
Abstract
The tensile properties of thermoplastic composites based on hybrid yarn structures consisting of recycled carbon fibre (rCF) and thermoplastic fibres (rCF content of the hybrid yarn approx. 50–60% by weight) have been reported previously. To date, no report has been found on the tensile properties of thermoset composites based on yarns with high rCF content (>90% by weight). The reasons for this are the complex mechanisms involved in processing pure rCF due to the low shear strength, smooth fibre surface, small fibre diameter and high brittleness of rCF. Yarns made of rCF (≥90% weight) for thermoset composites have been developed in a fundamental research project at the ITM. This paper reports on the tensile properties of unidirectional composites based on yarns composed of staple rCF (>90%) and low melting co-polyamide fibres produced by varying spinning parameters. Furthermore, in order to increase the infiltration of the epoxy matrix during the composite manufacturing process, the yarns are thermally treated at 180°C prior to infiltration and its effect on the tensile properties of the composites is analysed. The results show that the thermal treatment of the yarn prior to infiltration with the matrix, compared to the yarn without prior thermal treatment, helps to achieve better impregnation and therefore better tensile strength of the composites compared to the yarn without prior thermal treatment. A Youngs’ modulus and tensile strength of 86 ± 11 GPa and 1181 ± 71 MPa respectively are achieved in thermoset composites based on the developed yarns.
Introduction
The concept of spinning yarns based on staple recycled carbon fibre (rCF) is relatively new compared to the spinning of conventional staple fibres, e.g., cotton, polyester etc. Due to its brittleness, small fibre diameter, sensitivity to shear stress and lack of natural crimp, the production of fibre structures or yarns from staple CF is a challenging task compared to the processing of conventional textile fibres. 1 Therefore, in order to expedite the spinning process, rCF is usually blended with thermoplastic fibres, e.g., polyamide, polyester and polypropylene (rCF content approx. 50–60 wt %) prior to the carding process. 2 The thermoplastic component of the hybrid yarn is then melted during the composite manufacturing process to form the matrix of the composite. For this reason, hybrid yarn spinning is the most widely used method for processing rCF into a continuous yarn structure for the use in thermoplastic composites. To date, the development of hybrid yarns from staple rCF has been carried out using roving frame,1,3–6 wrap spinning7–10 and friction spinning technologies.11,12
However, spinning processes based on roving frame and wrap spinning technologies are limited by their low productivity due to the high yarn twist required to increase yarn strength for further processing. Despite this, the twisting mechanism in the spinning process exerts a very high torsional force on the rCF and damages the inherently brittle rCF. Furthermore, yarn twist negatively affects the properties of the composite by deflecting the fibres from the yarn axis. 3 In addition, the further processing of hybrid yarns based on roving frame or wrap spinning machine on textile machines (e.g., weaving and knitting) on an industrial scale is challenging due to the generation of dust. Compared to roving frame and wrap spinning technologies, friction spinning technology, which produces a core-sheath yarn structure, offers several advantages, such as highly oriented, twist-free reinforcing fibres in the yarn core, high flexibility for the production of hybrid yarns with adjusted core-sheath ratio, the possibility of combining several fibre components and a wide range of yarn counts to meet specific requirements.12,13 Therefore, hybrid yarn constructions based on friction spinning technology offer good potential for significantly improved composite properties due to improved fibre orientation, high compactness and consequently high fibre volume content. 12 Furthermore, due to the higher productivity (up to 250 m/min) and the potential for dust-free processing of rCF hybrid yarns into fabric structures (due to the use of a thermoplastic sheath covering the rCF in the core), friction spinning technology appears to be a viable industrial solution for the production of rCF-based hybrid yarns for thermoplastic composites.
Carbon fibre reinforced composites (CFRP) are preferably made with a thermoset matrix (more than 69%) 14 due to their ease of manufacturing, higher thermal stability, excellent fatigue strength and good fibre to matrix adhesion. As thermoset CFRP is produced by impregnating the reinforcement structure with the thermoset matrix, the yarn required for the reinforcement structure must ideally be made entirely of rCF. However, to date, no report has been found on the research work and R&D project for the production of thermoset composites and the mechanical properties of thermoset composites based on yarns with high rCF content (>90% by weight). The reasons for this are the complex mechanisms involved in processing pure rCF due to the specific properties of rCF based on conventional yarn manufacturing technologies as mentioned above. Therefore, there is a high demand for the development of yarns with high rCF content (>90% by weight) that are suitable for thermoset applications from both an economic and environmental point of view.15,16
Although friction spinning technology shows good potential for hybrid yarns for thermoplastic composites, the challenges of producing high rCF (>90% by weight) yarns suitable for thermoset composites based on friction spinning technology are manifold
15
: • To achieve a high rCF yarn, the core of the yarn should ideally be 100% rCF. However, as mentioned above, carding, drawing and spinning 100% rCF is very challenging. • rCF cannot be used as a sheath due to its brittleness, low elongation and lack of natural crimp. Therefore, a fibre component other than rCF, which is suitable for textile processing, is required as the sheath of the yarn. In this case, the total rCF content of the yarn and consequently the fibre volume content of the thermoset composite will decrease depending on the amount of sheath. Therefore, the amount of sheath should be as low as possible and the sheath fibre should ideally be compatible with the matrix. • The sheath fibres in the yarn are located radially to the yarn axis. Therefore, the sheath fibres contribute little to the reinforcement of the composites required in the 0° tensile direction, so the sheath fibre does not be necessarily have to be rCF. • The use of a sheath carries the risk of hindering the infiltration of the rCF into the core of the yarn during composite manufacture, resulting in a poor fibre-matrix adhesion and poor mechanical properties. Therefore, the fibre to be used as the sheath of the yarn should ideally dissolve in the matrix during consolidation, preferably at low temperature.
