
Abstract
Because of a growing demand and usage of carbon fiber, effective methods to re-use waste and recycled carbon fiber recoverable either from process scraps or from end-of-life components are attracting increased attention. The development of different hybrid yarn structures consisting of recycled carbon fiber and thermoplastic fibers (recycled carbon fiber content approx. 50% by weight) for thermoplastic composites have been reported earlier. Yarns with high recycled carbon fiber content (>90% by weight) required for thermoset composites are still not realizable due to high shortening in recycled carbon fiber length (≥70%) during different processing steps of spinning. The reason lies in low shear strength, smooth fiber surface and high brittleness of recycled carbon fiber. Second, a lack of crimp in recycled carbon fiber leads to drafting errors during the drawing and spinning process. In this paper, the spinning limit regarding the core to sheath ratio of noble yarns with a recycled carbon fiber content greater than 90% by weight based on friction spinning technology for thermoset composites is reported. Slivers of recycled carbon fiber solely required for the development of yarns are produced on carding and drawing machines optimized for the gentle processing of recycled carbon fiber. Furthermore, different spinning parameters such as spinning drum speed and suction air pressure are investigated and their effect on tensile properties of yarn is analyzed. The results show that yarns with high recycled carbon fiber content (>90% by weight) can be produced with reproducible quality on the DREF-3000 friction spinning machine.
As the production of carbon fiber is extremely energy and cost-intensive, the recovery of high-quality recycled carbon fiber (rCF) and its introduction into a second life cycle is getting tremendous attention taking into account ecological and economical aspects. Injection molded compounds and randomly oriented non-woven structures used in the re-manufacturing of thermoplastic and thermoset carbon fiber reinforced polyester (CFRP) are among the industrially established solutions for the production of semi-finished products from rCF. Compared with the mechanical properties of composites manufactured from molded components and nonwovens, the spinning of rCF combined with thermoplastic fibers into hybrid yarn constructions also offers a good potential for high fiber orientation and compactness, thus generating a high fiber volume content. 1 So far, hybrid yarns from rCF and thermoplastic fiber (rCF content approx. 50% by weight) based on flyer,3,4 wrap5 –9 and DREF friction10 –12 spinning machine have been reported.
However, due to the ease of manufacturing, higher thermal stability, excellent fatigue strength and good fiber to matrix adhesion, CFRPs are being preferentially manufactured based on a thermoset matrix (more than 70%). 13 As thermoset CFRP is produced by impregnating the reinforcement structure with the thermoset matrix, the yarn required for the reinforcement structure must ideally be made up entirely of rCF. However, the carding and drawing and spinning of 100% rCF is very challenging and yields unfavorable quality results. This is due to the brittleness, lack of crimp and low extensibility of rCF. In addition, the technology to process pure rCF gently into yarn structures is not yet mature. Therefore, to expedite the spinning process, rCF is usually blended with thermoplastic fiber during the carding process, which is subsequently melted during composite manufacturing and acts as a matrix in the thermoplastic based composite. Hence, there is a high demand for the development of yarns consisting of rCF suitable for thermoset applications.
Compared with roving frame and wrap spinning technologies, friction spinning technology producing a core-sheath yarn structure offers several advantages, such as highly oriented, twist-free reinforcing fibers in the core of the yarn, high flexibility for the production of hybrid yarns with adjusted core to sheath ratio, the facility for the combination of multiple fiber components and a wide range of yarn counts to meet specific requirements. Therefore, hybrid yarn construction based on friction spinning technology offers a good potential for significantly improved composite properties because of improved fiber orientation, high compactness and consequently high fiber volume content. 10 Furthermore, due to the higher productivity (up to 250 m/min) and the potential for dust-free processing of rCF hybrid yarns into fabric structures (due to the use of a thermoplastic sheath covering the rCF in the core), friction spinning technology appears to be a viable industrial solution for the production of rCF-based hybrid yarns for thermoplastic composites. In previous studies,10 –12 hybrid yarns were developed from rCF and polyamide 6 fibers on the basis of friction spinning machines for thermoplastic composites. A satisfactory yarn quality was achieved with a core to sheath ratio of 80:20. The rCF content of thermoplastic composites based on such hybrid yarns was around 50% by weight.
Although friction spinning technology shows good potential for hybrid yarns for thermoplastic composites, the challenges of producing high rCF (>90% by weight) yarns suitable for thermoset composites based on friction spinning technology are manifold:
To achieve a yarn with a high rCF content, the core of the yarn should ideally be 100% rCF, which, as already mentioned above, is very challenging. rCF cannot be used as a sheath due to its brittleness, low elongation and lack of natural crimp. Therefore, a fiber component other than rCF, which is suitable for textile technical processing, is required as the sheath of the yarn. In this case, the total rCF content of the yarn and consequently the fiber volume content of the thermoset composite will decrease depending on the amount of the sheath. The sheath fibers in the friction spun yarn lie radially to the yarn axis. Therefore, the sheath fibers do not contribute to the reinforcement of the composites required at 0°. The use of a sheath carries the risk of hindering the infiltration of the rCF into the core of the yarn during composite manufacture, resulting in a poor fiber matrix adhesion and poor mechanical properties.
Therefore, the amount of sheath should be as low as possible to maintain the structural integrity of the yarn and to ensure sufficient yarn strength for further processing on the weaving or knitting machine and the resulting composite properties. The amount of sheath fiber is therefore crucial to the yarn and subsequent composite properties. In our previous paper, 14 we reported the initial results of the development of friction spun yarns for thermoset composites, showing that the yarn strength without a thermoplastic filament yarn in the core is higher than that of the yarn with a thermoplastic core filament yarn in the core. The yarns reported in Hasan et al. 14 were produced only with the core consisting solely of rCF. The core is stabilized in the yarn structure by a sheath consisting of low melting thermoplastic fiber. However, the questions regarding the most suitable core to sheath ratio of the yarn and the machine parameters required to produce yarns with only rCF core, as well their effect on the tensile properties of the yarn, remain to be answered. Therefore, further extensive investigations have been carried out in this work by producing different yarns consisting only of staple rCF in the core and low melting co-polyamid fiber in the sheath on a DREF-3000 friction spinning machine with different material compositions such as yarn core sheath ratio and spinning parameters; for example, spinning drum speed and suction air pressure.
The aim of this paper is to determine the spinning limit of the friction spun yarn in terms of the core to sheath ratio of the yarn and the machine parameters required for a spinning process to produce yarns with the highest possible rCF content. In addition, the results of the best possible processing parameters for 100% rCF on the carding and drawing machine are reported in this paper. The effect of gauge during carding and the effect of drawing parameters such as the number of doublings are analyzed to ensure a gentle processing solely of the rCF. The nobility of this work lies in the comprehensive understanding of the effect of different spinning parameters and rCF content on the tensile properties of the yarn for thermoset composites.
Experimental details
Materials
Table 1 gives an overview of the fiber materials used in the development of friction spun yarns with a core-sheath structure. A card sliver was first produced from staple rCF (Figure 1(a)) with a fiber length of 60 ± 5 mm. The rCF was obtained by cutting from the residual yarn spool and resembles rCF, which can be obtained from production wastes. The tensile and surface properties of rCF are similar to those of virgin CF. The card sliver was then processed into a drawn sliver in order to obtain a better homogeneity and a defined linear density of the sliver. The drawn sliver was used for the development of the core of the yarns. Co-polyamide staple fiber KA 115 (Figure 1(b)) from EMS Griltech, Switzerland was employed to produce the sheath of the yarns. KA 115 is a low melting fiber (melting temperature: 123°C) and it was selected for its compatibility with the epoxy matrix required for the subsequent thermoset composites.
