
Abstract
The aim of this study was to investigate the effect of crease resistant treatment on sewability and seam properties of cotton shirt fabrics. The effects of the fabric construction (plain, twill, and satin weaves), the concentration of crease resistant chemical, and the stitch density were investigated in terms of seam quality and sewability. Seam efficiency was calculated and the appearance of seams and creases were evaluated using standard methods. Furthermore, the sewability of the fabrics was measured with an L&M sewability tester. The results were then statistically evaluated. It was found that crease resistant treatment improved the seam efficiency, sewability, and appearance of creases, whereas no positive effect on seam appearance was observed.
Introduction
Shirts are an essential part of men's clothing. Fabrics commonly used in shirts are made from 100% cotton or cotton/polyester blends. Use of cotton fabrics in shirts leads to wrinkling and shrinkage. To eliminate these problems, it is vital to apply finish to the fabrics. Finishing processes are used to improve the final appearance, handle, and functionality of the fabrics. 1 Finishing is commonly categorized as chemical or mechanical processes. The textile industry has a need for innovative chemical finishes. One of the most useful functional properties to be imparted on cotton products is crease resistance.2–5
A severe limitation of fabrics made of all or mostly cellu-losic fibers is their tendency to wrinkle. Crease resistance is imparted to cellulosic fibers by restricting the slippage of molecular chains through crosslinking.6,7 In the 1980s, the market for crease resistant finishes was dominated by N, iV-l,3-dimethylol-4,5-dihydroxethylene urea (DMDHEU), using magnesium chloride as the acid catalyst to initiate chemical crosslinking of cellulose chain molecules. It is still the most widely-used crosslinking agent. Its advantages include imparting good durable press properties at low cost, being less detrimental to fabric strength, having less discoloration, being post-curable, and yielding low chlorine retention characteristics when compared to other agents.
Crosslinking occurs within accessible fiber regions, providing fiber resistance to deformation and improved elastic recovery from deformation. Crosslinking prevents fiber molecule movement during stress and hinders shrinkage and wrinkle formation. Crease resistant treatments are widely applied on cotton fabrics by the pad-dry-cure method.8–10
DMDHEU reacts with cellulose in the presence of a catalyst to form crosslinks between individual cellulose chain molecules during crease resistant treatment. The reaction mechanism for the crosslinking of DMDHEU and cellulose is well known and shown in Fig. 1.7,11–13
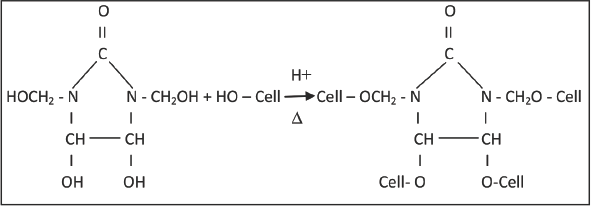
Crosslinking of cellulose with DMDHEU.
Finishing treatments influence not only fabric properties, but also the sewing quality of the garments. Good seams are essential for durability, quality, and aesthetic appearance of garments. 14 Seam quality is evaluated based on various parameters such as seam efficiency, elongation, bending, stiffness, abrasion resistance, density, slippage, puckering, tightness, thickness, and damage. However, among these various quality parameters, puckering, efficiency, and sewability are the most important for evaluation of seam quality 15
Seam puckering in a garment is the uneven appearance of a seam on a smooth fabric. Puckering appears along the seam line of garments when the sewing parameters and sewn material properties are not properly selected. This results in a reduction of garments’ aesthetic value.16–20 Seam efficiency is a useful parameter that demonstrates seam performance as measured by the ratio of sewn and unsewn fabric strengths. 14 Sewability can be defined as the ease of sewing and the ability of material to be seamed effectively without fabric damage while providing suitable end-use performance. In addition to other seam quality parameters, needle penetration force (NPF) is also important in determining fabric sewability. A fabric requiring a high NPF is more susceptible to fabric damage, with a negative effect on garment quality. 21
There are many articles on seam quality parameters, however studies related to the effects of textile finishing treatments on fabric sewability and seam quality are limited.22–31 Therefore, we previously investigated the effect of softening treatments on sewability and seam quality of cotton woven fabrics. 32 The aim of this study is to investigate the effect of crease resistant treatments on sewability and seam properties of cotton shirt fabrics, a topic of vital importance for apparel manufacturers.
