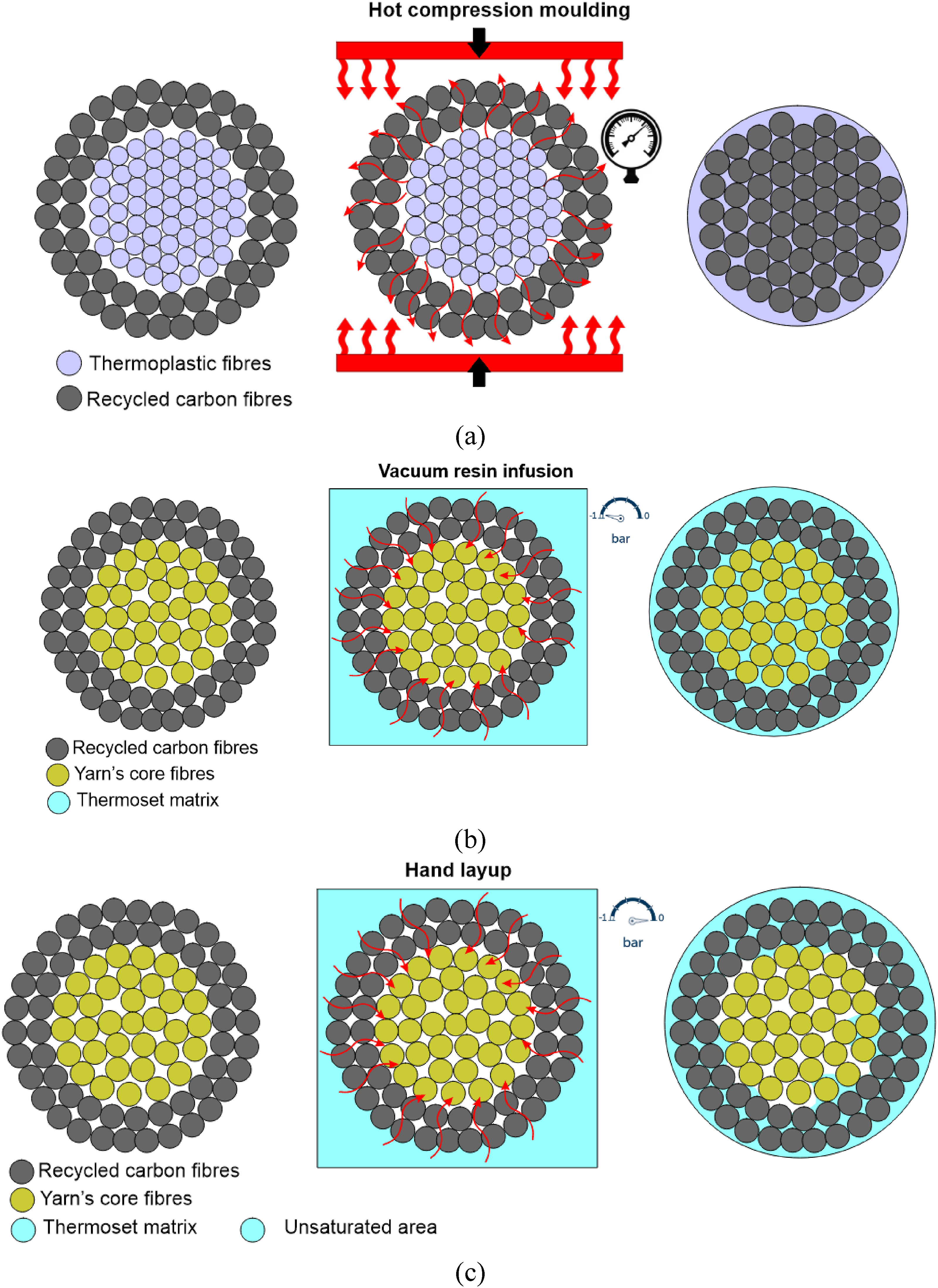
This highlights the critical importance of resin impregnation and the role it plays in determining the overall strength and integrity of composite materials. Achieving a balanced resin distribution throughout the yarn structure is essential for enhancing the interfacial adhesion between fibres and matrix, thereby maximizing the load-bearing capacity of the composite. Consequently, optimizing the resin infusion process and ensuring uniformity is paramount in addressing the challenges posed by the protective sheath and preventing fibre pullout. Additionally, these findings highlight the need for refining the hand layup technique or using alternative manufacturing methods such as vacuum infusion process that can overcome the limitations associated with insufficient resin infiltration, ultimately leading to the development of stronger and more durable yarn-based composites.
Conclusions
In this study, hybrid spun yarns made from various types of core materials and rCF as sheath of the yarn are developed for production of thermoset composites employing hand layup process and vacuum resin infusion process. The effect of core materials and their linear densities, and yarn and composite manufacturing processes on tensile strength of composite are characterized and compared. It was found that friction spinning is an efficient method for remanufacturing semi-long length rCF into hybrid spun yarns. This technique repurposes rCF effectively and allows for tailored characteristics and improved mechanical properties in resulting yarn-based composites. The choice of core materials in hybrid spun yarns profoundly influences the tensile strength of yarn-based composites. Test results show that • Hybrid spun yarns produced by friction spinning process improve fibre volume fraction ratios and tensile strength of composites by 30.1% and 117.8%, respectively, compared to composite made from rCF based randomly aligned mats. • Yarn based composites with a virgin CF core exhibit superior tensile strength compared to others. Specifically, these composites have a tensile strength 21.9% lower than unidirectional virgin CF composites but are 526% higher than composites made from rCF based randomly aligned mats. • Composites with a virgin CF core yarn surpass those with glass fibre and viscose staple fibre yarn cores by 31.5% and 88.9% in terms of tensile strength, at the same fibre volume fraction ratio. • The specific tensile strength of rCF-yarn based composite can reach up to 85% of that for virgin CF based composite. However, the low fibre volume fraction of rCF-yarn based composites makes the absolute tensile strength much lower.
In summary, the most significant conclusion is that hybrid yarn composites containing virgin CF as a core of hybrid spun yarns could have tensile performance that is just 22% lower than virgin unidirectional CF composite performance and exceed the performance of rCF mat-based composites by more than 500%. This shows how successful friction spinning has been in developing aligned high volume-fraction yarns made from rCFs. The work provides a feasible and up scalable pathway to turning semi-long/long rCFs into structural composite use and supplies insight that may be used to inform future efforts on optimizing hybrid yarns with both thermoset and thermoplastic matrices.
Footnotes
Acknowledgments
It is with great gratitude that the authors acknowledge financial support from the Engineering and Physical Sciences Research Council (EPSRC) [Ref. EP/S018352/1].
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study is supported by Engineering and Physical Sciences Research Council; EP/S018352/1.
Data Availability Statement
Data will be made available upon request.