
Abstract
Development of flexible laboratory automation systems has attracted tremendous attention in recent years as biotechnology scientists perform diverse types of protocols and tend to continuously modify them as part of their research. This paper is a system level study of hardware flexibility of laboratory automation architectures for high-throughput automation of various sample preparation protocols. Hardware flexibility (system components’ adaptability to protocol variations) of automation systems is addressed through the introduction of three main parametric flexibility measures: functional, structural, and throughput. A new quantitative measurement method for these parameters in the realm of the Axiomatic Theory is introduced in this paper. The method relies on defining probability of success functions for flexibility parameters and calculating their information contents. As flexibility information content decreases, automation system flexibility increases. Using this method, hardware flexibility parameters of conventional automation architectures are evaluated. Based on the results of this analysis, two new laboratory automation architectures are proposed: (i) total modular— a laboratory automation system with modular arms, which improves structural and throughput flexibility measures of robotic-based laboratory automation systems; and (ii) distributed operation—in this approach, liquid handling and transportation end-effectors move on transportation rails; this improves functional flexibility measure of track-based automation systems. (JALA 2006;11:203–16)
Keywords
Introduction
Biotechnology experiments generally include intricate multistep protocols involving many liquid handling and processing steps. Thus, manual execution of these protocols is very labor intensive and somehow inefficient to produce the necessary volume and quality of biochemical products. The only effective way to fully use the potential of current biotechnology research is to facilitate the use of HT (high-throughput) automated systems in biotechnology laboratories.1, 2
Biotechnology protocols can generally be divided into sample preparation and sample analysis stages. Sample preparation stage mainly involves production of various assay reagents, buffers, or molecules such as DNA, protein, protein complex. Analysis of various samples or chemical reactions between them is performed in the sample analysis stage. It usually involves specific laboratory instrumentations such as DNA/protein biochip scanner, mass spectrometer, and electrophoresis column. In this paper, laboratory automation architectures for sample preparation protocols are considered.
There is a wide variety of sample preparation protocols requiring different types and numbers of laboratory processing instruments such as vortexer, shaker, and thermal cycler. Moreover, working protocols in biotechnology laboratories are changed frequently, specifically in research laboratories. As a result, automated systems for sample preparation protocols must accommodate and integrate the diverse and varied laboratory instruments in an automated workcell and should be adaptable to protocol changes. Therefore, flexibility or the capability of an automation system to be adapted to a new laboratory protocol with the minimum cost and downtime of the existing system, is considered as one of the main attributes required for such automation systems. Automation system flexibility is particularly very important for the sizeable community of biotechnology research laboratories where working protocols are continuously modified as part of the research. 3
There has been a lot of research on the flexibility of laboratory automation systems for sample preparation protocols and many flexible products are available on the market, but still they do not satisfy the whole spectrum of current biotechnology needs. 4 One of the most frequent complaints by laboratory automation system end users is the lack of flexibility of commercial products.3, 5 Therefore, there is a need for systematic modeling, measurement, and evaluation of the flexibility index of laboratory automation architectures. This is particularly required for addressing flexibility shortcomings of conventional automation concepts.
A laboratory automation system is a combination of two main parts 6 : (i) hardware, including electromechanical devices such as different laboratory instruments, robotic arms, electronic pipettor, and (ii) software, including automation system control and laboratory information management software. The software part basically supervises automated execution of laboratory operations in an automation system. Total flexibility of a laboratory automation system is affected by both hardware and software parts. This paper is a system level study on hardware flexibility (system components’ adaptability to protocol variations) of laboratory automation architectures for sample preparation protocols. It investigates system level modeling, measurement, and evaluation of hardware flexibility index. Furthermore, two new flexible laboratory automation architectures that improve hardware flexibility of conventional automation approaches are outlined in this paper.
The paper is divided as follows. A brief overview of flexibility modeling of automation systems is provided followed by the introduction of some parameters for system level hardware flexibility modeling of laboratory automation systems for sample preparation protocols. Then, a new quantitative measurement method in the realm of the Axiomatic Design Theory for the measurement of hardware flexibility parameters is proposed and elaborated. Furthermore, conventional laboratory automation approaches for sample preparation protocols are classified and their hardware flexibility parameters evaluated. Based on the results of this evaluation, two new flexible automation architectures for automation of various sample preparation protocols are proposed and evaluated. Finally, the conclusions and future works of the paper are presented.
Hardware Flexibility Modeling
An extensive literature is available on different aspects of flexibility analysis, mostly relevant to manufacturing systems. De Toni and Tonchia, 7 conducted a thorough survey about manufacturing flexibility in which different definitions, classifications, measurements, and interpretations of flexibility are explained. Shewchuk and Moodie 8 have reported over 70 terms (types and measures) for flexibility. This large number of terms is mainly because of the lack of consensus on how to define and measure flexibility. Most of the research works on flexibility have suggested that flexibility analysis should start with the recognition of flexibility types that have to be modeled and investigated for a particular domain.8, 9 However, there is no specific work reported on modeling and measurement of hardware flexibility of laboratory automation architectures, although flexibility has been widely used as one of the main attributes required for such systems. In the following sections, some parameters for system level hardware flexibility modeling of laboratory automation systems are investigated.
Modeling Parameters
As mentioned before hardware flexibility is related to system components’ adaptability to protocol variations. Automation systems for sample preparation protocols should accommodate the varied laboratory instruments in a workcell equipped with mechanisms for automatic execution of transportation and liquid handling. With respect to system level hardware flexibility modeling of such automation systems, we propose three main parameters: functional, structural, and throughput. 10 These parameters are related to system level hardware flexibility characteristics of sample manipulation (liquid handling and transportation of containers) as well as system layout of automation systems for sample preparation protocols. It should be noted that this list of parameters is not comprehensive and as mentioned they show flexibility of the generic operation of sample manipulation and layout of such automation systems. In this paper, hardware flexibility of automation systems is evaluated with respect to the aforementioned parameters. Definitions of these parameters are provided in the following sections.
Ff (Functional Flexibility).
Functional flexibility of a sample preparation automation system is defined as its capability to perform “sample manipulation” operations (liquid handling and movement of samples). Specifically, functional flexibility is addressed through the following parameters:
Ff,1= liquid-handling flexibility: capability of the liquid-handling mechanism of the system to address liquid-handling requirements of a range of protocols (required volumes, accuracies, etc.).
Ff, t = transportation flexibility: capability of the system to transport different types of containers such as tubes, vials, microtitre plates, and rack of tubes.
Ff, i = instrument feeding flexibility: capability of the system to feed different types of laboratory containers to various laboratory processing instruments such as incubator, shaker, centrifuge, and plate reader.
Fs (Structural Flexibility).
Structural flexibility is defined as the capability of the system to change its configuration (layout of the system and/or transportation mechanism) on demand to adopt new laboratory processing instruments or a new laboratory protocol.
Fv (Throughput Flexibility).
Throughput flexibility is defined as the capability of the system to perform parallel processing for different types of multistep laboratory protocols. Most of the biotechnology sample preparation protocols include time-consuming processing steps (batch protocols), thus parallel processing is the only method to increase the throughput of the automated system. This type of flexibility is essential to make the automated system scalable for batch protocols.
In summary, our system level hardware flexibility modeling is shown symbolically in the following two equations. Eq. (1) shows that hardware flexibility is a function of functional, structural, and throughput flexibilities (G is a symbol for this function). Similarly, Eq. (2) shows parametrically that functional flexibility is a function of liquid handling, transportation, and instrument feeding flexibilities (H is a symbol for this function):

where

In the following section, we introduce a new method for the measurement of parameters indicated in Eqs. (1) and (2).
Hardware Flexibility Measurement
Axiomatic Design Theory-Information Axiom
To measure and evaluate hardware flexibility parameters for different laboratory automation concepts, we propose a new method in the realm of the Axiomatic Design Theory. This theory is a powerful tool for creation and analysis of conceptual designs. The Axiomatic Theory defines the design as the creation of solutions that satisfy specified requirements through a mapping between functional requirements (FRs: minimum set of independent requirements that identify the functional needs of a product) and design parameters (DPs: physical entities designed in a product to fulfill the corresponding FRs). It consists of two major axioms 11 : (i) independence axiom and (ii) information axiom. Independence axiom helps to create a conceptual design by mapping design parameters to functional requirements. It is possible to create many acceptable designs all of which satisfy Axiom 1. The second axiom has been suggested for the evaluation of conceptual designs and selection of the optimum design. The measurement method for flexibility parameters proposed in this paper is relevant to Axiom 2 or Information Axiom.
Prior to explanation of this new method, it is worthwhile to express briefly the essence of the second axiom. Axiom 2 is stated as “among designs that are consistent with the first Axiom, one that has the highest probability of success is the best design”. It can also be stated as “the design with the minimum information content has to be selected”, as the information content is inversely proportional to the probability of success. To implement Axiom 2, probability of satisfying FRs of a design through DPs that are available in a conceptual design should be calculated. This starts with defining the probability of success function (p) for each of the FRs. Then, information content (I) associated with the probability function is defined as follows
12
:

The logarithm can be in base 2, which makes the unit of I as/bits/or the natural logarithm, which makes the unit as/nats/. The logarithmic function is chosen so that the information content will be additive when there are many functional requirements that must be satisfied. In the general case of n FRs, I (information content) can be calculated by:

where pi is the probability of DP i satisfying FR i .
Identification of the probability of success functions for different attributes such as geometric tolerance, surface quality, heat treatment, has been studied and published in the literature. The probability function should be defined in such a way that its value becomes “1” when a DP fully satisfies its respective FR (probability of success is 100%). As a result, the corresponding information content is calculated as zero, which is the minimum possible value. For example, probability of success function for geometric precision attributes in manufacturing can be calculated by comparing design range (dr), which is the range of desired tolerance for the functional requirement specified by the designer, with the system range (sr), which refers to the range of possible tolerance that the proposed solution can provide to satisfy the functional requirement.
12
Then, the information content can be computed as:

where the common range (cr) is the overlap between the system range and the design range.
A similar approach has been adopted in this paper for system level hardware flexibility evaluation of laboratory automation concepts. The strategy is to define probability functions for flexibility parameters and their information contents by taking the logarithm of probability functions. The logarithmic operation has been used to express the sum of information on different flexibility parameters of an automation system. Then, similar to the second axiom of the Axiomatic Theory, a more flexible laboratory automation system would have higher flexibility probability of success and as a result lower flexibility information content. The main advantage of using this method as a measure for hardware flexibility of laboratory automation systems is that it provides a tool for flexibility evaluation of the general scheme of a laboratory automation design before getting into the detailed design. As a result, it can be used for evaluating current laboratory automation concepts and proposing new concepts to improve flexibility index of laboratory automation systems.
Probability Function of Functional Flexibility (Ff)
Functional flexibility was modeled through three parameters of liquid-handling flexibility (Ff, l), transportation flexibility (Ff,t), and instrument feeding flexibility (Ff,i). Measurement method for these parameters through defining flexibility probability functions is explained as follows.
Probability Function of Liquid-Handling Flexibility (Ff, l).
As mentioned before, the liquid-handling term of functional flexibility (Ff, l) can be investigated in terms of different liquid-handling specifications such as range of pipetting volume and pipetting accuracy. In the case of liquid-handling repeatability and accuracy, as these specifications are in the category of tolerance attributes, Eq. (5) can be used for defining probability of success of liquid-handling flexibility, similar to dimensional tolerances. However, in the case of other operational parameters of liquid handling such as range of pipetting volume, number of pipetting heads, types of pipetting tips, the following probability function is defined. This probability function can show how flexible an automation system is in terms of liquid handling based on the requirements of a laboratory:
Common range in the numerator of Eq. (6) is the overlap between the required range of a liquid-handling operational parameter based on the specifications of working protocols in a laboratory and the available range for that parameter according to the used liquid handler in an automation system. Similar to Eq. (3), information content pertaining to the liquid-handling flexibility can be calculated as follows:

Probability Function of Transportation Flexibility (Ff,t).
With regard to Ff,t (transportation flexibility), probability of success function is defined as follows:
The denominator in Eq. (8) is the number of entities in a group consisting of different required types of containers based on the requirements of working protocols in a laboratory. According to the transportation mechanism, which has been used in a laboratory automation system, the system is capable of transporting some or all types of containers. The number of common entities between this group and the group of denominator is the numerator indicated in Eq. (8). This equation basically shows how flexible an automation system is in terms of transportation based on the requirements of a laboratory. Information content pertaining to transportation flexibility can also be calculated by:

Probability Function of Instrument Feeding Flexibility (Ff,i).
With respect to Ff,i (instrument feeding flexibility), probability function is defined as follows:
The denominator in Eq. (10) is the number of entities in a group consisting of different required containers that have to be fed to laboratory processing instruments. According to the feeding mechanism, which has been used in a laboratory automation system, the system is capable of feeding some or all types of containers. The number of common entities between this group and the group of denominator is the numerator indicated in Eq. (10). Information content pertaining to the instrument feeding flexibility can be calculated by:

Probability Function of Structural Flexibility (Fs)
Information content for Fs (structural flexibility) is defined as the summation of two terms. The first term is related to the layout expandability of an automation system, which depends on the workspace or work envelope of the transportation system (ps1), and the second term is related to the capability of a system to change its transportation configuration (ps2) that is called transportation reconfigurability.
The numerator in Eq. (12) is the maximum workspace size of the transportation system of an automation system and the denominator is the maximum required workspace size based on the requirements of working protocols in a laboratory. Eq. (13) shows the capability of a system to be adapted to dramatic changes where a change in transportation configuration is required. For example, changing from SCARA-type robot to Gantry or cylindrical-type robot when the automated task changes from tube/plate transportation to tube/plate transportation and stacking. The denominator in Eq. (13) is the number of entities in a group consisting of all required transportation configurations. The numerator is the number of common entities between the group of denominator and possible transportation configurations in an automation system. Information content pertaining to the structural flexibility can be calculated by:
Probability Function of Throughput Flexibility (Fv)
As mentioned before, throughput flexibility pertains to the capability of a system to perform parallel processing to increase the throughput of the system for batch protocols. As a result, this index is also directly relevant to the capability of a system to increase its workspace, which was addressed through Eq. (12). Probability of success for Fv (throughput flexibility) can be defined as follows:
Based on the specifications of a laboratory automation system, the system is capable of performing parallel processing by incorporating several laboratory instruments in parallel to some extent. The numerator of Eq. (15) is the maximum possible number of instruments used in parallel in a system for a protocol or a range of protocols. The denominator of Eq. (15) is the required number of instruments deployed in parallel based on the required throughput of a laboratory. Information content pertaining to the throughput flexibility can be calculated by:

The total hardware flexibility information content of a laboratory automation system considering our proposed flexibility parameters can be calculated by the summation of Eqs. (7), (9), (11), (14), and (16) as indicated in Eq. (17). As flexibility information content decreases, automation system flexibility increases. Moreover, each of the information content values can be used to compare different automation systems based on a specific flexibility parameter

