
Abstract
Sisal fibers (SFs) were pretreated by heat treatment (HT). The SFs were mixed with a biodegradable material, polylactide (PLA), and the composites were prepared by hot press molding. The effects of the HT temperature and time on the mechanical properties of the composites were investigated, and the HT mechanism was studied by scanning electron microscopy and infrared, x-ray photoelectron, and nuclear magnetic resonance spectroscopies. The results show that an appropriate HT can remove strongly hydrophilic materials such as hemicelluloses from the fibers, and thus decrease their hydrophilicity, thereby improving the retting between the fibers and the matrix. This improves fiber–matrix interfacial adhesion, which can improve the mechanical properties of the composites. The HT also influences the fiber strength to some extent and affects the mechanical properties of composites.
Introduction
In recent years, intensive research has been focused on the development of plant fiber and biodegradable plastics, with the aims of reducing the use of petroleum-based plastics and recycling resources. 1–3 However, the interfacial bonds between highly polar cellulose fibers and essentially hydrophobic polymers are weak. The extent of adhesion depends on the structures and polarities of both the fibers and the matrix. Chemical modification of the fiber surface or of the matrix can enhance interfacial adhesion and therefore improve the mechanical properties of composites. Most researchers therefore use chemicals 4,5 to pretreat plant fibers. There are generally a number of problems associated with chemical modification of fibers, such as recovery of solvents and pollution caused by solvents. 6 There has been a growing interest in heat treatment (HT) of fibers because such processes are less polluting and are low cost. 7–9
HT methods are based on the fact that hemicelluloses have lower decomposition temperatures than cellulose. Strongly hydrophilic materials such as hemicelluloses can therefore be removed from fibers by heating; this changes the surface free energy, and the structure of the fibers can be changed, improving the interfacial adhesion between the hydrophilic wood fillers, which have plenty of OH groups, and the hydrophobic matrix. 10 Many researchers have studied the effects of thermal modification on the mechanical properties, 11,12 water absorption, 13 and surface free energies of plant fibers. 14 The HT method has been used to improve the properties of wood and polyolefin composites. 9,15 Plant fiber/polylactide (PLA) composites, which are biodegradable, have attracted interest from many researchers. At present, there are many methods used to modify natural fibers to improve the properties of PLA-based composites. The most commonly used interface-modification methods are coupling agents, 16 alkali treatments, 17,18 and corona discharge treatments. 19 HT methods for improving the properties of PLA-based composites have as yet been rarely studied.
In this article, we describe the composites prepared using PLA and heat-treated sisal fibers (HTSFs) by hot press molding. The effects of HT temperature and time on the composite properties were studied, and the HT mechanism was systematically investigated using a number of analytical methods. The present investigation is important for the preparation of high-performance biodegradable composites.
Experimental
Materials
PLA (3051D) was supplied by NatureWorks LLC (Blair, Nebraska, USA). The SFs used in this study were produced by the Dongfang Sisal Group (Zhanjiang, China). The SFs were chopped into fibers of 8 mm lengths using a cutter.
Preparation of HTSFs and SF/PLA composites
First, 5-mm-thick layers of SFs were spread onto plates and air dried in an oven at a set temperature (150, 200, 220, or 250°C) for a specific time period (5, 10, 15, 20, or 30 min). The HTSFs were desiccated in an oven at 105°C for 4 h before mixing with PLA.
The composites of PLA and HTSF (fiber content: 50 wt%) were mixed using a two-roll mixing mill for 5 min at 230°C, and then the mixtures were hot pressed at 185°C under a pressure of 10 MPa for 5 min using a flat plate sulfide machine (model QLB-25D/Q, Wuxi No. 1 Rubber and Plastics Plant, Wuxi, China) to obtain composite sheets. Composites of PLA and untreated SFs were prepared using the same method.
Testing and characterization
Testing of mechanical properties
Tensile tests were performed on the fibers using a Universal Testing Machine, model 5566 (Instron, High Wycombe, UK) at room temperature, with a crosshead speed of 1 mm min−1; the spacing between fixtures was 100 mm. All tests were performed at room temperature, and all values reported are averages of 25 individual measurements.