Tensile properties of single fibers

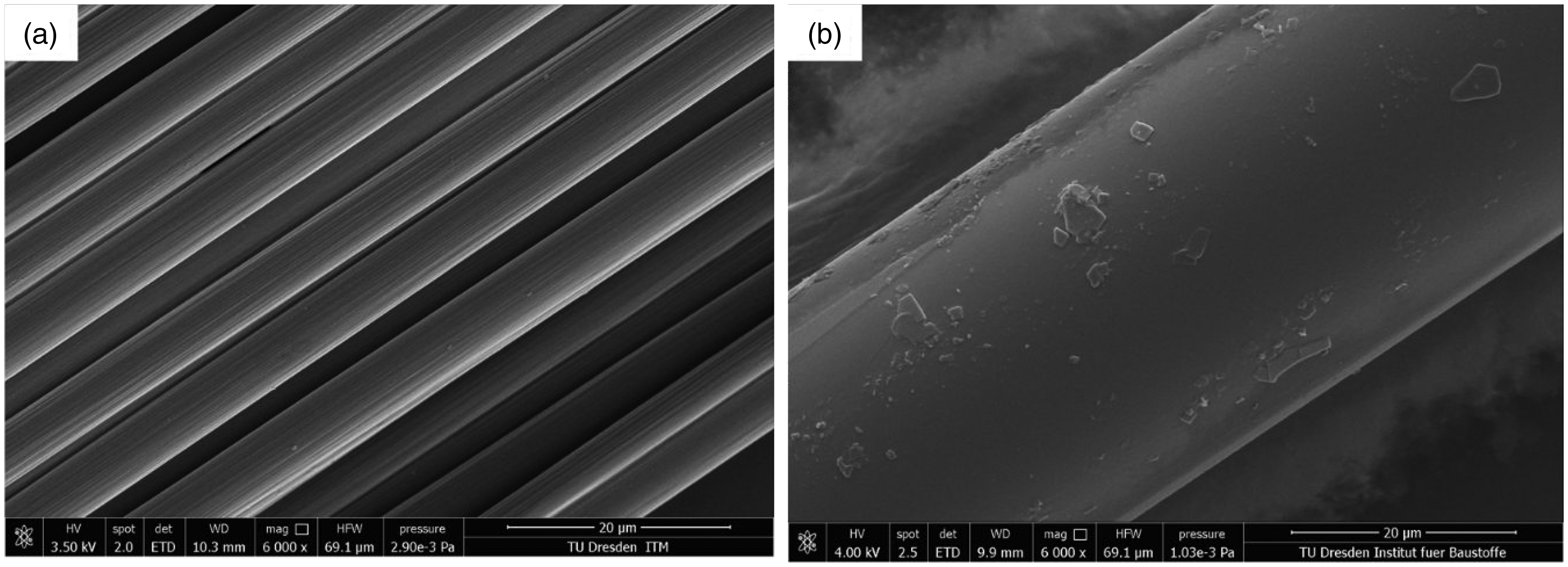
Scanning microscopic image of recycled carbon fiber (rCF) (a) and KA115 (b) fiber.
Development of slivers
Card slivers
The development of card slivers consisting of rCF was carried out at ITM on a modified semi-industrial scale long staple carding machine (Oskar DILO Maschinenfabrik KG, Germany). The carding machine consists of two processing zones. The first processing zone consists of three feed rollers and a breaker cylinder with two pairs of workers and strippers. The main processing zone consists of a main cylinder and three pairs of workers and strippers. 12 The sketch and the relevant parameters for the carding machine are illustrated in Figure 2 for a better overview. This semi-industrial scale long staple carding machine differs from conventional carding machines used for cotton or man-made fibers in that the arrangement of cylinder, worker and stipper ensures gentle processing of rCF. On the other hand, the carding unit of the conventional carding machine, consisting of a cylinder and a moving flat, causes a more intensive carding, making it unsuitable for the gentle processing of rCF.
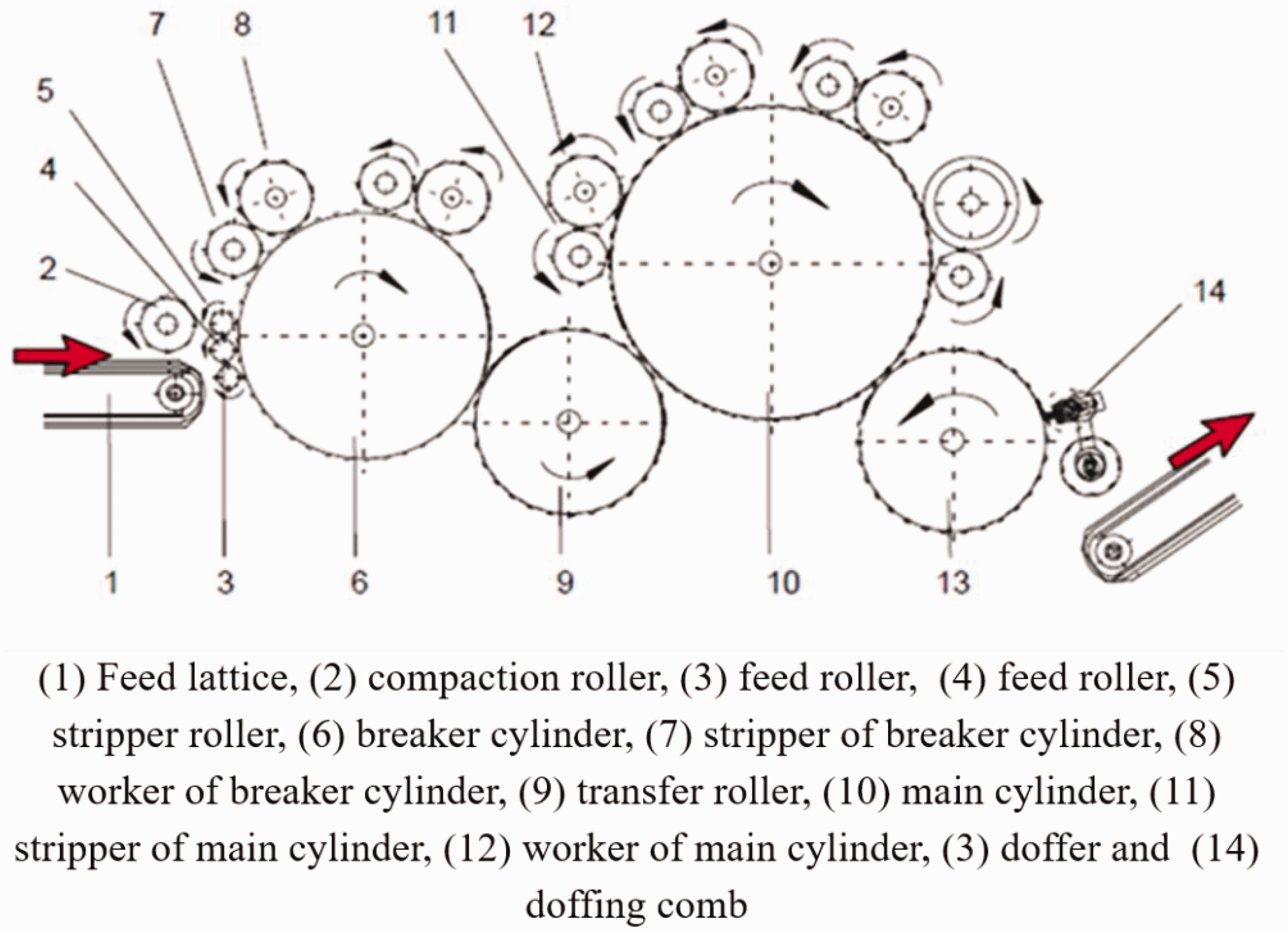
Sketch of the carding machine used for the development of card slivers.
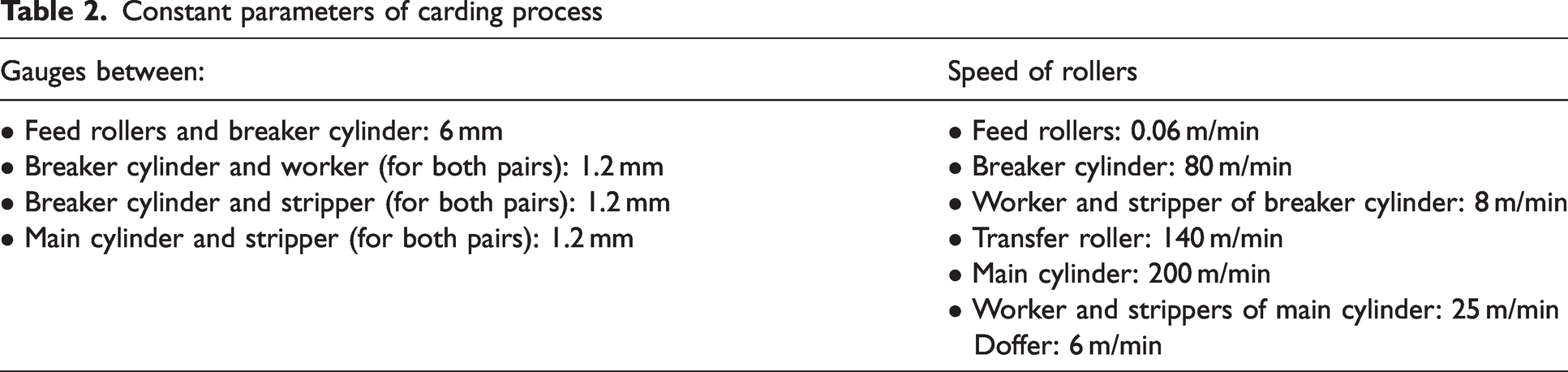
As the length of the rCF has a significant influence on the yarn quality and the subsequent mechanical properties of the composite, the focus of the carding process was on significantly reducing fiber damage. Therefore, investigations were carried out with four different gauges; that is, 0.5, 0.8, 1.0 and 1.2 mm between worker and main cylinder, in order to find out the suitable gauge in the carding machine for gentle processing of rCF and to ensure a smooth carding process. All other parameters such as speeds and other gauges (Table 2) were kept constant for comparability.