In an ideal case when an automation system is fully flexible for a laboratory, the value of all flexibility information contents in Eq. (17) is the minimum possible value or zero, which corresponds to “1” for all probability of success functions of flexibility parameters. In the following section, this method is used for quantitative flexibility evaluation of conventional laboratory automation concepts for sample preparation protocols.
Conventional Laboratory Automation Approaches
There are numerous automation systems available on the market for sample preparation protocols. These systems can be categorized based on different characteristics such as type of manipulation mechanism, application range, cost, and flexibility. We classify them based on the sample transport or manipulation mechanism into two categories of robotic-based and track-based approaches. 13
Robotic-based Approach
In the robotic-based approach, a robotic manipulator is used for transportation of containers. In this approach, a type of robotic arm (cylindrical, articulated, etc.) shuttles single or several labwares between different laboratory instruments.
14
Robotic-based laboratory automation systems mostly consist of a tabletop platform on which ordinary laboratory modules/instruments are mounted with one or several robotic arms that are used for liquid handling and tube/plate transportation. 13, 15 Such a generic configuration could be used for automated liquid-handling workstations or laboratory automated systems. Liquid handling can be performed robotically with a separate robotic arm equipped with a pipettor. The other option is to use an automated liquid-handling system as one of the modules around the robotic transportation arm. The robotic-based approach has been used by several companies such as Caliper, Inc. (Hopkinton, MA), Protodyne Corp. (Windsor, CT), and Thermo Electron, Inc. (Waltham, MA). Figure 1 shows two examples for this type of laboratory automation approach.
Robotic-based automation approach: (A) courtesy of Caliper, Inc. (Hopkinton, MA) and (B) courtesy of Thermo Electron (Waltham, MA).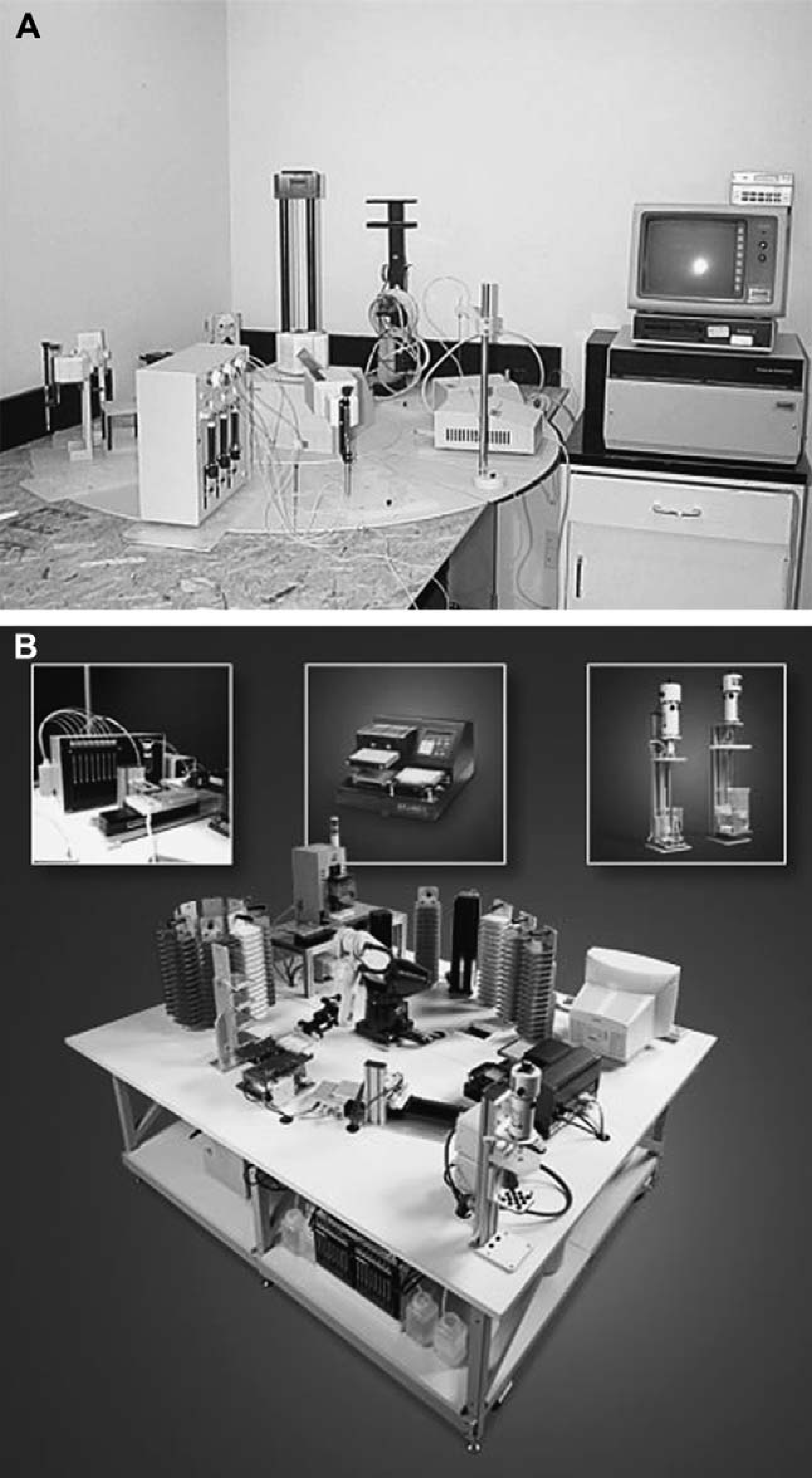
Track-based Approach
In the track-based approach, a transportation mechanism (e.g., conveyor) is used instead of robotic arms for transportation of containers between different instruments or modules. This approach has been mostly used in clinical laboratories. Figure 2 shows an example of this approach by LABInterlink, Inc. (Omaha, NE) in which different instruments are positioned around a transportation track.
16
Containers are located on a track and transported between different instruments. They can be loaded to different modules around the track by robotic arms or feeding mechanisms.
Track-based automation approach, courtesy of LABInterLink, Inc. (Omaha, NE).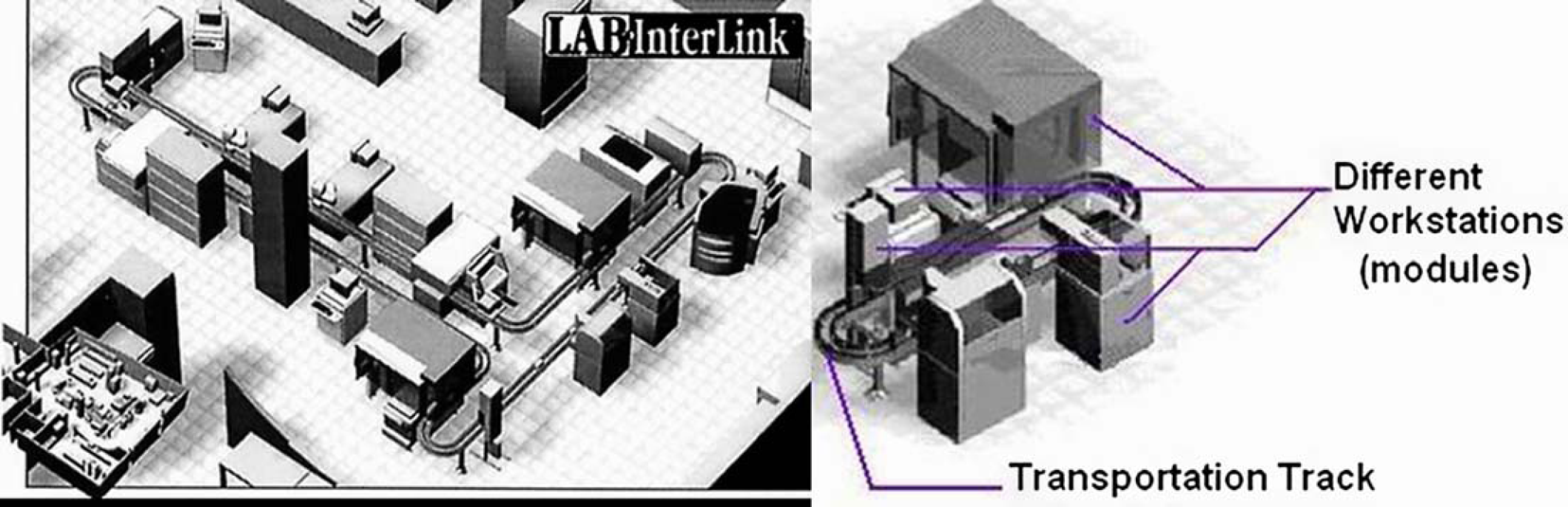
Another example is a system by Thermo Electron, Inc. (Waltham, MA) shown in Figure 3 in which a combination of robotic arms and conveyor mechanism has been used for manipulation of samples. This method is called high-speed distributed motion (HSDM). In this method, plates are transferred between surrounding instruments with a conveyor system and several high-speed single axis robotic movers are used for picking up the plates from the conveyor and loading them to the surrounding laboratory instruments.
17
HSDM, courtesy of Thermo Electron, Inc. (Waltham, MA).
Hardware Flexibility Evaluation of Conventional Laboratory Automation Approaches
In this section, flexibility parameters of the conventional automation approaches introduced in the previous section are evaluated with the goal of identification of flexibility shortcomings of such systems.
Functional Flexibility
Liquid-Handling Flexibility.
Probability of success of liquid-handling flexibility is entirely dependent on the specifications of the pipettor or liquid-handling mechanism, which has been used in an automation system. The probability of success can be calculated based on different liquid-handling parameters as mentioned before. For instance, consider a range of pipetting volume. Assume that this range for a specific pipetting mechanism used in an automation system is 10–100 μL. Then, if the required range of liquid handling in a laboratory based on its working protocols or anticipated growth of the laboratory is 10–500 μL, the probability for liquid-handling flexibility of this system is

