
Abstract
In recent decades, consumer expectations and behavior have altered, focusing on more comfortable, well-fitting clothes. Wearing a slim-fitting garment helps to move more freely. Different elastomeric polymers are being introduced as a core constituent of the yarn to make denim fabric more comfortable during movement. The use of elastic material ensures that the material is stretchable and recoverable. The performance of several elastomeric hybrid yarns has been investigated in the first section of this study. Here, polyethylene terephthalate/polytrimethylene terephthalate (PET/PTT (T400®)), polytrimethylene terephthalate (PTT (Solotex®)), polybutylene terephthalate (PBT), and Lycra® (elastane) were used as the core component of the core and dual core-spun yarns. After that, 3/1 Z twill denim fabrics were made with these as weft yarns, and the fabric’s performance was assessed. It is found that dual core-spun yarns were shown to have lower strength than core-spun yarns, while it had a higher elongation value. PTT/PBT dual core-spun yarn had less unevenness and hairiness than yarn made solely of elastane. PBT in the core of the weft yarns provided strong strength, dimensional change, and stiffness qualities in the fabric. In contrast, elastane in the core of the weft yarns provided good elastic performance. Yarn and fabric performance for the hybrid yarns were statistically significant at a significance level of 0.05.
Introduction
Denim fabric is well accepted from the beginning, and still, it has its appeal due to its more variation and fashionable look. Its fashionable look and technological improvements in many aspects make denim a fashion icon to consumers. 1 As a widely accepted fabric, denim can be linked with the French fabric named serge de Nimes, indicated twill from Nimes,1,2 and from an early age, denim is mostly made from cotton. But nowadays, denim is produced from special types of fibers blended with cotton such as Lyocell, wool, flax, hemp, polyester, etc., as cotton raises sustainable issues in its cultivation time.2,3
Nowadays, people expect not only an elegant appearance but also comfort, and technological advancements have fulfilled this demand. Water vapor permeability, thermal resistance, thermal absorption, thermal conductivity, thermal diffusion, fabric thickness, and heat flow density are all observable criteria for determining thermal comfort where physical comfort is created by soft, smoothness of the fabric that does not cause skin irritation. Fiber, thread, fabric structural qualities, and fabric treatments such as finishing, lamination, and coating all have an impact on physical comfort. 4 To make the denim fabric more comfortable, elastic material is used to provide stretchability, and 10%–35% elasticity is required during body movements. 5 However, having elastane causes washing shrinkage, and for this reason, the further textile finishing process is operated. Fabric performance is improved, and filament damage is reduced at the dyeing and finishing stage when two separate elastic filaments are used; however, fabric performance was worse at the dyeing and finishing stage when just one elastic filament was used at high condition temperatures.6,7
The percentage of elastane in a cotton-covered core-spun yarn of a given linear density can be adjusted in two ways: by adjusting the elastane denier or changing the draft ratio, and these have influenced on fabric properties. 8 Filament fineness, elastane ratio, and yarn count affect denim fabric performance and significantly affect tensile and tearing strength9–11 Also, having a higher elastane ratio increased the air permeability and elasticity and decreased the bagging and tensile strength of fabric samples. 12 The draw ratio of the core component and the twist factor of elastic core-spun yarns influence the bagging fatigue of woven samples. 13 The amount of elastane in the fabric affects stress relaxation under fixed deformation, where the amount of deformations in winding and spreading is affected by the amount of elastane in the yarn, so stress relaxation has a close link with the degree of deformation. 14
The dual core-spun yarn has better elongation and breaking strength than the core-spun yarn, but the evenness is not as good. 6 Dual core-spun yarn also has good elastic behavior and less hairiness than elastane core-spun yarn though 100% carded yarn has more packing density than the core and dual core-spun yarn. 15 According to research employing dual core-spun yarns, fabric construction has a greater impact on fabric width and post-wash width variation than the elastane ratio. By changing the dual core-spun yarns density on the fabric cause variation of fabric color values. Dual core-spun weft threads showed a greater permanent elongation value than conventional elastane core weft threads despite having the same elasticity. 16
