
Abstract
Gaining an understanding of how chemical treatment affects the mechanical properties of natural fiber reinforced polymer composites is essential to enhance their performance and broaden their applicability across various engineering domains. The objective of this study was to develop bio-composites by combining polylactic acid with sisal fibers that have undergone chemical treatments and evaluating the mechanical properties at different temperatures to determine their suitability for high-temperature applications. For this purpose, sisal fibers were chemically treated using alkali, acetylation, and alkali/acetylation solution before composite processing. The results revealed that tensile strength slightly improved by alkali treatment, while both alkali/acetylation and acetylation treatments decreased the tensile strength and tensile modulus. Alkali treatment significantly enhanced flexural strength, while the effect of acetylation and alkali/acetylation treatments on flexural strength was less pronounced. All chemical treatments led to a slight increase in flexural strain at failure, but resulted in a decrease in tensile strain at failure and tensile modulus. Alkali treatment slightly increased flexural modulus, while acetylation and alkali/acetylation treatments significantly reduced it. The impact strength of the bio-composites was increased by alkali and acetylation treatments, but significantly reduced by alkali/acetylation treatment. Furthermore, the flexural strength of all bio-composites decreased as temperature increased, especially in plasticized bio-composites using tributyl 2-acetylcitrate plasticizer. The flexural strain at failure decreased with the addition of tributyl 2-acetylcitrate at room temperature. In plasticized bio-composites, the flexural strain at failure increased at 35°C, but decreased at 45°C. On the other hand, the flexural strain at failure of non-plasticized bio-composites remained constant up to 35°C, slightly increased up to 45°C, and then significantly increased at temperatures above 45°C. These bio-composites could be suitable for packaging industry as biodegradability is the criteria for such applications.
Keywords
Introduction
Sisal fiber reinforced polylactic acid (PLA) bio-composites have received significant attention as sustainable alternatives to conventional composites in various applications. 1 The mechanical properties of these bio-composites are influenced by several factors, including temperature and fiber treatment.2–4 Understanding the effects of temperature and fiber treatment on the mechanical behavior of sisal fiber reinforced PLA bio-composites is crucial for optimizing their performance and expanding their usability in different engineering fields.5,6
The treatment of fibers plays a crucial role in enhancing the bonding between natural fibers and the polymer matrix in sisal fiber reinforced PLA bio-composites.7–11 Consequently, fiber treatment has a significant impact on the mechanical characteristics of these composites. Various methods of fiber treatment, such as alkali treatment, acetylation treatment, silane coupling agent treatment, enzymatic treatment, and combinations of chemical treatments, can modify the surface properties of sisal fibers. These treatments can eliminate impurities, 12 increase surface roughness,12,13 and introduce functional groups, 14 thereby improving the bonding between natural fibers and the polymer matrix. 15 Additionally, the treatments enhance the compatibility and interfacial bonding between the hydrophilic sisal fibers and the hydrophobic PLA matrix, resulting in improved mechanical properties such as tensile strength, flexural strength, and impact resistance of the bio-composites. 10
Temperature plays a critical role in the mechanical performance of bio-composites. As the temperature changes, the thermal expansion and contraction of both the PLA matrix and sisal fibers can induce internal stresses and dimensional changes within the bio-composite structure.16–18 Elevated temperatures can cause the PLA matrix to soften or degrade,19,20 leading in a reduction in mechanical strength, stiffness, and load-carrying capacity. 21 On the other hand, lower temperatures can make the PLA matrix more brittle, leading to decreased impact resistance and increased susceptibility to cracking. 22
Although numerous studies have investigated the impact of testing temperature and fiber treatment on the mechanical properties of bio-composites, there remains a requirement for a thorough comprehension of these effects, particularly concerning sisal fiber reinforced PLA bio-composites. The mechanical characteristics of these bio-composite materials are influenced by the distinctive combination of sisal fibers, the PLA matrix, and possible additives (e.g., plasticizers), 23 in addition to the testing temperature and the specific methods employed for fiber treatment.
