
Abstract
The cotton fabrics with the character of anti-crease were obtained by introducing foam technology. It is observed from experimental results that cross-linking agent, curing temperature and curing time all have significant effects on the wrinkle recovery angle and the mechanical property of fabrics. In addition, foam ratio plays an important role in the process of one-side finished fabric. We found that in the case of same weight gain of cross-linking agent, wrinkle recovery angle of foam technology is bigger than that of conventional finish, while the strength loss of foam finish is smaller as compared to conventional finish.
Introduction
Cotton fabrics have soft hand, and wear comfortable properties, so they are popular among consumers, while a major drawback is that it is easy to fold. Additionally, cotton has a very poor resistance to creasing. Factors that effect wrinkle development include fiber, yarn, fabric characteristics and finish processes. Many textile workers around the world have been making efforts to improve the ability of cotton fabric to recover from induced wrinkles in terms of those aspects as mentioned above. Looking back to the history of study on wrinkle-resistant techniques of cotton fabrics, it is found that many cotton fabrics are treated with chemicals to reduce wrinkling. As for the development of cotton fabrics crease resistant finish, it probably went through three phases including the crease resistant, wash and wear, durable press finish [1]. Although humans have made great progress in anti-crease finishing [2,3], the problem associated with the finished cotton fabric still remained. It is that the crease resistant finish to cotton fabrics improves wrinkle resistance of fabrics at the expense of breaking and tearing strength. To reduce these side effects that are caused by crease-resistant finishes, several studies were performed on the effect of different chemicals treatments and processing conditions on wrinkle resistance of fabrics [4–8].
Foam technology is a possible alternative to conventional process for improving the mechanical property of cross-linked textile materials. Foam technology is a green and efficient method for textile process in which foams as the dispersant replace large part of water compared to the conventional press-dry-cure process, and still represents a tremendous savings in heat input for drying [9]. This method gives the textile a low level of moisture take-up and generates heat uniformly throughout the textile substrate. Reducing heat to approximately one-seventh of that required for drying after pad bath operation means that the range can be operated at a higher speed. Also, it can be operated at a lower temperature, with considerable reduction in heat losses and increase in comfort level in the environment [10].
In the present study, an attempt has been made to introduce foam technology to textile process to carry out wrinkle resistant finishing on cotton fabric using traditional cross-linking agent etherified di-methyl di-hydroxylethylene urea (E-DMDHEU) and find out the optimization reaching a balance between increase in wrinkle recovery angle and decrease in strength loss.
Materials and methods
Materials
The pure cotton twill fabric is got from market with the density of warp and weft 116 and 56, respectively. Resin finishing agent NSD, a kind of modified Etherified 2D resin finishing agent employed as anti-wrinkle reagent, catalyst CS-200 used to accelerate the reaction of anti-wrinkle reagent to the fiber, agent DT-6500 protecting the fiber from losing more strength, softeners DT-520 used to improve the hand of the fabric, all of them are purchased from Shijiazhuang Bang Kete chemical Co., Ltd. Sodium alginate as stabilizer and dodecyl betaine as vesicant are supplied by Chengdu Joint Chemical Institute, and hydroxymethyl cellulose is obtained from Shanghai Runjie Chemical Reagent Co., Ltd.
The foam generator and foam applicator are from AutoFoam Systems Limited, which maximizes the dryer speed and efficiency, while minimizing the energy consumption.
Methods
Process of foam finishing
Preparation of solution → application of foam to the fabric with foam technology → pre-drying (100℃ × 2 min) → curing → washing.
Process of conventional finishing
First, the fabric is soaked in well-prepared solution, and then rolled on the padder with special moisture take-up. At last, fabric is dried and cured under designed temperature.
Measurement of angle of wrinkle recovery
Angle of wrinkle recovery is measured according to GB/T3819-1997 [11].
Measurement of tear strength
Tear strength is tested according to GB/T3917.2-2009 [8].