Experimental
Materials
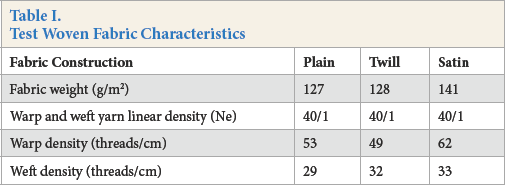
In this study, the effect of the woven fabric construction, chemical concentration, and stitch density on seam quality and sewability performances were investigated using three different constructions (i.e., plain, twill, and satin) of 100% cotton shirt fabrics. All fabrics were desized, scoured, and bleached before crease resistant treatments. The characteristics of these fabrics are shown in Table I.
Test Woven Fabric Characteristics
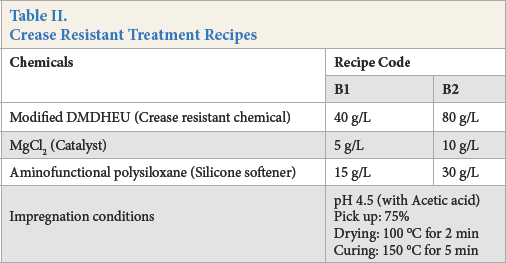
Crease resistant treatments were applied to the fabrics by padding using a Rapid Model PA-1 marked laboratory pad-der (Labortex) for impregnation and an Ataç GK 4 marked laboratory stenter (Ataç Machine) for drying and curing. The recipes used in the experiments are given in Table II. Two commonly-used chemical concentrations (40 and 80 g/L) were chosen. The untreated fabrics (UT) were used as control fabrics. Crease resistant treatments were not applied to control fabrics and all investigated parameters were compared to those of the control fabrics.
Crease Resistant Treatment Recipes
The finished samples were seamed with lock stitches using a Juki DLL-5550-6 industrial sewing machine at room temperature. Cotton sewing thread (35 tex) and a 90's ball point needle were used.
Testing
Seam Efficiency
The seam efficiency of fabric was determined to measure the loss in fabric strength caused by needle damage. This involves sewing a seam on the fabric, breaking the fabric at the line of stitching, and establishing a ratio between the original and the seamed fabric strength. The sewing and fabric strength values of all the samples were measured using a Lloyd LR5K universal tensile tester.
Samples were seamed according to the ASTM D168333standard at two different stitch densities (4.5 (D1) and 3.5 (D2) stitches/cm) in warp and weft directions. After strength measurements, the seam efficiencies E (%) of all samples were calculated using Eq. 1.
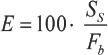
seam efficiency was characterized by the ratio of sewn seam strength (Ss) to fabric tensile strength (Fb). 33
NPF Determination
NPF tests were performed using an L&M Sewability Tester (John Godrich), which was developed in the Clothing Section of the Textile Department at the University of Leeds in the UK (Fig. 2). This equipment simulated a sewing machine without sewing thread working at a rate of 100 penetrations/min. It measured a standard reproducible sewability of fabrics by monitoring the force developed as a 90's ball point needle penetrated into the fabric. A threshold value was determined based on the fabric mass area. Good sewability is indicated by low NPF values. In this study, the threshold value was set to 75 cN and the average force to penetrate the fabric was recorded.21,26,34

The L&M Sewability Tester.