Therefore, the objective of this research is to systematically investigate and quantify the effects of fiber treatments on the mechanical properties of sisal fiber reinforced PLA bio-composites at different temperatures. Tributyl 2-acetylcitrate (ATBC) was added as a plasticizer to the fiber reinforced compounds. This plasticizer is needed to cope with the brittleness of the fiber reinforced samples. This brittleness made it impossible to eject the samples from the injection mold without breaking them. Therefore, the usage of ATBC plasticizer in the bio-composites was to reduce the brittleness of PLA and making easy the ejection of samples from injection molding.
Through a series of experimental investigations, we aim to gain valuable insights into the behavior of these bio-composites under different temperature conditions and various fiber treatment approaches. This knowledge will contribute to the development of sisal fiber reinforced PLA bio-composites with tailored mechanical properties, enabling their utilization in a wide range of applications, including automotive components, building materials, food packaging, and consumer products. Furthermore, the findings will contribute to the continued advancement of eco-friendly materials and the promotion of a more sustainable and resource-efficient future.
Materials and methods
Materials
In this study, PLA resin (Natureworks 4043D) with a molecular weight of 110,000 g/mol, 24 consisting of 95% L-lactic acid and 5% D-lactic acid, 25 was utilized. The PLA grade has a glass transition temperature of 55°C to 60°C. 26 The tributyl 2-acetylcitrate (ATBC) plasticizer was included in the development of bio-composites. The sisal fiber (SF) sourced from Afar region, Ethiopia, was added as reinforcement in the development of bio-composites. SF is a promising natural fiber that can be used as a reinforcement material in the development of bio-composites. 27 Various weight percentages (wt%s) of SF and ATBC plasticizer were incorporated to investigate the influence of the fiber content and plasticizer on the mechanical properties of the bio-composites. Prior to injection molding, the fibers were cut to an approximate length of 5 mm. This fiber length was selected to facilitate easier composite processing and manufacturing.
Fiber surface treatment
Alkali treatment
Fiber surface modification using alkali treatment was achieved by submersing sisal fibers in 4 wt percentage (wt%) sodium hydroxide solution at room temperature for an hour. The treated fibers were then washed with distilled water to remove excess sodium hydroxide from the fibers. Next, the fibers were rinsed thoroughly using distilled water acidified with 3 wt% acetic acid to neutralize the remaining sodium hydroxide in the fibers. Then, the fibers after treatment were dried at 26°C temperature and an approximate relative humidity of 31% for 48 h.
Acetylation treatment
Fiber surface modification using acetylation treatment was performed by immersing sisal fibers in 4 wt% acetic anhydride solution at room temperature for an hour. Acetic acid (4 wt%) was added to the acetic anhydride solution to speed up the reaction with fibers and accelerate effects on the fibers. The treated fibers were washed with distilled water to remove excess acid from the fibers. After treatment, the fibers were dried at 26°C temperature and an approximate relative humidity of 31% for 48 h.
Alkali and acetylation treatment
In combination of alkali and acetylation treatment, fiber surface modification was achieved through immersing sisal fibers in 4 wt% sodium hydroxide solution and then 4 wt% acetylation solution, sequentially. The fibers were submersed in the solution with a soaking time of an hour. After treatment, fibers were washed with distilled water until excess acid was removed from the fibers. Finally, fibers were dried at 26°C temperature and 31% relative humidity for 48 h. Figure 1 illustrates the procedures used for fiber surface treatments. Sisal fiber treatment: (a) fibers before treatment, (b) fibers immersed in chemicals, and (c) fibers drying at room temperature after treatment.