Measurement of tensile strength and tensile elongation test
Tensile strength and tensile elongation are tested according to GB / T 3923.1-1997 [12].
Measurement of extent of cross-linking
Extent of cross-linking is measured according to FZ/T 01080-2009 with the name of staining method for the extent of crosslinking of resin finished fabric. Actually, the measurement uses cross-linking indicator to study the extent of cross-linking of fabric after resin finishing.
Infrared spectra analysis
First, the original fabric and treated fabric are measured by Fourier Transform Infrared Spectrometer. Secondly, we identify functional groups through the location, strength and shape of peaks using Nicolet Omnic80 Software. Then we will find if some new peaks appear or the location of peak changes. Once new peaks are found, we will analyze the locations and strengths of new peaks to identify what new functional groups are.
Results and discussions
Effect of agent on crease-resistant finish
It is found from Figure 1 that an increase in concentration of agent results in decrease in the breaking strength, tear strength retaining rate and tear strength, while wrinkle recovery angle of fabric is getting bigger. At about 140 g/L, the wrinkle recovery angle of fabric face increases to 227.1°, and the wrinkle recovery angle of fabric back increases to 238.3°, as a result, wrinkle recovery angle of the finished fabric increases by 70.7° for fabric face and 58.9° for fabric back as compared to that of the original fabric with fabric face 156.4° and fabric back 179.5°, respectively. We confirm that addition of agent to solution makes amount of agent aborted on the fibers become more and more, which brings in covalent bond between fibers so as to improve the extent of cross-linking. So an increase in wrinkle recovery angle appears. While another issue strength loss associated with cross-linking is followed. Crease-resistant finish limits the movement of fiber elements. When an extension force is applied along the direction of two adjacent cellulose chains that are not cross-linked, stress will be distributed evenly along the direction of external force through the alignment of the molecular chains during stretching, so the force required to break the cellulose chains is rather high. While external force is applied to the cross-linked cellulose, molecular chain alignment is restricted by cross-linking and the load is concentrated at certain points, the ability to deform under stress will reduce resulting in weak mechanical strength of the finished fabric [6].
Effect of agent on crease-resistant finish. In different processes of finishing technique, the moisture take-up of fabric is controlled 32%.The concentrations of CS-200, DT-6500, DT-520, dodecyl betaine, sodium alginate and hydroxymethyl cellulose are 30 g/L, 25 g/L, 35 g/L, 15 g/L, 0.6 g/L and 0.4 g/L. Air and liquid inflow are 18 L/min and 30 L/min. Pre-drying condition is 100℃ × 2 min and curing condition160℃ × 4 min.
Effect of temperature on crease resistant finish
As shown in Figure 2, by increasing the temperature, wrinkle recovery angle of finished fabric has been improved considerably, while mechanical properties show the tendency to decline. Around 160℃, wrinkle recovery angle gets to a maximum 233.9°, so temperature 160.0℃ could be defined as the best formula condition. It is obvious in Figure 2 that breaking strength and tear strength all decline with increasing the temperature, and all of them get down to the minimum at around 170.0℃. We speculate that formation of covalent bonds between functional groups at both ends of the etherification 4, 5-Dihydroxy-1, 3-bis (hy-droxymethyl)-2-imidazolidinone and fibers make bridges between adjacent molecules in the fibers, and these bridges formed newly restrict the movement of neighboring molecules so as to improve the wrinkle recovery angle. The high temperature reinforces the extension of cross-linking. As a result, the wrinkle recovery angle will be improved significantly.