Therefore, the amount of sheath should be as low as possible to maintain the structural integrity of the yarn, but still achieve the required yarn strength to ensure further processing on the weaving or knitting machine and the resulting composite properties. The use of matrix soluble fibres as a sheath would help to ensure a better fibre matrix adhesion in composites. Therefore, the amount and choice of sheath fibre is crucial to the yarn and subsequent composite properties. 15
The influence of the use of different thermoplastic fibres and matrix soluble binders on thermoset composites has been investigated by various researchers. The use of Grilon MS chopped strand interlayers in carbon fibre/expoxy laminates is reported in. 17 A tenfold increase in the fracture toughness of carbon fibre/expoxy composites is reported with the addition of 10 wt% Grilon MS. A synergistic toughening effect (almost 150% increase in interlaminar fracture toughness compared to the CFRP laminate) is reported in 18 by combining phenoxy and aramid interlayers. In,19–21 the use of low melting or soluble thermoplastic stitching yarns and their corresponding binder nonwoven mats for the preparation of preforms for non-crimped carbon fibre reinforced epoxy composites is demonstrated and the mechanical properties of the composites are investigated. In, 22 it is shown that the delamination resistance and impact strength of carbon/epoxy composites based on a carbon fibre braided fabric interwoven with low melting temperature polyamide fibre (Grilon K-140) are higher than those based on high melting temperature polyamide fibre (Nylon6/6). The literature review shows that the phenoxy based Grilon MS fibre is a suitable candidate for use in an epoxy matrix due to its high solubility in the epoxy matrix. However, Grilon MS fibre is not suitable for use as a yarn sheath. This is because crimped staple fibres are essential for textile processing and Grilon MS fibre is currently available as an endless filament yarn with a smooth surface. Therefore, the possibility of using matrix soluble thermoplastic fibres as a yarn sheath is very limited. However, the effect of using low melting temperature polyamide staple fibre in the manufacture of yarn structures and its influence on the tensile properties of thermoset composites has not yet been reported.
In our previous paper, 16 investigations on the development of yarn structures from rCF (≥90% weight) and low melting co-polyamide fibres on a DREF-3000 friction spinning machine for thermoset composites has been reported. The yarns were developed as part of a fundamental research project at the ITM of the TU Dresden. The core of the yarn consists of rCF only and the sheath of low melting co-polymaide fibre with a core to sheath ratio of 93:07. The card and the drawn slivers are made entirely of rCF. The effect of spinning parameters on the tensile properties of yarns has been reported in. 16
The aim of this study is to investigate the tensile properties of unidirectional thermoset composites made from the yarns composed of staple rCF (>90%) and low melting co-polyamide fibre. In particular, the aim of this work is to investigate whether the sheath of the friction spun yarn is suitable for the production of thermoset composites. To this end, the yarns are thermally treated prior to infiltration to enhance the infiltration of the epoxy matrix during the composite manufacturing process and the effect on the composite properties is analysed. Furthermore, the effect of the spinning parameters on the tensile properties of the composite is also investigated.
Experimental
Fibre materials
Tensile properties of the used fibre materials.

aMeasured according to DIN EN ISO 5079. Details of the test parameters can be found in. 15
Development of yarns on a DREF-3000 friction spinning machine
For the production of thermoset-based unidirectional (UD) composites, yarns with a 900 tex core-sheath structure are produced on a DREF-3000 friction spinning machine modified at ITM (Fehrer AG, Linz/Austria). The core of the yarn serves as the basis for the reinforcement of the composite, which is produced by impregnation with a thermoset resin. To produce the drawn sliver required for the core of the yarn structures, a card sliver is first produced on a modified carding machine with 100% rCF. The sliver is then drawn on the draw frame using a modified levelling unit to produce a drawn sliver with a defined linear density and high uniformity. Details of the production of the card and drawn sliver are reported in. 16
Process variables of the developed yarns.
