
Abstract
Due to its increasing importance, the circular economy concept has encouraged spinners to produce sustainable products. We investigated the proper use of recycled fiber, from spinning waste, as a low cost and sustainable raw material to spin blended yarn. The increasing ratio of recycled fiber is known to affect the final yarn quality. Compromise between cost and quality of yarn prepared from recycled fibers was approached using the analytic hierarchy process (AHP). Results show that AHP was a suitable approach to convert a subjective assessment (expert opinion) for an objective decision maker. A mixture of 80% recycled fibers and 20% virgin cotton (Malian) was selected as an optimal raw material to spin blended yarn with, obtaining a better compromise between quality and manufacturing cost.
Introduction
Cotton fiber is an important fiber in the textile industry, representing 40% of the fibers consumed in 2004. 1 World cotton consumption increased by 2% in 2015-2016 to 25 million tones. The manufacturing cost of cotton yarn depends, essentially, on the price of the raw material (∼50% of the total cost) and the energy cost. 2 The optimized yarn cost must be investigated to give a competitive worldwide yarn cost.3,4
The price of cotton yarn depends on several parameters. 5 The International Textile Manufacturers Federation has found a considerable difference in the price of cotton yarn produced in one country as compared to another. 6 Kaplan et al.7,8 explained that the difference in price could be due to the incurring cost of several factors, such as energy, taxes, raw material cost, labor, and so forth.
In the spinning industry, the use of recycled (waste) cotton fiber for rotor spinning to produce cotton fiber is a common practice. 9 To compromise between quality and yarn cost, spinners blend several types of cotton with different origins. 10 To optimize the final product (blended yarn), several advanced methods have been investigated. Importantly, the Taguchi method was used by Hasani et al.11,12 to optimize the quality of rotor spun yarn that used ginning waste fibers. Results showed that the ratio of cotton waste used was the most influential factor affecting the quality of the obtained rotor spun yarn.13,14
Other researchers considered that the selection of appropriate spinning conditions contributing to optimal rotor spun yarn quality was inherently a multi-criteria decision problem. They suggested that a multi-criteria decision method (MCDM) can be used to select appropriate rotor machine parameters. 15 This approach can be used to select the appropriate ratio of raw materials. Finally, Majumdar et al.16,17 proposed a new MCDM for determining the quality of cotton fibers by considering yarn tenacity and unevenness. However, in similar studies, the yarn evaluations did not consider the manufacturing cost.
The goal of this work was to find the optimal spinning conditions to produce best quality cotton yarn using a high ratio of recycled cotton fibers from the Societe Industrielle des Textiles (SITEX Corporation) in Tunesia, thus reducing the raw material cost. The optimized recycled fibers 18 were used to spin three linear densities of rotor spun yarn (50, 66, and 92 tex) and three recycled yarn ratios (60, 80, and 100%) of recycled fiber to virgin fiber content. The quality of obtained yarns was compared in terms of mechanical, physical, and cost properties. The analytic hierarchy process (AHP) as an MCDM has been used for this comparative study to evaluate nine different criteria and to select the optimal technique to obtain high-quality, blended rotor spun yarn. 15
Experimental
Materials
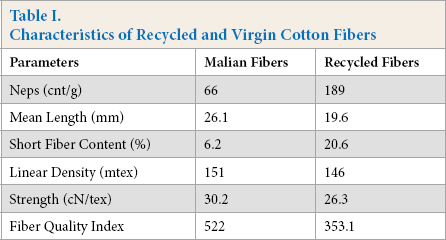
In this study, two kinds of raw materials were used. First, recycled cotton fiber was obtained by fraying waste cotton yarn. Second, Malian cotton was used as the virgin cotton. The selected virgin fiber had specific characteristics such as high mean length, which allows blending with recycled fibers. Several properties of both kinds of fibers are summarized in Table I.