Constant parameters of carding process
Drawn slivers
Card slivers were then processed on a high performance draw frame RSB-D40 (Rieter Ingolstadt GmbH, Germany) and modified at ITM for the gentle processing of staple rCF. The main purpose of drawing was tp produce a sliver with high evenness and a defined fineness required for the spinning by ensuring a gentle processing of rCF. For this purpose, the profiling of the bottom rollers of the drafting system was replaced by specially structured rollers coated with hard chrome to reduce fiber damage during drawing. In addition, the pneumatic contact pressure and the load on the sensing rollers of the autolevelling unit were reduced from 800 N to less than 100 N to enable the gentle scanning of the rCF (Figure 3).

Drawing process.
In order to increase the regularity and uniformity of the drawn slivers, two passages of drawing were carried out with a constant total draft of 4.65. The first drawing passage was made with a doubling of six. Further investigations were performed by varying the number of doublings based on the modified autolevelling unit during the second drawing passage, as detailed in Table 3. For the processing of rCF on the draw frame, the gauge of break draft and main draft of were 68 and 63 mm, respectively.
Process variables of the draw frame for the investigations with the varying the number of doublings

Development of yarns
For the development of core-sheath rCF yarns with a rCF content greater than 90% and thus suitable for thermoset composites, investigations were carried out on a DREF-3000 friction spinning machine (Fehrer AG, Linz/Austria) (Figure 4) modified at ITM for the gentle processing of staple rCF. For this purpose, new bottom rollers with different surface topographies for the gentle processing of brittle fibers were developed and implemented. The aim of the newly developed drafting system was to reduce the shearing load as much as possible, while at the same time ensuring secure clamping and thus a smooth and fiber-friendly drafting process and high process stability.
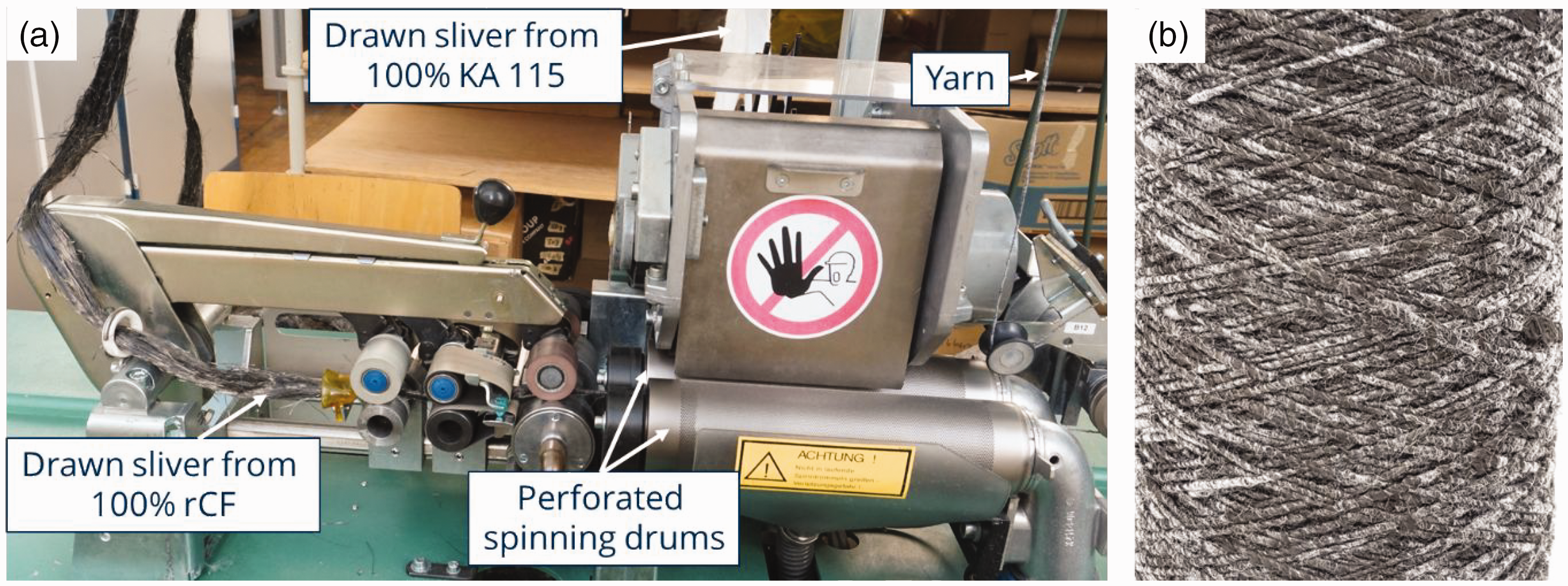
Yarn spinning on the DREF-3000 friction spinning machine (a) and the yarn spool (Y_03) (b).
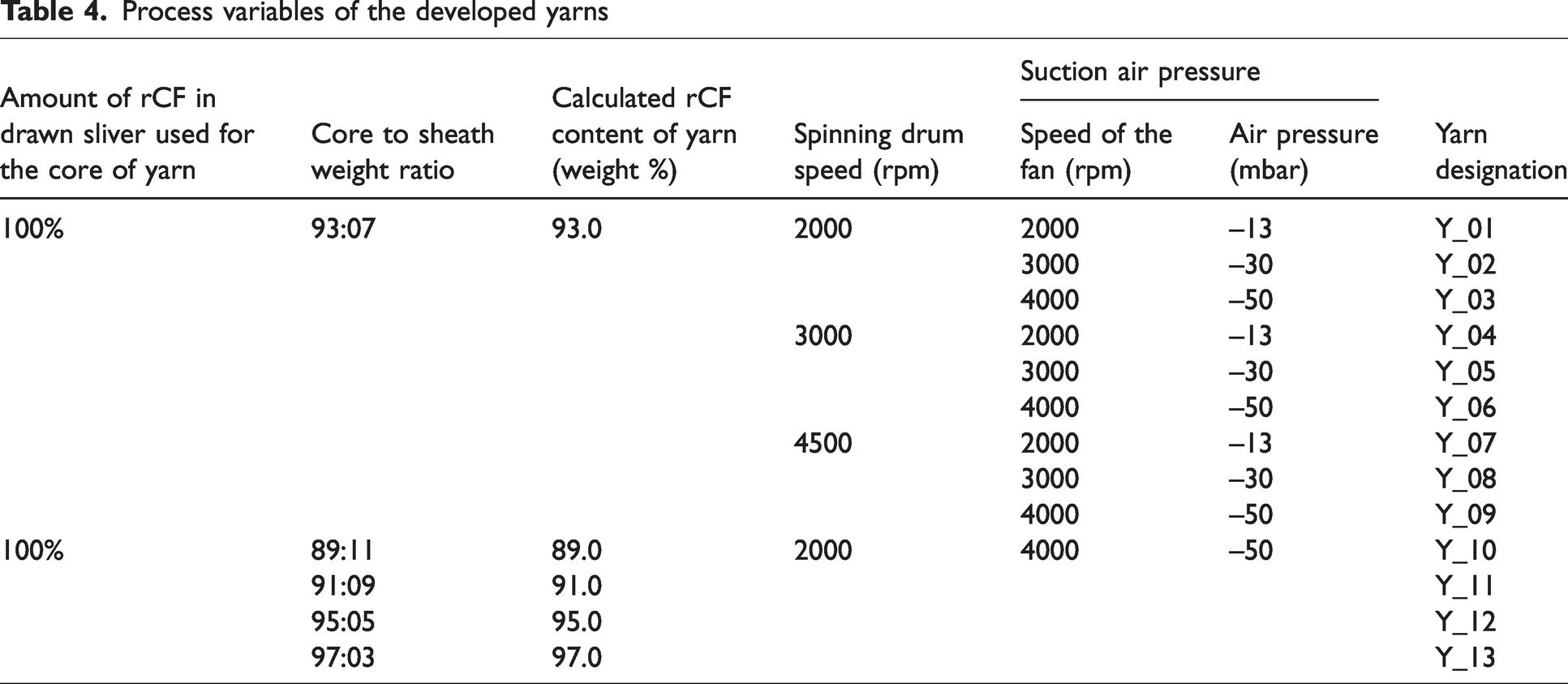
The aim of the investigations was twofold: to determine the spinability of yarns with the highest possible rCF content and the highest possible yarn strength to ensure its further processability. For this reason, the core to sheath weight ratio of the yarns was varied from 89:11 to 97:03 (see Table 4). The selected drawn slivers with the best uniformity were applied for the core fibers. In addition, the suction air pressure and the speed of the spinning drums were varied to study their influence on spin stability and tensile properties of the yarns. The suction air pressure was varied by changing the speed of the fan. The yarn delivery speed (50 m/min), the opening roller speed (4500 rpm) and yarn count (900 tex) were kept constant. Although it was possible to produce a yarn with a core content of 97%, the process stability was very poor in the case greater than 93%. Therefore, further investigations were carried out with 93% core, taking into account the carbon fiber content and process stability.