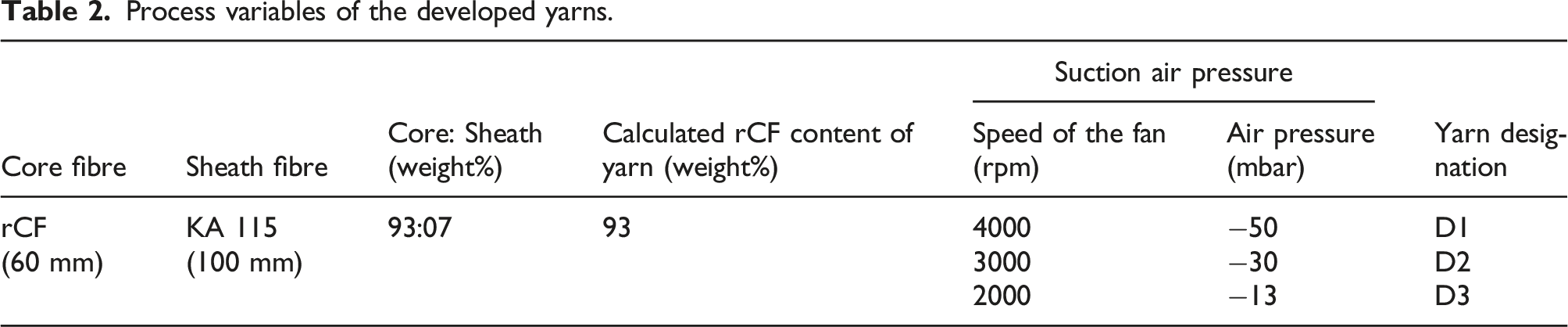
Co-polyamide staple fibre (KA115) is used as the sheath of the yarns. The function of the sheath is only to hold the core fibres and ensure the structural stability of the yarn. The amount of co-polyamide staple fibre in the yarn is kept as low as possible to ensure infiltration of the resin. Due to low yarn strength and instability during yarn spinning, a yarn with a core-sheath ratio >93:07 is not feasible. Therefore, a yarn with maximum rCF and minimum co-polyamide staple fibre content is produced with a core-sheath weight ratio of 93:07, while maintaining sufficient yarn strength and spin stability. 16 The theoretical rCF content of the yarn is 93% by weight. However, the measured rCF content in the yarn is found to be 92% by weight, which can be attributed to the fibre loss during spinning.
Manufacturing of UD thermoset composites
In order to determine the tensile properties of the composites made from the developed yarns, UD composite plates with dimensions of 300 mm × 180 mm × 2 mm (length × width × thickness) are produced. For this purpose, the yarn is unidirectionally wound on a winding frame (IWT Industrielle Wickeltechnik GmbH, Germany). The impregnation of the uni-directionally wound yarns is carried out using the resin transfer moulding (RTM) technique (Figure 1). Manufacturing of UD thermoset composites based on RTM technique.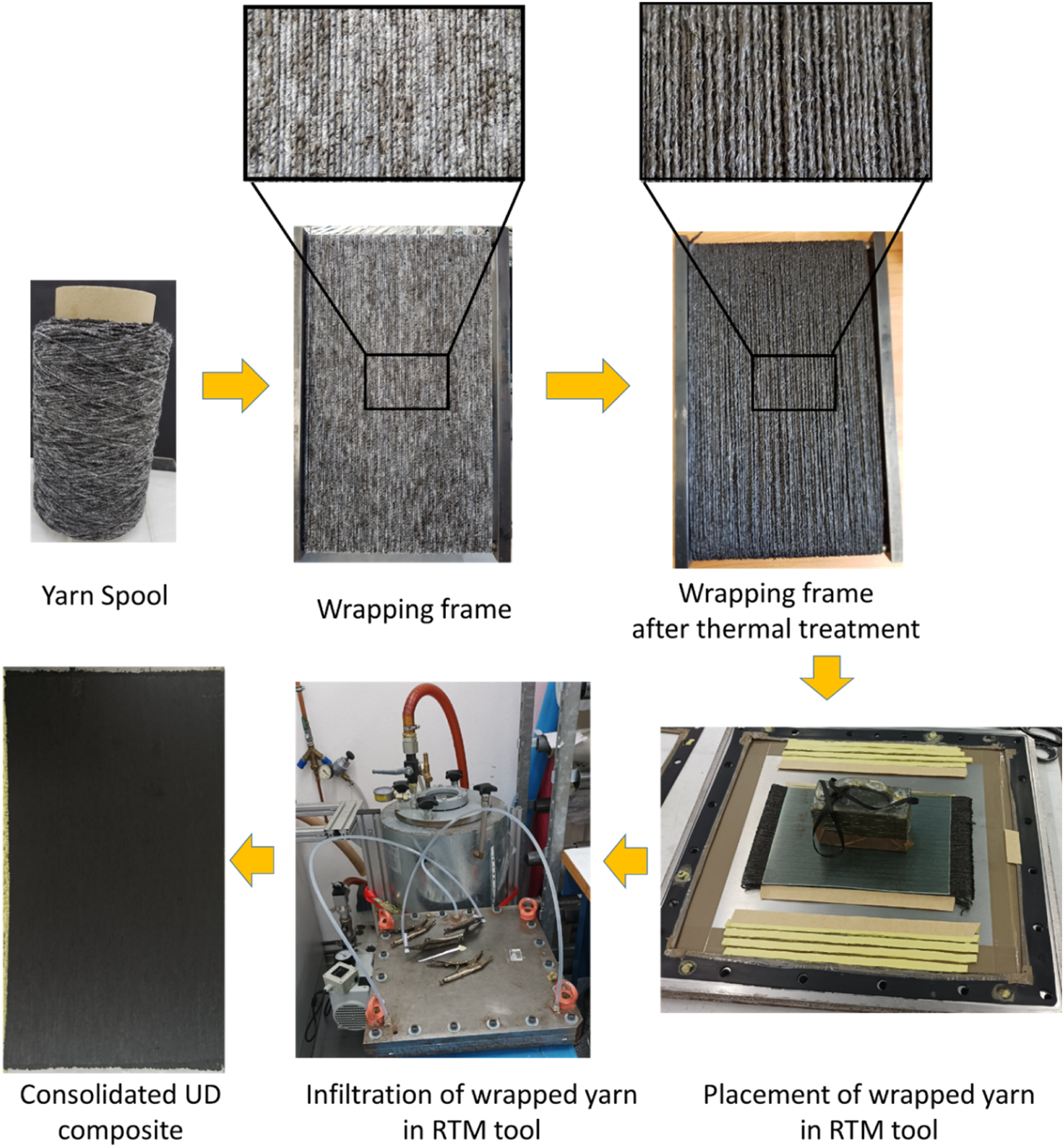
Overview of the UD composites produced for the investigations with and without thermal treatment.