Effect of temperature on crease-resistant finish. In different processes of finishing technique, the moisture take-up of fabric is controlled 32%. The concentration of CS-200, DT-6500, DT-520, dodecyl betaine, sodium alginate and hydroxymethyl cellulose are 30 g/L, 25 g/L, 35 g/L, 15 g/L, 0.6 g/L and 0.4 g/L. Air and liquid inflow are 18 L/min and 30 L/min. Pre-drying condition is 100℃ × 2 min and curing 160℃ × 4 min.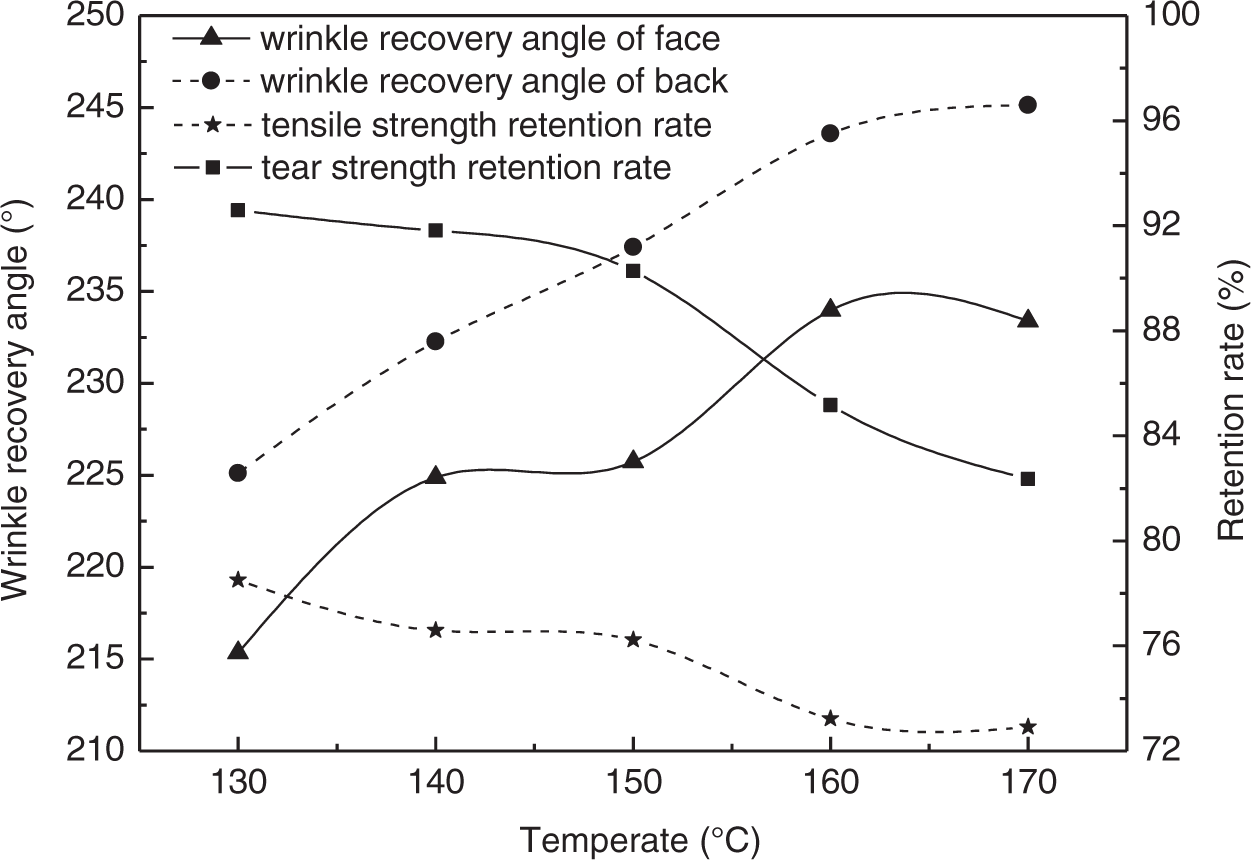
Effect of foaming ratio on crease-resistant finish
Figure 3 shows that the foaming ratio is gradually getting bigger with increasing air inflow. Wrinkle recovery angle of fabric face is similar to that of fabric back with the value of foaming ratio ranging from 6.5 to 12.3. But at high foaming ratio ranging from 17.2 to 22.8, wrinkle recovery angle of fabric face is bigger than that of fabric back. With increasing air inflow, the breaking strength loss, tear strength retaining rate and tear strength are becoming smaller. We speculate that the fabric used in the experiment is a little thicker so as to make it hard for liquid to penetrate, additionally, liquid contained in per-unit volume of foam is getting fewer with increasing the foaming ratio resulting in an increase in foam drainage, and all of these result in the difference of wrinkle recovery angle between fabric face and back.