Process variables of the developed yarns
Characterizations
Characterizations of slivers
The fiber length (mean length and upper half mean length) of the slivers was measured using a fibrograph based on an image analysis technique reported in Hengstermann et al. 15 The evenness and the linear density of the slivers were calculated using the gravimetric method. For this purpose, the weight of the sliver of 1 m length was taken and 30 samples were measured to obtain the mean value. From the mean and standard deviation of the measured values, the coefficient of variation of 1 m (CV1m) was measured. The value of CV1m gives a measure of the evenness of the sliver, with a lower value indicating greater evenness of the sliver.
Characterizations of yarns
Tensile tests of the manufactured yarns were carried out in accordance with ISO 3341 using a Zwick type Z 2.5 tensile tester (Zwick GmbH and Co., Germany). The test length, test speed and initial load were 250 mm, 100 mm/min and 0.5 cN/tex, respectively. Twenty measurements were taken to obtain the average value for each type of yarn. The actual rCF content of the yarn was determined using a muffle furnace (Nabertherm Controller B170) according to DIN EN ISO 1172: 1998. The yarn specimen (approximately 3 g) was weighed; then heated at 450°C for one hour to burn off the KA115 fiber completely from the specimen and weighed again. The rCF content is expressed as a percentage by weight of the initial mass of the yarn. To understand the effect of spinning parameters on yarn appearance, the images of the surface of the yarn structure were taken using an optical microscope AXIOImager.M1m (Zeiss, Germany). The characterizations of slivers and yarns were carried out in a temperature and relative humidity controlled laboratory maintained at 20 ± 2°C and 65 ± 2%, respectively.
Results and discussion
Influence of carding and drawing parameters on sliver properties
Figure 5(a) shows that fiber damage decreases or fiber lengths (both mean length and upper half mean length; UHML) increase as the gauge between the worker and the cylinder of the carding machine increases. When the gauge between the worker and the cylinder is smaller, the shear force acting on the rCF is higher. As a result, the shortening of the rCF length during carding is greater at lower worker-to-cylinder gauges due to the brittleness of the rCF. Furthermore, the standard deviation decreases as the gauge between the rollers also increases, which can be attributed to the gentler treatment of rCF at higher gauges between worker and cylinder. Therefore, further investigations were carried out with the card sliver produced at 1.2 mm gauge on the drawing and spinning machines.
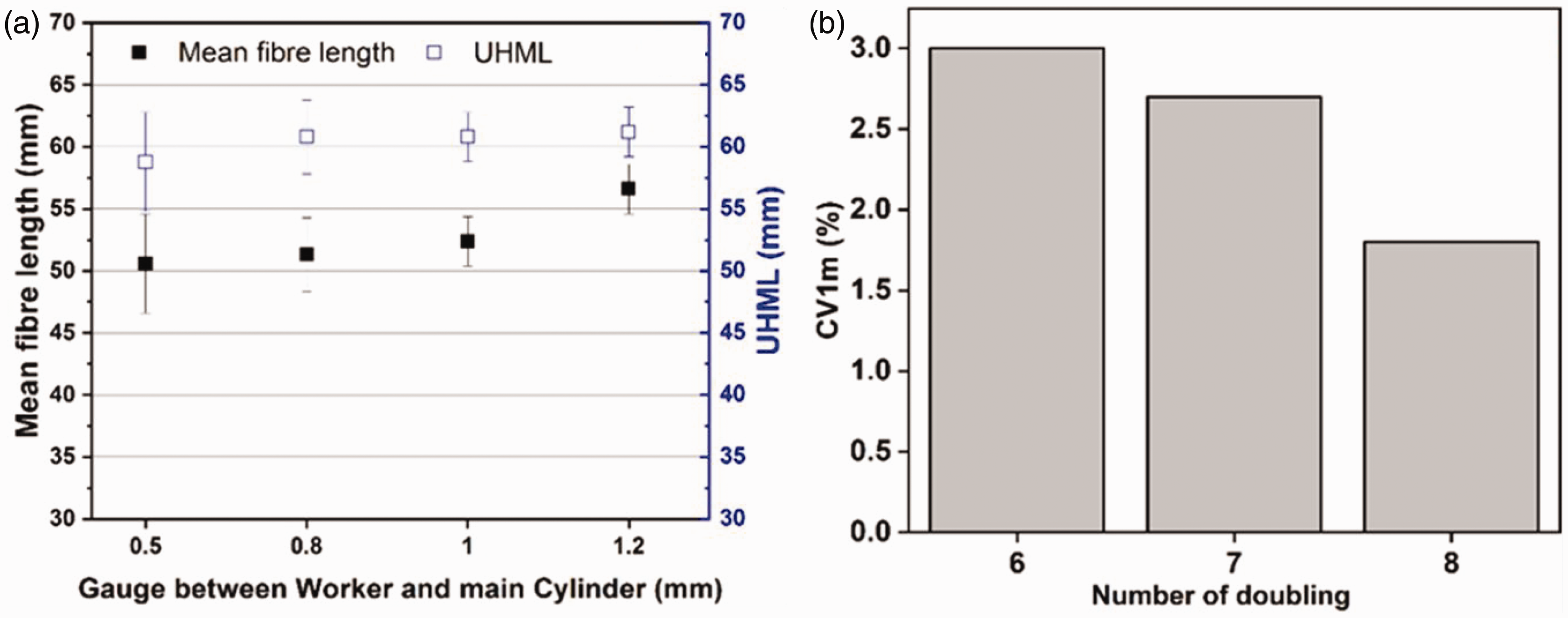
Influence of gauge between worker and main cylinder on fiber length (a) [input recycled carbon fiber (rCF) length = 60 ± 5 mm] and influence of number of doublings on sliver evenness (b).
The effect of the number of doublings on the evenness of the drawn sliver is presented in Figure 5(b). It can be seen that as the number of doublings increases, the sliver evenness (i.e. CV1m) decreases significantly, as expected. With a higher number of doublings at a constant draft, the deviation in the output sliver tends to be minimized. This is because the unevenness or thick and thin places of the individual input slivers are randomly distributed and offset each other, and the variations in the input slivers are averaged out. As a result, sliver evenness increases with the number of doublings. Therefore, further investigations were carried out on the spinning machine with the drawn sliver produced on the drawing machine with a doubling number of eight. The overview of the card and drawn sliver produced for the investigations is summarized in Table 5.
Overview of card and drawn sliver produced for the investigations

Influence of spinning parameters on yarn tensile properties
Influence of the speed of the spinning drums and the speed of the fan on suction air pressure
The influence of the speed of the spinning drums and the speed of the suction fan on the tenacity of yarns produced with a core to sheath weight ratio of 93:07 from a drawn sliver with 100% rCF content is shown in Figure 6. The speed of the suction fan was varied at three levels (2000, 3000 and 4000 rpm) and for each level of suction fan speed, the speed of the spinning drums was varied at three levels (2000, 3000 and 4500 rpm).
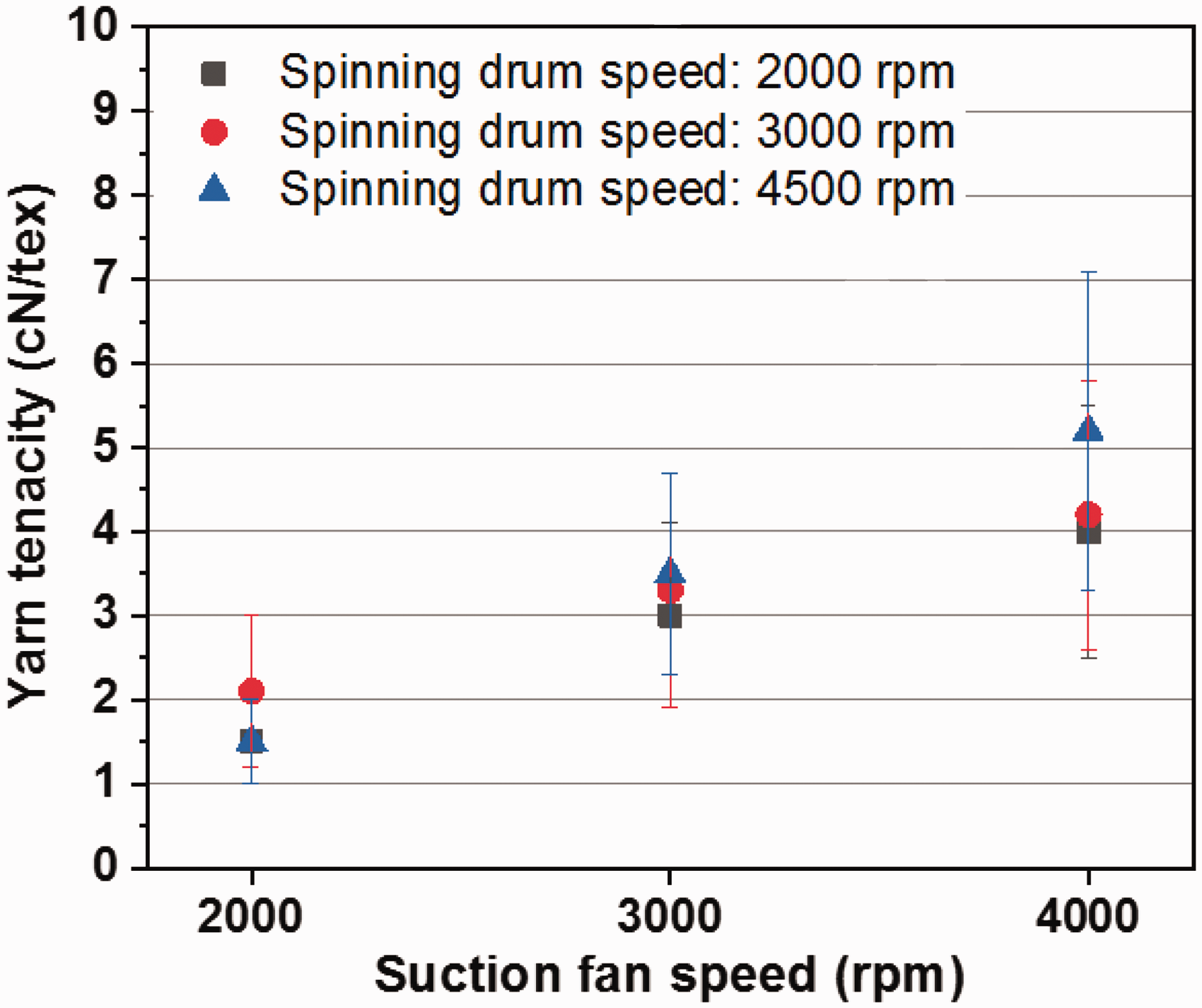
Influence of spinning drum and suction fan speed on yarn tenacity (core to sheath ratio: 93:07 weight %).