Polybutylene terephthalate (PBT), Polyamide, and other PET derivatives provide advantages in the production of core-spun yarn and the consequent fabrics. 9 PET-based core yarn is used to achieve higher strength as PET filament has a mild elasticity and can be textured to make it more voluminous and elastic. 17 PET/PTT bi-component filament provides more stretch and good recovery properties along with dimensional stability that is simple to maintain. 18 The texture of the polyester filament made of PBT showed permanent elastic properties after the finishing process and had good extensibility besides other useful characteristics.19–21 PBT core-spun yarn is suitable for use in the woven fabric’s warp direction for its characteristics, as using stretchable yarns creates difficulties in the weaving process. 21 Fabrics with elastane and PBT filaments have shown similar shrinkage and elongation value fabrics but promising for lightweight elastic fabrics. 22 When a blend of elastane and PET/PTT bi-component filament is combined as the core, the yarn’s elastic characteristics improve. For example, yarns having elastane and PET/PTT bi-component filament as the core material in the dual core-spun yarn display better evenness with minimal thick places and neps along with less hairiness. 23 PET/PTT bi-component core-spun yarn fabric samples show higher tear strength and higher elasticity than PTT core-spun yarn fabric samples. 24
There was some study about using different filament individually; however, no comparative study has not done with a different single core and dual core-spun yarn having elastane, PET derivatives filament, and PBT. Industrially PET/PTT, PTT are common filaments to use with elastane for dual core-spun yarn. In this study, PBT filament is used instead of elastane for dual core-spun yarn, which is more economical than elastane and tries to figure out the characteristic of PBT-based yarn properties and its denim fabric with others. This study aims to do a comparative analysis among the 100% cotton, cotton covered core, and dual core-spun yarn properties and their fabric properties.
In the first stage of this study, yarn properties: yarn strength, elongation, unevenness, and hairiness were investigated, and in the second stage, the denim fabric performance: fabrics’ weight, tensile strength, tearing strength, dimensional change, stiffness, and elastic properties of the studied samples were analyzed. In this study, a comparative analysis of different hybrid yarn and their fabric performance will help to choose the perfect yarn and fabric according to end uses.
Materials and methods
For this research, 328.06 dtex (18/1 Ne) core-spun yarns and dual core-spun yarns were made from various elastomeric components, as well as 100% rigid cotton yarn. For core-spun and dual core-spun yarn, cotton fiber was used to cover as sheath fiber, and the Uster HVI 100 test instrument evaluated the properties of cotton fiber are shown in Table 1. For this study, T400® (PET/PTT), Solotex® (PTT), Polybutylene terephthalate (PBT), and Lycra® (elastane) filaments were composed as core material for the yarn, and Table 2 represents the properties of the filaments. Yarn composition is indicated in Table 3 with the percentage of cotton and core components. For producing core and dual core-spun yarn, a modified ring spinning system was used where core components were fed in the center of the feeding system, as commercially, it is mostly used system. Here applied draft ratio on elastane and filaments (PET/PTT, PTT, PBT) are 3.5 and 1, respectively. Figure 1 shows the feeding system of the modified ring spinning method.25,26 In addition, 328.06 dtex 100% rigid cotton yarn was produced by a ring spinning machine without any core materials for better comparison with other sample yarns. For yarn production, all the machine settings were kept as standard. Here, yarn strength, elongation, unevenness, and hairiness were evaluated. To determine the yarn performance TS 244 EN ISO 2060, TS 2394, TS12863, and TS 245 EN ISO 2062 standard test methods were followed for yarn count, Uster unevenness, yarn hairiness, and yarn breaking tenacity measurement, respectively.
Properties of cotton fiber used in this study.

Properties of the core filaments.

Composition of the yarn samples.


In the other part of the research, denim fabrics were made from the sample yarns using in the weft direction, where 100% rigid cotton yarn was used as the warp yarn. Here 421.8 dtex (14/1 Ne) indigo dyed cotton yarns were used for warp yarn. Fabric construction was 3/1 Z twill weave. As finishing treatment, singeing and three home wash were applied for the denim fabric. Denim samples were washed in a NaOH solution and dried before going through the shrinking process. After that, proper conditioning was followed according to ASTM D1776 standard, and then denim fabrics performances were analyzed. In this part of the study, fabrics’ weight, tensile strength, tearing strength, dimensional change, stiffness, and elastic properties were investigated according to ASTM D3776, ASTM D5034, ASTM D1424, AATCC 135, ASTM D4032, and ASTM D3107 standard, respectively. For all test measurements, five tests had been done, and the mean was used for evaluation with standard deviation.