Sample fabrication
The bio-composites, consisting of polylactic acid (PLA) and sisal fiber (SF) with and without the incorporation of tributyl 2-actylcitrate (ATBC) plasticizer, were processed using a co-rotating twin-screw extruder (Leistritz ZSE18maxx) for compounding. Subsequently, an injection molding machine (Arburg320S-50T) was used to fabricate bio-composite samples in the form of tensile bars, following the ISO 527 geometry standard. 28 Bio-composites with varying fiber contents in weight percentage, ranging from 0% to 20%, were prepared. The study involved the preparation of bio-composite samples with different weight percentages (wt%s) of SF/PLA/ATBC, including 0/100/0, 5/89/6, 10/84/6, 15/85/0, 15/80/5, 20/80/0, and 20/75/5.
Mechanical property testing
Tensile sample fabrication and testing followed the ISO 527 standard. 29 The tests were conducted using an Instron 3367 testing machine equipped with a 30 kN load cell and a testing rate of 5 mm/min. An extensometer was utilized to measure the initial strain of the samples, which was removed at 1% strain. The tests were performed under standard room temperature and a relative humidity of approximately 40%. Each tensile test was repeated 5 times.
Flexural sample preparation and testing followed the ISO 178 standard,
30
utilizing the three-point bending method. The tests were conducted using an Instron 3367 testing machine with a 30 kN load cell and a testing rate of 2 mm/min. The maximum displacement of the sample was set at 10 mm. Flexural tests were performed at variable temperatures ranging from 24°C to 50°C using oven, and a relative humidity of 40%. The experimental setup for flexural testing at various temperatures is depicted in Figure 2. Each specimen underwent a 15-min heating process in an oven to ensure uniform heat distribution throughout its volume. This specific duration was chosen as the optimal value for achieving the desired heating of the specimens. Each flexural test was repeated 5 times. Flexural testing using oven at elevated temperature: (a) putting the specimen at the testing setup, (b) specimen heating inside the oven, and (c) the deformation of specimen after testing.
Impact testing was performed using a Ceast Resil impactor Charpy test. The sample was subjected to impact when the hammer was released at an angle of 150°. The test was carried out with a hammer impact energy of 2.75 J and an impact speed of 3.46 m/s. Sample preparation and testing were conducted in accordance to the ISO 179 standard. 31 Each material composition was tested 5 times for impact resistance.
Results and discussion
Fiber treatment effect on mechanical properties
Summarized results on the effects of fiber treatments on mechanical properties of the sisal fiber reinforced PLA bio-composites.

As indicated in Table 1, the bio-composites fabricated using alkali-treated fibers exhibited higher tensile strength compared to those made with untreated fibers or fibers treated with acetylation or alkali/acetylation solution. However, the difference in tensile strength between the bio-composites with untreated fibers and those with alkali-treated fibers was minimal, only 0.8%. This outcome suggests that alkali treatment enhances the tensile strength of the bio-composite to some extent.
Conversely, the bio-composites with fibers treated with alkali/acetylation solution demonstrated a decrease of 6% and 7% in tensile strength compared to the bio-composites with untreated fibers and alkali-treated fibers, respectively. This can be attributed to the presence of acidic solutions in the acetylation process, which leads to the degradation or removal of non-cellulosic components on the fiber surface, such as lignin, pectin, and hemicellulose, which contribute to improved tensile strength. 32 Additionally, this phenomenon can also be linked to the chemical interaction between the sodium hydroxide (NaOH) and the hydroxyl (OH) groups present on the fiber surface. 33 In other polymers, such interaction typically improves the interfacial adhesion with natural fibers. However, in the case of polylactic acid (PLA), those OH groups react with the carboxyl (COOH) groups of the PLA, and this reaction is responsible for the favorable adhesion of the fibers to the PLA matrix. Consequently, the degradation of the OH groups by the acetylation process would result in a weakening of the interfacial bonds between the fiber and the PLA matrix. 34
Regarding the tensile strain at failure, it was observed that the bio-composites incorporating chemically treated fibers displayed a decrease in tensile strain at failure compared to those with untreated fibers. The bio-composites with alkali, alkali/acetylation, and acetylation-treated fibers exhibited reductions of 8%, 13%, and 12%, respectively, in tensile strain at failure compared to the bio-composites with untreated fibers. This indicates that chemical treatments applied to fibers moderately reduce the tensile strain at failure of the bio-composites. The decrease in tensile strain at failure can be due to the degradation of the elasticity of the fibers during the chemical treatment processes, 35 which affects the proportionality between the fiber’s elasticity and rigidity. Moreover, the bio-composites with alkali/acetylation and acetylation-treated fibers demonstrated comparable or lower tensile strain at failure compared to the bio-composites with alkali-treated fibers. This is because of a more extensive degradation of the elasticity of the fibers caused by acidic reactions during the acetylation treatment process in comparison to alkaline solutions.