Test specimens measuring 250 mm × 25 mm (L × B) are then cut from the consolidated composite plates in the 0° direction for tensile testing (DIN EN ISO 527-5). The specimens for the tensile test are prepared with tapered end tabs (50 mm × 25 mm) based on glass fibre reinforced composites, glued in place with Loctite 401 instant adhesive. These are used to protect the specimens from the jaws of the testing machine and to prevent clamping failures due to localised damage to the material.
Characterizations of UD composites
The tensile properties of the UD thermoplastic composite specimen are determined using a Zwick type Z 100 instrument (Zwick GmbH and Co., Germany) following DIN EN ISO 527-5. The tensile test is performed at a crosshead speed of 2 mm/min and a test length of 150 mm are used for. The tensile strain of the composite is measured using an optical light sensor. Reflective paper is placed at both ends of the composite specimen for this purpose. The determination of Young’s modulus entails analyzing the correlation between the measured tensile strength and strain within the elongation range of 0.05 to 0.15%, which is evaluated through the utilization of the testXpert® software. Each configuration is subject to a minimum of five measurements to obtain its respective average value.
The actual rCF content of the UD composites is determined using a muffle furnace (Nabertherm Controller B170) according to DIN EN ISO 1172: 1998. The UD composite test specimen is weighed, then heated at 450°C for 1 h to completely burn off the matrix from the specimen, and weighed again. Based on the weight loss, the rCF volume fraction of the composite specimen is calculated from the densities of rCF (1.8 g/cc) and epoxy resin (1.14 g/cc). In addition, cross sections and breaking positions of the composites after tensile testing are analysed using a scanning electron microscope (SEM).
Results and discussion
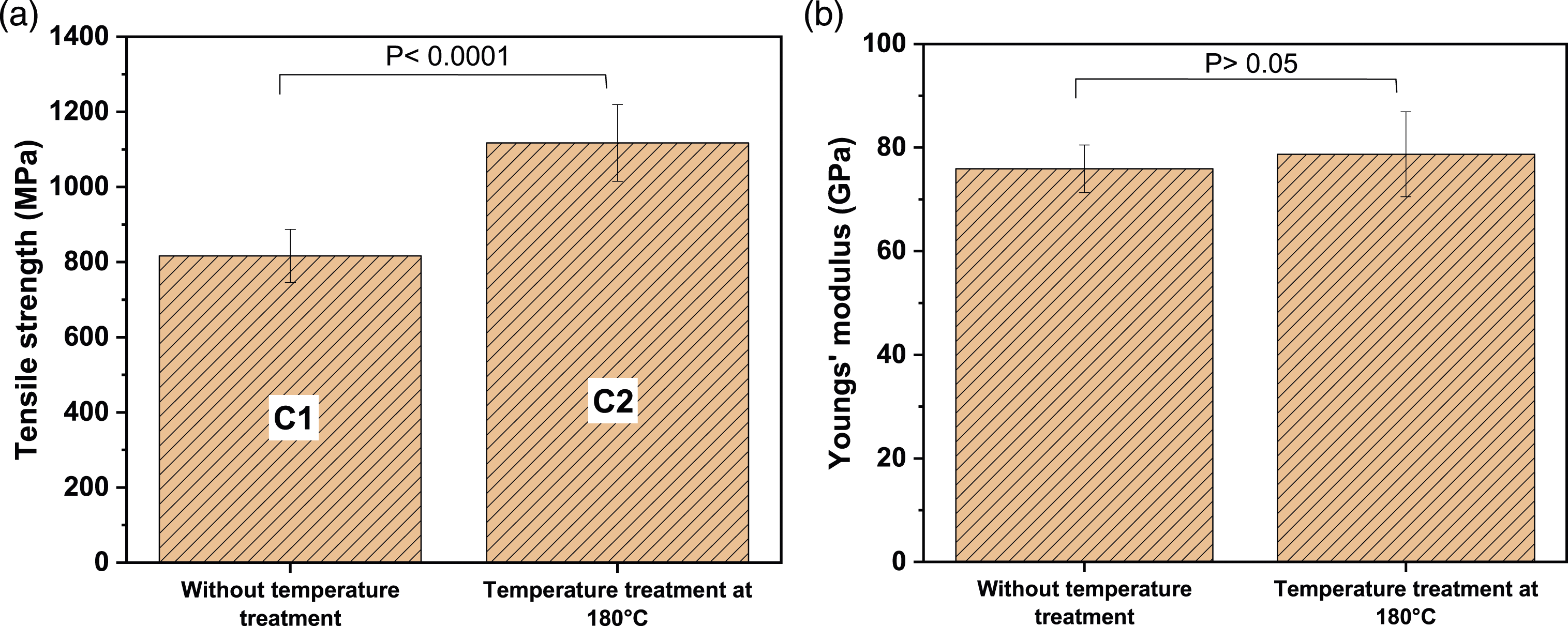
