
Abstract
The worldwide manufacturing industries are actively adopting greener and eco-friendly production approaches, aligning with the Sustainable Development Goals (SDGs) and particularly focusing on Goal 12. This objective strives for responsible material management, with a strong emphasis on significantly decreasing waste generation through preventive measures, recycling, and reusing resources. This research introduces a sustainable method for manufacturing Siro grindle yarn, which involves maximizing the utilization of recycled cotton fibers sourced from pre-consumer fabric waste. The process involved the preparation of two rovings, one colored (red) and the other white, incorporating varying percentages of recycled cotton fibers along with virgin cotton. To achieve a vibrant grindle effect in the yarn, the compact-Siro spinning technique was employed that involves separately compacting two drafted fiber strands before uniting them through twisting. Grindle yarns with a count of Ne 20 (29.52 tex) containing up to 50% recycled fiber were successfully manufactured. As a point of comparison, Siro grindle yarn was also manufactured in a conventional-Siro ring frame. The yarns produced using the compact-Siro spinning technique exhibited notable enhancements in both structure (reduced hairiness, unevenness, and imperfections) and properties (increased strength and elongation). These grindle yarns demonstrated suitability for producing knit fabrics with esthetics comparable to commercial grindle fabrics made entirely with virgin fibers.

Introduction
The textile industry plays a substantial role in exacerbating climate change and environmental harm.1–3 Key contributors to its adverse environmental effects include resource-intensive manufacturing, emissions of greenhouse gases, extensive use of water and chemicals, the generation of waste,4,5 and the prevalence of fast fashion.6–8 The fast fashion approach provides benefits by making stylish clothing accessible at reasonable prices, yet it is profoundly unsustainable as it encourages a disposable culture among consumers, resulting in excessive waste and environmental pollution.9–11 To address the facts, the textile industries, in recent times, have witnessed a swift and significant shift toward prioritizing the sustainable development goals (SDGs), particularly aligning with the targets of SDG 12. These targets strive to promote environmentally sustainable chemical management and substantially minimize waste production through measures such as prevention, reduction, recycling, and reuse.12–14 Each year, garment factories in Bangladesh generate approximately 0.57 million tons of garments fabric waste of which almost half is cotton waste that can be recycled. 15 Presently, only 1%–5% of this waste is transformed into fibers for the production of yarn and various household items like pillows, quilts, and mattresses. The majority of the remaining waste is either sent to landfills or incinerated. Value can be found in the recovery of textile wastes, as opposed to disposing of them in landfills or through incineration.16,17 Notably, well-known global brands such as H&M, UNIQLO, and Zara have recently mandated the incorporation of 30% recycled fiber into their clothing products by 2025 to benefit from concessional duty advantages. Bangladesh, which currently imports 1.63 million tons of cotton fiber valued at approximately 3.5 billion USD, could potentially reduce imports by around 15% if it focused on recycling 100% cotton waste within the country. This initiative could result in saving half a billion USD that would otherwise be spent on cotton imports. 18 Recognizing the significant opportunity, many millers in Bangladesh have seized the chance to recycle pre-consumer fabric waste generated by various garment industries. In response to this requirement, approximately 23 companies in Bangladesh have recently installed recycling plants for consumer textiles. 19
Grindle yarns, also known as twisted yarns, represent a recent innovation in the market. They are produced by plying or intertwining two yarns of identical counts but with different colors. One of these colors is lighter, while the other is darker. Following the twisting process, the yarn displays a unique blend of shades (Figure 1). These yarns have become widely accepted, contributing to the production of fabrics characterized by intricate designs. They are extensively utilized in creating diverse garments such as knit T-shirts, sweaters, hoodies, underwear, track pants, and other fashionable apparels. 20