Finally, looking at the elastic modulus, the bio-composite with untreated fibers displayed a higher elastic modulus compared to those bio-composites with chemically treated fibers. This outcome is in line with literature, since the treatment processes might lead to the removal of binding fiber components, such as lignin, pectin, and hemicellulose, which make natural fibers more stiff.36–39 Consequently, the elastic moduli of the bio-composites with alkali, alkali/acetylation, and acetylation-treated fibers decreased by 6%, 9%, and 12%, respectively, compared to the elastic modulus of the bio-composite with untreated fibers. Notably, the bio-composite with fibers treated using acetylation solution exhibited the lowest elastic modulus, which can be caused by the partial removal of the stronger fiber components, mainly hemicellulose by the acidic solution during the acetylation treatment process.12,38,40
The results shown in Table 1 also illustrated that the flexural strength of the bio-composites was influenced by the fiber treatments. Bio-composites fabricated with alkali-treated fibers exhibited higher flexural strength in comparison to those made with untreated fibers or fibers treated with acetylation and alkali/acetylation. Specifically, the flexural strengths of the bio-composites comprising fibers treated with alkali, alkali/acetylation, and acetylation solutions were enhanced by 15%, 10%, and 11%, respectively, when compared to the bio-composites using untreated fibers. These results demonstrate that the surface modification of the sisal fibers through the chemical treatments can significantly enhance the flexural strength of the bio-composite materials. This improvement is attributed, to some extent, to the enhanced roughness of the fibers, which promotes interlocking between the fibers and the matrix, resulting in improved flexural strength.
Interestingly, the flexural strength of the bio-composite utilizing fibers treated with an alkali/acetylation solution was comparable to that of the bio-composite using fibers treated with an acetylation solution. However, the flexural strengths of the bio-composites incorporating fibers treated with alkali/acetylation and acetylation solutions were 5% and 4% lower, respectively, in comparison to the bio-composite utilizing fibers treated with an alkali solution. This decrease can be because of the presence of acidic elements in the alkali/acetylation and acetylation solutions, which have the potential to degrade or eliminate essential components of the fibers like cellulose and hemicellulose. The removal of these robust components weakens the ability of the fibers to bear flexural loads to some extent.
The results also revealed that the flexural strain at failure of the bio-composites with chemically treated fibers was increased compared to that of the bio-composites with untreated fibers. As a result, the flexural strain at failure of the bio-composites with fibers treated with alkali, alkali/acetylation, and acetylation solutions increased by 2%, 6%, and 8%, respectively, compared to the bio-composites with untreated fibers. This suggests that chemical treatments can enhance the flexural strain at failure to some extent. The flexural strain at failure of the bio-composites with fibers treated with alkali/acetylation and acetylation solutions was almost the same or higher than that of the bio-composites with fibers treated with alkali solution.