Characteristics of Recycled and Virgin Cotton Fibers
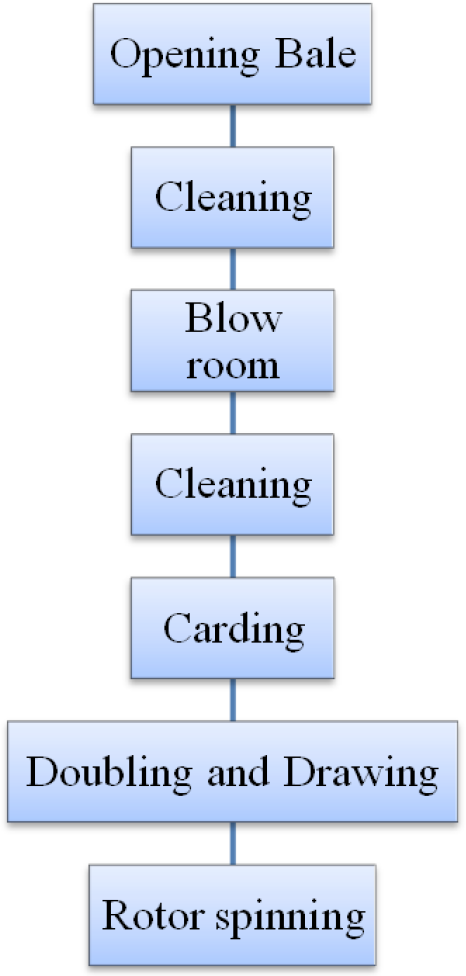
The blend of recycled fibers and virgin fibers was performed in a blow room. The fiber mixture was used to spin a blended yarn by the process described in Fig. 1. For all measurements, yarn samples were selected randomly. Before each test, the samples were conditioned for 24 h under standard conditions (20 °C and 65% relative humidity (RH)). Mechanical characteristics, such as yarn tenacity and elongation, and physical properties such as percent thinness and percent thickness, hairiness, and so forth, were evaluated using an Uster Tester 5 machine.
Spinning process.
Open-end rotor spinning was used to produce yarns with three linear densities (50, 66, and 92 tex) and three blending proportions (60, 80, and 100%) of recycled fiber to virgin fiber content.
Analytic Hierarchy Process (AHP) Method
The global quality of cotton yarn is the most important parameter in the spinning industry. It is assessed by multiple criteria, such as tenacity, elongation, thickness, hairiness, fineness, and cost. These parameters have a strong correlation with the tenacity, elongation, and physical properties of the final woven product. For this reason, the overall yarn quality/cost based on a single index or decision is evaluated in the denim industry by the AHP method. A multi-criteria approach was selected, in this case, to find a compromise between the quality and the cost of yarn used in denim. The AHP method was investigated to create a compromise decision between quality parameters and the cost of blended cotton yarn and relies on the judgment of cotton experts. The most important steps involved in AHP method are explained below.
Step 1
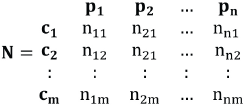
The first step was to define the problem and to present input data.
was the variant number of the spinning parameters and v ∈ {
was the criteria number and c ∈ {
was the matrix of individual criteria
was the matrix of normalized assessments according to pth variant the cth criterion, with
was the alternative of spinning parameters,
was the measured value of yarn quality,
Step 2
The second step of this method was the creation of the importance matrix
1, where ci and cj were equally important
2, where ci was weakly or slightly more important than cj
3, where ci was moderate and more important than cj
4, where ci was more moderate and more important than cj
5, where ci was strong and more important than cj
6, where ci was stronger and more important than cj
7, where ci was very strong or more important than cj
8, where ci was very, very strong and more important than cj
9, where ci was extreme and more important than cj
It was assumed that
The importance matrix
Each expert built, individually, their own importance matrix of the assessment criteria, comparable in pairs, using the Saaty method. The resulting matrix was named the individual matrix.
From the ten obtained individual matrices, a single collective importance matrix of the criteria was created (any item of the matrix above the main diagonal was calculated as an arithmetic mean from the appropriate items of the partial matrices. The items under the main diagonal became the converse of corresponding items located above the main diagonal). The resulting matrix [
According to the Saaty method, the
Step 3
The next step was the evaluation of the proper vector

The individual value of the eigenvector constitutes the importance (weight) of criterion (wi).
Step 4
This step was for the normalization and optimization of the [


Step 5
The aim of this step was to obtain the value of the objective from the decision maker. The decision maker depends on the criterion weight according to the Yager method 19 and was calculated with Eq. 6.

The main purpose of the last step was the determination of a single representative judgment from a group of individual choices. The single representative judgment was, according to the Yager method, the optimal alignment (minimum type). The vth component of the decision (i.e., the vth variant of rotor spinning parameters) corresponded to the lowest value of individual judgment (dv). The decision (Dv) corresponds to Eq. 7.
The optimal decision (optimal variant) corresponded to the highest component according to Eq. 8.