An architectural view of grindle yarn production in Siro spinning frame showing intertwining two individual drafted strands of identical counts but different colors (Adapted from 21 ).
Traditionally, the production of grindle yarns involves three distinct operations after spinning: winding, doubling and twisting. Elaborately, ring bobbins of two identical colors are wound separately onto individual cone packages using a winding machine. Then, two colored yarns are combined parallel in a doubling machine, and subsequently, the combined strands undergo a twisting operation to form the final grindle yarn. Apart from this, grindle yarn can be conveniently produced through Siro-spinning. 21 Siro-spinning, a modification of ring spinning that integrates spinning, doubling, and twisting into a single operation. In this method, two rovings are simultaneously introduced into the drafting zone of the ring frame at a predetermined separation. As a result, two drafted fiber strands emerge from the front roller (Figure 1). A primary twist is then applied to these strands, creating two smaller spinning triangles. Finally, the two strands are twisted together to produce a Siro-spun yarn. The properties of Siro yarns closely resemble those of 2-ply twisted yarns such as higher yarn strength, lower hairiness, and improved uniformity, but display lower twist stability and lack distinctive plied yarn characteristics.22,23
Compact spinning is widely embraced as a method that reduces the spinning triangle, optimizing fiber utilization in yarn production. This, in turn, brings about notable improvements in yarn qualities, including lower hairiness, enhanced uniformity, fewer imperfections, higher strength, improved resistance to abrasion with reduced tendency of pilling.24–28 Suessen Eli-Twist spinning, recently introduced in market, combines compact spinning and Siro spinning in a single operation as shown in Figure 2. 29 In this process, two rovings are introduced into a single spinning position, drafted, and compacted independently. Following the compacting phase, the individual strands are united through twisting. Through the utilization of Eli-Twist compact-Siro spinning, the benefits of both spinning methods are realized. 30 It can produce yarns resembling 2-ply yarn with identical direction of twist in both yarn legs.31–33
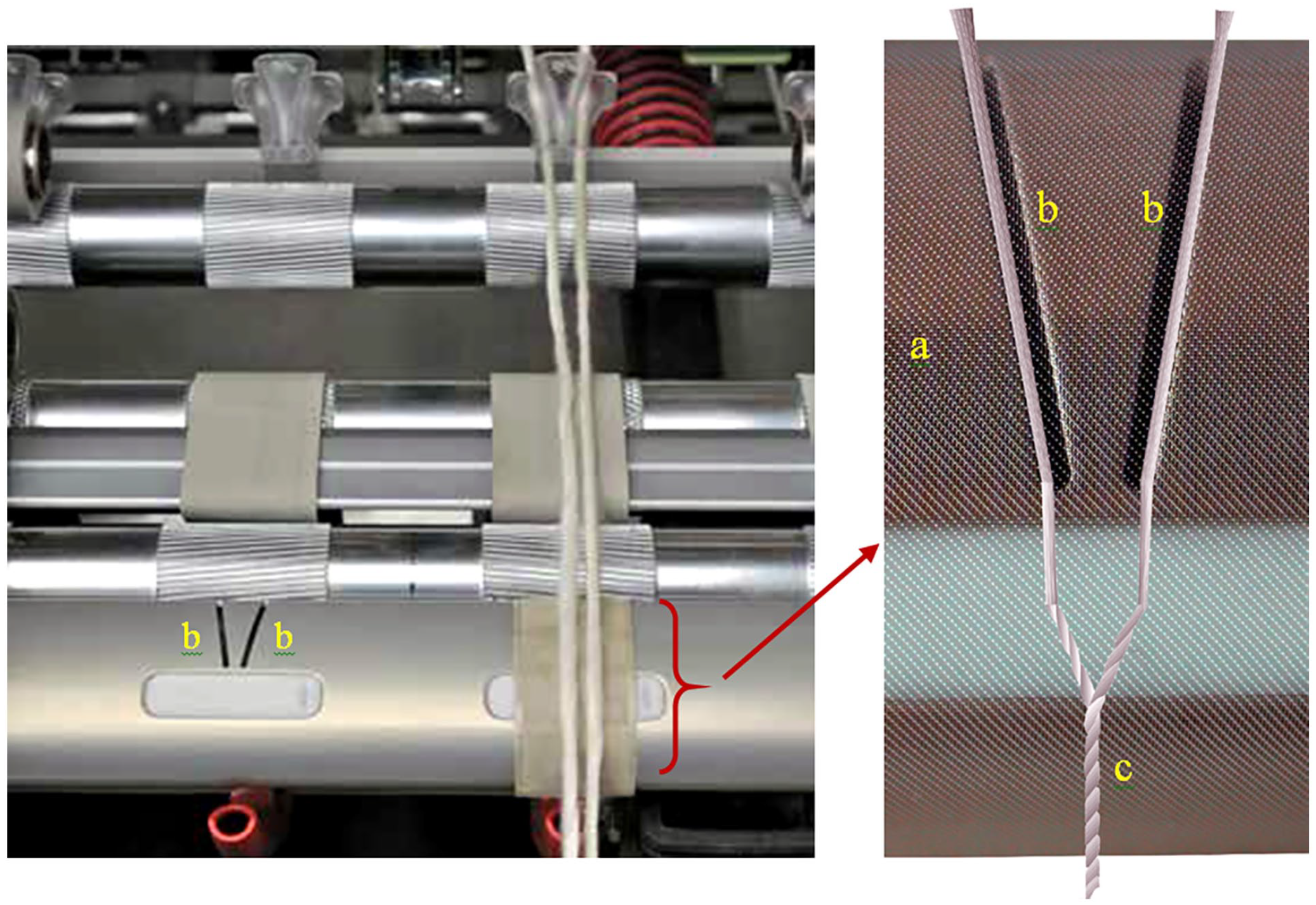
Eli-Twist spinning showing combination of compact spinning and Siro spinning in a single operation: (a) Lattice apron, (b) two suction slots for compacting two individual drafted fiber strands, and (c) compact-Siro yarn. 29
The current study aimed to streamline a sustainable technique for the production of grindle yarn by utilizing recycled cotton fibers regenerated from pre-consumer waste fabric. In order to achieve more pronounced grindle effect than conventional Siro yarns, compact-Siro spinning technique was employed. Two rovings were used, one consisting of 100% colored fibers and the other of 100% white fibers. The colored roving was created by blending colored (dyed) virgin cotton with same-color recycled cotton fiber (at the maximum percentage of colored recycled fiber achievable), while the white roving was formed by blending virgin cotton with white recycled cotton fiber (at the maximum percentage of white recycled fiber achievable). These two rovings were then combined and subjected to compact-Siro spinning to produce a spiral 2-color grindle yarn. The resulting yarns underwent characterization, focusing on properties essential for knitting, with a primary emphasis on strength.
Materials and methods
Fibers used
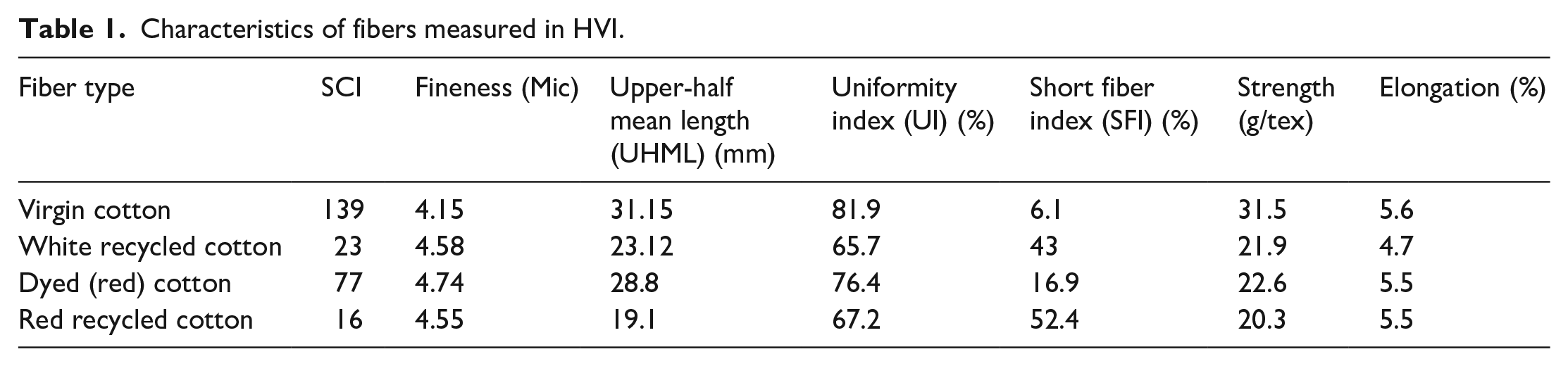
White and red recycled fibers, derived from white and red pre-consumer knit garment waste respectively, were sourced from “Recover Bangladesh,” a newly established project by a Spanish recycled fiber producer in Bangladesh, as illustrated in Figure 3(a), (b), (d), and (e). Additionally, virgin cotton fiber (origin: Chad) was procured through a local supplier (Figure 3(f)). The virgin cotton was dyed with reactive dyes by R.T. Dyeing, Savar, Dhaka (Figure 3(c)). The fiber characteristics of both virgin cotton and recycled cotton, assessed by the High-volume Instrument (HVI), are detailed in Table 1,

(a and b) Colored (red) pre-consumer cotton knit cut clips and recycled fibers obtained from it after mechanical shredding, and (c) Red dyed fibers. (d and e) White pre-consumer waste cut clips and recycled white fibers obtained from it. (f) Virgin cotton (Chad).
Characteristics of fibers measured in HVI.
The selection of red recycled fiber was deliberate, aiming to achieve a vibrant grindle effect in yarns when combined with white fibers. The recycling process involves the use of mechanical shredding process that vigorously break down and tear apart waste fabrics, transforming them into individual fibers. Consequently, the fibers obtained from this process are characterized by a notable abundance of short fibers and lumps, making them unsuitable for direct transformation into yarn through ring spinning. 34 To address this issue, a solution involves the blending of virgin fibers with recycled ones to act as carriers during the entire spinning procedure. 35
Preparation of mixing
The objective of this study was to manufacture grindle yarns by incorporating the maximum percentage of recycled fibers, both white and red, into the yarns while ensuring the necessary yarn strength for knitting. The process flow of the work is shown by the block diagram in Figure 4.