Effect of foaming ratio on crease-resistant finish. In different processes of finishing technique, the moisture take-up of fabric is controlled 32%. The concentration of CS-200, DT-6500, DT-520, dodecyl betaine, sodium alginate and hydroxymethyl cellulose are 30 g/L, 25 g/L, 35 g/L, 15 g/L, 0.6 g/L and 0.4 g/L. Air and liquid inflow are 18 L/min and 30 L/min. Pre-drying condition is 100℃ × 2 min and curing 160℃ × 4 min.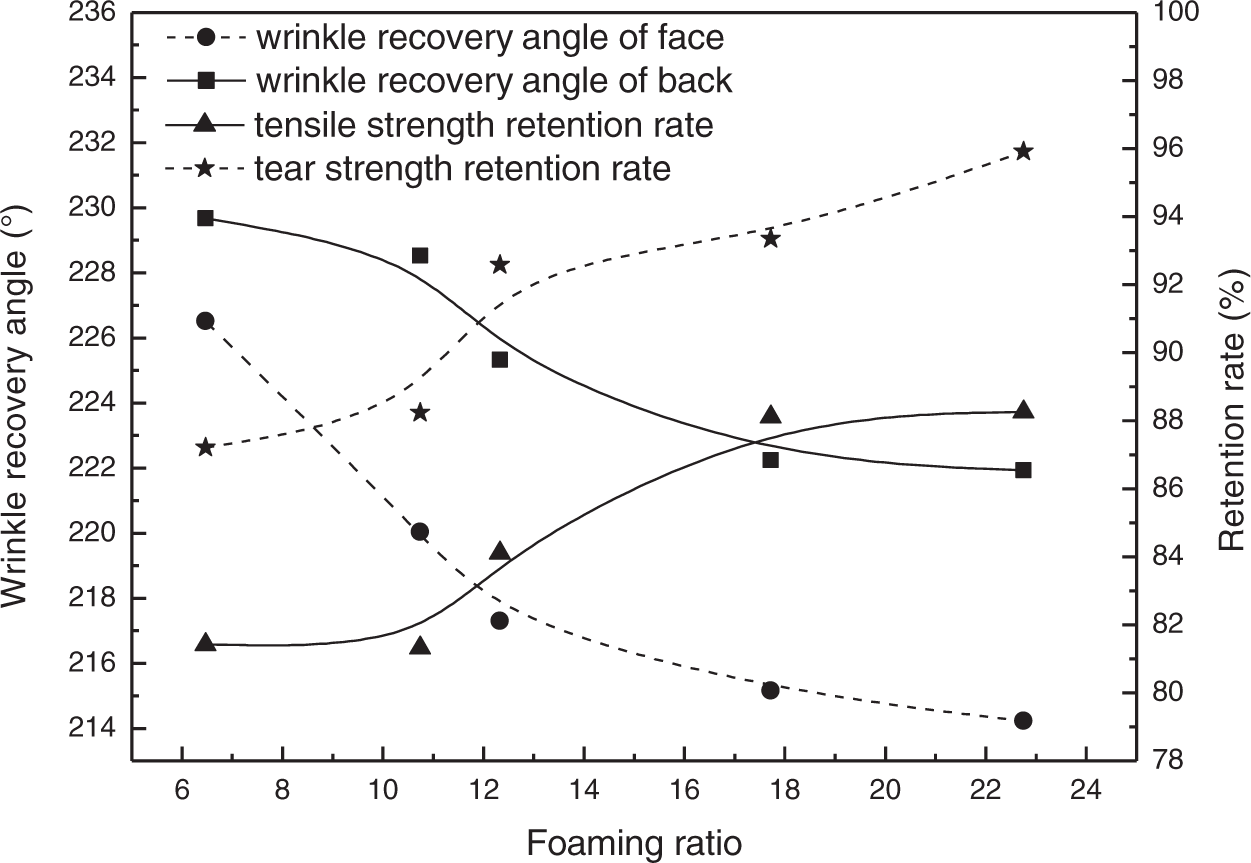
It is found that the viscosity and stability of foam improve with increasing air inflow. In case of high air flow, the liquids distribute evenly on the surface and inside of the fabrics, which reduces the tendency to migrate, and results in the less strength loss. On the other hand, high air inflow make the viscosity of foam become bigger, which makes it not easy to penetrate the fiber, so the one-side finished fabric with the agent distributed from few to many according to the order from fabric face to back was obtained. This just explains the phenomenon that the wrinkle recovery angle of fabric face is smaller than that of fabric back. We speculate that both sides of fabric bear different stresses when external force is vertically applied on the surface of fabric. Fibers inside of fabric mostly bear bending stress, while fibers outside of fabric tensile stress. In case of removing external force, the fabric will show a tendency to recover from deformed statement. Both bending stress and tensile stress work together during the course of wrinkle recovery. It seems that tensile stress makes more contribution to wrinkle recovery as compared to bending stress, so the wrinkle recovery angle of fabric face is small due to low tensile stress rising from little cross-linking between fibers on fabric back, whereas wrinkle recovery angle of fabric back is big because of high tensile stress from fibers on fabric face.
In Figure 3, we know that the strength loss of finished cotton using foam technology is smaller compared to the original fabric. We think that, the force is distributed between cross-linked chains and uncross-linked chains when an external force is applied, under this condition, the load is not just concentrated at certain points, in other words, the force disperses in different directions between fibers so as to result in lower strength loss after foam finish to cotton.