The yarn tenacity increases proportionately with the increase in suction fan speed, and there is a tendency for higher tenacity as the speed of the spinning drums increases (Figure 6). In friction spinning, a torque is created between the yarn surface and the perforated spinning drums moving in opposite directions. The suction air pressure is used to hold the fibers on the surface of the spinning drums in the yarn formation zone.16,17 As the suction air pressure increases, the sheath fibers are held more firmly against the surface of the moving spinning drums and the level of friction between the core and sheath fibers increases, causing the yarn to be more compact, as can be seen in Figure 7. The cohesion between the fibers is therefore insufficient and the yarn is not only weak but also relatively bulky at low suction air pressure. This phenomenon is completely different from that observed with carbon fiber filament yarn 18 or with thermoplastic filament yarn 11 , 14 in the core of DREF friction spun hybrid yarns, where the yarn strength decreases mainly due to higher twist in the filament yarn of the yarn core at increased spinning drum speed and air suction pressure. In the case of the carbon fiber filament yarn in the core of the yarn, the core is twisted to a greater extent as it enters the spinning zones and the brittle carbon filament yarn is damaged more. Low fiber orientation and high fiber damage due to high twist in the filament yarn of the hybrid yarn core causes the yarn strength to decrease. 18 On the other hand, in staple rCF yarns the core fibers are not twisted as much as in continuous filament yarns due to the shorter fiber length, and the yarn strength in staple rCF core yarns is determined by the fiber to fiber cohesion. Therefore, the fiber to fiber cohesion plays an important role and the yarn strength increases with higher fiber to fiber cohesion at higher spinning drum speed and suction air pressure in the case of yarn with staple rCF in the core only.
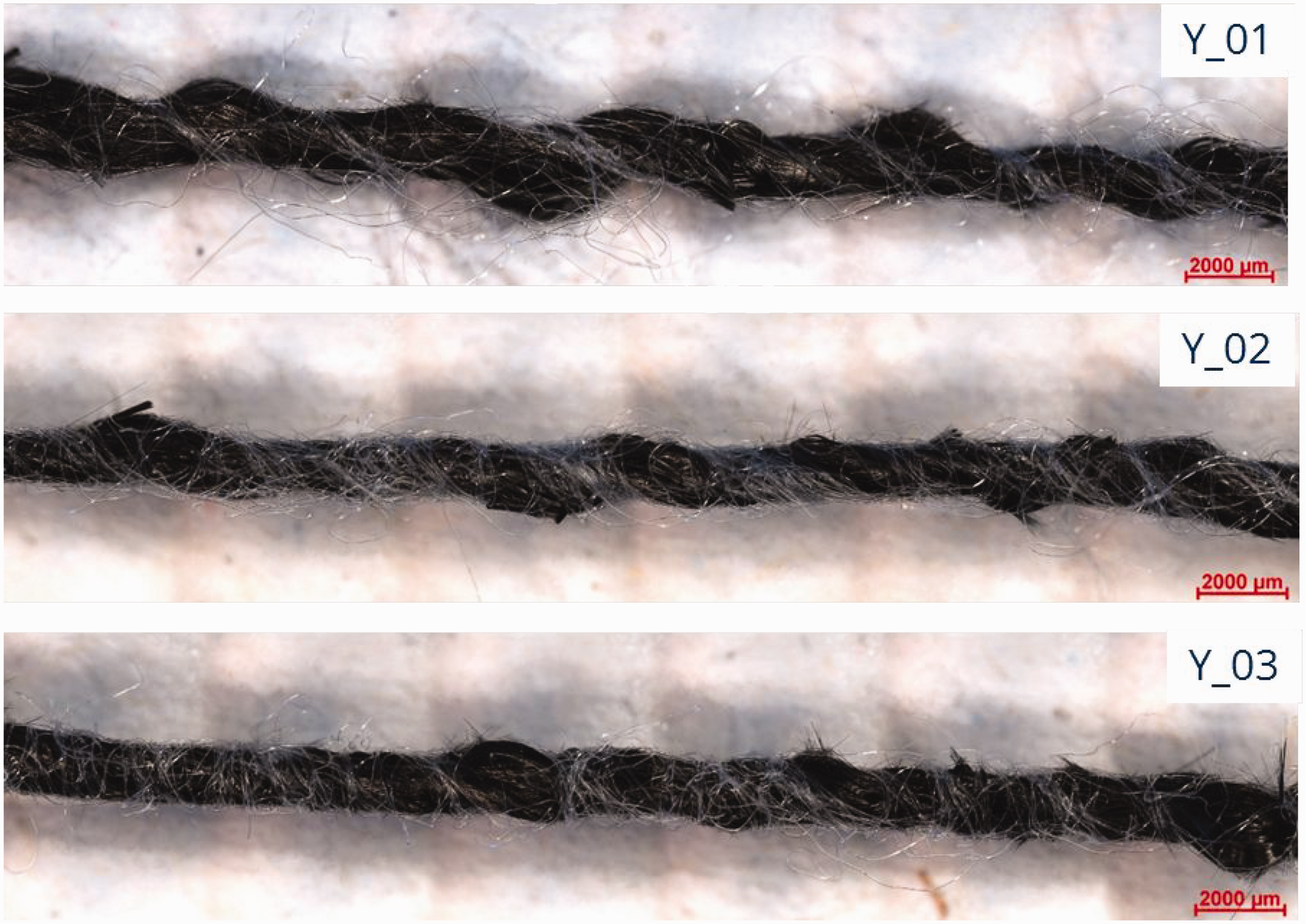
Longitudinal view of yarns (25-fold magnification) produced with varying suction fan speeds (Y_01 = 2000 rpm, Y_02 = 3000 rpm and Y_03 = 4000 rpm) at a constant speed of spinning drums of 2000 rpm (core to sheath ratio: 93:07 weight %).
It can be seen from Figure 6 that as the tenacity increases, the variation in yarn tenacity of the yarn also increases at higher suction fan speeds. Due to the extremely low proportion of sheath fibers, the core fibers cannot be uniformly bound by the sheath fibers as can be seen from Figure 7. Increasing the suction air pressure and the spinning drum speed leads to a corresponding increase in fiber-to-fiber cohesion or tightness between the fibers, especially in yarn sections with relatively high core coverage due to the higher radial force of the sheath fibers. On the other hand, thick and thin spots appear in the yarn structure as a consequence of insufficient core coverage. As a result, the fiber-to-fiber cohesion does not increase correspondingly in yarn sections with insufficient core coverage by sheath fibers, despite higher suction air pressure and spinning drum speed. This causes fluctuating yarn properties with large standard deviations with increasing suction air pressure and spinning drum speed. However, it should be noted that with an increase in suction air pressure, the sheath fiber is better wrapped around the core and therefore a smooth production of yarns was possible. The stability of the yarn spinning process decreased with a fan speed of suction pressure lower than 4000 rpm and higher yarn breakages occurred due to loose yarn structure.
Furthermore, it can be seen from Figure 6 that there is a tendency for higher tenacity with the higher speed of the spinning drums at constant suction fan speed, especially in the case of 3000 and 4000 rpm. At low suction fan speed; that is, 2000 rpm, the sheath fibers may not be able to wrap around the core fibers and contribute efficiently to the tenacity due to their reduced length. 18 Consequently, the effect of a higher spinning drum speed at low suction pressure is not significant. The effect of the spinning drum speed on yarn tenacity is more evident at higher suction pressures. Furthermore, higher spinning drum speeds (>2000 rpm) was avoided in order to avoid damage to the rCF of the core due to twisting.