Seam Appearance
Untreated (UT) and treated samples were seamed at a 4.5 stitch/cm stitch density. Ten, the fabrics were washed five times in a Wascator machine according to BS EN ISO 26330 (5A program) 35 standard and dried. All the samples were conditioned for 24 h under standard atmospheric conditions (temperature of 20 ± 2 °C and relative humidity (RH) of 65 ± 2%). Seam appearances were compared with standard photos given in AATCC Test Method (TM) 88B and seam puckering was evaluated (Fig. 3). Grade 5 represented the best level of seam appearance, and Grade 1 represented the worst. 36
Photographic comparative ratings for single needle seams.35
Crease Appearance
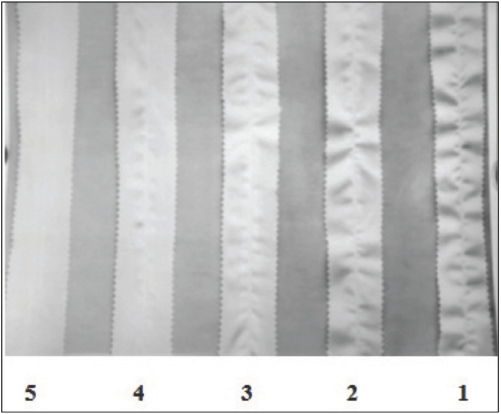
UT and treated samples were washed and dried five times in a Wascator machine according to BS EN ISO 26330 (5A program) standard. All samples were conditioned for 24 h under standard conditions. The samples were evaluated for crease appearance by comparing with AATCC TM 88C standard replicas (Fig. 4). Grade 5 represented the best level of crease retention, and Grade 1 represented the worst. 37
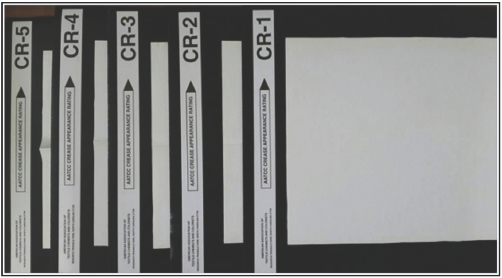
AATCC Crease Appearance Replicas.36
Seam Efficiency Performance
For the seam efficiency performance tests, 18 different fabrics were used. For NPF, seam appearance, and crease appearance evaluations, nine different fabrics were tested. All applications and tests were performed three times with each fabric sample and the mean values of the results were calculated. The test results were statistically evaluated with analysis of variance and multiple comparison tests. The fabric construction, chemical concentration, and stitch density parameters were evaluated independently.
Results and Discussion
Seam Efficiency
UT and fabrics treated with the crease resistance chemical at two concentrations (B1: 40 and B2: 80 g/L) were seamed at two different stitch densities (D1: 4.5 and D2: 3.5 stitches/cm) in both warp and weft directions. The seam strength and fabric tensile strength values are given in Table III.
As seen in Table III, tensile strength values of the fabrics in warp directions were higher than that those in weft directions; however, seam strength values were close to each other in all samples. Tensile strength values of the fabrics decreased in order of plain, twill, and satin fabrics in warp directions.
Seam Strength and Fabric Strength Values
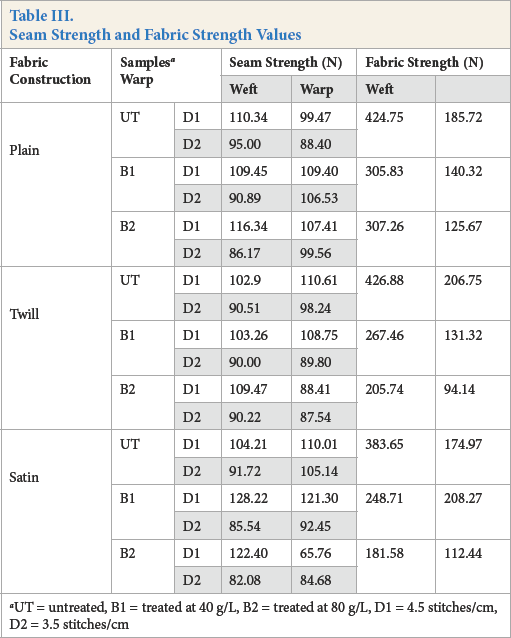
UT = untreated, B1 = treated at 40 g/L, B2 = treated at 80 g/L, D1 = 4.5 stitches/cm, D2 = 3.5 stitches/cm
Seam efficiencies of the plain, twill, and satin fabrics are indicated in Fig. 5. Seam efficiency values in weft directions were higher than those in warp directions, since the seam efficiency was inversely proportional to the fabric strength for the thread used in this study, as given in Eq. 1. The crease resistance treatment and its increase in concentration affected seam efficiency values positively. Therefore, commonly-used crease resistant treatments of shirt fabrics resulted in easy sewing operations due to limited fiber movement. As the stitch density was reduced, the sewing threads held more warp/weft yarns together. Not only was the seam strength reduced, but the seam efficiency also decreased.