Effect of stabilizer on crease-resistant finish
As shown in Figure 4, the wrinkle recovery angle does not undergo significant change with increasing the concentration of stabilizer. At low and high concentration ranging from 0.5 to 3.0 g/L, the wrinkle recovery angle of fabric face is similar to that of fabric back. The finished fabric shows obvious one-side finished effect when stabilizer concentration is moderate.
Effect of stabilizer on crease-resistant finish. In different processes of finishing technique, the moisture take-up of fabric is controlled 32%. The concentration of CS-200, DT-6500, DT-520, dodecyl betaine, sodium alginate and hydroxymethyl cellulose are 30 g/L, 25 g/L, 35 g/L, 15 g/L, 0.6 g/L and 0.4 g/L. Air and liquid inflow are 18 L/min and 30 L/min. Pre-drying condition is 100℃ × 2 min and curing 160℃ × 4 min.
The breaking strength is also improved with increasing the concentration of stabilizer. It is possible that addition of sodium alginate makes the viscosity bigger and the film thicker, as a result, the liquid is not easy to drain out of the film [13]. At high concentration, the liquid could distribute evenly on one side of the fabric and hardly penetrate to the other side of the fabric, so wrinkle recovery angle of face is higher than that of fabric back. In case of high concentration of stabilizer, the foam viscosity is too high to flow easily, which causes foam to distribute unevenly on the surface and inside of the fabric.
As shown in Figure 4, at 1.0 g/L, the one-side finished effect is very obvious. Under this condition, the cross-linking fibers firstly bear stress when an external force is applied, then stress is transmitted from certain cross-linking point to non-cross-linking point between fibers without limiting of movement so that the force required to break the cellulose chains is rather high because the fibers on fabric back disperse the force.
Comparison between foam finish and conventional finish
Comparison between foam finish and conventional finish.