Results
Spinning Parameter Effect on Yarn Quality and Cost
The yarn testing results of nine obtained yarns in three different linear densities (50, 66, and 92 tex) and with three recycled cotton ratios (60, 80, and 100% of recycled fiber to virgin fiber content) were collected.
The mechanical properties of the obtained yarns were expressed by the tenacity
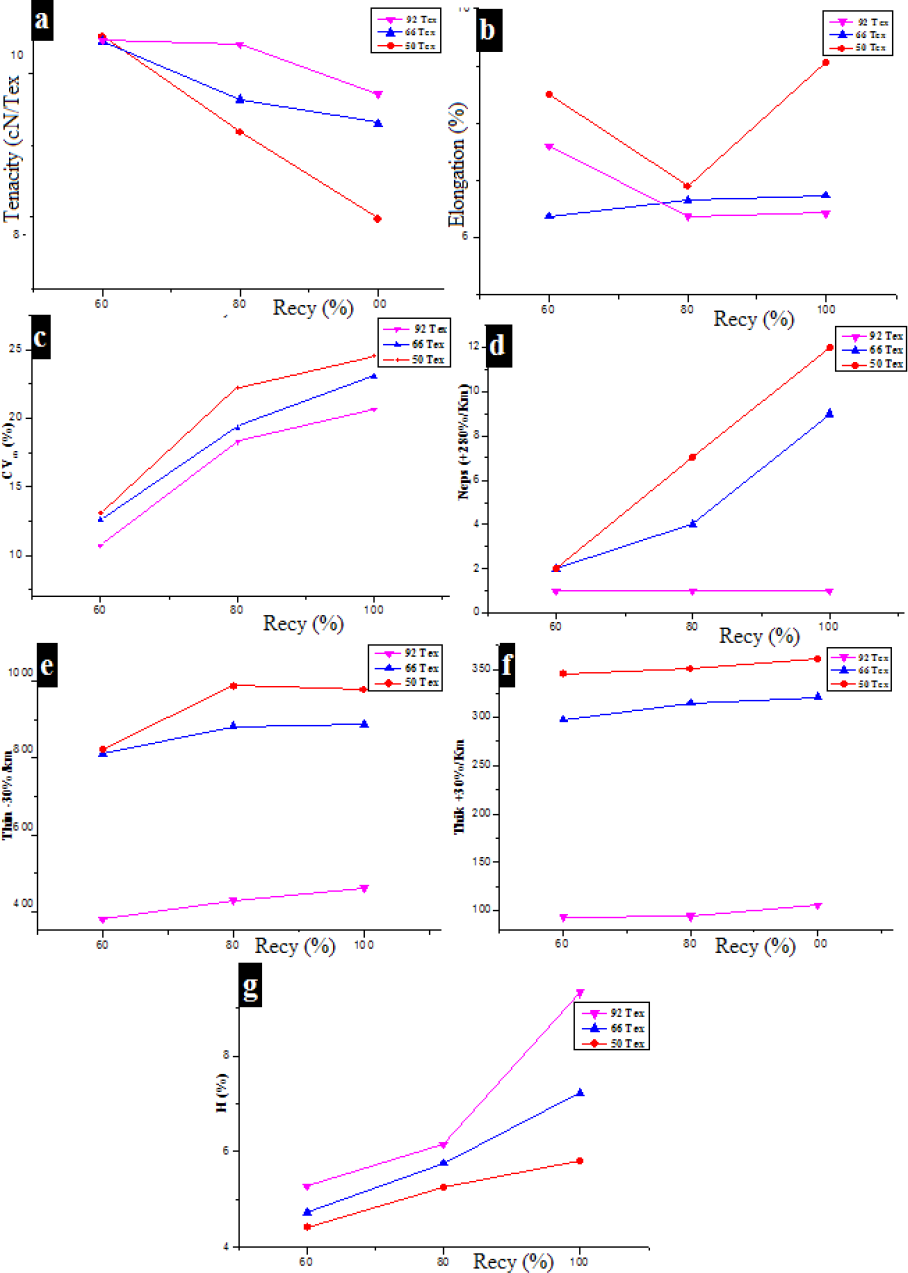
Effect of recycled fiber ratio on yarn properties. (a) Tenacity, (b) elongation, (c) CVm, (d) Neps, (e) thinness, (f) thickness, (g) hairiness.