Tensile and flexural tests were performed on the composites using the same machine, according to the Chinese Standard GB/T1040.2-2006, with a crosshead speed of 1 mm min−1, and Chinese Standard GB1449-2005, with a crosshead speed of 2 mm min−1. The flexural strength was recorded when the deformation reached 1.5 times the sample thickness. All tests were performed at room temperature, and all values reported are averages of five individual measurements.
IR spectra
Infrared (IR) spectra of the SFs were measured using a Fourier transform IR (FTIR) spectrometer (Vector 3 model, Bruker, Germany). The spectra were used to analyze changes in the chemical structures of the SFs.
XPS spectra
X-Ray photoelectron spectroscopy (XPS) of the SFs was performed using an AXIS Ultra (delay-line detector) spectroscope (Kratos Analytical, Manchester, UK). The x-ray anode was aluminum (Kα = 1486.6 eV) and the x-ray spot size was 700 × 300 μm 2 . The power applied to the x-ray anode was 150 W.
NMR spectra
Solid state cross-polarized magic-angle spinning carbon ( 13 C) nuclear magnetic resonance (CP/MAS 13 C NMR) spectra of the SFs were recorded using an AVANCE AV 400 spectrometer (Bruker, Switzerland). The spectra were used to analyze changes in the chemical compositions of the SFs.
Scanning electron microscopy
The morphologies of the SFs before and after HT were observed using an S-3700 scanning electron microscope (SEM; Hitachi, Tokyo, Japan). The samples were sputter coated with gold prior to scanning.
Results and discussion
Effects of HT on tensile properties of SFs
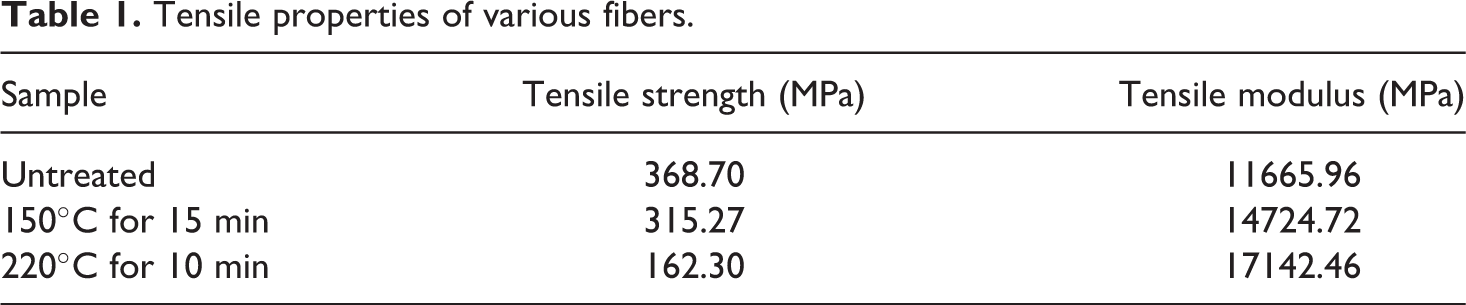
The tensile strengths and moduli of untreated SFs and HTSFs were tested. Table 1 shows the results for the untreated SFs and treated HTSFs at 150°C for 15 min and 220°C for 10 min, respectively. These HT conditions correspond to those of the composites with the highest flexural strength and the highest tensile strength, respectively. As shown in Table 1, the average tensile strength of the untreated SFs is the largest, but these have the smallest average tensile modulus. At the higher HT temperature, the tensile strength was lower, but the tensile modulus was higher. The decline in tensile strength is related to degradation of hemicellulose, lignin, and cellulose during HT. The increase in tensile modulus is the result of an increase in the relative cellulose content; cellulose is highly crystalline and has a higher modulus. HT at 250°C increases the degradation, which results in HTSFs that are too brittle, and fracture easily by bending during tensile tests.
Tensile properties of various fibers.