In an ideal case, range of operation of the used liquid-handling mechanism in an automation system covers entirely the required range and as a result the probability of success becomes “1” and the information content for liquid-handling flexibility will be zero. The level of liquid-handling flexibility is not varied based on different means of transportation that are used in robotic-based and track-based laboratory automation architectures. As a result, it is not used for the identification of flexibility shortcomings of these two automation approaches.
Transportation Flexibility.
Different types of containers are used in biotechnology protocols. For example, 96/384/1536 plates with different well capacities ranging from 500 μL to 5 mL or tubes with different capacities ranging from 500 to 50 mL can be mentioned. Generally, we can classify them into three categories of tubes, plates, and rack of tubes. These are the three main types of labwares that are used in performing most biotechnology protocols. Therefore, the denominator in Eq. (8) is “3”. However, the numerator value is based on the characteristics of the transportation mechanism in an automation system. Track-based transportation systems are usually capable of transporting one type of these containers. For example, the conveyor system shown in Figure 3 is for transportation of plates. The transportation rail shown in Figure 2 is designed for transportation of single tubes, one at a time. Therefore, the numerator of Eq. (8) for track-based automation approach is “1” and as a result information content of transportation flexibility in track-based approach is calculated as:
Nevertheless, in the case of robotic-based approach, transportation is performed by picking up tubes, plates, or rack of tubes with the gripper of a robotic arm and transporting them robotically in the automation system. Using a simple finger type gripper with appropriate size, it is possible to transport all aforementioned three types of containers; therefore, the information content for transportation flexibility can reach the minimum possible value as follows:

In the case of HSDM shown in Figure 3, the transportation flexibility has been improved in comparison with conventional track-based approach by using robotic arms for part of transportation; however, we are still restricted by the conveyor transportation system.
Instrument Feeding Flexibility.
In the robotic-based automation, we are able to feed all aforementioned three types of containers to different laboratory instruments using a simple finger type gripper. Therefore, it is possible to reach the lowest possible value for the information content of instrument feeding flexibility as follows:
In the case of track-based concept, a feeding mechanism suitable for one of the three types of single tubes, plates, or rack of tubes is mostly used in the system. Therefore, the information content of feeding flexibility is calculated as follows:

In the case of HSDM, the instrument feeding flexibility has been improved in comparison with conventional track-based approach by using robotic arms for feeding labwares from the track to laboratory instruments. However, in this approach one single axis robotic arm should be dedicated for each laboratory instrument in the automation system. This will make the automation system very complicated in the case of multistep batch protocols, which consist of several laboratory instruments.
Structural Flexibility
With respect to track-based automation concept, there is basically no limitation in increasing the footprint size of the automation system if a bigger size is required for adding new laboratory instruments. This can be achieved by increasing the length of the transportation or conveyor track. Therefore, it is possible to reach the minimum information content pertaining to ps1 (Eq. (12)). However, it is only possible to transfer containers horizontally, while a vertical movement might be needed in the automation of some protocols. For instance, it is not possible to perform stacking operation with track-based approach. We can generally classify required transportation configurations into five configurations: vertical movement, horizontal movement, SCARA, articulated, and cylindrical configurations. Therefore, the denominator in Eq. (13) is “5”, corresponding to the aforementioned five transportation configurations. Thus, structural flexibility probability functions for track-based concept can be calculated as follows:


Based on Eq. (14), the structural flexibility information content is calculated as:

With regard to robotic-based concept, maximum footprint size of the system is limited to the work envelope size of the robotic arm. Therefore, it might not be possible to add more laboratory instruments around the robotic arm if it exceeds the work envelope size of the arm. Basically, we cannot argue that the highest possible value for the probability of success ps1 (Eq. (12)) is achievable in the robotic-based approach. As an example, assume that an articulated robot with footprint coverage of “X” is used in an automation system with “n” laboratory instruments around the arm. This system has a limited structural flexibility in terms of layout expansion. For instance, if it is anticipated to use 1.5 n laboratory instruments for a protocol in the laboratory, we roughly need “1.5 × X” footprint, and the automation system does not provide enough structural flexibility based on the laboratory requirements. In this case, Eq. (12) (ps1) can be calculated as follows:


However, in terms of transportation reconfigurability, robotic-based approach can provide more configurations compared to the track-based approach. Horizontal and vertical movements can be achieved by any type of robot, which could be used in a robotic-based automation system. SCARA, articulated, or cylindrical configurations can be achieved according to the structural configuration of the used arm. Therefore, based on the type of robotic arm in a robotic-based automation system, it is possible to provide at most three configurations (horizontal, vertical, and SCARA, articulated, or cylindrical) out of the five required configurations. Therefore, transportation reconfigurability part of structural flexibility in the case of robotic-based approach has been improved in comparison with track-based approach. Eq. (13) can be calculated as follows:


Regarding HSDM, maximum flexibility in layout expandability (ps1) can be achieved similar to track-based approach. Transportation reconfigurability (ps2) has also been improved in comparison to track-based approach; however, it is still lower than robotic-based approach.
Throughput Flexibility
As mentioned before, throughput flexibility is also relevant to the workspace expandability of an automation system. With respect to track-based approach, there is no limitation in adding new laboratory instruments around the track and performing parallel processing because the track can be extended to access all instruments. Therefore, it is possible to reach the minimum information content for the throughput flexibility and to provide a scalable system through track-based approach. This is valid for HSDM approach as well. Eqs. (15) and (16) can be calculated as follows:


However, in the case of robotic-based approach there is always a limitation in the scalability of the system because the work envelope size of the robotic arm is limited, and a limited number of laboratory instruments can be integrated in the system to perform parallel processing. For example, assume that in a robotic-based laboratory automation system there is enough space for incorporating “n” laboratory instruments. This automation system cannot provide a full scalable system for a laboratory, which might need incorporating more than “n” laboratory instruments, in case increasing the throughput is required. For instance, if the laboratory requires “2n” processing instruments, information content of throughput flexibility of the aforementioned system based on the requirements of the laboratory can be calculated as follows:


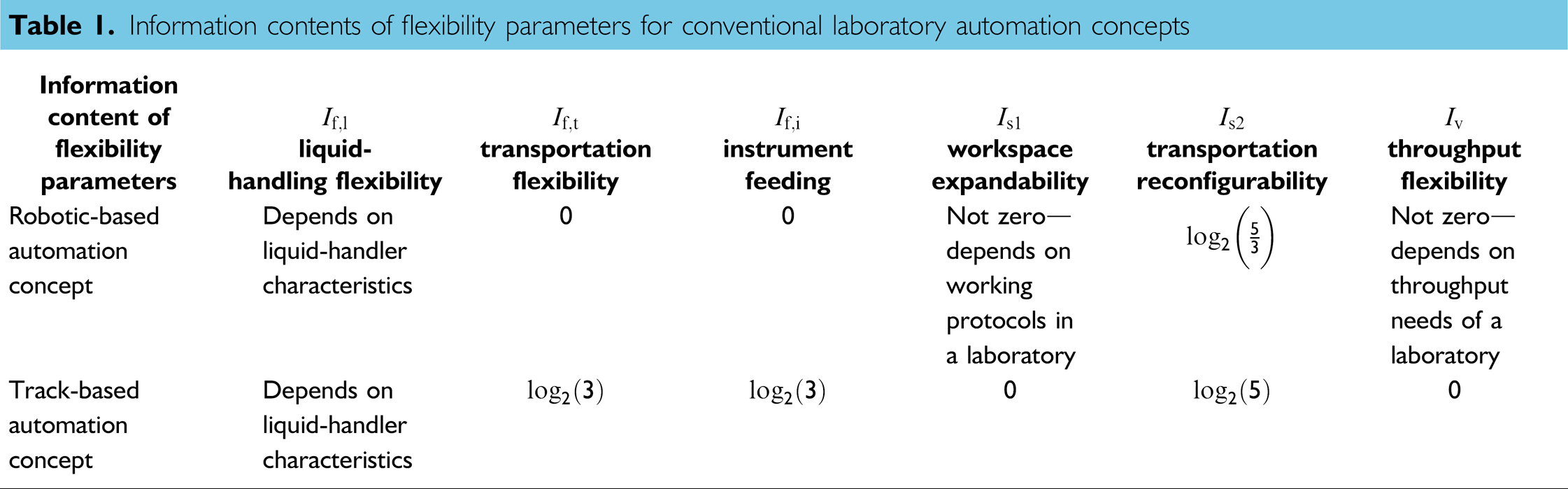
The results of the analysis presented in this section have been summarized in Table 1. In this table, flexibility information contents of different flexibility parameters for the two conventional laboratory automation approaches that are robotic-based and track-based are listed. As shown in Table 1, with robotic-based approach it is possible to reach the lowest possible information content (highest flexibility level) for transportation and instrument feeding flexibilities. Trackbased approach can also provide highest possible flexibility in throughput and workspace expandability. In other words, robotic-based approach cannot provide the highest flexibility levels in throughput and structural parameters. Furthermore, flexibility limitation of the track-based approach is in transportation, instrument feeding, and transportation reconfigurability parameters. Through this analysis, we have identified specific flexibility shortcomings of the two major approaches of laboratory automation. This provided us with guidelines on developing new flexible laboratory automation architectures as we can specifically focus on developing concepts that improve those flexibility parameters, which cannot be addressed fully through conventional approaches. New automation architectures are presented in the next section.
Information contents of flexibility parameters for conventional laboratory automation concepts
The aforementioned quantitative flexibility measurement method can also be used to investigate the appropriateness of an automation system (track-based, robotic-based, or any combination of them) in terms of hardware flexibility based on the requirements of a laboratory. This can be done through Eq. (17), which is the summation of information contents of all flexibility parameters of a laboratory automation system based on the requirements of a laboratory. Ideally, an automation system with zero information contents for all flexibility parameters is the one that provides the highest flexibility level in terms of all parameters for a laboratory. Furthermore, selection of the best flexible automation system for a laboratory can be done based on the lowest flexibility information content value.
New Laboratory Automation Architectures
Total Modular Laboratory Automation Approach
In the existing robotic-based laboratory automation concept, each part of an automation system such as robotic transportation arm, robotic pipettor arm, or each of the laboratory processing instruments is considered as a module of the entire system. We propose a new laboratory automation architecture called total modular laboratory automation (TMLA) in which robotic arms are substituted by modular robotic arms. The idea of using modular hardware structures in the development of laboratory robotic platforms has recently attracted attention to satisfy flexibility requirements of end users. 18 In TMLA, we specifically propose to improve flexibility of robotic-based automation approach for sample preparation protocols by using modular and reconfigurable arms in the system.
Modular robotic arms are made of mechatronics building blocks including joint, actuator, and link with the capability of connecting to each other in different orientations. These modules are normally designed in male/female pairs that can be mechanically connected to each other using bolts or specific latches.19, 20 As a result, modular robots have the added capability of changing the structural configuration of the arm in comparison with traditional fixed-configuration robots. For example, Figure 4 shows schematically how connecting modular revolute links in different orientation could result in different structural configurations.
(A) Schematic of a revolute module and (B) schematics of two different configurations through connecting two revolute modules.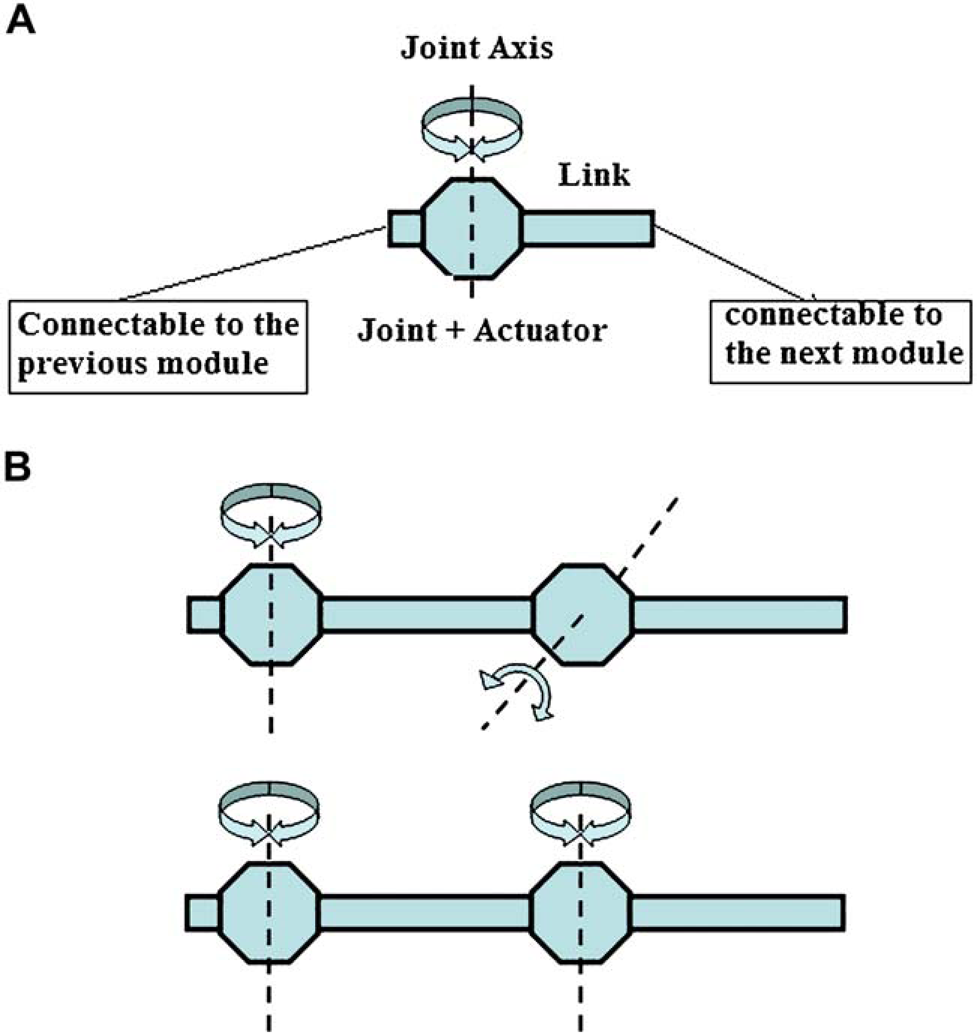
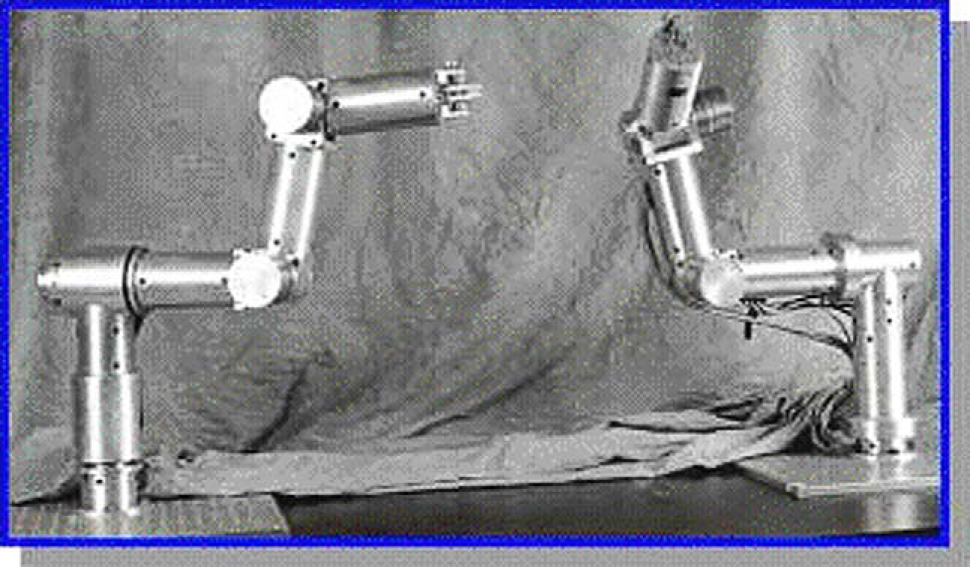