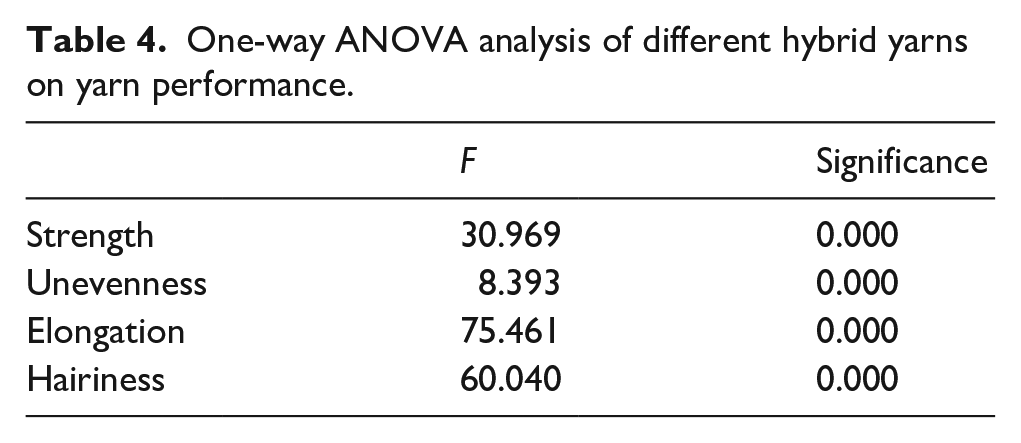
Yarn and fabric performances results of different hybrid yarns were statistically evaluated through analysis of variance – One-way ANOVA by using SPSS 25.0. The statistical analysis is done at a 95% confidence level or 0.05 significance level, which means if the p-value, which represents the significance level, is less than 0.05, the difference will be statistically significant. Here, the F value indicates the ratio of explained variance (between groups/hybrid yarns) and unexplained variance (within groups/error).
Result and discussion
Yarn performance
Yarn strength
Figure 2 gives the strength of different types of yarn samples, and it shows that except PET/PTT bi-component core-spun yarn, all other yarns have less strength than 100% rigid cotton yarn. Among the all-yarns samples, PET/PTT bi-component core-spun yarn has the highest strength, and PTT/PBT dual core-spun yarn has the lowest strength. PET/PTT bi-component core-spun yarn shows almost 4% more strength, and PTT/PBT dual core-spun yarn shows almost 19% less strength than rigid cotton yarn. From single filament core-spun yarns, the figure depicts that having PET/PTT bi-component filament in the core reveals high strength, where having elastane as core reveals low strength. PBT rather than elastane has better strength in the dual core-spun yarns for PET/PTT bi-component filament; however, the opposite scenario has been reported for PTT filament. PTT filament has marginally higher strength than PET/PTT bi-component filament independently, but it has lower strength for single and dual core-spun yarn with PBT than PET/PTT yarn samples for single and dual core-spun yarn with PBT. Due to the presence of a second core in the yarn, the fibers may spread across the cross-section, resulting in a decrease in yarn strength for dual core-spun yarn. Also, the interaction between the different filament and covered components influences the strength value. From Table 4, it is also found that the p-value (0.000) is less than the significance level (0.05), indicating that yarn strength is statistically significant.

Strength of the yarn samples.
One-way ANOVA analysis of different hybrid yarns on yarn performance.