In terms of the flexural modulus, the bio-composite utilizing fibers treated with an alkali solution demonstrated a higher modulus compared to the bio-composites using untreated fibers or fibers treated with alkali/acetylation and acetylation solutions. Moreover, the chemical treatments applied to the sisal fibers led to some improvement in the flexural modulus. Specifically, the flexural modulus of the bio-composite with fibers treated using an alkali solution increased by 6% compared to the bio-composites with untreated fibers. However, the flexural moduli of the bio-composites with fibers treated using alkali/acetylation and acetylation solutions were reduced by 3% and 6%, respectively, compared to the bio-composites with untreated fibers. The bio-composite with fibers treated using an acetylation solution exhibited the lowest flexural modulus. This reduction in flexural modulus is due to the removal of the stronger and stiffer components of the fibers during acetylation treatment, which involves the use of acidic elements.
Table 1 also displays the results of fiber treatment effects on the impact strength of bio-composites. The findings reveal that the impact strength of the bio-composites developed using alkali-treated fibers was higher compared to those bio-composites developed using untreated fibers or fibers treated with alkali/acetylation and acetylation solutions. This decrease in impact strength may be caused by the potential loss of elasticity in the bio-composite material caused by the acidic element in the alkali/acetylation and acetylation treatments, resulting in reduced impact resistance.
Furthermore, the impact strengths of the bio-composites with fibers treated with alkali and acetylation solutions were increased by 24% and 7%, respectively, compared to the impact strength of the bio-composite with untreated fibers. This indicates that both alkali and acetylation treatments can enhance the impact strengths of the bio-composites. However, the impact strength of the bio-composite with fibers treated using alkali/acetylation solution was reduced by 5% compared to the impact strength of the bio-composite with untreated fibers.
Temperature effect on flexural properties
The flexural testing under varying temperatures involved the use of alkali-treated fiber reinforced bio-composites. The bio-composites were developed by incorporating alkali-treated fibers at 5% to 20% weight percentages (wt%s). This allowed us to assess the impact of fiber content and temperature on the flexural behavior of the bio-composites. In addition, samples of neat PLA were included in the flexural testing at different temperatures for the purpose of comparison.
Figure 3 presents the flexural properties of the bio-composites at different temperatures. The findings indicate that elevated temperatures have a significant impact on the flexural properties of the bio-composites. Additionally, the inclusion of tributyl 2-acetylcitrate (ATBC) plasticizer in the sisal fiber (SF) reinforced polylactic acid (PLA) bio-composites has a notable effect on the flexural properties under elevated temperature conditions. The flexural strength of all the bio-composite materials decreased as the temperature increased from room temperature (24°C) to 50°C. The reduction in flexural strength was more pronounced in the plasticized bio-composites compared to the non-plasticized ones at higher temperatures. This is because of the significant influence of the ATBC plasticizer on the properties of the PLA resin. The dimensional stability of the plasticized bio-composites is significantly reduced at elevated temperatures. The dimensional stability of composite materials is a critical property that greatly influences their service life, applications, and the final product quality.
41
For example, when comparing the flexural strengths of the bio-composites with SF/PLA/ATBC weight percentages (wt%) of 20/80/0 and 20/75/5 at various temperatures, the flexural strength of the 20/80/0 bio-composite at 24°C was 101.43 MPa, which was 20% higher than the flexural strength of the 20/75/5 bio-composite at the same temperature (84.38 MPa). Similarly, the 20/80/0 bio-composite was able to retain a strength of 31 MPa at 50°C, while for the 20/75/5 bio-composite a flexural strength of only 1.59 MPa was measured at the same temperature. The latter bio-composite material (20/75/5) does not possess a meaningful strength at 50°C, as shown in Table 2. Flexural strengths of the composites under elevated temperatures. Summary of flexural strengths of the composites under elevated temperatures.