The greatest value of linear density corresponded to the greatest amount of fiber content in the yarn section. This promoted yarn resistance (i.e., tenacity) in the presence of longitudinal stress. The tenacity of Malian fibers was greater than that of the recycled fibers. The greater the proportion of Malian fiber in the ratio, the greater the tenacity. As a result, the ratio of recycled fibers was inversely proportional to the yarn tenacity. Similar results were observed by Barella et al. 21 and Louis. 22
With regards to elongation (Fig. 2b), there was a significant interaction between the ratio of recycled fibers and the linear density. For 50 tex yarn, an increased recycled fibers ratio led to an increase in elongation. An increased recycled fiber ratio as short cotton fiber gave an increase in yarn elongation. Decreased elongation was due to the bundling phenomena. An increase in the ratio of long fibers in rotor spinning favored the existence of the bundled zone.23,24
The effect of linear density and the ratio of recycled fibers in the irregularity (CVm%
The cost of rotor spun yarn
Virgin cotton fiber prices depend on macroeconomics, including consumer prices, industrial production, and international exchange rates. Consequently, the Malian virgin cotton price was the result of economic dynamics and multifaceted market follow-on a great price fluctuation. This price can move upward or downward rapidly within a few seasons. In this study, 1.350$US was the price used for one kilogram of Malian virgin cotton fiber in this study.
The cost of recycled fiber depends on several factors such as labor cost, capital cost, energy cost, and so forth. The total cost was calculated according the existing conditions from the SITEX Company, with respect to the actual exchange rate between the Tunisian dinar and the US dollar. To determine the price of one kilogram of recycled fiber, a specific recycling process was investigated. The recycling process adopted in this study operated with two shifts per day (2 × 8 h) for 26 days/month. Two operators per shifts (one for cutting machine and one for recycling machine) were considered. The cost of one kilogram of recycled fiber was investigated and, under these specific conditions, determined as 0.380$US.
According to Fig. 3, the cost of the raw material constituted more than the half of the cost of recycled fiber (56.1%). In our case, the specific cost of the waste raw material used to create the recycled fiber was the actual waste yarn sales price (at the SITEX Company). After the raw material cost, the labor cost had the greatest contribution (24%) to the total cost of the recycled fibers. The auxiliary cost, waste cost, the cost of spare parts for the recycling machine, and so forth, constituted 10% of the total recycled fiber cost. Energy and capital costs contributed least to the total cost of the recycled fiber.
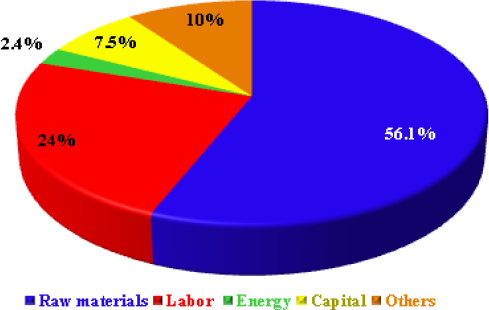
Contribution of waste yarn cost to recycled fiber production.
Spinning line production required several machines (Fig. 1). Balancing occupation of the rotor spinning line was investigated based on recycling line production per hour (75 kg/h). According to this approach, the occupation of each machine on the rotor spinning line was calculated using Eq. 9.
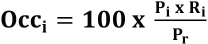
Pi and Pr are the production (in kg/h) of the selected machine and the entire spinning production line, respectively, and Ri is the corresponding efficiency.
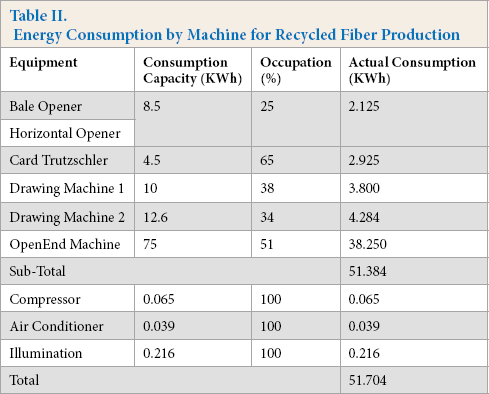
The manufacturing cost of the blended yarn was calculated from the occupation of each machine in the rotor spinning line (Table II). Fig. 4 shows the effect of the recycled fiber ratio on the contribution of different cost parameters. The cost of raw material had the greatest contribution and had a significant effect on the ratio of recycled fiber used and on the total cost of the obtained yarn. If the ratio of recycled fibers in the rotor spun yarn increased from 60% to 100%, the contribution of the cost of raw material decreased from 76% to 65%.