Elongation of yarns
Figure 3 exhibits the elongation% of different hybrid yarn samples. Having filament in the yarn’s core increase the elongation percentage due to the elastomeric characteristics of the filament, and 100% cotton yarn shows the lowest elongation percentage. From single core-spun yarn samples, it is found that having elastane in the core has higher elongation than PET/PTT bi-component or PTT filament core-spun yarn which is almost 60% higher elongation than rigid cotton yarn. On the other hand, compared to dual core-spun yarns, having PET/PTT bi-component and PBT filament in the core has the highest elongation, and PTT/PBT dual core-spun yarn has the lowest elongation than others. (PET/PTT)/Elastane and PTT/PBT dual core-spun yarns have slightly lower elongation than only elastane core-spun yarn. Though PTT filament has two times more elongation than PET/PTT filament individually however with cotton fiber core-spun yarn, it shows almost 8% less elongation than PET/PTT core-spun yarn. In addition, PTT filament with elastane and cotton fiber as the dual core-spun yarn has higher elongation than PET/PTT filament with elastane and cotton fiber dual core-spun yarn. However, PTT/PBT dual core-spun yarn is lower than (PET/PTT)/PBT dual core-spun yarn. The figure shows that when PBT is used instead of elastane, the elongation of PET/PTT dual core-spun yarn increases, whereas the elongation of PTT dual core-spun yarn decreases. From Table 4, it is also found that yarn elongation is statistically significant on different hybrid yarns as the p-value (0.000) is found smaller than the significance level (0.05).

Elongation% of yarn samples.
Unevenness
Unevenness illustrates the variation of the yarn in mass per unit length or irregularity of the yarn thickness. The uneven yarn has impacts on fabric quality as well as fabric appearance. Figure 4 indicates the unevenness of the studied yarn samples, and the error bar was calculated from the standard deviation of the sample’s unevenness. The figure shows that elastane core-spun yarn and cotton yarn have the highest unevenness, respectively, where yarn samples with PBT-based dual core-spun yarn have minimum unevenness. PTT/PBT dual core-spun yarn has shown the lowest unevenness value. Elastane has the highest amount of unevenness in core-spun yarn due to the possibility of having high elongation. In contrast, PET/PTT core-spun yarn has the lowest amount of unevenness since it has less elongation than PTT filament. PTT/PBT has the least amount of irregularity in the dual core-spun yarn, but PTT with elastane has the most. It can be said that PBT-based hybrid yarn has less unevenness, where having high elongation elastane-based yarn shows high irregularity. The ANOVA analysis in Table 4 revealed that yarn unevenness is statistically significant as the p-value (0.000) is less than the significance level (0.05).

Unevenness of the yarn samples.
Hairiness
Figure 5 shows the hairiness of the studied yarn samples along with the error bar obtained from the calculated standard deviation of the sample’s hairiness. Hairiness is the amount of protruding fiber on the yarn surface that affects yarn quality as well as fabric quality which is undesirable. From the figure, it is observed that the hairiness of elastane core-spun yarn is the highest, while the hairiness of PTT/PBT dual core-spun yarn is the lowest. A mix of elastane composite yarn shows higher hairiness than cotton, but when it mixes with PTT, the amount is decreased. PTT core-spun yarn also has lower hairiness than cotton, and a mix with PBT reduced the hairiness for the dual core-spun yarn. As the short-staple sheath cotton fiber is decreased for the single and dual core-spun yarn, hairiness is also decreased, but elastane makes the yarn more uneven and hairy, probably for its high elongation properties and surface properties. ANOVA test analysis in Table 4 also indicates that the hairiness of different hybrid yarns is statistically significant as p < 0.05.

Hairiness of the yarn samples.
Fabric properties
Weight of fabric and dimensional stability
Figure 6 illustrates the weight of fabric before washing (dry) and after washing (washed) in grams per square meter (gsm). From the figure, fabrics containing elastane core-spun yarn have increased their weight in grams per square meter after washing, and the increasing amount is about more than 30%. Having more elongation is the possible reason for that, which helped to shrink the fabric after washing. However, rather than fabric containing elastane-based single or dual core-spun yarns, all the other fabrics’ weight is reduced after washing as like 100% cotton sample due to extension of the fabric. Figure 7 represents the dimensional stability of the fabric samples, and from the figure, it is found that having elastane in the core of the weft yarn exhibits a more significant shrinkage in the weft direction. Moreover, few amounts of shrinkage are also found in the warp direction for elastane-based samples. For core-spun yarn with PET/PTT and PTT shows no shrinkage in the weft direction of the fabric but extension on the warp side. For dual core-spun yarn having PBT with PET/PTT and PTT, filament shows minimal shrinkage, establishing that PBT is quite promising for using warp direction of the fabric to get better stretchability and make the fabric more comfortable. According to the ANOVA test results from Table 5, it is represented that dry and washed weight of the fabric, and dimensional change of the sample fabrics in both warp and weft direction with hybrid weft yarns of the fabrics are statistically significant.