Effects of HT on mechanical properties of composites
Figure 1 shows the mechanical properties of composites of SFs treated under different HT conditions. It can be seen from Figure 1(a) that HT at 220°C for 10 min produced the composite with the highest tensile strength, namely 74 MPa; this is 21% higher than the value for the untreated SF/PLA composite (61 MPa) and 14% higher than that of pure PLA (65 MPa). From Figure 1(b), it can be seen that the flexural strength of the HTSF/PLA composites first increases with HT time, followed by an obvious decrease, and then increases again. The highest flexural strength of 117 MPa is achieved when the HT temperature and time are 150°C and 15 min, respectively; this value is 31% higher than that of the untreated SF/PLA composite (89 MPa) and 5% higher than that of pure PLA (111 MPa). It can be concluded from the above analysis that HT changes the functional groups on the surfaces of the fibers, contributing to the interfacial adhesion between the matrix and the fibers. The mechanical properties of the composites can, therefore, be effectively improved by appropriate HT of the SFs. Although the tensile strength of the HTSFs is lower, the tensile strength of the corresponding composite is higher. However, when the HT temperature is too high, or the HT time is too long, the SF structure will change significantly, causing a decrease in fiber strength, resulting in composites with inferior mechanical properties. Several testing methods were used to analyze the structural and compositional changes in the SFs, and the influence of HT on the composite properties were investigated.
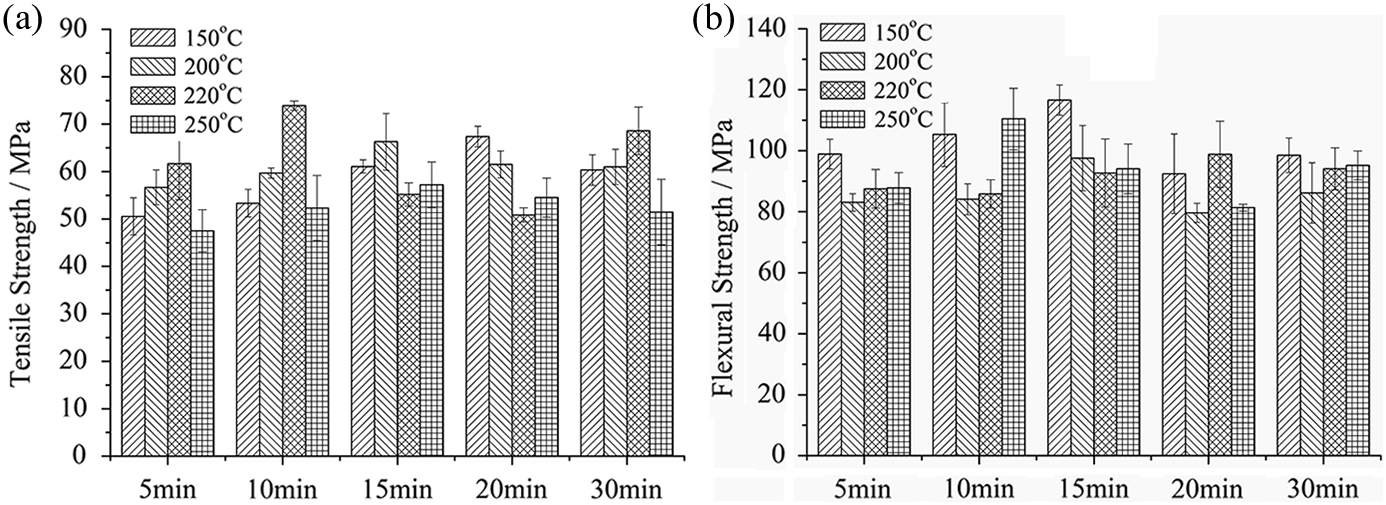
Relationship between mechanical properties of composites and treatment time: (a) tensile strength and (b) flexural strength.