Figure 4 presents the flexural strains of the bio-composite materials at different temperatures. The results show that the addition of ATBC plasticizer in the bio-composites led to a decrease in flexural strain at failure, contrary to the expected behavior of the plasticizer. This unexpected result could be attributed to the dominant influence of the plasticizer on the properties of PLA 4043D in the bio-composites. The presence of the plasticizer reduces the intermolecular forces that bind the PLA chains together, facilitating increased chain mobility. Consequently, the material becomes more susceptible to deformation and failure under lower applied loads (Figure 5). However, the flexural strain at failure of the plasticized bio-composites exhibited an initial increase at 35°C, followed by a decline at 45°C. The reduction in flexural strain at 45°C can be attributed to the premature failure of the PLA bio-composites, which occurs due to the presence of the plasticizer. The plasticizer potentially weakens the intermolecular forces that holds the PLA chains together,
25
making it more difficult for the material to withstand applied loads when temperatures approach its glass transition temperature (Tg). In particular, Figure 5 demonstrates that the PLA bio-composites with lower fiber content (5 wt%) and higher plasticizer content (6 wt%) were unable to sustain any applied load at elevated temperatures (above 45°C). In contrast, the flexural strain at failure of the non-plasticized bio-composites remained relatively constant up to 35°C, slightly increased up to 45°C, and then experienced a significant increase at temperatures above 45°C. This significant increase in flexural strain of the non-plasticized bio-composites can be happened by the enhanced elasticity of the composites at higher temperatures, resulting in improved toughness. Additionally, the incorporation of sisal fibers (SFs) in the bio-composites also contributed to a reduction in flexural strain at failure (Table 3). As the fiber content in the composites increased, the flexural strain at failure decreased. The reason behind this can be the greater stiffness of the composite material with higher fiber content, leading to a decrease in flexural strain at failure. Flexural strains at failure of the composites under elevated temperatures. Flexural stress–strain curves of composites at: (a) 24°C, (b) 35°C, (c) 45°C, (d) 50°C. Summary of flexural strains at failure of the composites under elevated temperatures.
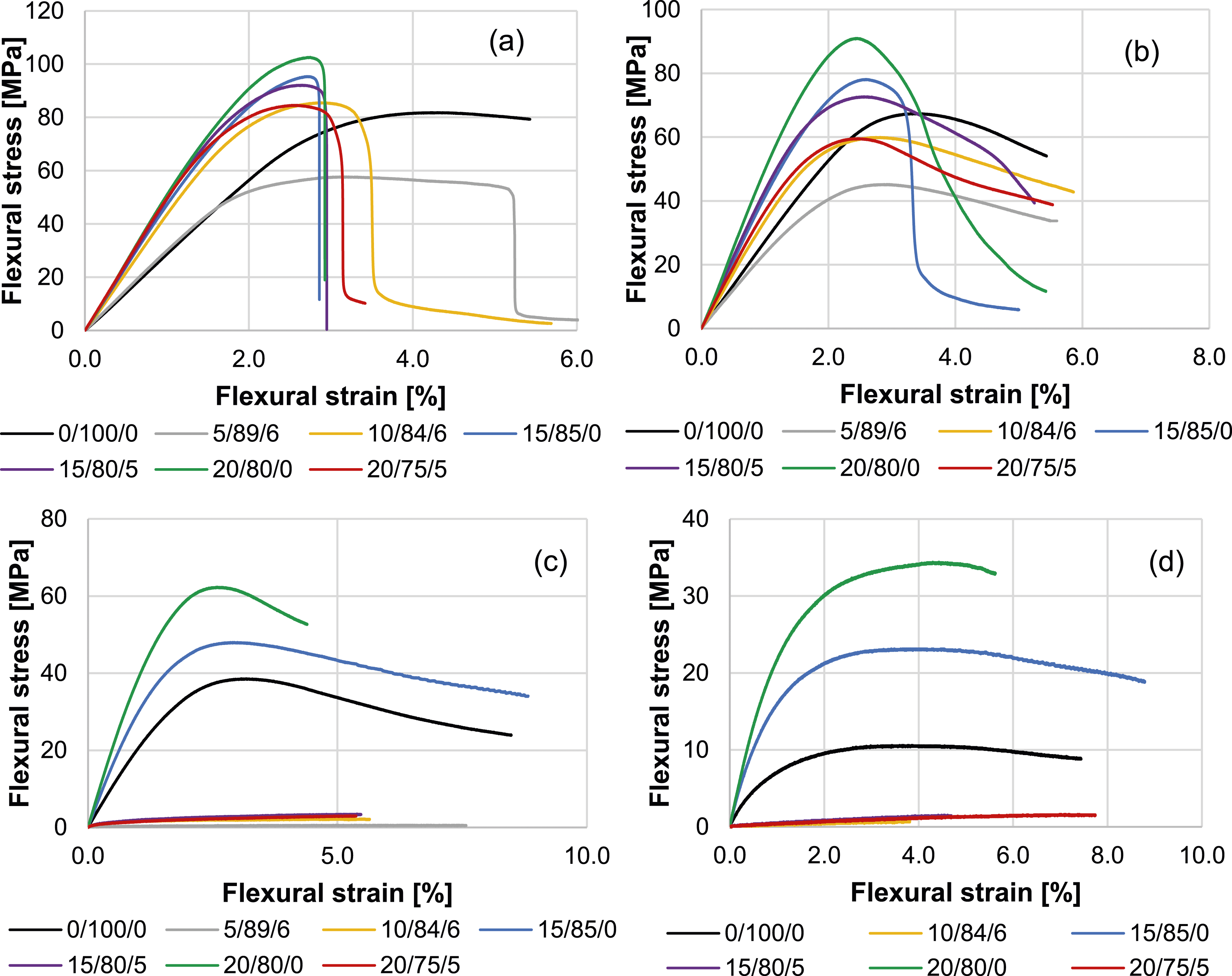

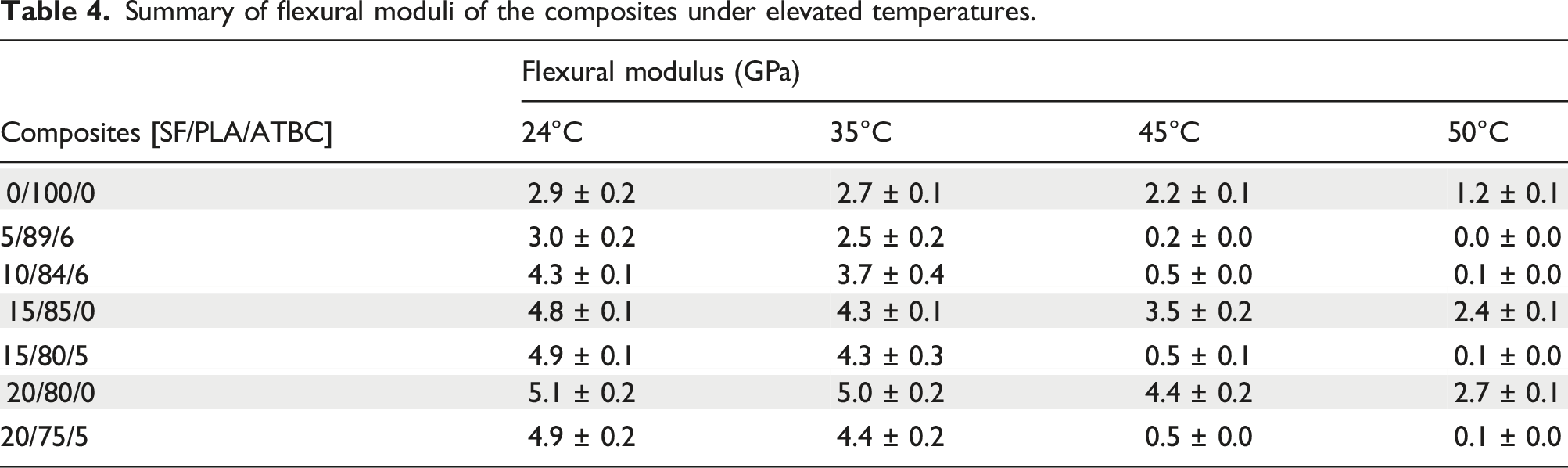
Figure 6 displays the flexural modulus of the bio-composite materials at different temperatures. The results showed an inverse relationship between temperature and flexural modulus. As the temperature increased, the flexural modulus of the bio-composites decreased. This inverse relationship between temperature and flexural modulus is consistent with findings from previous studies on similar bio-composite materials.