Manufacturing of grindle yarns from recycled cotton/virgin cotton blends through conventional Siro and compact-Siro spinning.
Virgin cotton fibers are dyed by stock dyeing process where the loose fibers are kept stationary and the dye liquor is pumped onto the densely packed fibers. 36 Prior to dyeing, a pre-treatment involving various chemicals and auxiliaries is employed to eliminate naturally-occurring impurities, aiming to enhance the attraction force between the fiber and dyestuffs. This pre-treatment process results in weight loss and a weakening of the cotton fiber. Additionally, dyed cotton fibers tend to clump together due to the high pressure and centrifugal force applied during the dyeing and subsequent drying processes. As a result, opening these densely packed fibers requires a beating action, leading to the breakage of weaker fibers. Resultantly, the dyeing of cotton fiber causes a decrease in fiber length, an increase in the proportion of short fibers, and a reduction in overall fiber strength 37 as illustrated in Table 1.
Due to the shorter length, strength, and higher short fiber content in dyed cotton fibers, our initial efforts focused on finding the optimal blend ratio of colored recycled cotton/colored virgin cotton to create colored rovings. The experiment was began with a 10/90 ratio of colored recycled cotton/colored virgin cotton and gradually the ratio was increased to 20/80, 30/70, 40/60, and 50/50. However, attempting for 50/50 distribution resulted in frequent intermittent breakage occurring between the drafting roller and flyer of the Simplex machine. This issue was linked to the comparatively shorter fiber length and high content of short fibers present in colored recycled cotton and dyed virgin cotton (though preparation of white roving could be possible by incorporating 60% white recycled cotton). Ultimately, the optimal ratio for colored recycled cotton/colored virgin cotton was determined to be 40/60, and the entire study proceeded with colored rovings of this composition. In Figure 5(a), a mixing of 40/60 colored recycled cotton/colored virgin cotton is shown.

(a) A mixing of red recycled cotton: dyed virgin cotton 40/60 and (b) a representative mixing of white recycled cotton: virgin cotton 60/40.
Subsequently, experiments were conducted to produce white rovings by optimizing the percentage of white recycled fiber with virgin cotton. The blend ratio for white recycled fiber to virgin cotton ranged from 10/90 to 60/40, as detailed in Table 2. The final percentage of recycled fiber in the Siro grindle yarn is also provided at the rightmost column in Table 2. Figure 5(b) illustrates the image of the blend of 60/40 white recycled fiber/virgin cotton in mixing room.
Ratio of recycled cotton and virgin cotton in Siro yarns.

Fiber processing in spinning line
Recycled fiber and virgin cotton blends underwent an 8-h conditioning period in an ambient atmosphere. Subsequently, these blended fibers were introduced into the blow room and transferred to carding through chute feed. The carded slivers were subjected to two equalization processes through the breaker draw frame and finisher draw frame machines. Detailed technical specifications of the entire yarn manufacturing process can be found in Table 3. The blending of recycled fiber and virgin cotton occurred at various stages, including the blow room, carding, and two draw frames. Finally, a uniform blend was achieved in the finisher draw frame, as evidenced by the sliver images presented in Figure 6.
Details for the production of recycled cotton/virgin cotton yarns.


Finisher draw frame slivers obtained from: (a) red recycled cotton: red cotton 40/60 and (b) white recycled cotton: virgin cotton 60/40.
The Advanced Fiber Information System (AFIS Pro-2) was employed to characterize finisher draw frame (D/F) slivers in accordance with the ASTM D5866-05 method. The parameters of all slivers obtained through AFIS are presented in Tables 4 and 5. For comparison, AFIS results for 100% virgin cotton and 100% recycled fibers are also shown in these tables. In contrast to virgin cotton, recycled fiber exhibits a higher concentration of fiber neps and short fibers, which result from the intense shredding process involved in recycling consumer waste fabric.
AFIS test reports of 100% white recycled cotton, 100% virgin fiber, and finisher draw frame (D/F) slivers consisted of different percentage of white recycled cotton and virgin cotton blends.

AFIS test reports of 100% red recycled cotton, 100% red (dyed) cotton, and finisher draw frame (D/F) sliver consisted of red recycled fiber/red cotton 40/60 blend.

Table 6 shows the waste removal% in blow room and carding section for all mixing ratios. As the proportion of recycled fiber in the mix increased, the removal of blow room and carding also substantially increased. Despite the substantial removal of blow room and carding waste, as shown in Table 6, the resulting finisher-drawn slivers still contained a significant number of neps and short fibers and lower upper quartile length (UQL), as indicated in Tables 4 and 5. Compared to (undyed) 100% virgin cotton (last row of Table 4), dyed virgin cotton shows higher number of neps and neps size, lower fiber length (UQL), more short fiber and higher linear density (mtex) of fiber (last row of Table 5). 37
Blow room and carding waste for different recycled fiber% (white + red) in mixing.

Manufacturing of recycled cotton/virgin cotton Siro grindle yarns
To achieve an optimal yarn structure while maximizing the use of recycled fiber, Ne 20 (29.53 tex) grindle yarns containing recycled cotton/virgin cotton blends were produced using a compact-Siro spinning process. The yarns around this count are widely used in industries for producing knit T-shirts, sweaters, hoodies, track pants, and other fashionable clothing items. However, to assess the enhancement in yarn properties with compact-Siro spinning, grindle yarns of the same count using same set of rovings were manufactured on a conventional Siro spinning machine.
The Siro yarns were produced using a Jingwei (China) ring frame, as illustrated in Figure 7, with the parameters specified in Table 3. To produce compact-Siro yarns, the Suessen Elite compacting attachment was retrofitted on the Jingwei ring spinning frame. Suessen Elite stands out as a leading pioneer in compact spinning technology, having achieved considerable success in providing compact spinning system. This innovative system employs an aerodynamic method to compact the drafted fiber strand by passing it through a suction slot in a profile tube surrounded by a perforated lattice apron. 38 In the manufacturing of compact-Siro yarn, two suction slots were introduced in the profile tube to independently condense the two drafted rovings separately (according to Figure 2), as depicted in Figure 8. Because of individual compacting of both drafted strand by separate aerodynamic condensing slot, the compact-Siro process aimed to achieve a more pronounced grindle effect in the yarn than conventional Siro process.