The modular robot concept has been basically proposed and developed for improving flexibility of automated manufacturing and assembly systems. It has also been used in R&D engineering laboratories as flexible robotic test beds. Figure 5 shows an example of a modular robotic arm in an engineering research laboratory.
21
Design and control of modular arms have been extensively studied in the last decade 19,22,23 and most of the difficulties pertaining to the implementation (design and control) of modular arms have been addressed and they are currently used in manufacturing industry and R&D engineering research laboratories.
The IRIS modular robotic arms, Robotics and Automation Laboratory, University of Toronto.
20
In TMLA architecture, we are basically proposing to adopt modular robotic arms from manufacturing industry in the implementation of robotic-based laboratory automation systems to increase the flexibility of such systems. Transferring adoptable industrial automation technologies to laboratories has been one of the major avenues to advance laboratory automation. Through this approach, many industrial robotic arms and automation technologies have been adopted in laboratory automation systems. The major point in successful implementation of this approach is to first recognize specific requirements of laboratories and then identify adoptable industrial automation technologies that could potentially address the requirements. TMLA architecture proposal is concordant with this approach that could significantly improve flexibility of laboratory automation systems.
The real purpose of modularity in laboratory automation systems, which is the capability to reconfigure the system, can be achieved at the lowest level, that is reconfigurability of robotic transportation arms through TMLA. Other laboratory automation system components such as laboratory processing instruments and liquid-handling system, are still separate modules in TMLA similar to conventional robotic-based laboratory automation concept.
Providing a modular robotic arm gives the end user the flexibility of changing the structural configuration of the robotic arm (robotic liquid handler or transportation arm) to a suitable configuration depending on the application of the arm. For example, if the desired task is a simple pick and place of tubes/plates, one can rearrange the links of the robotic arm to a SCARA configuration in the automation system. Later on, if the automated assay has been changed in a way that the arm is needed to stack tubes/plates, the arm can be reconfigured to an articulated arm. The modularity of the robotic arm can also be used to increase the work envelope size of the robotic arm if it is required in the case of adding new laboratory instruments to the automation system or increasing the throughput through parallel processing. Figures 6 and 7 show schematically the required modules for a modular robotic arm and the capability of changing the configuration and work envelope size of a modular arm, respectively.
Schematics of required modules for a modular robotic arm: (A) revolute module and (B) prismatic module. Schematics of changing the workspace and configuration of a SCARA-type modular robotic arm.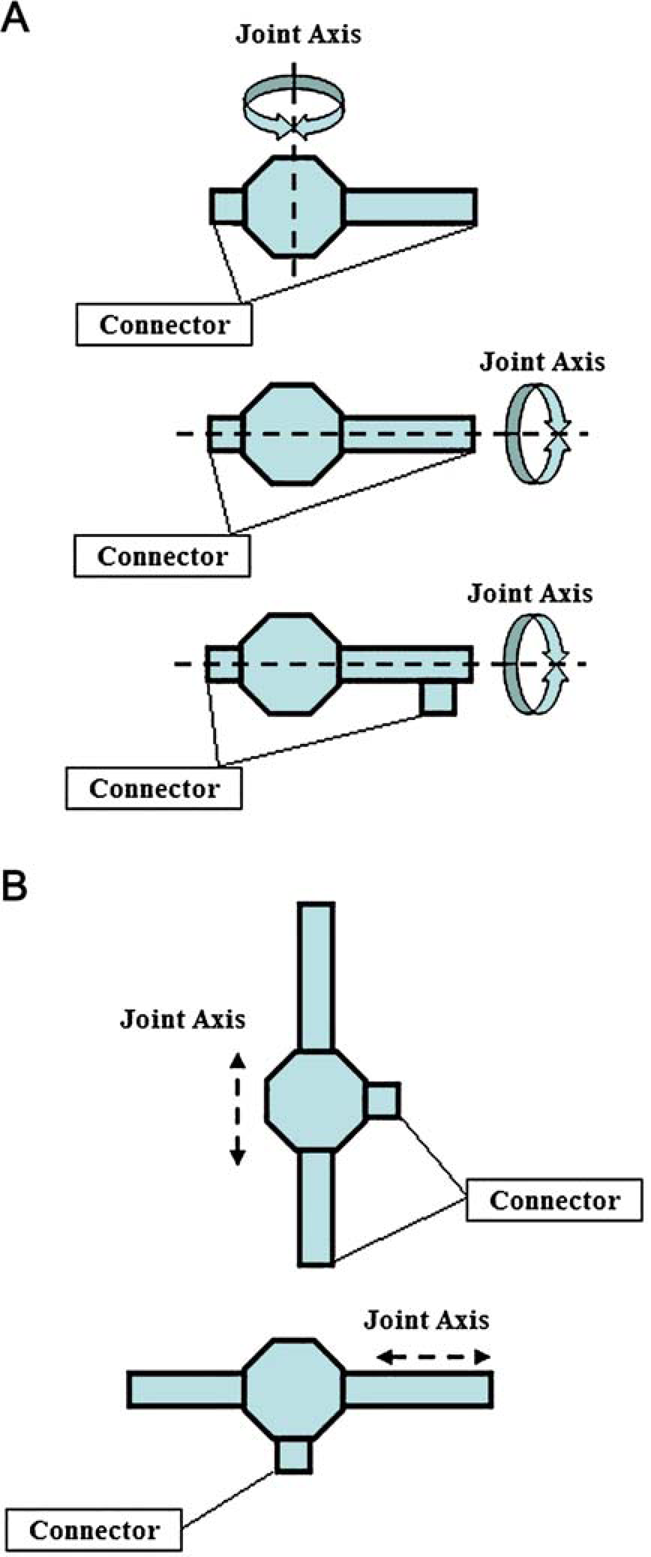
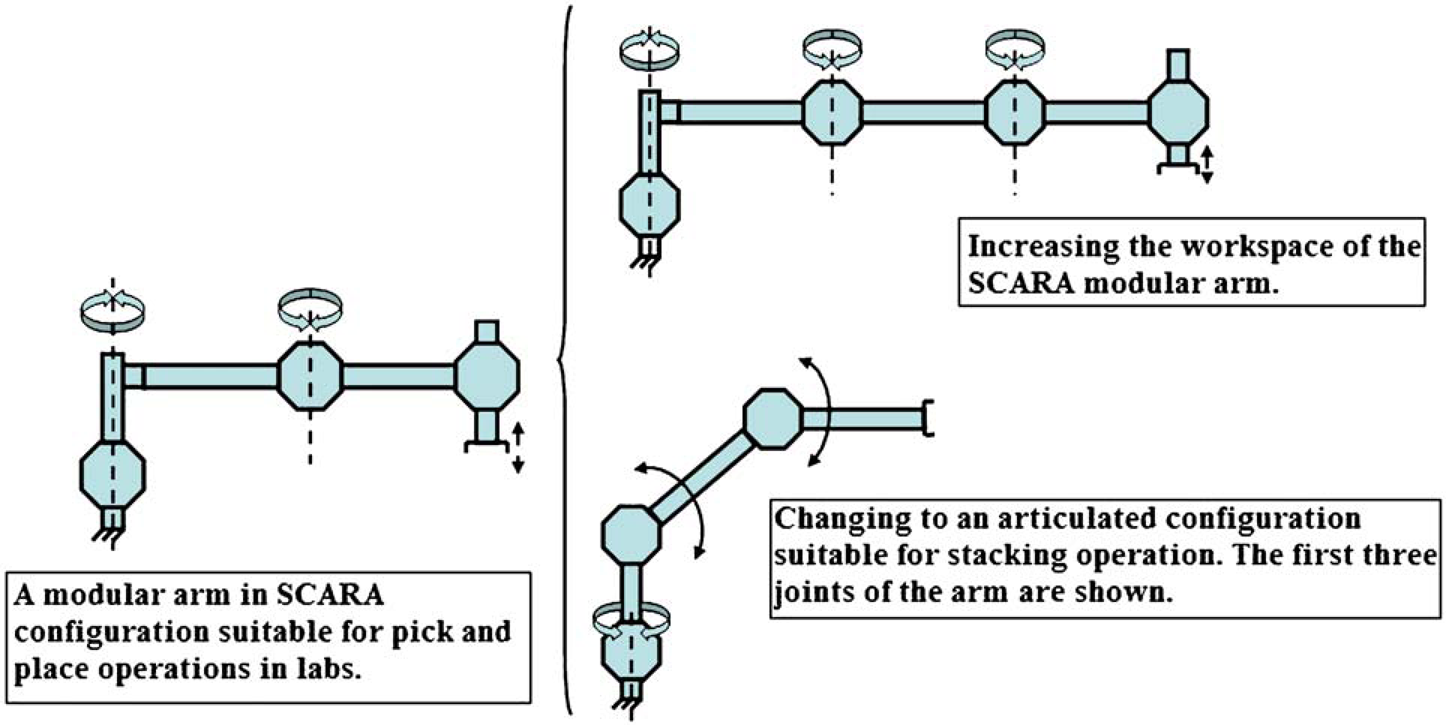
Modularity to the level of robotic transportation arm has not been offered by laboratory automation system suppliers, yet we believe it is the most productive way for providing flexible robotic-based laboratory automation systems. With respect to hardware flexibility parameters, we can show that TMLA improves structural and throughput flexibility of robotic-based automation concept. Information contents for these parameters are measured in the following sections.
Transportation Reconfigurability.
It is possible to achieve all the five required transportation configurations (vertical movement, horizontal movement, SCARA, cylindrical, and articulated configurations) using TMLA, because of the capability to rearrange the links of modular robotic arms. Therefore:


Workspace Expandability and Throughput Flexibility.
In TMLA, we are able to add new modules to the robotic arm to increase the workspace of the robotic transportation arm. This capability increases throughput flexibility and layout expandability terms of structural flexibility of robotic-based laboratory automation systems.
Structural flexibility of TMLA and conventional robotic-based approach can be compared through Eq. (12). We can consider the same values for the denominator of this equation for both approaches. The denominator is the required workspace size for the automation system, which is based on the range of working protocols in a biotechnology laboratory. The numerator value is higher in the case of TMLA in comparison with the conventional robotic-based approach. The reason is that it is possible to increase the workspace coverage of the transportation system in TMLA by adding new modular links to the arm. Therefore, higher probability of success for the workspace expandability term of structural flexibility can be calculated and as a result lower information content and higher flexibility level can be achieved through TMLA.
The same argument can be used to show that information content of throughput flexibility for TMLA is lower than that for conventional robotic-based laboratory automation approach. Consider Eq. (15) for this comparison. The capability of TMLA in adding new modular links to the robotic arm increases the number of processing instruments that can be used, thus improving the capability of performing parallel processing or the numerator of Eq. (15) is higher in the case of TMLA in comparison with conventional robotic-based approach.
Distributed Operation Laboratory Automation Architecture
Another flexible architecture that we propose is an integration of robotic-based and track-based automation approaches, which improves functional flexibility of track-based concept. This new approach is called distributed operation laboratory automation (DOLA), in which tracks or rails are used for the transportation of the robotic gripper and pipettor instead of the transportation of tubes/plates. In other words, instead of transferring tubes/plates through transportation tracks, which is normally performed in conventional track-based automation approach, we propose to use a mobile gripper and pipettor on rail.
In a DOLA-based automation system, different laboratory processing instruments required for a protocol are positioned on a tabletop platform similar to conventional robotic-based or track-based approach. A network of transportation rails depending on the number of laboratory instruments in the protocol should be installed above these stationary instruments. The transportation rail is used for transferring gripper and pipettor to different locations of the automation system. As a result, tubes and plates can be picked up by the gripper and transported through the rail to other locations of the system as well as fed to the laboratory processing instruments on the tabletop platform. Furthermore, if liquid handling is required, the pipettor is transported through the rail to the required location to perform liquid handling. In this way, the two main operations of laboratory automation systems that are transportation of containers and liquid handling are distributed without physical limitation throughout the automation system.
Figure 8 shows schematically, the required modules for setting up sample transport system in DOLA. Both pipettor and gripper should have up and down and rotational (Roll) degrees of freedom as shown in the figure. These movements are required for tubes/plates pick up, transportation, and instrument feeding operations by the gripper and to perform liquid handling by the pipettor. Mobility along transportation track or rail can be achieved by incorporation of a servo motor-driven cart mechanism, which is moved and controlled along the transportation rail. The gripper and the pipettor are attached to this mechanism.
Schematics of required modules for the sample transport system in DOLA.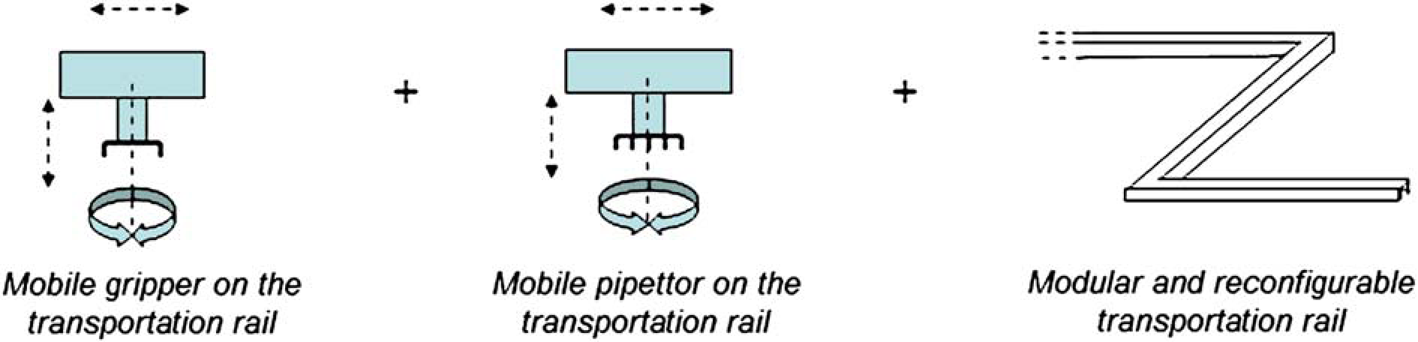
Figure 9 outlines a DOLA-based laboratory automation system including a tabletop platform, transportation network, pipettor, and gripper on a transportation rail and several laboratory processing instruments on the tabletop platform. It should be noted that the number and layout of transportation rails depend on the number of laboratory instruments in a protocol. The schematic presented in Figure 9 shows a grid of transportation rails, which is required for efficient automation of protocols that consist of many processing instruments. In the case of small protocols, a single transportation rail that can cover a limited number of instruments of the protocol is mostly sufficient. If a transportation grid as shown in Figure 9 is required for the automation of a protocol, a guiding mechanism at the cross points of rails is needed to guide the pipettor or gripper from one rail to the crossed rail. This can be achieved by a gate type-guiding rail, which can be activated and positioned on the rail to guide the mobile pipettor or gripper to the other rail.
Schematic of a DOLA-based laboratory automation system.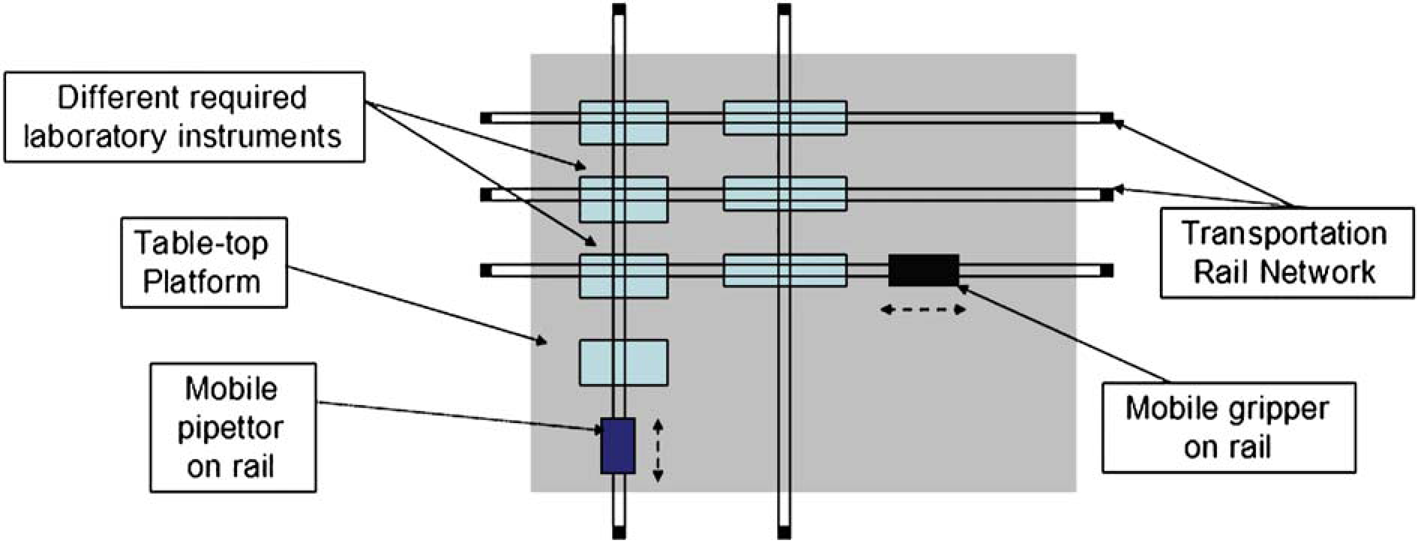
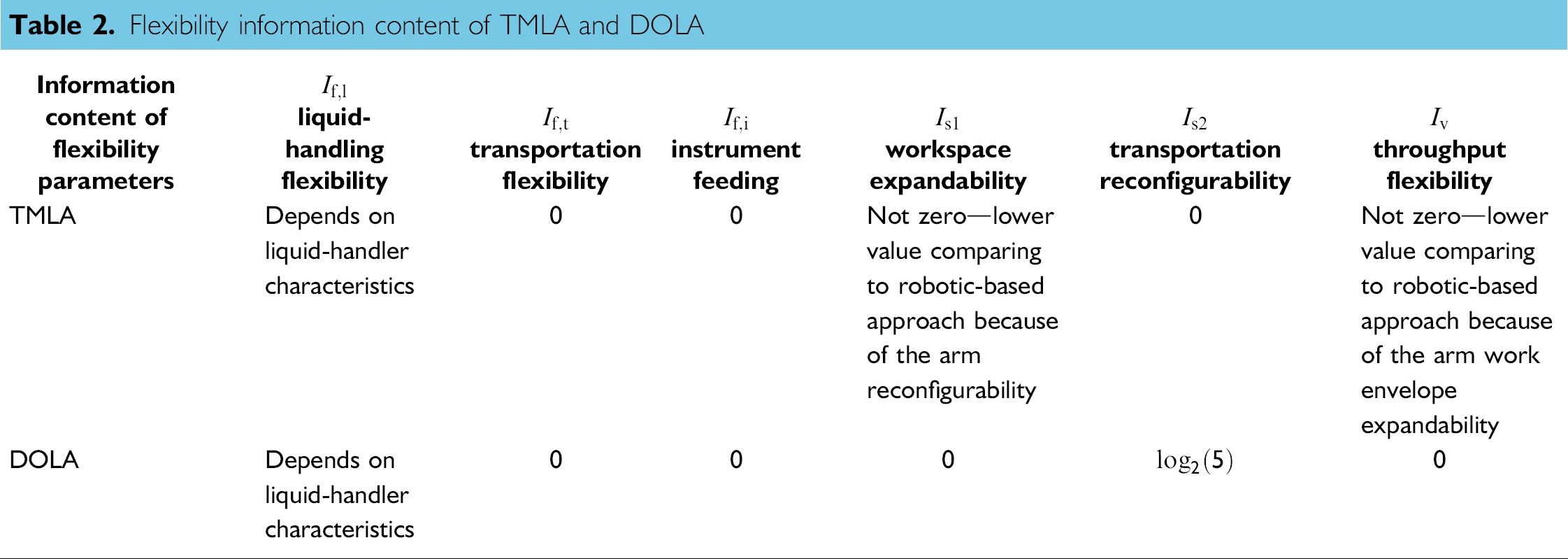
DOLA can improve transportation, and instrument feeding flexibilities of track-based approach. We can show this improvement through Eqs. (8) and (10). It is possible to transport different types of containers with DOLA because transportation is performed by a robotic gripper moving on transportation rails. Using a simple finger-type gripper with appropriate size, which has roll and upward/downward degrees of freedom as shown in Figure 8, all types of containers are transferable. The same argument can be used for instrument feeding flexibility. Therefore, information content of these flexibilities can be calculated as follows:

However, this approach cannot improve transportation reconfigurability term of structural flexibility as it can only perform horizontal movement from the five required movements indicated before. Therefore, information content of this flexibility is the same as that of the conventional track-based approach. Table 2 presents a summary of flexibility analysis of TMLA and DOLA.
Flexibility information content of TMLA and DOLA
Conclusion
Development of flexible laboratory automation systems is particularly of high interest because of its significant potential to improve overall productivity of biotechnology laboratories, specifically sizeable community of biotechnology research laboratories. In this paper, hardware flexibility of laboratory automation systems for sample preparation protocols has been systematically modeled and evaluated. Hardware flexibility was modeled through three parameters of functional, structural, and throughput. These parameters show hardware flexibility characteristics pertaining to sample manipulation operation and system layout. A new quantitative measurement method for hardware flexibility evaluation of laboratory automation concepts was proposed. The method is based on calculation of flexibility information content. As the flexibility information content decreases, flexibility level of an automation system increases. This method can be used for the selection of suitable automation system for a laboratory based on its flexibility requirements as well as design and evaluation of new flexible automation concepts.
Furthermore, two new laboratory automation architectures that improve flexibilities of conventional laboratory automation approaches were outlined. TMLA is a new laboratory automation approach in which a modular and reconfigurable robotic arm is used for transportation operation. It was shown that TMLA improves structural (workspace expandability and transportation reconfigurability) and throughput flexibilities of conventional roboticsbased approach. DOLA is the other proposed architecture that improves flexibility level of conventional track-based approach. DOLA is based on using transportation rails installed above laboratory processing instruments positioned on a tabletop platform for transportation of gripper and pipettor to perform tube/plate transportation and liquid-handling operations. DOLA improves transportation and instrument feeding flexibilities of conventional track-based approach. Both aforementioned new approaches can be used for flexible automation of various upstream protocols. Choosing the most appropriate architecture for a laboratory depends on specific requirements of the laboratory. Detailed design of the proposed approaches and investigation of the merits of the new approaches through performing case studies are considered as future works.