Abstract
In future, laboratories require particularly multivariate laboratory devices. They have to provide an increase of the reactions per time unit and the reduction of the reaction volumes. Furthermore, the devices must be variable integrable in hardware and software in complex laboratory automation systems.
The multiparallel high-pressure microplate reactor (HPMR) 50–384 enables the simultaneous execution of up to 384 reactions in a reaction module under reaction pressures up to 50 bar and temperatures in the range from 0 to 100 °C. The homogenization of the reagents is based on a magnetic stirring system.
The reaction module is based on a commercially available microplate made of polypropylene, MultiChem, or glass. With a cap mat, a perforated cover plate and a support frame such as microplate will be completed. The gas exchange in the reaction vessels can be ensured with an injection system in the lid of the pressure tank. Thus, the HPMR 50–384 enables the handling of air-sensitive compounds under atmospheric conditions. The possibility of integration into a laboratory automation system or the connection to a LIMS makes the HPMR 50–384 to an all-purpose reaction system.
Keywords
Introduction
The increasing globalization requires today a faster development of products at lower costs combined with a reduction of the consumption of valuable resources. These requirements have a direct influence on the development of the used technologies.
The laboratories may answer with new automated parallel reaction systems, which offer more reactions per time and smaller reaction volumes. For the integration into fully automated laboratories, the reaction systems have to supply standardized reaction vessels. Because the reaction systems commercially available on the market are not fully integrable into complex laboratory systems, the development of a multiparallel high-pressure reactor that meets all requirements was necessary.
Figure 1 shows a fully automated laboratory for chemical synthesis. Beside the microplate reactor, it contains a parallel liquid-handling system for sample preparation, different plate hotels, and a robot arm on a 3-m rail for the transportation of the reaction vessels between the different devices. On the other side of the robot arm, different analytical devices such as PAL-GC, HPLC, and MS-TOF and a centrifuge have been positioned.

Fully automated synthesis laboratory.
Currently, there are various commercial reaction systems available. The systems can be divided in two groups: devices with a pressure level upto 10 bar and devices with pressure levels above 10 bar. Examples for the first group are the ASW2000 (Chemspeed), Chem-SCAN lp (HEL), and Advantage Series 3400 (Argonaut). 1,2 These systems generally use a shared gas supply and therefore do not allow an individual pressure setting per reactor. Reaction systems of the second group are usually equipped with individual pressure settings for each reaction chamber. There are, however, differences regarding the possible temperature settings (e.g., ChemiStation [Zinsser Analytic], Endeavor system [Biotage], SPR16 [Amtec], PPR [Symyx 3 ], Chem-SCAN hp [HEL], eightfold parallel reactor [University of Rostock 4,5 ], 96-fold multireactor [Premex 6 ]). Owing to their limited integration capabilities, the available reaction systems cannot really cooperate with the similar HTS devices, which were described above as a full automated reaction laboratory. Several systems (high-pressure parallel reactor [Symyx 7,8 ]) work with microplates in fact; however, the systems require too many manual interventions with respect to a fully automated reaction lab.
Reaction system
The high-pressure microplate reactor (HPMR) 50–384 (displayed in the middle of Fig. 2) is the further development of the HPMR 50–96 9 and was developed by the Center for Life Science Automation. It has a pressure tank that accommodates the microplate. For setting up the reaction parameter, the HPMR 50–384 includes functional units for heating, pressurization, and mixing. A PC 104 system is integrated for the control of the reactor. All units are positioned inside of a compact housing. The communication between the system and the operator is based on hard- and software interfaces and a graphical user interface (Fig. 2).
Concept of the HPMR 50–384.
The pressure tank is made of a nickel-based stainless steel (nickel alloy 2.4856). This alloy is nonmagnetizable, chemically stable, and TÜV certificated. Furthermore, it has a high strength. 10,11
The pressure tank consists of three pieces: the lower part houses the reaction module. For the pressurization, two holes for gas supply are integrated. Twelve cones are used for focusing the reaction module in the tank. The closures are required for save closing of the pressure tank. The interlocking is operated pneumatically.