(a) Manufacturing of recycled cotton/virgin cotton blended Siro-grindle yarn in conventional ring spinning and (b) a cradle is lifted to visualize two rovings passing through the drafting zone.

(a) Manufacturing of recycled cotton/virgin cotton Siro-grindle yarn in 2-ply (double slot) compact spinning and (b) a cradle is lifted to visualize 2 suction slots under lattice apron those condense two drafted roving separately in Suessen 2-ply aerodynamic Siro-compacting mechanism.
Characterization of yarns
The unevenness of mass (expressed as CVm%), imperfections such as thin, thick, and neps39,40 as well as the hairiness of the yarns produced, were evaluated using the Uster® Tester 6 (UT 6, Uster Technologies, Switzerland) in accordance with the ASTM D1425/1425M-14(2020) standard. Yarn hairiness (H) was measured by determining the total length of protruding fibers (in cm) within a 1 cm length of yarn. This assessment utilized the hairiness sensor integrated into the evenness tester, which operates based on optical principles. 41
The tensile properties of the yarns were examined using the Titan Universal Testing Machine from James Heal, following the CRE principle as outlined in the ASTM D 2256 standard. The testing was carried out with a 100 N load cell, a 250 mm gage length, a crosshead speed of 250 mm/min, and a 5 cN pretension. Prior to tests, all samples underwent conditioning with a relative humidity of 65 ± 2% and a temperature of 25 ± 2°C in accordance with ISO 139 standards. Each result involved average value of 10 individual readings.
Surface characteristics of the yarns were studied using an optical microscope (Euromex BV, Model NZ 1703 m, The Netherlands) and a scanning electron microscope (SEM), JEOL 6460LV, Tokyo, Japan.
Results and discussion
External appearance of the Siro-grindle yarns
The visual appearance of Siro-grindle yarns, produced through both conventional Siro spinning and compact-Siro spinning, was observed. Figure 9 illustrates a set of Ne 20 (29.5 Tex) grindle yarns created through compact-Siro spinning, each varying in the percentage of recycled cotton to virgin cotton. As mentioned earlier, in white rovings, the ratio of white recycled cotton/virgin cotton gradually increased from 20% to 50%, and in red roving, the ratio of red recycled cotton/red dyed cotton remained constant at 40/60 for all yarns. Ultimately, all yarns were composed of same ratio of red and white roving, resulting in a consistent color effect across the yarns.

Ring bobbins of Ne 20 (29.52 tex) compact-Siro grindle yarns produced with varying recycled cotton/virgin cotton blends. The ratio of red recycled cotton/red dyed cotton remained constant at 40/60 for all yarns. Total recycle fiber% of each yarn is mentioned in image.
In this study, the grindle effect was achieved by intertwining drafted strands of one of dark color and the other of light color roving. Altering the color (hue) of the roving (either one or both) allows for the production of grindle yarns with various color combinations. Additionally, the use of lighter shade color roving enables the creation of grindle yarns with a subtle visual effect.
Characteristics of yarns
Morphology of the yarns
The morphology of Siro-grindle yarns was investigated by the optical microscope. Figure 10 displays the representative microscopic images of Siro-grindle yarns manufactured with different ratios of recycled cotton/virgin cotton (20/80 and 50/50) through both conventional Siro and compact-Siro spinning methods. A noticeable distinction between conventional Siro and compact-Siro yarns is evident. Yarns produced with conventional Siro exhibit lower compactness and a higher degree of hairiness. On the contrary, compact-Siro yarns display a closely packed structure with significantly lower hairiness, indicating a robust binding of constituent fibers within the yarn. This structural characteristic is crucial for achieving greater yarn evenness, fewer imperfections, and higher tensile strength.