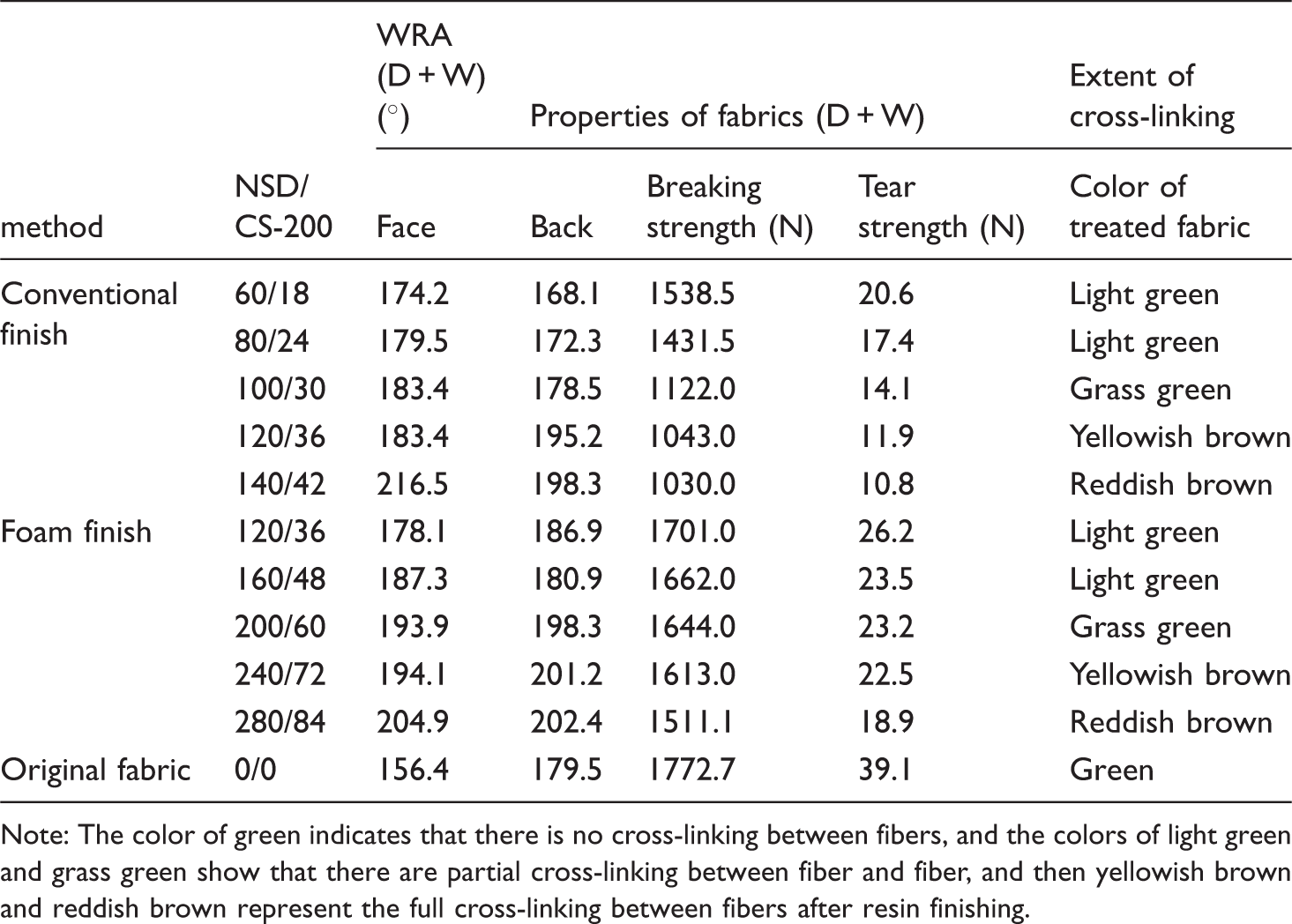
Note: The color of green indicates that there is no cross-linking between fibers, and the colors of light green and grass green show that there are partial cross-linking between fiber and fiber, and then yellowish brown and reddish brown represent the full cross-linking between fibers after resin finishing.