As one of the specific aims of this work is to investigate the effect of the yarn sheath on composite properties and to promote sufficient epoxy resin penetration during consolidation, different composites are made from both heat treated and untreated yarns. For this purpose, the composites are produced by using the yarn that is produced at a suction fan speed of 4000 r/min. The tensile stress and elongation curves of the UD composites as a function of the heat treatment of the yarn prior to resin infiltration are shown in Figure 2. It is evident that the tensile strength of the C2 composite, produced from the yarn that underwent heat treatment at 180°C, is significantly higher (p < .001 at 95% confidence interval) than that of the untreated yarn (C1). The average tensile strength resulting from C1 and C2 composites is 817 ± 70 MPa and 1117 ± 102 MPa, respectively. However, there is no significant difference (p > .05 at 95% confidence interval) observed in the Young’s modulus of the composites due to heat treatment (Figure 3). The composites exhibit an increase of approximately 18% in elongation at break after treatment of the yarns with heat, in comparison to the untreated yarns (see Table 4). Effect of heat treatment on stress-elongation curves of UD composites. Effect of heat treatment on tensile properties of UD composites: (a) average tensile strength and (b) Young’s modulus of composites. Characteristics of the investigated UD composites.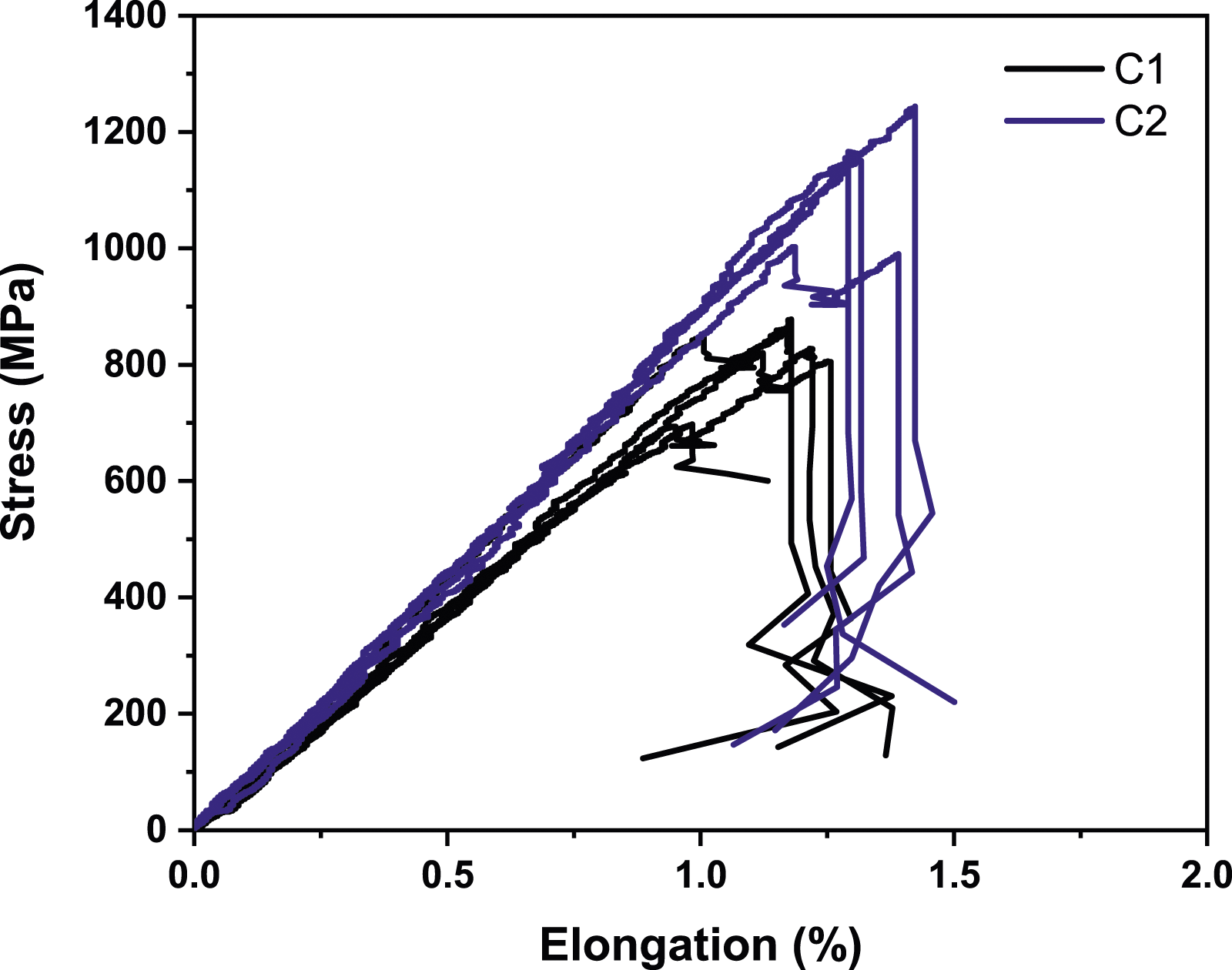

Increased tensile strength and elongation at break of composites can be attributed firstly due to better impregnation of the rCF by the thermoset matrix, as the epoxy resin can penetrate more easily due to the more open yarn structure of the heat treated yarns. Secondly, it can be assumed that the molten co-polyamide fibre promotes higher adhesion between the rCF and the molten co-polyamide fibre as well as between the molten co-polyamide fibre and the matrix compared to the composites without prior thermal treatment. 22 This suggests improved overall bonding in the composite. The load transfer between the matrix and the reinforcing fibre is more efficient, resulting in higher tensile properties in C2 compared to C1.