Typical stress-elongation curves of friction spun yarns at three levels of suction pressure at a constant spinning drum speed of 2000 rpm are shown in Figure 8. From the stress-elongation curves, it can be seen that although the yarn tenacity is higher, the stiffness of the yarn is correspondingly lower at higher suction pressures. In addition, the elongation of the yarn to reach the maximum force; that is, the elongation at maximum force, is lower at low suction pressure than at high suction pressure.
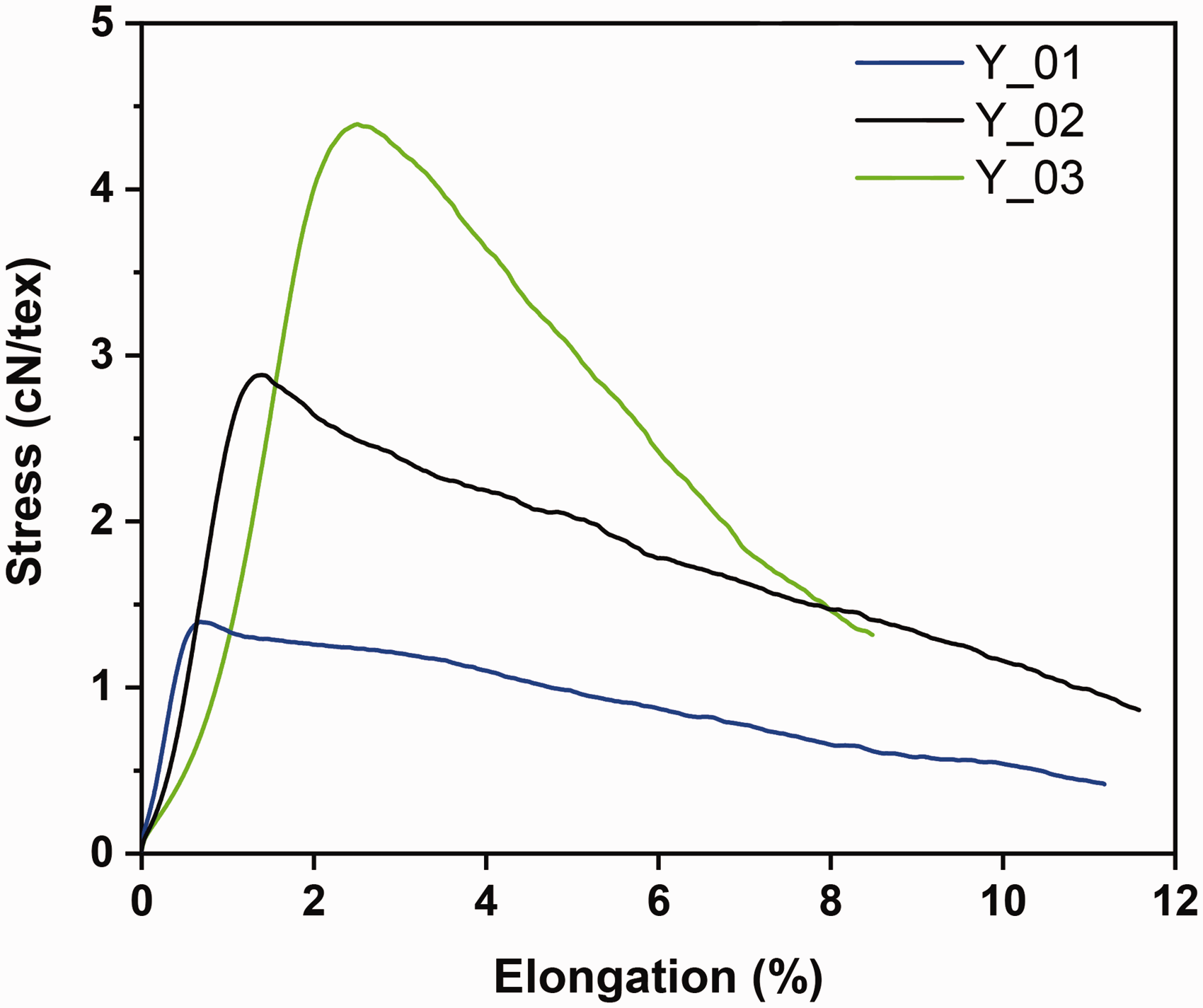
Stress-strain curves of yarns with different suction fan speeds at a constant spinning drum speed of 2000 rpm (core to sheath ratio: 93:07 weight %).
At the beginning of the stress strain curve, the rCF content, fiber orientation and structural elongation (as a result of structural integrity) of a yarn play a major role in the stiffness and elongation at maximum force. The yarn produced with high suction pressure has high structural integrity. As a result, the yarn stretches more to reach its maximum force compared with the yarn produced with low air pressure. As a result, the elongation at maximum force gradually increases at high suction air pressure (Figure 9). On the other hand, the orientation of the core fibers along the yarn axis becomes low due to the higher twist at high suction air pressure, which contributes to the lower stiffness of the yarn produced at high suction air pressure. As the core fibers are better oriented along the yarn axis, the yarn produced with low suction pressure achieves a higher force for the same elongation and therefore has a higher stiffness than those produced with high suction pressure. However, due to the lower structural integrity, the yarn can carry less load and therefore the elongation at maximum force and strength are lower for the low air pressure yarn.
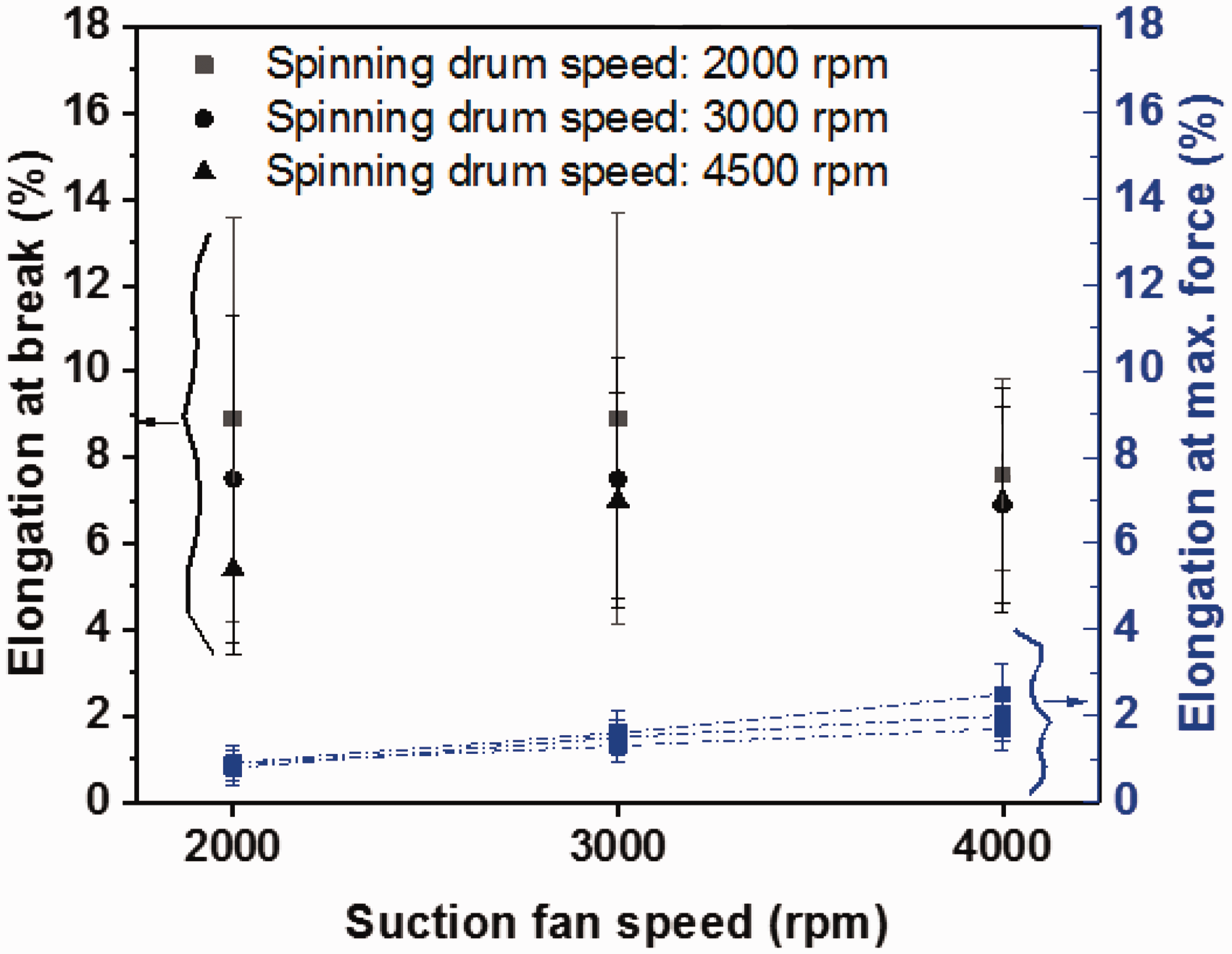
Influence of spinning drum and suction fan speed on yarn elongations (core to sheath ratio: 93:07 weight %).