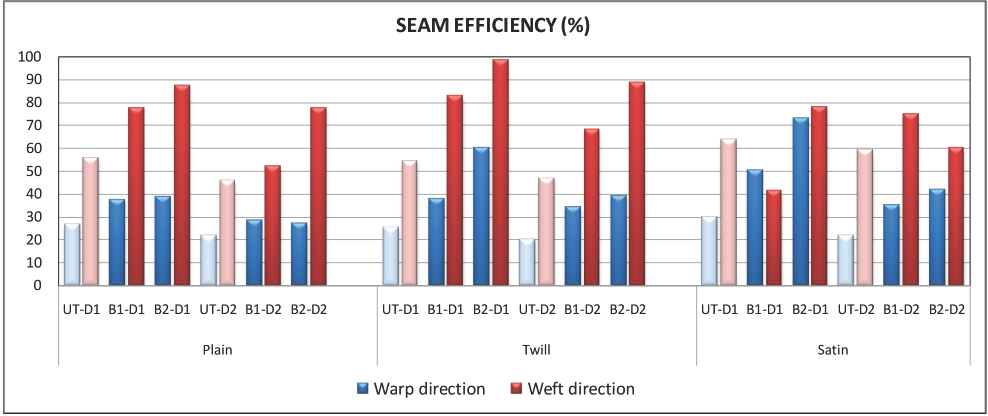
Seam efficiency values of plain, twill, and satin fabrics.
To define the effects of the investigated parameters statistically, an analysis of variance test (ANOVA) was performed (Table IV). Fabric type, stitch density, crease resistance, and chemical concentration had statistically significant effects on the seam efficiency values of the fabrics in warp directions, whereas in the weft directions, only chemical concentration was found significant.
ANOVA for Seam Efficiency
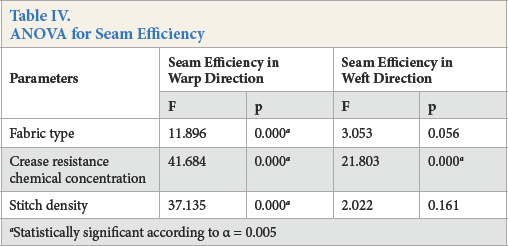
Statistically significant according to α = 0.005
To compare all parameter levels, multiple comparison tests were performed. According to the result of the Levene homogeneity test, used to define whether the variances were equivalent or not, a Tamhane or SNK (Student Newman Keuls) test was performed. 38 According to Levene's test of equality of error variances, in both warp and weft directions, the variances were found to be equal (in warp direction p = 0.051, in weft direction p = 0.063). Therefore for the comparison of fabric types and concentrations, a SNK multiple comparison test was used. In the warp direction, the differences among fabric seam efficiencies were statistically significant, so three subsets were formed; whereas, in the weft direction, all the fabrics were included in the same subset, since the 95% significant intervals of each fabric results overlapped (Table V). As seen from the mean values, seam efficiency increased with the plain, twill, and satin fabrics, respectively, in the warp direction. The seam efficiency of the fabrics was improved at the higher chemical concentration.