It can be found in Table 1 that Wrinkle Recovery Angle (WRA) of foam technology is bigger than that of conventional finish, while the strength loss of foam finish is smaller compared to that of conventional finish. It is speculated that distribution of anti-wrinkle reagent on fabric using foam technology is more even than that of conventional finish. And the chemicals mostly distribute on the surface or in the shallow area of the yarn and fabric. It is like a thin film on the fabric which is made of thousands of cross-linking between reagent and fiber. And fabric could have the stronger tendency to recover back to its original position when the measurement of angle of wrinkle recovery is carried out.
It is well-known that there are two causes of strength loss in wrinkle-resistant finishing: the cross-linking reaction of the cellulose molecular chains and acid-catalyzed degradation of fiber. In the process of conventional finish, the finishing liquid tends to migrate, whereas foam technology reduces the liquid ratio of fabric. It is more likely to be that migration of agent during curing leads to the uneven distribution of chemicals during the process of curing so as to improve the even distribution of agent, which reduces the strength loss generated from the unevenly cross-linking chains. What is more, strength loss rising from acid becomes smaller because of the lower wet pick-up. All of these contribute to a decrease in strength loss by means of foam technology as compared to the conventional finish [14,15].
We found that the method of foam technology could save a lot of chemicals and actives when manufacturing the same quantity of fabrics. In addition, the drying time decrease from 30 seconds to 60 seconds as compared to pad-dry-cure because of low wet pick-ups.
Infrared spectrums of treated fabric with foam technology and conventional method are given in Figure 5. Infrared Spectral processing software Nicolet Omnic80 was used to analyze the Infrared spectrums. As shown in Figure 5, the bands of treated fabric with foam technology are similar to that of treated fabric with conventional method. It shows that there is little difference in the value of solid content between these two methods. Basic frequency of alcohol O-H should be around 3600 cm−1 with a strong broad peak, but O-H stretching shifts to a lower wavenumber due to the effect of modified dimethylol dihydroxy ethylene urea hydrogen bonds, as a result, in the vicinity of 3410 cm−1, a strong and broad peak appears. Around 2900 cm−1, it is the C-H that produces stretching band.
Infrared spectra analysis of treated fabrics with foam and conventional method.
In Figure 5, bands at 1642 and 1372 cm−1 arise from C = O stretching vibrations and C-N stretching vibrations of the amide group, respectively. It is known that the cellulose fiber does not have carbonyl group. We think that the carbonyl group must come from modified dimethylol dihydroxy ethylene urea, so it reveals that fabric and modified dimethylol dihydroxy ethylene urea cross-link successfully after resin finishing.
The band near 1430 cm−1 indicates that the –CH2 bending is active, and band near 1318 cm−1 represents C-H bending and -CH3 symmetric deformation and the bands near 1162 cm−1 and 1115 cm−1 stand for C-N stretching and surface inner ring stretching, respectively. Band near 1034 cm−1 reveals the C-O-C stretching vibrations. It shows that the dimethylol dihydroxy ethylene urea hydrogen was modified from ether. A broad N–H wagging band also appears at 614 cm−1 in the fingerprint regain.
Conclusions
An increase in concentration of agent results in decrease in the breaking strength, tear strength retaining rate and tear strength, while wrinkle recovery angle of fabric is getting bigger.
As temperature is increasing, wrinkle recovery angle of finished fabric have been improved considerably, whereas mechanical properties show the tendency to decline.
Breaking strength loss, tear strength retaining rate and tear strength are becoming smaller with increasing air inflow,
When weight of fabric gets the same weight at a unit area due to abortion of cross-linking agent on the fibers with foam technology and conventional finish, wrinkle recovery angle of foam technology is bigger than that of conventional finish, while the strength loss of foam finishing is smaller than that of conventional finishing.
Foam technology is not applied to industry widely, although foam technology has many advantages in saving water and energy in the process of textile. It is the equipment and hard control of process parameters that makes it hard to be applied into industry. We should make the effort to invent suitable apparatus and find the appropriate process parameters for the application of foam technology in textile industry.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.