Optical microscopic images (30×) of (a) & (a′) recycled cotton/virgin cotton 20/80 and (b) & (b′) recycled cotton/virgin cotton 50/50 yarns produced in conventional Siro and compact-Siro spinning, respectively.
Hairiness of the yarns
Essentially, spun yarns consist of twisted staple fibers, wherein hairy or projecting fibers contribute to a soft and fuzzy texture on the yarn surface. 42 Maintaining an optimal level of hairiness in yarn is beneficial as it improves the comfort of the fabric. Nevertheless, an excessive amount of hairiness can negatively impact both the visual appeal and functional properties of textile products. 43 For instance, high hairiness and variations in hairiness may lead to the formation of weft-way bars in woven and knit fabrics, commonly referred to as “fabric barre.” Fabrics with high hairiness are susceptible to lower abrasion and pilling resistance of fabric. Excessive hairiness can also negatively impact yarn performance in post-spinning operations like sizing, weaving, and knitting. The degree of hairiness in the yarn is quantified by the “hairiness index,” determined by summing up the length (in cm) of protruding fiber ends on the yarn surface in 1 cm length of yarn.
Figure 11 illustrates the correlation between the hairiness index (H) of grindle yarns, manufactured through conventional Siro and compact-Siro spinning methods, and the percentage of recycled fiber in the yarns. The graph reveals a direct relationship between the increase in recycled fiber percentage and the proportional rise in yarn hairiness. This phenomenon is attributed to the shorter length of recycled fibers (both white and red) and the significant presence of short fibers within the recycled material, as detailed in Tables 1, 4, and 5. These short fibers originated from the conversion of consumer fabric waste into recycled fibers through an intensive shredding process. Notably, in line with the microscopic images presented in Figure 10, the grindle yarn produced through conventional Siro spinning exhibits a higher hairiness index compared to that produced through compact-Siro spinning.
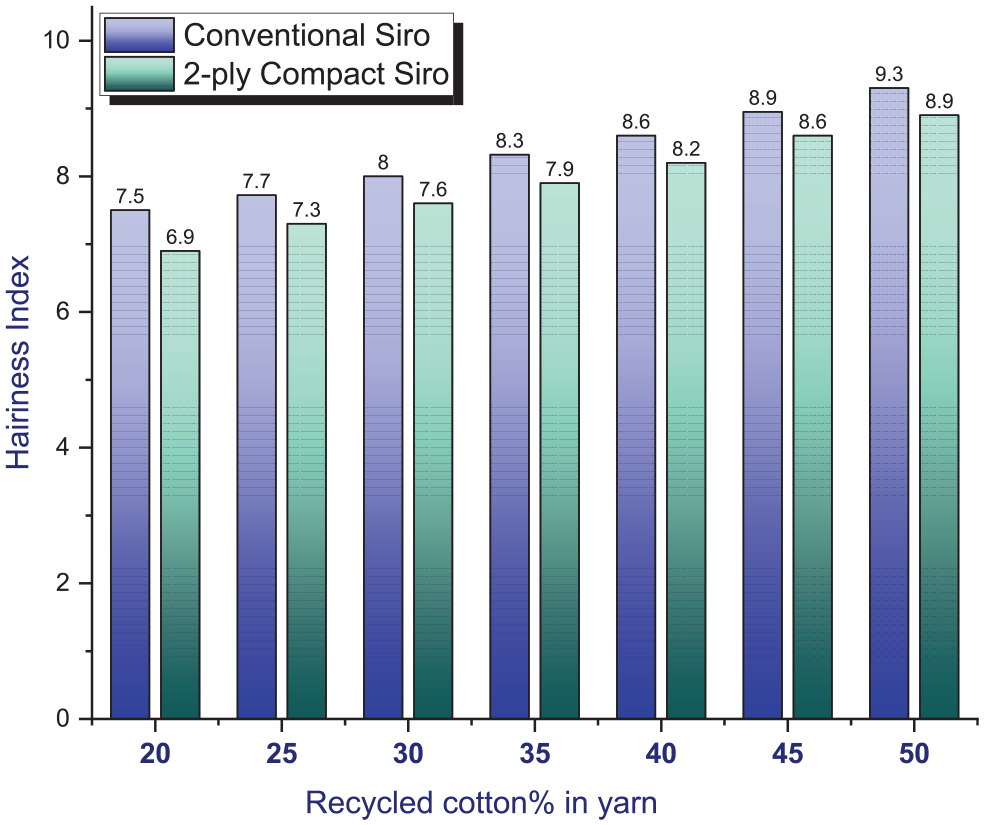
Hairiness index of Ne 20 (29.52 tex) grindle yarns produced with recycled cotton/virgin cotton in conventional Siro and compact-Siro spinning.
Referring to scanning electron microscope (SEM) images presented in Figure 12, a more detailed insight into the structure and hairiness of yarn is apparent. In the conventional Siro spinning method, two rovings undergo simultaneous guidance through the drafting zone, with separate condensers maintaining their independence before being drafted individually. These strands are then plied into a single yarn. 22 In this process, the emergence of the drafted fiber ribbon from the front roller nip results in the immediate formation of two spinning triangles, as illustrated in Figures 1 and 7. Within each spinning triangle, fibers undergo varying tension levels based on their positions. The outermost fibers within the spinning triangle are notably diverted and can be partially incorporated into the yarn body, leading to evident hairiness across the yarn surface, as depicted in Figure 12(a) and (b). Furthermore, colored recycled fibers sourced from consumer fabric waste and dyed red fibers exhibit a coarser diameter, 44 as indicated by the fiber fineness values in Tables 1, 4, and 5. In the conventional ring spinning process, shorter and coarser dyed fibers tend to migrate toward the outer layer of the yarn balloon, while longer and finer fibers move toward the yarn core.44,45 This tendency contributes to increased yarn hairiness, especially when the proportion of colored recycled fibers is higher, as evident in the SEM images of conventional Siro-yarns in Figure 12(a) and (b) (also observable in microscopic images in Figure 10(a) and (b)).

SEM images of (a) & (a′) recycled cotton/virgin cotton 20/80 and (b) & (b′) recycled cotton/virgin cotton 50/50 yarns produced in conventional Siro and compact-Siro spinning, respectively.
In contrast, compact-Siro spinning functions in a distinct manner by removing the spinning triangle. This method involves introducing two separate rovings into the drafting zone simultaneously (similar to Siro spinning), and then both drafted strands are individually compacted in respective suction slots (similar to compact spinning), as depicted in Figures 2 and 8. After emerging from the compacting zone, the condensed fiber strands are slightly twisted and merge at a junction point. 38 When these condensed strands are subjected to aerodynamic negative pressure in their designated suction slots, the projecting ends of the yarn surface are suppressed, resulting in a smooth and compact structure. Subsequently, when the two condensed strands are united through twisting/plying, the projecting fibers have the opportunity to be suppressed again. This phenomenon results in the lowest hairiness observed in compact-Siro yarn, as illustrated in Figure 12(a′) and (b′).
The impact of variations in hairiness and microstructure of conventional Siro and compact-Siro yarns on their properties is discussed further below.
Unevenness and imperfections of the yarns
The irregularity of yarns are evaluated by the unevenness of mass (CVm%) and imperfections (thin, thick places and neps). They play a substantial role in influencing the subsequent stages of production (such as warping, sizing, weaving, and knitting) and also affect the overall esthetics of the fabrics. 46
Figures13–17 show respectively the CVm%, thick place (+50%/km), thin place (−40%/km), neps (+200%/km) and imperfection index (IPI, the sum of thin, thick, and neps) of Ne 20 grindle yarns produced with different proportions of recycled fibers/virgin cotton employing conventional Siro and compact-Siro spinning frames.

Unevenness (CVm%) of grindle yarns produced with recycled fiber/virgin cotton in conventional Siro and compact-Siro spinning.

Thick places (+50%)/km of grindle yarns produced with recycled fiber/virgin cotton in conventional Siro and compact-Siro spinning.