On the top of the upper part of the pressure tank, the lid, the actuators for opening, and closing of the reaction module are mounted. Two pneumatic cylinders generate a usable force of 367 N for moving anything in the closed pressure tank in the case of 50 bar in the tank. The lid can move horizontal with a left and right pneumatic linear drives in a distance of 100 mm. For vertical moving of 75 mm, the lid is mounted on a further pneumatic cylinder. The gas-tight sealing of the pressure tank based on the use of an O-ring made of Viton, Perlast, or Kalrez. 12,13
The homogenization of the reaction substances is realized through the use of a commercial magnetic stirring system, which was modified for our special space requirements. 14,15 This system generates the rotation of the stir discs in the reaction modules based on the interaction with a strong magnetic cylinder, which is coupled on a gear motor. The system offers a stir velocity up to 500 rpm.
A tempering system based on eight robust thermoelectrical coolers (TECs) used for heating and cooling the pressure tank in the range from 0 to 100 °C. TECs are heat pumps that can control the temperature by current variation. By changing the current direction, the coolers are switching from heating to cooling mode. The electrical current will be controlled by two temperature controllers worked up to 50 A at 24 V. The TECs are only transporting heat from the cold site to the hot site of the element. A recooling system is used to remove the heat from the hot site of the TECs to the ambient. It contains two water coolers, one centrifugal pump and one efficient radiator. The water coolers are mounted on one side of the TECs. The cooling water is pumped via the centrifugal pump through the water coolers, warms up (in case of pressure tank cooling), and delivers the heat with the help of the radiator to the ambient air. The second side of the TECs is mounted on the pressure tank. Due to the low heat conductivity of the pressure tank, two copper plates are built-in to ensure good heat transfer from the TECs to the pressure tank. With the help of the copper plates, the heat transition area could be increased by the factor 4.5.
A further functional unit is the pressurization. The pressurization system in the reactor is flexible and enables inert gas conditions and reaction pressures up to 50 bar. The central part of this gas management system is a central pressure control unit including an integrated pressure regulator with control valve. The gas flow is controlled by magnetic valves. Furthermore, the gas management system contains nonreturn valves to protect the magnetic valves from reverse pressure, integrated filter to avoid contaminations in the other devices of the gas management system, and one pressure-release valve and a manually operatable ball valve for save requirements.