Thirdly, the different state of the co-polymer fibre in the cross section of the composites can also influence the mechanical properties of the composites. Dry co-polyamide sheath fibres are visible among the rCF fibre bundles (cf. C1 in Figure 4). The rCF fibre bundles are relatively evenly covered with dry co-polyamide fibres. On the other hand, the C2 in Figure 4 shows that the coverage of the rCF fibre bundle is not uniform and some areas of the yarn cross-section are not covered by the sheath fibre. Upon melting, the adjoining co-polyamide fibres fuse to create a continuous phase, which generates further open spaces on the yarn's surface. These voids facilitate the matrix’s penetration of the core fibres during composite manufacturing. Moreover, the melted co-polyamide fibre’s continuous phase enhances the bond between the rCF and the matrix. Thus, the composites manufactured from thermally treated yarns exhibit higher load carrying capacity compared to those made from untreated yarns. Cross sectional image of UD composites (C1: left and C2: right).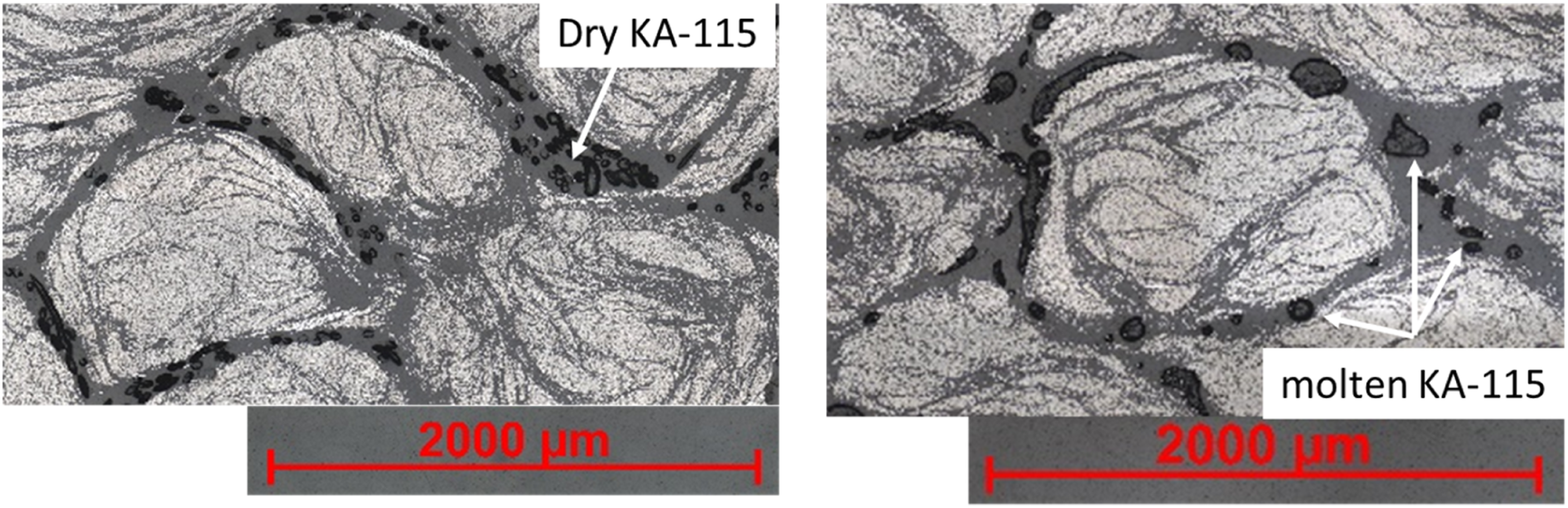
A significant difference can be seen in the breaking pattern of tensile specimens produced with and without heat treatment (Figure 5). In the absence of heat treatment, the composite breaks as a line between the unidirectionally oriented yarns. The SEM images show the dry co-polymaide fibre, which implies inadequate resin infiltration. It is evident that the failure of the composite takes place at the boundary of the yarn sheath. If there are any dry co-polyamide fibres left in the composites, the crack can propagate effortlessly through the boundary layer of the co-polyamide fibre. In contrast, composites made from thermally treated yarns do not display such a linear fracture pattern. Instead, the composites break across the entire cross section of the composite. Consequently, it can be inferred that the heat treatment enhances the infiltration of the core sheath yarn resulting in better tensile properties. The results of the composite tests are summarised in Table 4. Typical breaking pattern of UD composite specimen after tensile testing depending on yarn heat treatement prior to composite consolidation of.