Thin places (−40%)/km of grindle yarns produced with recycled fiber/virgin cotton in conventional Siro and compact-Siro spinning.
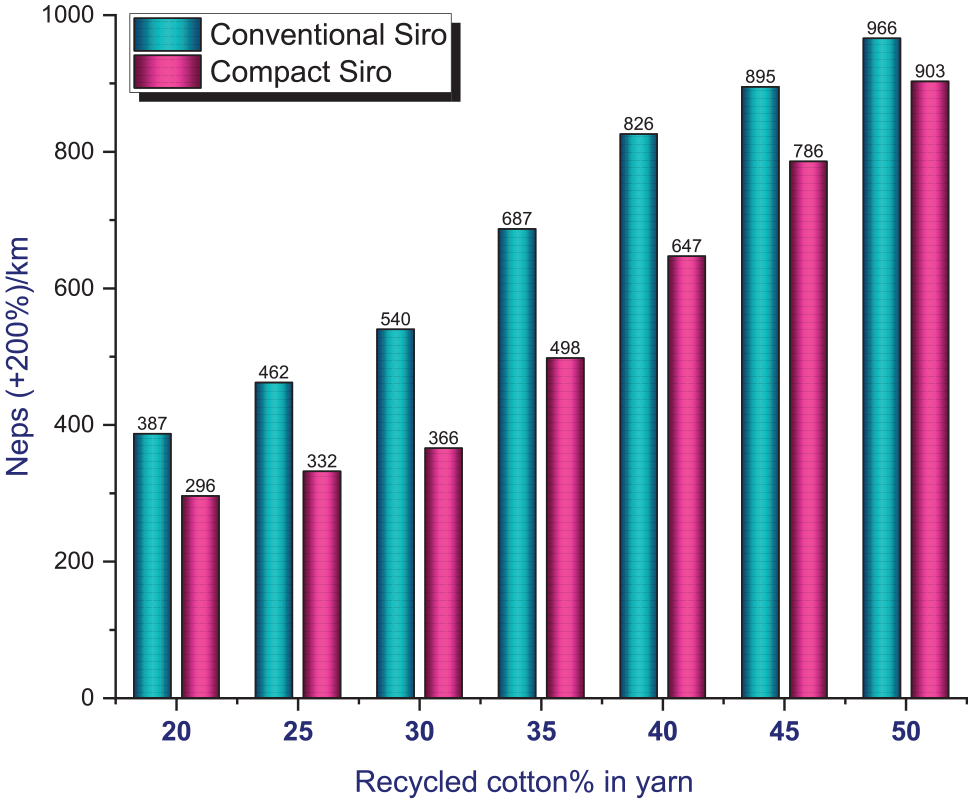
Neps (+200%)/km of grindle yarns produced with recycled fiber/virgin cotton in conventional Siro and compact-Siro spinning.

Imperfection index (thick + thin + neps) of grindle yarns produced with recycled fiber/virgin cotton in conventional Siro and compact-Siro spinning.
From Figures 13 to 17, it is evident that CVm% and imperfections show an upward trend as the percentage of recycled fiber in yarn increases. Examining the data presented in Tables 1, 4, and 5 of HVI and AFIS results, the cause of these outcomes can be traced back to the relatively shorter fiber lengths (UHML and UQL) and the existence of a considerable quantity of short fibers and fiber clusters resembling neps in the recycled fibers. Roller settings in draw frame, Simplex and ring frames are carried out on the basis of longer fiber length (UHML), and so during drafting processes in those machines, short fibers tend to be uncontrolled between the rollers. This, in turn, results in the creation of irregular drafting waves, ultimately causing increased unevenness and imperfections in the produced yarns.
Analyzing Figures13–17 reveals a significant decrease in CVm, thick and thin places, and neps in the compact-Siro yarn compared to the grindle yarn produced using conventional Siro spinning. In the compact-Siro spinning process, prior to plying, both drafted fiber strands undergo individual control within distinct condensing zones facilitated by pneumatic suction. This results in a more robust yarn structure. The suction system not only assists in assimilating protruding fibers into the overall yarn body but also ensures precise management of fiber strands. This meticulous control, combined with the incorporation of additional fibers into the yarn body, improves the overall compactness of the yarn structure.
Dependence of yarn structure on tensile properties
The investigation focused on the correlation between the percentage of recycled cotton and the tensile properties of conventional Siro and compact-Siro yarns. Figure 18(a) and (b) depict the stress-strain curves of grindle yarns produced with different recycled cotton% using both spinning systems. The stress-strain curves of conventional Siro and compact-Siro yarn display a similar shape but diverge at rupture points, indicating variations in strength and elongation due to spinning techniques. Irrespective of the spinning technique employed, an incremental rise in the proportion of recycled cotton is associated with a gradual reduction in both strength and elongation. Specifically, compact-Siro yarns demonstrate superior strength and elongation when compared to yarns generated through conventional Siro spinning.

Representative stress-strain curves of recycled fiber/virgin cotton yarns produced in: (a) conventional Siro and (b) compact-Siro spinning.
In textile industry, yarn strength is evaluated through two measurements: bundle yarn strength (quantified by CSP – Count Strength Product) and single yarn strength (measured by tenacity). CSP is determined by multiplying the yarn count (expressed in English count, Ne) with the yarn lea strength (in pounds), allowing for the comparison of similar yarns but not the same counts. Tenacity, on the other hand, assesses single yarn strength by measuring the breaking force per unit linear density, typically expressed as g/tex. Tenacity is a crucial property for yarns to tolerate stress in different stages in fabric manufacturing process, including winding, sizing, weaving, and knitting.
The relationship between the percentage of recycled fiber and the spinning technique on the CSP, tenacity, and elongation at the break of Siro yarns manufactured from recycled fiber and virgin cotton was investigated. The findings are presented in Figures 19–21, respectively. As the recycled fiber percentage in the yarns increases, CSP, tenacity, and elongation gradually decrease, with good agreement with the rise in unevenness (CVm) and imperfections (depicted in Figures13–17). This decrease is attributed to the shorter length and the prevalence of short fibers in recycled fibers due to the intensive shredding process. Short fibers, unlike long fibers, lack effective integration into the yarn structure, slipping under tension rather than contributing effectively to withstand external force, resulting in lower yarn strength. Moreover, the strength of colored (red) fibers decreases after dyeing, making dyed recycled fibers weaker and more susceptible to breaking under tensile stress. 44

Count strength product (CSP) of grindle yarns produced with recycled fiber/virgin cotton in conventional Siro and compact-Siro spinning.

Tenacity of grindle yarns produced with recycled fiber/virgin cotton in conventional Siro and compact-Siro spinning.

Elongation at break (%) of grindle yarns produced with recycled fiber/virgin cotton in conventional Siro and compact-Siro spinning.
Yarn elongation is significant when subjected to external force, as it is distributed among the component fibers. The elongation of the yarn is linked to the extension of individual fibers and their arrangement and bonding within the yarn. The presence of numerous short fibers in recycled fibers hinders effective integration with the yarn body, leading to easy detachment under force and ultimately lower yarn elongation, as shown in Figure 21.
Figures 19–21 also reveal the higher CSP, tenacity, and elongation of compact-Siro yarns compared to conventional Siro yarns. This can be attributed to the robust structure of compact-Siro yarns, as observed in the optical microscope and SEM images in Figures 10 and 12, respectively. In the compact-Siro spinning process, the improved fiber alignment and consolidation of projecting fibers through aerodynamic compacting result in a firm integration of fibers with the yarn body, leading to high compactness. The additional integrated fibers not only enhance yarn strength but also delay failure, reflected in higher elongation at break values in Figure 21.
Statistical analysis
Table 7 demonstrates the paired sample correlations and the significance of different percentage of recycled fiber in relation to various parameters of recycled cotton/virgin cotton yarns manufactured through conventional Siro and compact-Siro spinning. For yarns manufactured using both spinning techniques, a positive correlation is evident between the percentage of recycled fiber and structural parameters of the yarn, including hairiness, unevenness, thin, thick, and neps. This suggests that an increase in the percentage of recycled fiber in blends leads to a corresponding increase in these yarn parameters. This positive correlation aligns well with the graphical representations previously presented for hairiness, unevenness, thin, thick, and neps.
Paired sample correlations for recycled fiber% with various properties of grindle yarns produced in conventional Siro and compact-Siro spinning techniques.