Weight of denim fabric samples.
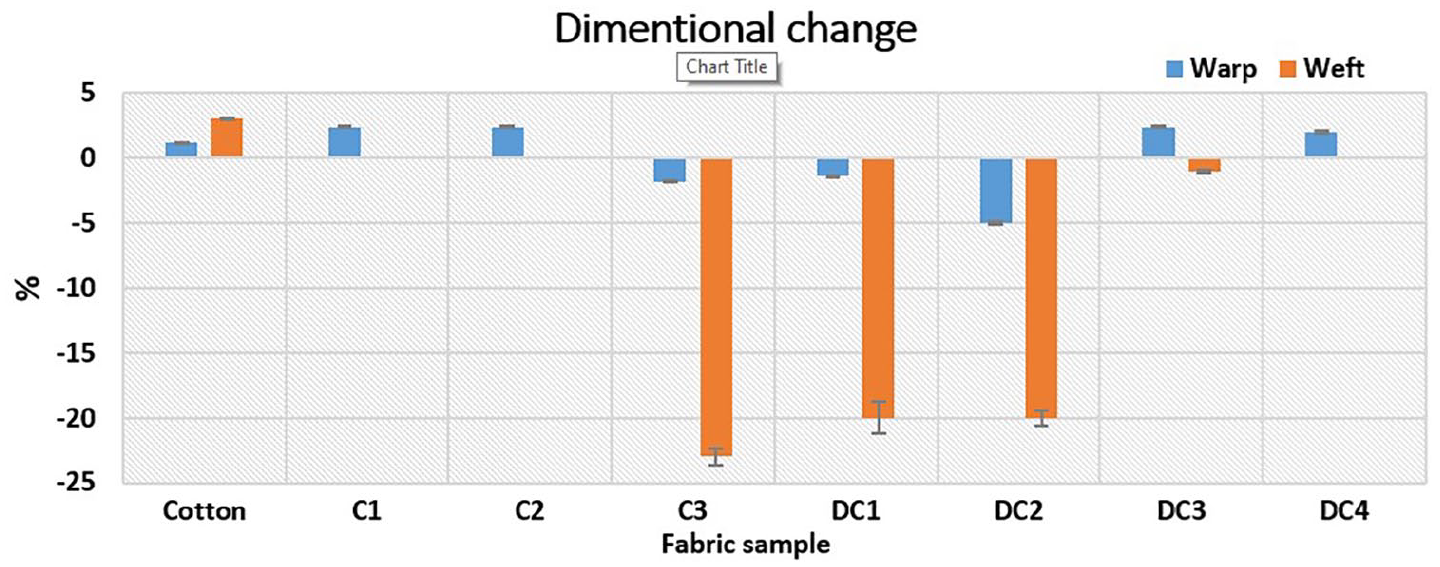
Dimensional change of denim fabric samples.
One-way ANOVA of the effect of different hybrid yarns on denim fabric performance.

Fabric elongation, elasticity, and growth properties
Fabrics’ elongation, elasticity, and growth properties are given in Figure 8. The graph demonstrates that fabrics with elastane in the weft yarn have more than 50% elasticity compared to fabrics without elastane, but fabrics with other filaments have less than 15% elasticity. Fabric woven with elastane core-spun weft yarn has the highest, and fabric woven with PTT core-spun weft yarn has the lowest elasticity than other samples. The presence of elastane in the fabrics influences fabric elasticity as elastane has good elastic properties than other filaments, and it can be targeted to produce stretch and super stretch fabrics by increasing its linear density or the amount. Fabrics woven with elastane core-spun weft yarn have shown high growth properties also at 30 s and 2 h in terms of fabric growth. Fabric samples with elastane in the core of the weft yarn have revealed a positive influence on fabric elasticity and growth. The elongation of the fabric samples has also shown in Figure 8. The figure shows that fabric produced from (PET/PTT)/PBT dual core-spun weft yarn has the lowest elongation value, which is almost 31% lower than rigid cotton fabric. Fabrics with elastane in the core of the yarn have more elongation than others. Fabric elongation is reduced while using PTT core-spun weft yarn but increases with other filaments such as dual core-spun yarn. The ANOVA statistical test analysis from Table 5 showed that fabric elongation, elasticity, and growth properties on different hybrid weft yarns were statistically significant.