IR analysis
IR spectroscopy is a useful tool for obtaining information about the structural and chemical changes caused by HT to the functional groups of the fibers. Figure 2 shows the FTIR spectra of SFs treated at 220°C for different HT times and the spectra of SFs heat treated for 5 min at different HT temperatures. The peak at 897 cm−1 originates from the β-
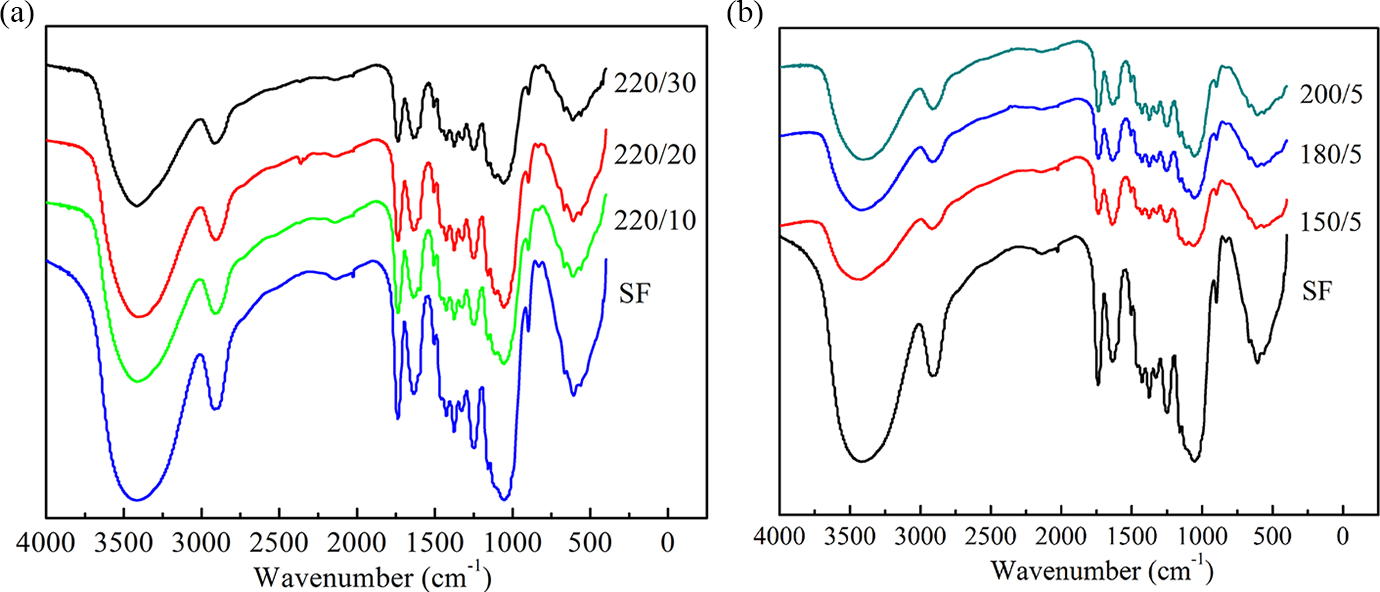
IR spectra of SFs and HTSFs: (a) different HT times and (b) different HT temperatures. IR: infrared; HTSFs: heat-treated sisal fibers; HT: heat treatment.
The relative absorbance intensities of the bands were calculated as the ratio of the band intensities at different wave numbers to the band intensity at 897 cm−1 because the band intensities at 897 cm−1 of SFs and HTSFs, which represent cellulose, are relatively stable. 20 Figure 2(a) shows that the intensity at 3390 cm−1, corresponding to OH, decreases with HT time; this can be attributed to the loss of bound water and formation of hydrogen bonds. Furthermore, dehydration of the OH groups occurs during HT, and this also reduces the absorbance intensity at 3390 cm−1. It is clear from Figure 2(a) that the relative absorbance of the C=O group at 1736 cm−1 decreases when the HT time increases. This is attributed to hydrolysis of hemicellulose (polysaccharide) acetyl groups during HT and volatilization of the degradation products produced during HT. Furthermore, the longer the HT time, the more severe the destruction of the fiber structure becomes. 21 The relative absorbance intensities at 1630 and 1250 cm−1, also shown in Figure 2(a), were examined to investigate lignin changes. The relative absorbance intensities of the lignin aromatic ring and C−O−C stretching vibrations at 1630 and 1250 cm−1 decrease with HT time; this can be attributed to the decomposition of β-O-4 structures when the fibers were treated at 220°C, 22 indicating the degradation of lignin.