In Table 7, a negative correlation is observed for CSP, tenacity, and elongation at break%, implying that as the proportion of recycled cotton% increases, the quality of the yarn in terms of these parameters deteriorates. Importantly, all these correlations are highly significant (p = 0.000).
A sustainable and greener approach
Cotton, which contributes around 25% of the world’s textile fibers, has diverse environmental effects such as water consumption, toxicity, and greenhouse gas emissions. 47 Roughly 75% of global clothing items incorporate some type of cotton. 48 Cotton is recognized as a water-intensive crop, with its cultivation having a significant impact on freshwater withdrawal. This is primarily because most cotton production occurs in regions with warm and less rainy climates, necessitating irrigation rather than relying on rainfall. Global cotton cultivation demands over 250 billion tons of water annually, and the production of 1 kg of cotton fiber requires about 10,000–20,000 L of water. 49 Conventional cotton farming involves the use of pesticides, insecticides, and chemical fertilizers, which can lead to pollution of ecosystems and water sources. 50 Hazardous chemicals used in the production of cotton, such as petroleum-based cleansers, heavy metals, flame retardants, ammonia, and formaldehyde, could potentially exist in garments as well. Additionally, water pollution can occur during the production and dyeing processes due to the use of chemicals. Disposing of these hazardous chemicals is expensive, and the pressure to reduce the costs of clothing production often results in the contamination of river systems. 51
Global manufacturing industries are actively transitioning to more environmentally friendly and cleaner production methods, offering several advantages such as reduced expenses associated with waste management and raw materials. 13 With over half of the production expenses for ring-spun yarn being linked to raw cotton costs, 52 incorporating recycled cotton in yarn production can proportionally decrease the cost of raw materials. This research introduces an innovative concept of producing grindle yarn from recycled fibers sourced from consumer waste fabric. This approach not only promotes environmental sustainability and protection 53 but also has the potential for cost savings in clothing production. Furthermore, this strategy lessens the dependence on cotton farming and its related procedures, thereby making noteworthy contributions to environmental preservation from multiple perspectives. 54
The Sustainable Development Goals (SDGs), encompassing 17 global objectives, were universally endorsed by all UN Member States in 2015 as a comprehensive framework to eliminate poverty, protect the environment, and ensure global peace and prosperity by 2030. These goals are designed to be interlinked and indivisible, acknowledging that progress in one area often depends on advancements in others. 12 Since their adoption, the global manufacturing sectors have been increasingly transitioning to sustainable and cleaner production practices, in line with the targets set out in SDG 12. These targets aim for environmentally responsible chemical management and substantial waste reduction through prevention, reduction, recycling, and reuse. 14 This collective effort addresses the shift in production methods, particularly within the grindle yarn manufacturing industry. The current study presents an innovative approach to producing grindle yarns by incorporating up to 50% recycled fiber, thereby fostering sustainability. This method also enables cost-effective clothing production, aligning with broader goals of enhancing environmental and economic sustainability. 30
Cost factors related to production of grindle yarns with recycled fiber
With the continuous depletion of natural renewable resources, there is a growing global focus on discovering creative methods to utilize recyclable waste. Furthermore, recycling plays a crucial role in lessening environmental burden by minimizing waste sent to landfills and incinerators, preventing pollution, conserving natural resources, and saving energy. Moreover, since raw material costs form a substantial portion of production expenses, incorporating inevitable processing waste into the manufacturing process offers manufacturers notable cost benefits.55,56
The manufacturing cost of Ne 20 (29.52 tex) grindle yarn containing different proportions of recycled cotton/virgin cotton fiber was calculated that is shown in Table 8.
Manufacturing cost of Ne 20 (29.52 tex) recycled fiber/virgin cotton yarns in compact-Siro spinning.

Red recycled cotton: 1.2 US$/kg.
Dyed (red) virgin cotton: [2.2 US$/kg (virgin cotton price) + 1.5 US$/kg (dyeing cost)] = 3.7 US$/kg.
Compared to colored recycled cotton, white recycled cotton fiber is slightly costlier due to its high market demand.
Manufacturing overhead slightly increased with the increase of recycled cotton% as the speed of the Simplex and ring frame had to be reduced accordingly.
In Table 8, it is evident that as the proportion of recycled fiber in blends gradually increases, the cost of grindle yarn decreases proportionally. It is important to note that the price of red virgin cotton is nearly three times higher (3.7 US$/kg) than that of red recycled cotton (1.2 US$/kg). By incorporating a higher percentage of red recycled cotton (as used 40% in this study) in blends, the manufacturing cost of grindle yarn could be lowered. However, to ensure smooth processing of the blend in the spinning line, it becomes necessary to use white virgin cotton instead of red dyed cotton in color roving. Consequently, the roving color, instead of being 100% red, is a mix of red recycled fiber and white virgin cotton. This experimental approach is illustrated in Figure 22(a) and (b), where color roving with 60% red recycled fiber and white virgin cotton is prepared that resulted in yarns with a subtle grindle effect. In this scenario, a trade-off between yarn cost and achieving the desired grindle effect becomes essential.