Multiple Comparisons of Seam Efficiency Values
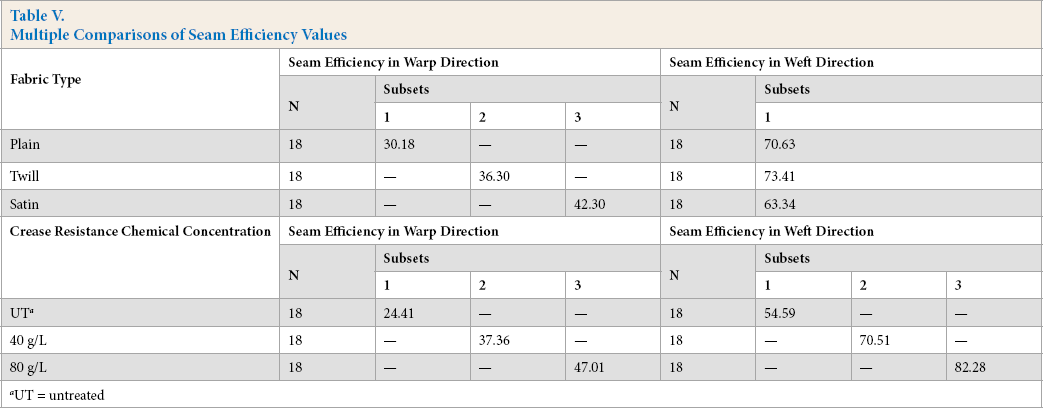
UT = untreated
NPF
The NPF values for the UT and treated fabrics in both directions were determined using an L&M Sewability Tester. The results are given in Fig. 6.
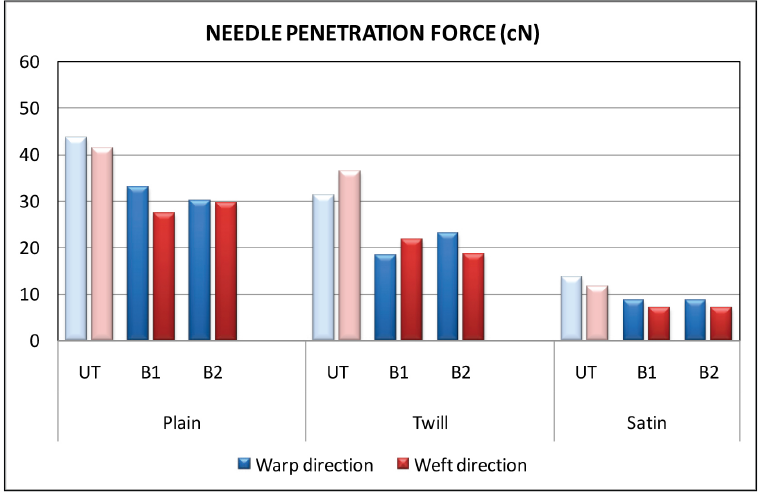
NPF values of plain, twill, and satin fabrics.
As observed in Fig. 4, NPF values for treated fabrics were less than that for UT fabrics. Both the movement and extensibility of fibers were limited inside the fabric due to the chemical treatment. This caused a decrease in NPF values during sewing. The best results were obtained with satin fabrics, which had a fatter, smoother surface and fewer intersections of warp and weft yarns when compared to the plain and twill fabrics. Moreover, while the needle penetrated inside the satin fabrics, the force, generated by the reaction of the fabric against the needle, decreased due to greater yarn skips.
To define the effects of fabric type and chemical concentration statistically, ANOVA was performed (Table VI). In both warp and weft directions, fabric type and chemical concentration had statistically significant effects on NPF values. To compare the levels of all parameters, an SNK test was carried out (Table VII). NPF values increased from satin to twill to plain, respectively, in both directions. The crease resistance treatment had an obvious influence on the sew-ability, however, the fabrics treated at two different chemical concentrations were in the same subset, since the difference between the mean values were not statistically important.
ANOVA for NPF
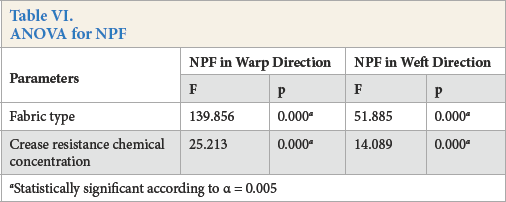
Statistically significant according to α = 0.005
Multiple Comparisons of Seam Efficiency Values
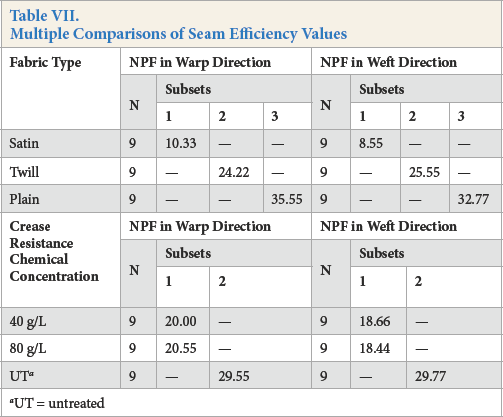
UT = untreated
Seam Appearance
Seam appearance on the UT and treated fabrics (single seam, 4.5 stitches/cm) were evaluated and the grades indicated in Table VIII.