Energy Consumption by Machine for Recycled Fiber Production
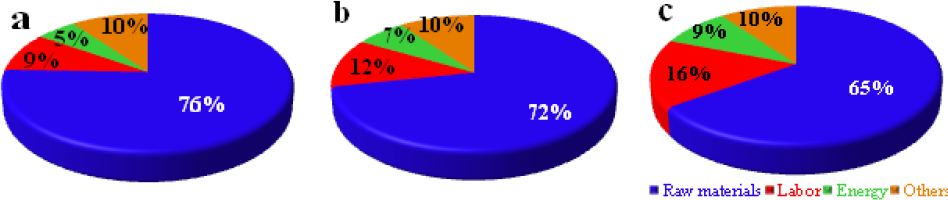
Effect of recycled fiber ratio on final yarn cost. (a) 50%, (b) 66%, and (c) 100% of recycled fiber to virgin fiber ratio.
Both the quality and cost of the rotor spun yarn were affected by the ratio of the recycled fiber. As the ratio of recycled fiber increased, the quality of yarn and its cost decreased. The challenge was how to produce rotor spun yarn of acceptable quality and at reasonable cost. Therefore, the AHP method was investigated.
Application of AHP method
AHP is probably the most widely used multi-criteria decision making method. To use this method, the hierarchical structure of the problem must be formed. After this step, a pair-wise evaluation was performed between all the attributes at a level of the hierarchy to evaluate their weight with respect to the attribute at the next higher level.
The aim of AHP use was to select the optimal variant with respect to both quality and cost of obtained yarn, taking into consideration their importance.
To objectively weigh the cost and the quality parameters of the obtained yarn, ten experts were used. Therefore, the spinners’ experience and their understanding about both the impact of various parameters (e.g., cost, physical, and mechanical) on yarn properties and the relationship between these properties and the global yarn quality were used to predict a quality index.
These experts were selected from several disciplines (e.g., academics, sales manager, and spinning managers) from different countries to evaluate the importance of the individual criteria. Each expert was given his own importance matrix (individual matrix
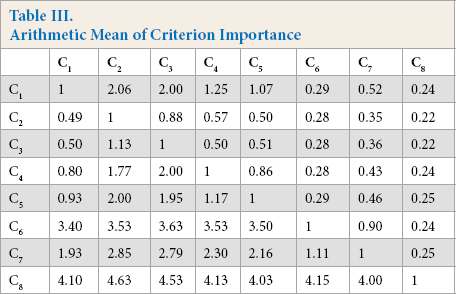
The arithmetic mean of ten partial matrices is given in Table III. This matrix must be used in the determination of the weight of individual criteria based on the variant of rotor spinning parameters.
Arithmetic Mean of Criterion Importance
The eigenvalue of the
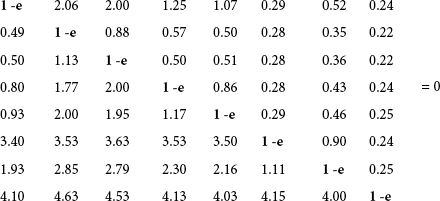
The solutions of Eq. 10 correspond to the eigenvalue e of the
8.2887118; 0.0049540 + 1.5280605i; 0.0049540 - 1.5280605i;
-0.1272626 + 0.1891669i; -0.1272626 - 0.1891669i;
-0.0158211 + 0.1160474i; -0.0158211 - 0.1160474i; -0.0124524
The maximum eigenvalue of the

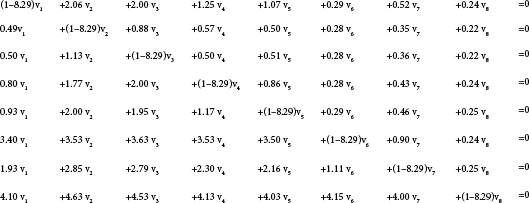
The next step of this method was to determine the coordinate of eigenvector
Spinning process.
The solutions of Eq. 11 were:
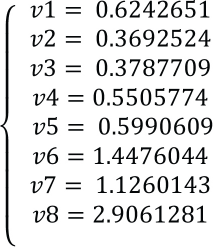
The individual values of eigenvector

Next, the calculated yarn cost and the measurement of quality parameters were evaluated. First, the obtained values were normalized to interval [0.1; 0.9] according to Eq. 4 to get a normalized decision. The second stage was the optimization of the normalized value, taking into consideration that the criterion must be maximized or minimized by the application of Eq. 5. Table IV contains the normalized and optimized decision for the rotor spinning variant.