Fabric elongation, elasticity, and fabric growth properties of denim fabric samples.
Strength of the fabric
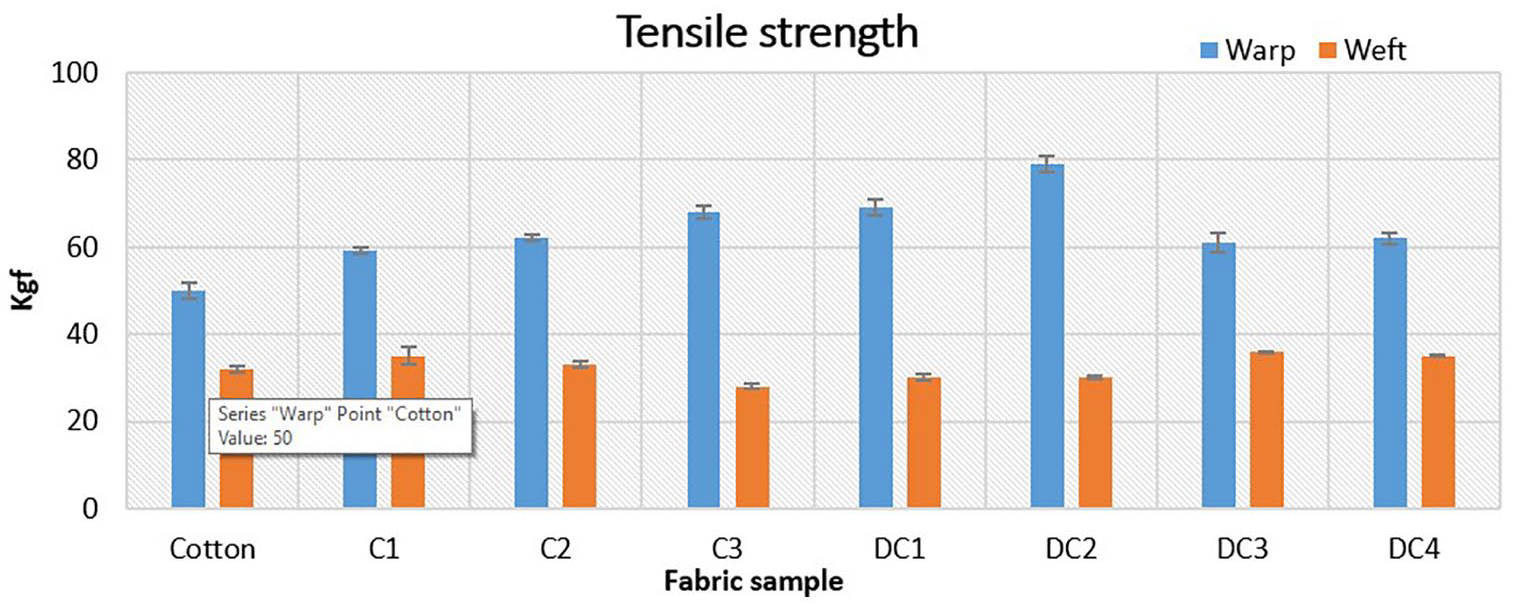
In this study, fabric’s tensile and tearing strength was evaluated according to the related standard method in warp and weft direction, where studied yarn samples were used in the weft direction of the fabric. Figures 9 and 10 represent the fabric’s tensile and tearing strength, and the results were statistically assessed and presents in Table 5. Fabric samples woven with a mixture of PBT filaments in the weft direction have demonstrated good tensile strength, but fabrics woven with elastane-based single and dual core-spun yarns in the weft direction have lower tensile strength when compared to cotton fabric. The fabric’s weft strength has been reduced due to the presence of elastane, as it has less strength than other filaments. However, its warp tensile strength has been significantly increased, most probably due to the fabric compactness and elasticity of the yarn. Where fabrics were woven with PET/PTT and PTT single core-spun yarn, they have more tensile strength than the cotton sample in both directions. Fabrics produced from PTT/elastane and (PET/PTT)/PBT dual core-spun yarn in the weft direction have exhibited the maximum tensile strength in the warp and weft directions, which are about 58% and 13% higher than 100% rigid cotton fabric, respectively. Fabric tear strength is illustrated in Figure 11. From the figure, it can be depicted that fabric with core-spun yarn having elastane and dual core-spun yarn having PTT/elastane has shown the highest amount of tear strength for warp direction of the fabric. It is 10% more than rigid cotton fabric, where PTT/PBT fabric sample shows the lowest tear strength in that direction, and it is 4% less than rigid cotton fabric. For the weft direction of the fabric, (PET/PTT)/PBT weft yarn woven fabric shows the most tear strength, where 100% cotton fabric has the lowest tear strength. Generally, the warp side tensile strength of the fabrics woven with elastane for both single and dual core-spun weft yarns is higher. Filament’s strength influences fabric strength, and higher elongation of elastane also has an impact on fabric strength.
Tensile strength of denim fabric samples.

Tearing strength of denim fabric samples.

Stiffness of denim fabric samples.
According to the ANOVA test results from Table 5, the tensile and tearing strength of the sample fabrics with hybrid weft yarn in the fabric’s warp and weft direction are statistically significant.
Stiffness