Seam Appearance
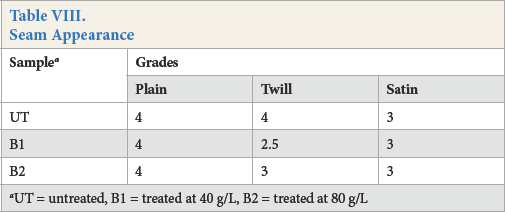
UT = untreated, B1 = treated at 40 g/L, B2 = treated at 80 g/L
With regards to fabric type, the seam appearance of plain fabrics was better than that for the twill and satin fabrics. The denser and more stable structure of plain fabrics compared to twill and satin fabrics led to better aesthetic seam performance, resulting in less seam puckering. Crease resistance treatment did not affect the seam appearance of plain and satin fabrics, whereas for twill fabrics, it had a negative influence.
Crease Appearance
Crease appearance of UT and treated samples were evaluated with standard replicas and the results are given in Table IX.
Crease Appearance
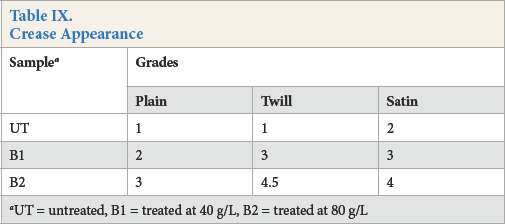
UT = untreated, B1 = treated at 40 g/L, B2 = treated at 80 g/L
Crease resistance treatment improved the crease appearance after washing cycles were completed. The best results were obtained with twill fabrics, especially at higher chemical concentrations. In plain and satin fabrics, a 2-grade improvement was achieved. Since the crease-resistant chemicals were bonded to the fibers with crosslinking, the mobility of the fibers was restricted. When the treated fabric was subjected to mechanical force, the fiber resistance increased and fiber shearing was reduced, resulting in fewer creases.
Conclusion
The finishing process is the final step in textile production before garment manufacturing and therefore has an essential effect on sewing operations, especially on seam quality and garment sewability properties. The effect of crease resistant treatment on cotton shirt fabrics, with regards to sewability and seam properties, was studied. The effects of fabric construction (i.e., plain, twill, and satin), chemical treatment concentration, and stitch density were investigated.
In shirt production, side seams, arm side seams, and arm joined seams, which are long seam lengths, lie in warp directions. In this direction, easy sewing is important for manufacturers. The results show that the greatest seam efficiency was obtained with satin fabrics in the warp direction as well, however, in the weft direction, there was no statistically significant differences between the fabrics. Crease resistant treatment had a positive effect on seam efficiency. At the higher chemical concentration, better results were obtained. benefiting crease resistant-satin shirt production. As the stitch density decreased, seam efficiency values decreased as well.
Lower NPF values led to better sewability properties of the test fabrics. Crease resistant treatment led to easier sewing operations in all fabrics tested, noticeably in the satin test fabrics. However, use of the higher chemical treatment concentration had no significant effect, meaning that the lower concentration (40 g/L) was sufficient for good performance.
The best seam appearance was obtained with plain fabrics. Crease resistance treatment had no positive effect on the seam appearance of plain and satin fabrics, whereas in twill fabrics, the effect was negative.
After crease resistant treatment, a nearly 2-grades improvement in crease appearance was achieved for all fabric types tested. Increased chemical treatment concentration also improved crease resistance.
Shirt buying consumers prefer fabrics that require less ironing. According to the results of this study, use of crease resistant chemical treatments on shirts generally provides an easier sewing process. These shirts have lower NPF values, providing higher seam efficiency and better seam appearance, benefit-ting both consumers and apparel manufacturers.