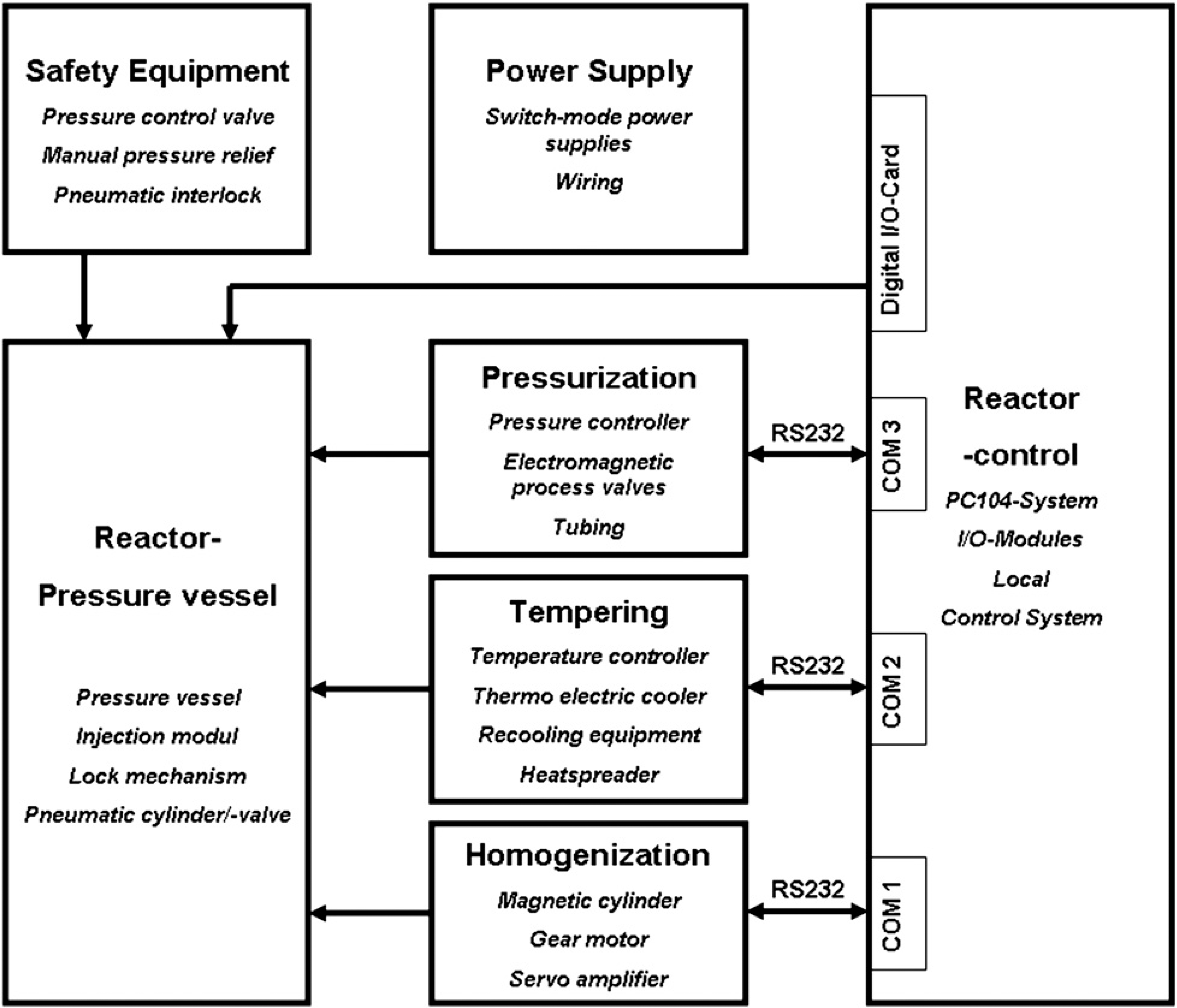
The hardware of the control system is based on a PC104 system. 16 It includes an Intel Celeron processor with 1 GHz and 512 MB RAM. Three I/O-cards of the PC104 system offer 4 COM-ports, 40 optoisolated input channels, and 40 relay output channels. One integrated DC/DC module supplies the PC104 system with electrical power. For data storage, a 40 GB hard disk was built-in. Windows XP is used as an operating system.
All the functional units described are built-in in a compact housing from aluminium alloy profiles. The whole housing is 760 mm in width, 570 mm in depth, and 670 mm in height.
The software of the control system is divided into three levels. The first level, the local control system is used for planning, process control, and process visualization. It offers interfaces to a laboratory control system and to a local operator. This first level is connected with the master level via TCP/IP.
The master operates as supervisor of the single components and is responsible for conditioning and forwarding of the instructions to the third level, the slave level. The slave level is used for the supply of the special device functionality.
The HPMR 50–384 communicates with the operator over a graphical user interface. It shows the current pressure, temperature, and stirring speed rates. In addition, the progress of each method can be observed. The method planning is done through the creation of the method itself with the help of the editor. This part of the process includes the selection of the required control commands and the arrangement of its parameters within the necessary time constrains.
Furthermore, the HPMR 50–384 offers a connection to a LIMS. In this case, the operator can download the methods and their parameters from the reactor, change and transfer the planned method and the new parameters via an XML-interface to the reactor. 17 Beside the use as stand-alone device, the described reactor can be integrated into different complex automated systems due to its interfaces in hardware and software.
Reaction Module
One of the most important components of the screening system is the reaction module, which is standardized in the Society for Biomolecular Sciences (SBS) format. 18 On the basis of this feature, it can be handled by a robot. The reaction module contains a 384-well microplate, a pierceable cap mat, a support frame, and a perforated plate. Three kinds of microplates made of polypropylene, MultiChem, or glass can be used. The support frame and the perforated plate are made of the nonmagnetic Hastelloy C-22.
The microplate will be sealed with the cap mat positioned in the support frame in such a way, that a gas-tight sealing will result. 19 In such a way, locked 384 “reactors” are supplied to the HPMR 50–384 under inert gas conditions, filled with the reagents and agitating stir discs.