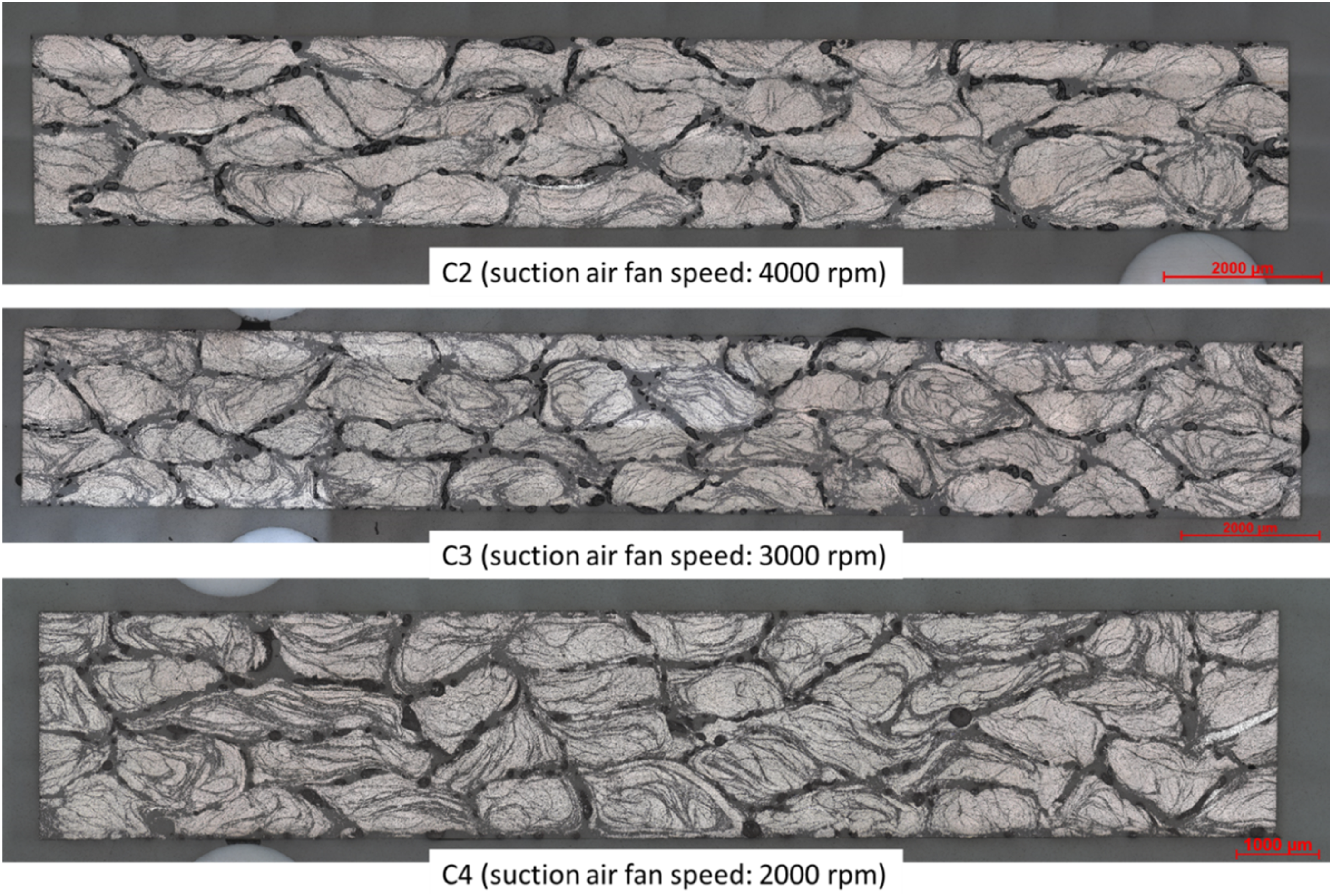
In,15,16 it is reported, that the yarn strength and compactness increase at high suction air pressure due to improved fibre to fibre cohesion. However, there is also a risk of high fibre damage and low fibre orientation as a result of the high torque acting on the yarn surface during spinning at high suction air pressure. Therefore, it is crucial to understand the influence of this factor on the tensile properties of composites. For this study, composites are produced from yarns with varying suction air fan speeds. It is found that the tensile strength of the composites is higher when produced with heat treated yarns compared to untreated ones (Figure 3). To ensure consistency, the yarns are heat treated before composite manufacturing for this investigation. From the statistical analysis of the results (Figure 6), it can be found that the p-value is higher than 0.05, indicating no significant difference in the means for both tensile strength and Youngs’ modulus. The highest Youngs’ modulus of 86 ± 11 GPa and the highest strength of 1180.9 ± 71 MPa is obtained at the suction fan speed of 2000 and 3000 r/min, respectively. It was expected that reducing the suction fan speed to 2000 r/min would result in higher tensile strength of composites as well due to reduced torque on the yarn structure and less deviation of the fibre orientation from the loading direction. However, the increase in tensile strength at 2000 r/min compared to 3000 r/min is not observed, as the yarns produced at lower suction air pressure are weaker, less compact and relatively uneven, leading to more frequent yarn breaks during the production of wrapping frames. As a result, it is assumed that the composite made with a yarn produced at 2000 r/min would contain more defects. Nonetheless, the observation of the composite cross-sections did not disclose any variation in the porosity within the composites (Figure 7). Hence, these findings demonstrate that the high suction air pressure necessary for the production of yarns