On the other hand, after the yarn has reached the maximum force, the fiber in the core starts to slip in a higher order. Although there is no significant difference in the average elongation at break of the yarns as a function of the change in suction pressure (Figure 9), the shape of the stress elongation curve in the later phase; that is, from maximum force to yarn break, is significantly different (Figure 8). At lower suction air pressure; that is, 2000 rpm, the tail of the stress elongation curve (i.e. from maximum force to yarn break) is relatively flat and the fibers in the core of the yarn can slide more, due to lower yarn compactness and lower inter-fiber cohesion compared with the yarns at higher suction pressure; that is,. 3000 and 4000 rpm. The same effect was also reported by Konda et al. 17 The tendency of the effect of the spinning drum speed on the yarn elongation at break is more pronounced compared with the suction air pressure. Higher elongation at break is observed at lower spinning drum speeds, which is also the effect of lower fiber to fiber cohesion. Therefore, it can be seen that the tensile properties (tenacity, stiffness and elongation) of yarns are significantly influenced by the change in suction air pressure during yarn production. The effect of spinning drum speed and suction air pressure on the rCF yarn shows a similar tendency to other conventional fibers; for example, cotton 17 or polyester. 19 However, this effect is different from the friction spun yarn, which consists of a carbon filament yarn 18 in the core of the yarn, as already mentioned.
Influence of core to sheath ratio on yarn
Figure 10 shows the tenacity of the yarns as a function of the measured rCF content of the yarn. The total rCF content of the yarn varied as the core to sheath ratio was varied. It was found that the measured rCF content in the yarns was around 2% lower than the target rCF content (comparison between measured rCF content and core to sheath ratio of the yarn in Figure 10). This can be attributed to the loss of rCF during spinning. However, the tendency of the rCF content is the same as the target values.
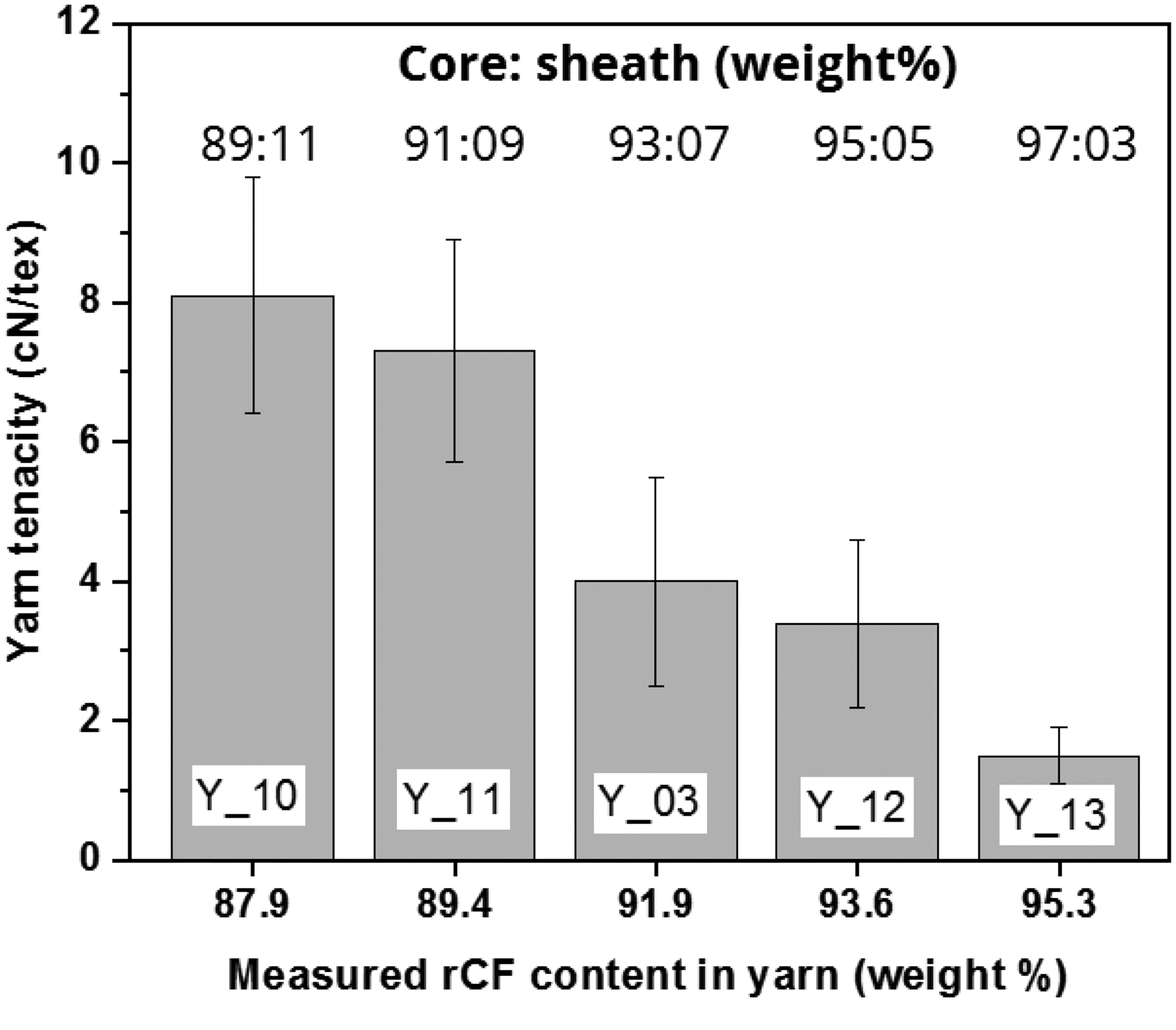
Influence of core to sheath ratio on yarn tenacity (spinning drum speed: 2000 rpm and suction fan speed: 4000 rpm).
The relationship between tenacity and the observed ranges of the core to sheath ratio of the yarn is indirectly proportional. The yarns were produced by varying the core to sheath ratio from 89:11 to 97:03 weight % at constant spinning parameters. The tenacity of the yarn decreases significantly as the core to sheath ratio of the yarn increases. The yarn tenacity is highest (8.1 ± 1.7 cN/tex) for the yarn with a core to sheath ratio of 89:11 weight %.
As the rCF in the core of friction spun yarns lies parallel to the yarn axis without twists, the yarn strength depends on the level of slippage generated by the fiber to fiber cohesion between the core fibers as a result of the radial force created by the wrapped sheath fibers. As the core to sheath ratio of the yarn increases, the amount of sheath fiber oriented radially to the yarn axis decreases, resulting in fewer wrapper fibers on the sheath. The rCF fibers in the core of the yarn are held too loosely to prevent core slippage. The result is a more voluminous yarn with a higher core to sheath ratio (Figure 11). In addition, the integrity of the yarn structure is reduced as the core to sheath ratio increases. Typically, the yarn tenacity of friction spun yarns increases up to an optimum core ratio, which is around 60–70%, and beyond this optimum core to sheath ratio a reduction in the yarn strength occurs. 20 Therefore, the yarn tenacity decreases with the increase of core to sheath ratio between the observed ranges because of low fiber to fiber cohesion between the core fibers.