Penetration of the cap mat is possible with the help of an injection system and thus a gas exchange between the pressure tank and the reaction wells can be realized. This kind of reaction module, the injection module, consists of a rack, the microplate, the perforated plate, and a separate sealing mat. The completed reaction module is shown in Figure 3.
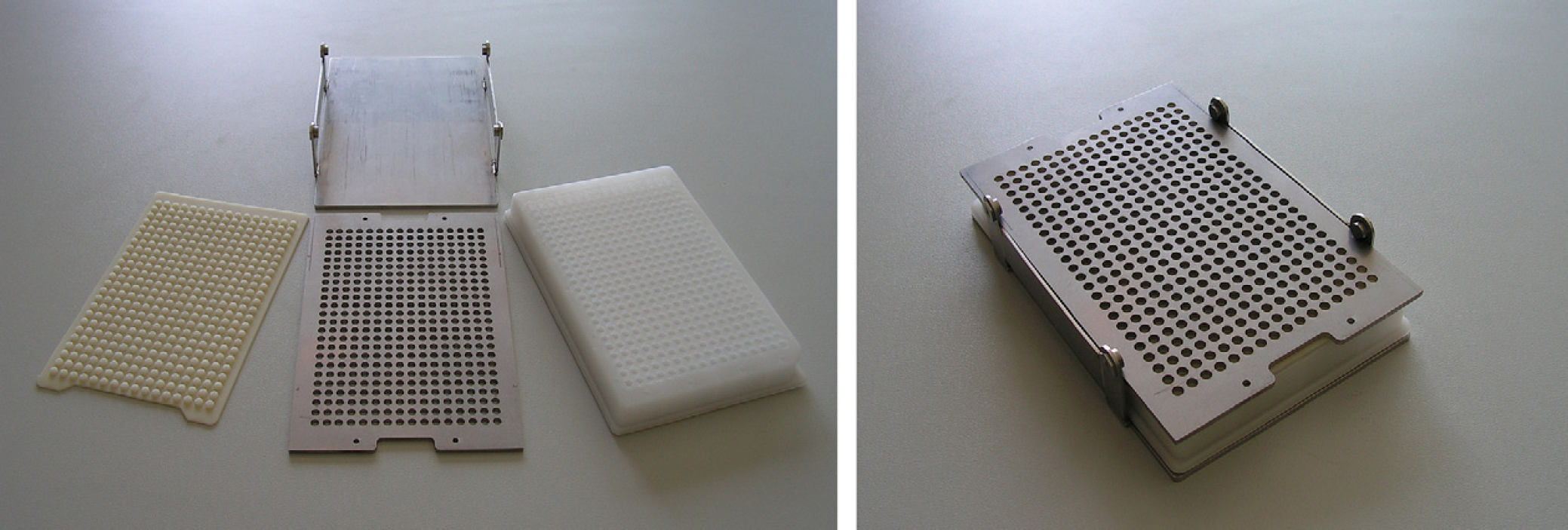
Reaction module.
The method offers a reclosing of the reaction wells after the filling with reaction gas and thus a further process cycle under inert conditions. The opening and closing is realized with the help of two external pneumatic actuators, which are installed on the lid of the pressure tank. These actuators transfer the needles of the injection system via the septa of the cap mat. For this method, the renewed sealing of the plates is given by the function mode of the septa. By means of this technology, it is possible to realize a defined reaction gas volume in the reaction modules.
Application
The enantioselective hydrogenation of methyl-2-acetamido acrylate was chosen as an example to test the new technology (Fig. 4). The application is well reported in the literature 20 and thus the results of the automated synthesis could very well be compared and evaluated with the manual results. Twelve chiral ligands were combined with two special metal precursors (1) Rh(cod)2BF4 and (2) Rh(cod)2SO3CF3 with different anions so that always 16 wells were filled with the same mixture.