with strength and compactness on the friction spinning machine does not impair the tensile strength of composites. Effect of suction air pressure during spinning of yarns on (a) tensile strength and (b) Youngs’ modulus of UD composites. Cross-section UD composites produced from yarns with different suction air fan speed.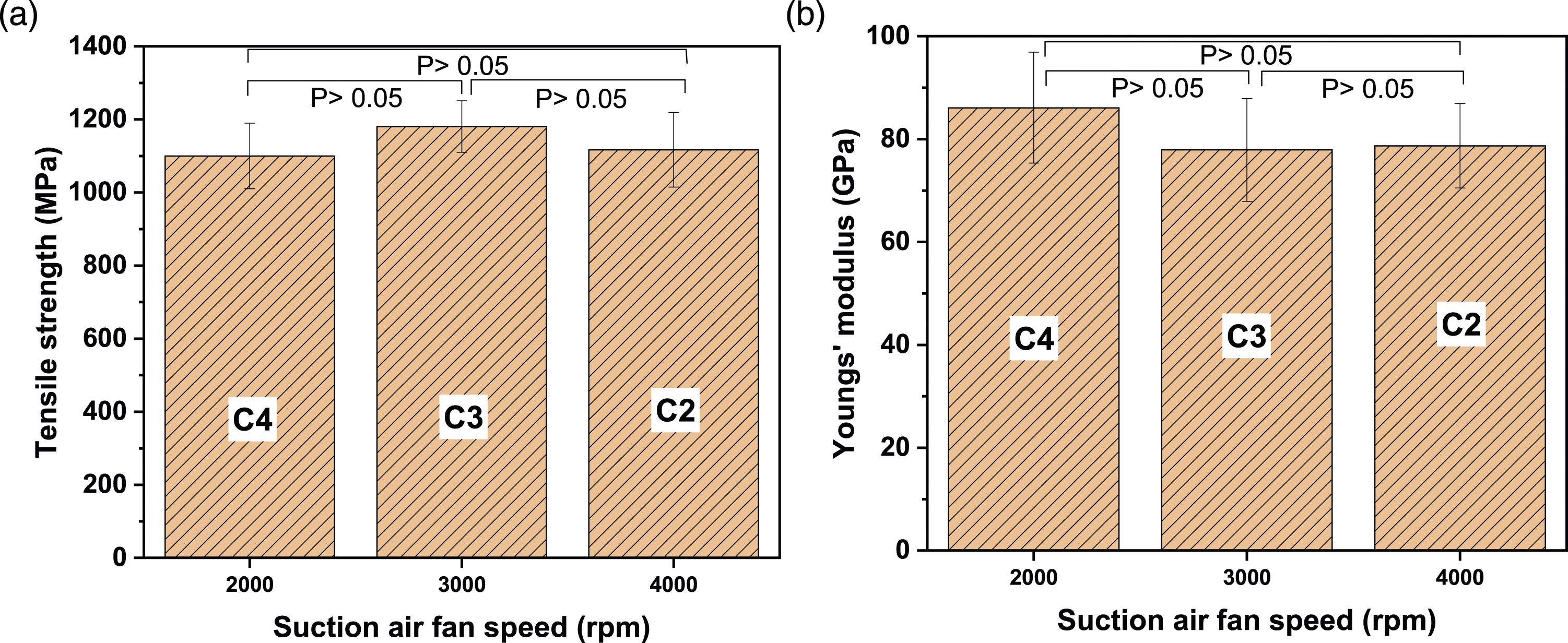
Conclusion
This paper presents the analysis of the tensile properties of thermoset UD composites made from yarns consisting of >90% rCF in combination with <10% co-polyamide fibre. The effect of thermal treatment of the yarn before being infiltrated with the matrix on the properties of the composite is analysed. The results show that prior thermal treatment of the yarns contributes to superior impregnation, resulting in enhanced tensile strength. In addtion, the effect of the spinning parameters on the tensile properties of the composite is also studied. The composite produced using a yarn at the lowest suction air fan speed of 2000 r/min possesses the highest Youngs’ modulus of 86 ± 11 GPa due to enhanced fibre orientation. A maximum composite tensile strength of 1181 ± 71 MPa can be achieved with a suction pressure of 3000 r/min, which provides an optimal yarn quality in terms of fibre orientation and yarn strength. The investigations show the enormous potential of the DREF-3000 friction spinning process for the development of thermoset composites from rCF. Nevertheless, it is possible to increase the tensile strength of the composite by enhancing the solubility of the co-polyamide fibre in the matrix, which could be achieved by using high temperature epoxy resin or a suitable epoxy resin that chemically reacts with the co-polyamide fibre.
Footnotes
Acknowledgments
This article presents parts of the results achieved within the Project DFG- CH 174/55-1| GE 2525/5-1 funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – 442070201. The funding is gratefully acknowledged.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Deutsche Forschungsgemeinschaft; 442070201