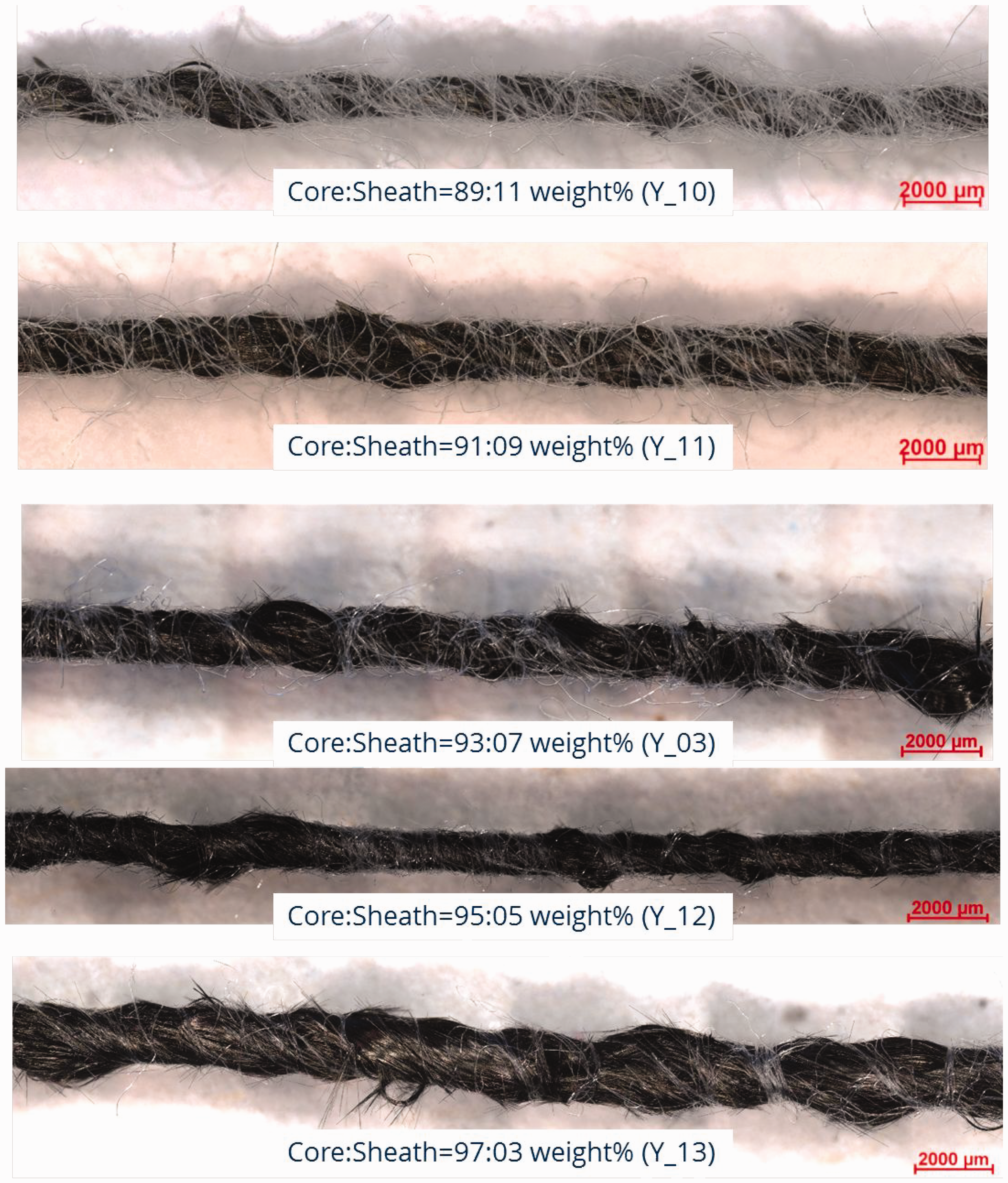
Longitudinal view of yarns (25-fold magnification) with different core to sheath ratios (spinning drum speed: 2000 rpm and suction fan speed: 4000 rpm).
The investigations showed that the spinning process for a yarn with a core sheath ratio higher than 93:07 becomes unstable and frequent yarn breaks occur. As the aim of the investigations was to obtain a yarn with a high rCF content (>90%), taking into account the spinning stability and yarn strength required for further processing on a weaving machine, a yarn with a core sheath ratio of 93:07 was selected for further investigation.
The elongation at break and elongation at maximum force of the yarns decrease generally with the increase of rCF content of the yarn in both cases (Figure 12). The yarns with a lower core to sheath ratio have a higher elongation (Figure 12). Unlike the rCF in the core, which has a low elongation at break, the sheath fibers; that is, KA115, are not only wound in kinked and helical positions, but also they have a higher fiber elongation as already mentioned. As a result, as the number of sheath fibers increases, the elongation properties of the yarns also increase. The yarn can carry less load and breaks earlier due to the lower degree of yarn integrity with a higher core to sheath ratio. Consequently, the elongations (elongation at break and elongation at maximum force) of the yarns are also lower. This tendency is in agreement with previous researchers. 20 , 21 The highest elongation at break (10.1 ± 2.9%) was found for the yarn with a core to sheath ratio of 89:11 weight %.
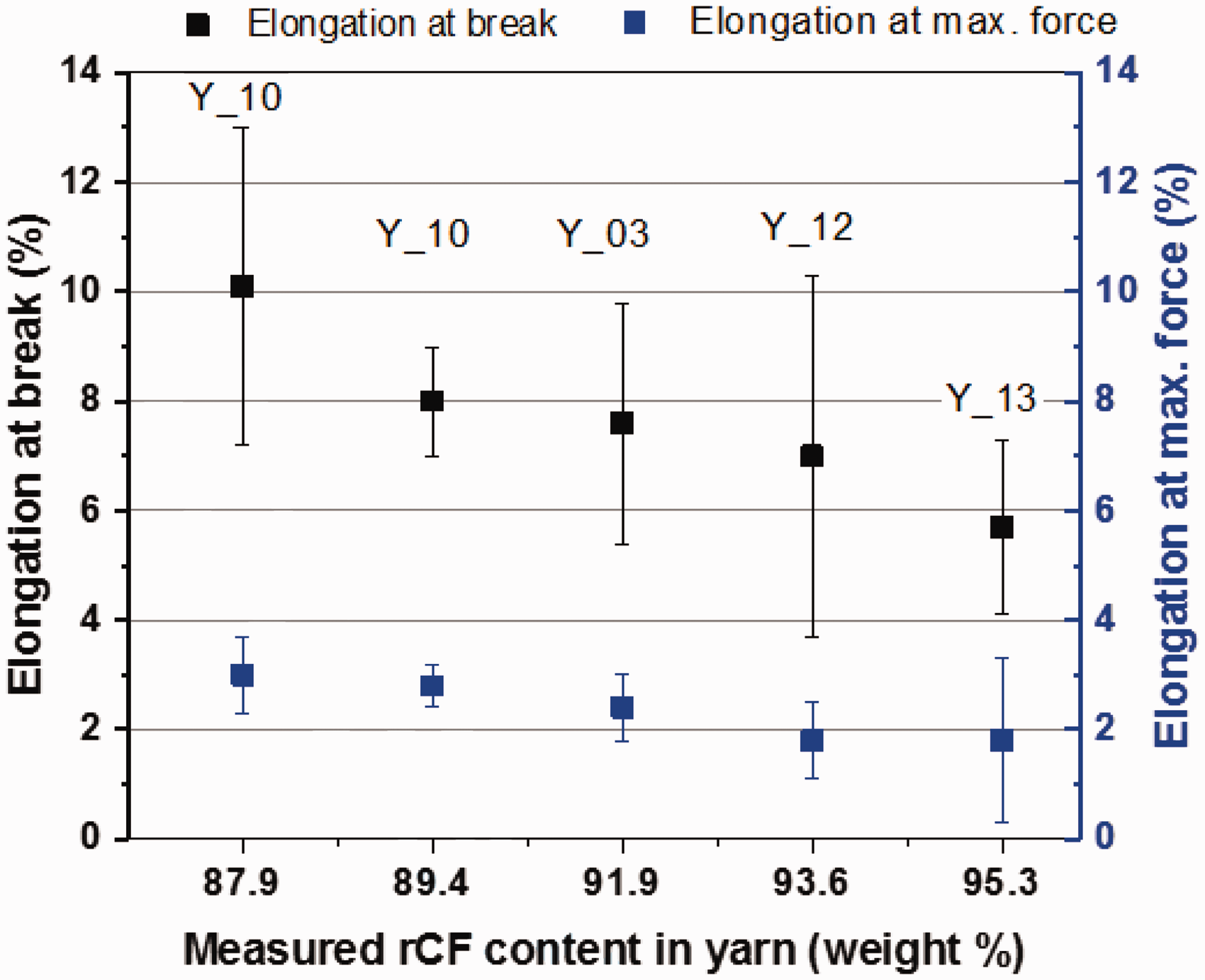
Influence of yarn recycled carbon fiber (rCF) content varied by core to sheath ratio on yarn elongations (spinning drum speed: 2000 rpm and suction fan speed: 4000 rpm).
Conclusions
In this paper, the spinning limit for the production of rCF yarns with the highest possible rCF content and the most suitable machine parameters, such as spinning drum speed and suction air pressure, have been identified. Furthermore, it gives an insight into the best possible processing parameters for 100% rCF on the carding and drawing machine. It has been shown that the yarn with a 93:07 core to sheath ratio, where the core is made of staple rCF and the sheath is made of co-polyamide KA115 fiber, gives the highest rCF content and a stable spinning process. The measured rCF content of the yarns was slightly below the target due to the loss of rCF during spinning. The stability of the yarn spinning process with a core to sheath ratio higher than 93:07 was low and not feasible for mass production. Furthermore, the yarns with high rCF content generally show low yarn tenacity and elongation due to lower fiber to fiber cohesion. In addition, investigations have shown that spinning stability and yarn tenacity increase with increased suction pressure. The yarns are less compact and weak at lower suction pressures. A similar tendency was found for the effect of spinning drum speed on tensile properties; however, the effect was less pronounced. However, further investigation is required to gain a more complete understanding of the influence of rCF yarn properties, especially the amount of core fiber and suction air pressure, on the properties of thermoset composites.
Footnotes
Acknowledgments
This article presents parts of the results achieved within the project DFG- CH 174/55-1| GE 2525/5-1 funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – 442070201. The funding is gratefully acknowledged.
The article processing charge (APC) was funded by the joint publication funds of the TU Dresden, including Carl Gustav Carus Faculty of Medicine, and the SLUB Dresden as well as the open access publication funding of the DFG.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.