(a) Left roving composed of 60/40 red recycled fiber/white virgin cotton and (b) subtle effect of grindle yarn produced with the two rovings by Siro spinning.
Possible applications of the yarns
In this study, grindle yarns composed entirely of cotton, incorporating up to 50% recycled cotton fibers were successfully produced. The goal was to manufacture fancy knit fabrics for the garments like T-shirts, sweatshirts and sweaters. Using a laboratory-scale circular knitting machine (Mesdan, Italy, with a 3.75-inch diameter), a sample single-jersey knit fabric was produced from this yarn. Visual representations in Figure 23 showcase the yarns and fabrics produced, emphasizing the esthetic resemblance to commercial grindle fabrics and the comfortable feel with a soft texture, despite containing 40% recycled cotton.
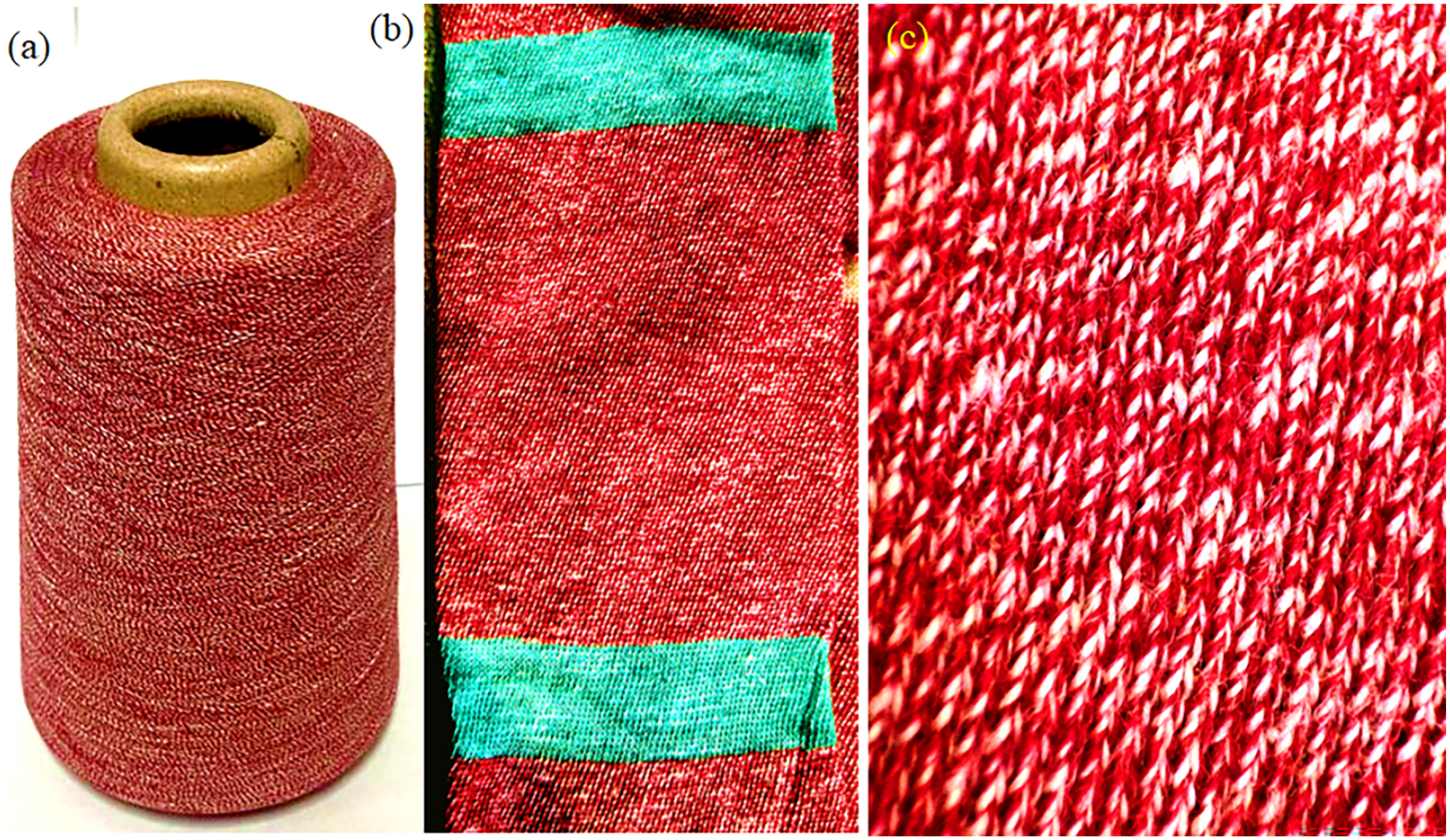
(a) Yarn package of grindle yarn produced with 40/60 recycle cotton/virgin cotton in compact-Siro spinning. Sample single jersey knit fabric produced with that yarn: (b) normal view and (c) magnified view (70×).
For high-speed commercial knitting machines, specific yarn properties are crucial, including a minimum CSP (count strength product) of 1800, a tenacity of 13.5 g/tex, and an elongation at break of 3%. 1 Analysis of Figures 19–21 data indicates that grindle yarns with up to 40% recycled cotton, produced in both conventional Siro and compact-Siro spinning systems, meet the criteria for high-speed knitting. We produced grindle yarn containing 50% recycled cotton on a lab-scale hand-driven knitting machine. To adapt the yarn containing 50% recycled cotton for commercial high-speed knitting machines, it is required to increase yarn strength with slightly higher twist, albeit at the cost of some fabric properties such as compactness, stiffness, and reduced moisture absorption.
To enhance the strength of grindle yarn containing recycled fibers for weaving applications, a polyester-cotton blend may be employed. This blend will combine the high strength and wrinkle resistance of polyester with the softness and comfort of cotton. One roving may consist of 100% cotton, while the other may be 100% polyester, where one or both roving will contain recycled fibers.
It is important to note that this article lacks a detailed characterization of the fabric. A comprehensive analysis of fabric properties is necessary to definitively conclude its suitability for various applications. This research establishes the foundation for future, more extensive investigations in this domain.
Conclusion
Recycled fibers obtained through the mechanical shredding of pre-consumer fabric waste have been successfully transformed into Ne 20 (29.52 tex) grindle yarns, specifically designed for knitwear like T-shirts, sweatshirts and sweaters. To achieve a distinct grindle effect in the yarn while better controlling the short fibers present in recycled materials, a compact-Siro spinning method was employed. This involved separately compacting both color and white roving before consolidation. In comparison to the yarns produced using conventional Siro spinning, the compact Siro spinning system resulted in yarn with improved physical structure and properties, including evenness, imperfections, hairiness, strength, and elongation. With grindle yarns produced in compact Siro method, it became feasible to produce knit fabrics on a laboratory-scale sample knitting machine even with a 50% recycled fiber content.
The textile industry now offers a variety of fancy yarns, with grindle yarns being a recent addition known for their distinctive style. Apparel made from this yarn is already widely embraced by young consumers. The incorporation of recycled fibers in grindle yarn has the potential to reduce yarn prices, making grindle fabric more affordable for customers. Beyond cost considerations, this approach provides textile manufacturers with an environmentally conscious method for producing fancy textile products, effectively addressing waste management issues. Scaling up the application of the findings from this research to an industrial level would contribute to sustainable development by conserving energy, reducing emissions, and preserving the environment. Creating grindle yarn using eco-friendly materials, such as recycled fibers, is crucial for meeting various goals outlined in SDG 12. This goal emphasizes the sustainable management and efficient use of natural resources, as well as the environmentally responsible handling of chemicals and waste throughout their lifecycle.
Footnotes
Data availability statement
Data will be made available on request.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Additional information
No additional information is available for this paper.