42
The incorporation of sisal fibers (SFs) in the PLA bio-composites at room temperature, regardless of the addition of ATBC plasticizer, increased the flexural modulus compared to neat PLA. However, at 35°C, the flexural modulus of the plasticized bio-composites started to decrease significantly compared to the non-plasticized bio-composites. For instance, the flexural modulus of the 20/80/0 bio-composite at 24°C was 5.14 GPa, which was 4% higher than the flexural modulus of the 20/75/5 bio-composite at the same temperature (4.93 GPa). In contrast, the 20/80/0 bio-composite was able to retain a flexural modulus of 2.72 GPa at 50°C, while for the 20/75/5 bio-composite a flexural modulus of only 0.08 GPa was measured at the same temperature (Table 4). Therefore, the latter bio-composite material (20/75/5) does not possess a meaningful stiffness at 50°C, due to the presence of the plasticizer. Flexural moduli of the composites under elevated temperatures. Summary of flexural moduli of the composites under elevated temperatures.
Conclusions
This study investigated the effects of fiber surface treatments and temperatures on the mechanical properties of bio-composites comprised of sisal fiber (SF) and polylactic acid (PLA). The results revealed that the alkali treatment was the most effective fiber surface treatment in increasing the tensile strength, flexural strength, flexural modulus, and flexural strain at failure, while it slightly decreased the tensile strain at failure and elastic modulus of the bio-composites. In addition, the acetylation and alkali/acetylation treatments increased the flexural strength but decreased the tensile strength. Furthermore, these treatments led to a slight increase in flexural strain at failure but a slight decrease in tensile strain at failure. However, these two treatments significantly reduced the elastic modulus and flexural modulus. Moreover, the alkali treatment and acetylation treatment increased the impact strength, while the alkali/acetylation treatment had a significant detrimental effect on it.
Additionally, this study examined the influence of elevated temperatures and the inclusion of tributyl 2-acetylcitrate (ATBC) plasticizer on the flexural characteristics of SF-reinforced PLA bio-composites. The results demonstrated that both factors had a significant impact on the flexural strength, strain at failure, and modulus of the bio-composites. Elevated temperatures had a pronounced effect on the flexural properties on the plasticized materials, evidenced a larger reduction in strength and stiffness. The addition of ATBC plasticizer also resulted in a decrease in the flexural strain at failure and strength. Furthermore, the inclusion of sisal fiber reinforcement improved the strength and modulus of the bio-composites at room temperature; however, it led to a decrease in the strain at failure.
Footnotes
Acknowledgments
The authors would like to acknowledge the support of IUPEPPE project for financing the research. Secondly, the authors would like to appreciate the members of the research group Propolis at KU Leuven Bruges campus for their support while specimen preparation and performing experimental tests. Lastly, the authors want to thank all the KU Leuven community for their contribution in one or another way while doing the research work.
Author contributions
Eshetie Kassegn, Frederik Desplentere, and Bart Buffel designed the research and manuscript, analyzed the data, and verified the results. Eshetie Kassegn wrote the final draft of the manuscript as a corresponding author. Frederik Desplentere, Bart Buffel, Belete Sirhabizu, and Temesgen Berhanu reviewed the draft manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financed by the IUPEPPE project under the framework of collaboration of the Ministry of Education (Ethiopia) and KU Leuven (Belgium).
Data availability statement
The data used to support the findings of this study are available from the corresponding author upon request.