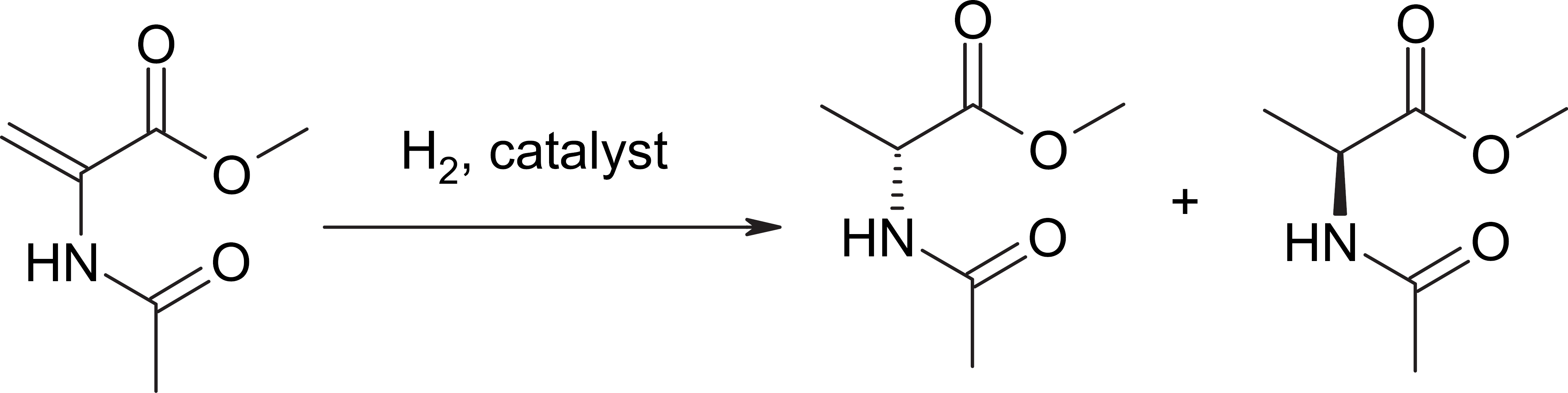
Investigated reaction.
Reactions were carried out at a gas pressure of 2 bar absolute and a temperature of 25 °C for 60 min. The stirring speed was set to 200 rpm; the working volume 40 μL/well. The substrate concentration was 0.2mol/L, the rhodium concentration 0.2 mol%, and the ligand concentration 0.21 mol%.
As it is known from the literature, high enantiomeric excesses were obtained under these conditions using conventional techniques. For example, the use of (CTH-(
For the experiment, a microplate made of MultiChem material (Whatman) with 80 μL well volume was used. In case of our working volume of 40 μL/well and under the conditions described above the calculated H2 uptake is 16.6 mbar/well.
The plate preparation was carried out in a glove box because many of the catalyst components are very air sensitive. Figure 5 displays the results of the hydrogenation of Acetamidometylacrylate.
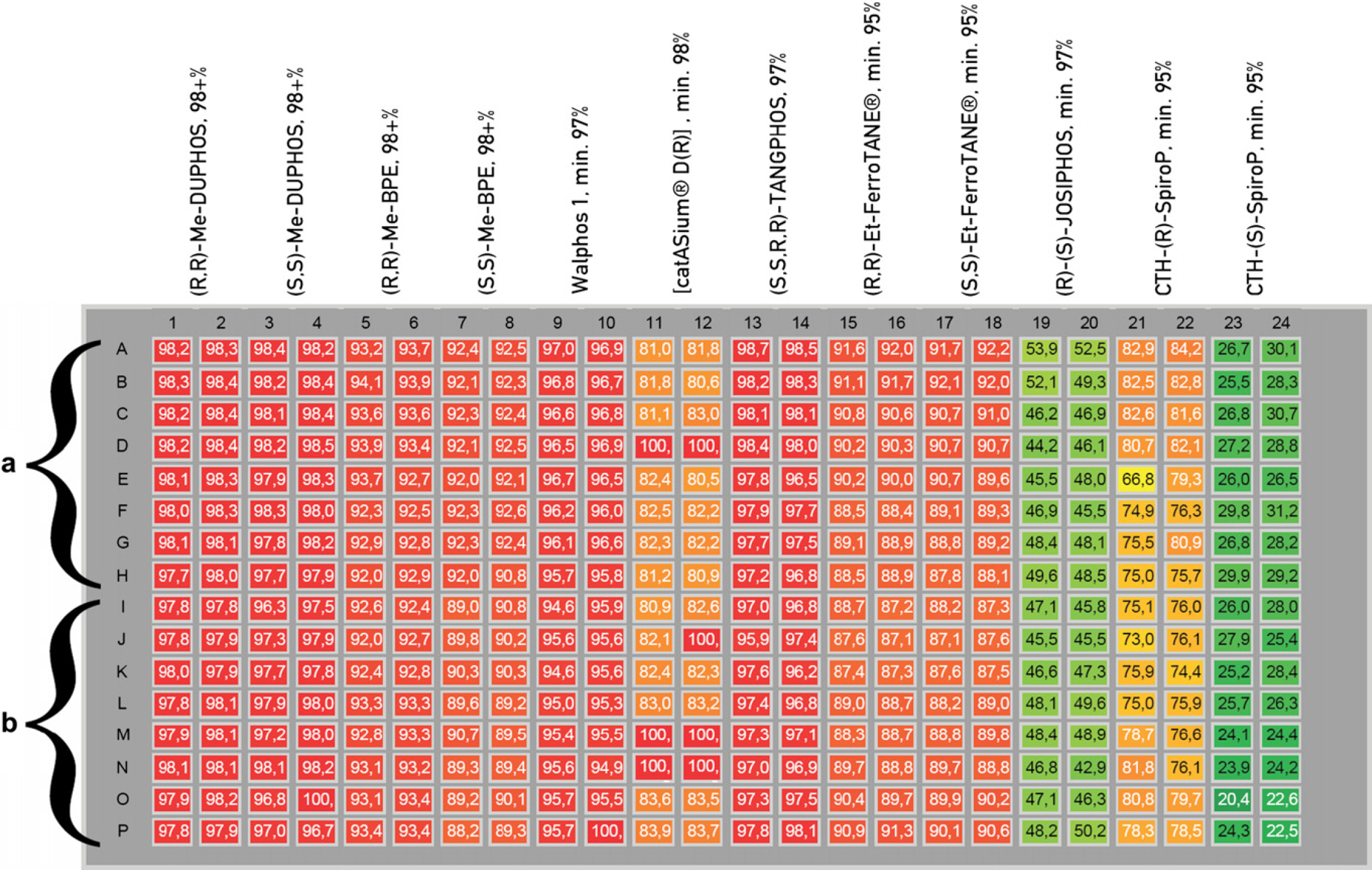
ee-Values of the investigated reaction.
Under the conditions used, all mixtures except of one were converted nearly completely. Only the [catASium D(
The best results in the ee-values could be found for the
The screening results are in two of three cases in good accordance to the published results. As described in literature, lower ee were found due to the in situ generation of the catalysts during the screening experiments. Furthermore, differences in the purity of the commercial available ligands could be responsible for discrepancies in the ee-values.
Table 1 summarizes the results for the three catalysts.
The use of the multiparallel reactor enables a tremendous reduction of time and costs and is thus an ideal system for increasing the efficiency of chemical syntheses. The manual sequential performance would allow for four experiments per day; a total of 96 days is necessary for 384 reactions. Even with an eightfold parallel reactor, 16 days will be needed. This time saving multiplies itself by the reaction time.