Normalized Criteria after Minimization or Maximization a
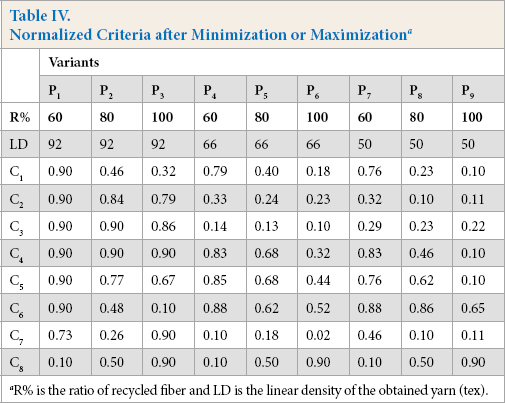
R% is the ratio of recycled fiber and LD is the linear density of the obtained yarn (tex).
The next step was the normalization of the decision by considering the weight of each variant. The values of normalized decision were calculated using Eq. 6 and is presented in Table V.
Normalized Decision
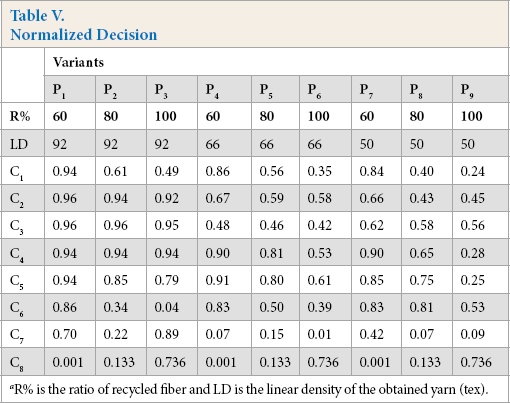
aR% is the ratio of recycled fiber and LD is the linear density of the obtained yarn (tex).
Finally, the last step of this method corresponded to making a single optimization alignment. It was performed by consideration of the minimal decision value. The vth component of individual decision (Eq. 7) corresponds to the vth variant of the rotor spinning parameters. Table VI give the individual value of decision.
Optimal Alignment of Variants
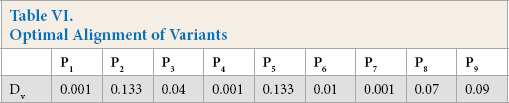
The optimal variant corresponded to the highest value of the optimal alignment (Table VI). The best alignment was determined by the mean of Eq. 8; it was equal to 0.133 (P2 and P5).
The optimal solution in terms of quality and yarn cost correspond to two conditions: P1 and P2. Spinning rotor yarn with 80% of recycled fibers and 20% of virgin Malian fibers with a linear density of 66 and 92 tex was selected as the optimal solution for the specific conditions and fibers in this study.
Production of denim yarn blended with 80% of recycled cotton fibers offers ecological and economic benefits. This result was achieved using AHP as a multi-criteria decision method. The AHP method was successfully used to optimize the quality and the cost of denim yarn and it can be used to optimize a wide range of textile products.
Conclusion
This study investigates the use of recycled cotton fiber, produced from industrial yarn waste, in spinning rotor yarn with a high ratio of recycled fiber to virgin fiber content. Experiments investigated the effect of spinning parameters on the quality and the cost of the obtained yarn.
The results show that when the ratio of recycled fibers in rotor spun yarn increased, the cost and the quality of yarn decreased. The industrial challenge was to obtain acceptable yarn quality at a reasonable cost. To this end, the AHP method was investigated as multi-criteria approach. The evaluation criteria of the spun yarns were the cost and the quality, based on tenacity, elongation, thinness, thickness, Neps, CVm, and hairiness. First, the obtained values of criteria were normalized, and each criterion was appropriately maximized or minimized. To obtain the weight of each criterion, the judgment of ten experts (from several disciplines) were considered. Finally, the optimization of decision showed that a mix of 80% recycled fibers and 20% virgin Malian fibers with linear densities of 66 and 92 tex corresponded to the optimal yarn; a result beneficial for the denim industry
The procedures given in this article may be useful to weavers, knitters, garment manufacturers, finishers, and designers of fat textiles, for determining an optimal choice of yarns according to the demands of the final product.