The resistance to bending of a fabric is measured in stiffness, and Figure 11 is illustrated the fabric’s stiffness of the studied samples. Fabric stiffness is the term to judge the fabric bending rigidity and fabric handling related to the properties of fiber, yarn, and fabric structure. According to the figure, the fabric containing elastane as single or dual core-spun yarns have more stiffness than others. Having more elasticity for the elastane makes the fabrics more compact after washing, which increases the stiffness as they have more dimensional changes than others. On the other hand, PBT-based dual core-spun yarn sample fabrics are showed less stiffness, even less than a cotton sample, but in the yarn performance, they showed more elongation than other yarns. So, yarn elongation could not affect the fabric stiffness here. Fabric with PTT core-spun weft yarn has the lowest stiffness, around 5% less than rigid cotton denim fabric. In comparison, fabric with elastane core-spun weft yarn and (PET/PTT)/elastane dual core-spun weft yarn both have the maximum stiffness, over 64% higher than rigid cotton fabric. From Table 5, it is revealed that fabrics stiffness value is statistically significant with a p-value less than 0.05.
Conclusion
In conclusion, it was observed that dual core-spun yarns have less strength than core-spun yarns in general and that having elastane in the core increases the elongation value of the yarns. There was no steady increase or decrease between single and dual core-spun yarns due to having different filaments, and the reason behind this needs to be studied. However, it was found that elastane core-spun yarn has a high amount of unevenness and hairiness value, where PTT/PBT dual core-spun has shown less amount of unevenness and hairiness. Having PBT filament in the core instead of elastane increased the yarn elongation with the bi-component filament and decreased the yarn irregularity and hairiness. Determined yarn performance was also statistically significant.
In the second part of the study, different fabric properties were determined, and no regular relation was found in terms of single or dual core-spun weft yarn. It was observed that fabric woven with elastane single or dual core-spun yarn had shown more weight change, stiffness, and elasticity due to its high elongation properties. For producing good stretch and elastic fabrics, elastane is nonpareil. Having elastane in the fabric’s weft direction, fabric warp direction tensile and tearing strength is increased due to more compactness of the fabric, while fabric produced with (PET/PTT)/PBT dual core-spun weft yarn has more tensile and tearing strength in the fabric’s weft direction. PBT-based dual core-spun weft yarn fabrics have shown less stiffness and dimensional stability, which indicates more soft and flexible fabrics. When minimal shrinkage and fabric growth are required, PBT is a good option that is also cost-effective. The fabric performance of the studied hybrid yarns has been found statistically significant from the ANOVA test analysis.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.