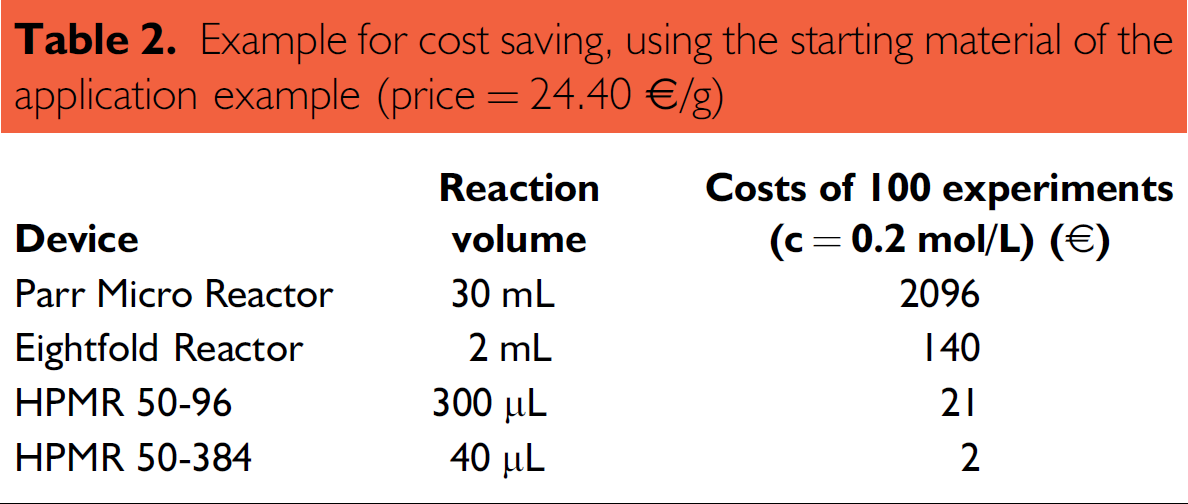
Downscaling of the reaction volume decreases the amount of the used solvents as well as often valuable starting materials and catalysts. Table 2 demonstrates the cost reduction with a decreasing reaction volume.
Comparison of literature ee-values with experiment results
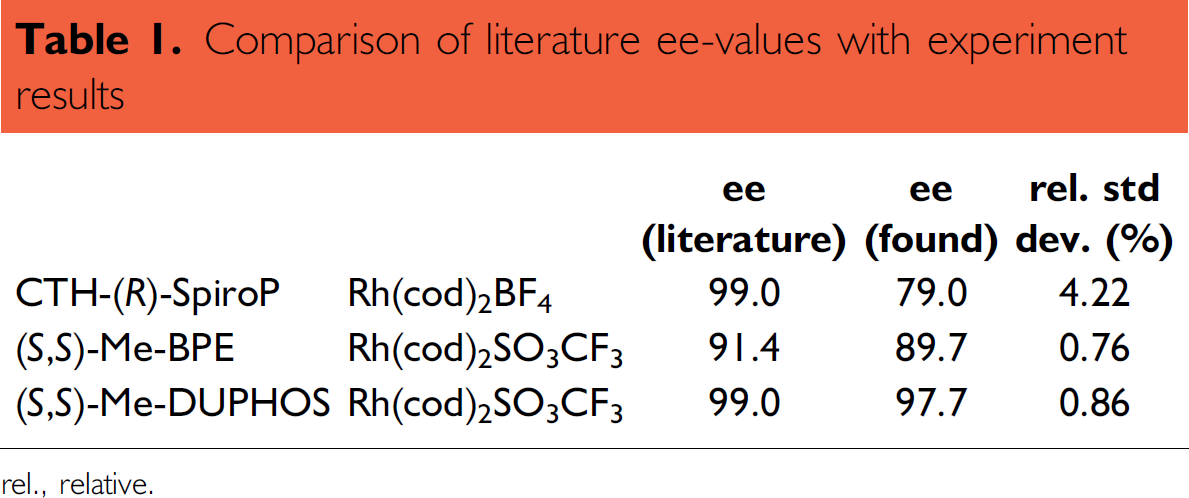
rel., relative.
Regarding safety and environmental aspects it should be mentioned that there is a reduction of the used hydrogen per 384 reactions by the factor 750 between the Parr Micro Reactor and the HPMR 50–384. The use of organic solvents is decreasing by the factor 750 too and thus a significant reduction of environmental pollution can result.
Summary
The HPMR 50–384 and its reaction modules represent a significant development in the field of reaction technology. Due to its structural set-up, its modular structure, and the design of the control software, it can be used both in stand-alone mode and as an integrated component of more complex laboratory automation system, supported by robots. The potential applications of the reactor are in the field of catalytic high-pressure reactions, synthesis optimizing, and combinatorial chemistry. In combination with the several reaction modules, the reactor increases the possibilities and productivity of the laboratories.
Example for cost saving, using the starting material of the application example (price = 24.40 €/g)