It can be seen from Figure 2(b) that the relative absorbance of the C=O group at 1736 cm−1 decreases and then increases with HT temperature. This can be attributed to the degradation of hemicellulose after short treatment times, and to fiber oxidation after longer HTs, which has a significant impact on the fiber strength.
Based on the above analysis, it can be concluded that the OH content at the fiber surface was reduced when the SFs were treated at 220°C for 10 min, decreasing the hydrophilicity of the fibers. Therefore, retting between the fibers and matrix during mixing was improved. As a result, the mechanical properties of the corresponding HTSF/PLA composites are better than those of the untreated SF/PLA composite. As the HT time is prolonged, the hemicellulose and lignin degrade, and this destroys the fiber structure. Furthermore, cellulose also gradually gets decomposed, so the fiber strength decreased, resulting in composites with inferior mechanical properties. However, the tensile strength of the composite of SF treated at 220°C for 30 min is almost the same as that of the composite of HTSF treated at 220°C for 10 min. This can be explained by volatilization of degradation products and extractives during lengthy HT, resulting in the formation of fewer defects, such as gas cavities, during composite processing. However, when the HT time was too short, some components of SFs were degraded, but the degradation products did not have enough time to volatilize, so the degradation products volatilized during composite processing, resulting in many defects and inferior tensile properties.
Unlike the case of the tensile strength, the maximum flexural strength was achieved when the HT temperature was 150°C. This is because the HT can result in degradation of hemicellulose and lignin, and this causes a reduction in the fiber strength. Hence, the flexural strengths of the composites decrease with increasing HT temperature.
XPS analysis
XPS can provide information about the effects of HT on the surface composition and chemical environment. SFs, as a lignocellulosic material, can be characterized by analyzing the XPS C1s and O1s spectra, which appear at 533 and 285 eV, respectively. 23,24 According to the number of oxygen atoms bonding to the carbon atom, C1s signal is usually divided into four components, that is, C1–C4. The C1 class corresponds to carbon atoms bonding only with carbon or hydrogen atoms; it originates from lignin and extracts on the fiber surface. The C2 class reveals that the carbon atoms bond with one oxygen atom and originates from the carbon atoms of cellulose and lignin connected to OH groups or carbon atoms of lignin connected by ether linkages. The C3 class corresponds to carbon atoms bonding with a carbonyl or two non-carbonyl oxygen atoms and originates from ketone and aldehyde groups of the lignin molecules or oxidation products on the fiber surface. The C4 class is associated with carbon atoms bonding with a carbonyl and a non-carbonyl oxygen atom and originates from ester and carboxylic acid groups. The lower binding energy, O1, is located near 531.4–532.2 eV and originates from lignin (C=O). The higher binding energy, O2, located near 533.0–534.0 eV, originates mainly from carbohydrates (C–O). O3 represents oxygen atoms from the phenolic OH groups or oxygen atoms of similar structures. Oxygen atoms from COOH also belong to O3. 25
To further investigate the effects of HT on the chemical composition of SFs and the mechanical properties of the composites, the XPS spectra of SFs before and after HT at 220°C for 10 min and 250°C for 30 min, the conditions under which the tensile strengths of the composites differ most, as shown in Figure 1, were analyzed. Figures 3 and 4 show the differences between the spectra of the treated and untreated fibers. A comparison of the spectrum of SFs treated at 220°C for 10 min shows a decrease in O1% and an increase in C1% compared with the values in the spectrum of the untreated fibers. This indicates degradation of lignin and the generation of new lignin structures formed by the combination of lignin degradation products as well as by the combination of lignin degradation products and carbohydrates. On the other hand, the increase in the O2% content means that the carbohydrate content increased after HT. From the IR results, we know that the hemicellulose has degraded. Hence, it can be concluded that fiber bundles were destroyed and more cellulose was exposed at the fiber surface when the fibers were treated at 220°C for 10 min; this could improve combination of the fibers and the matrix. The composite obtained using SFs treated at 220°C for 10 min, therefore, had the best properties.
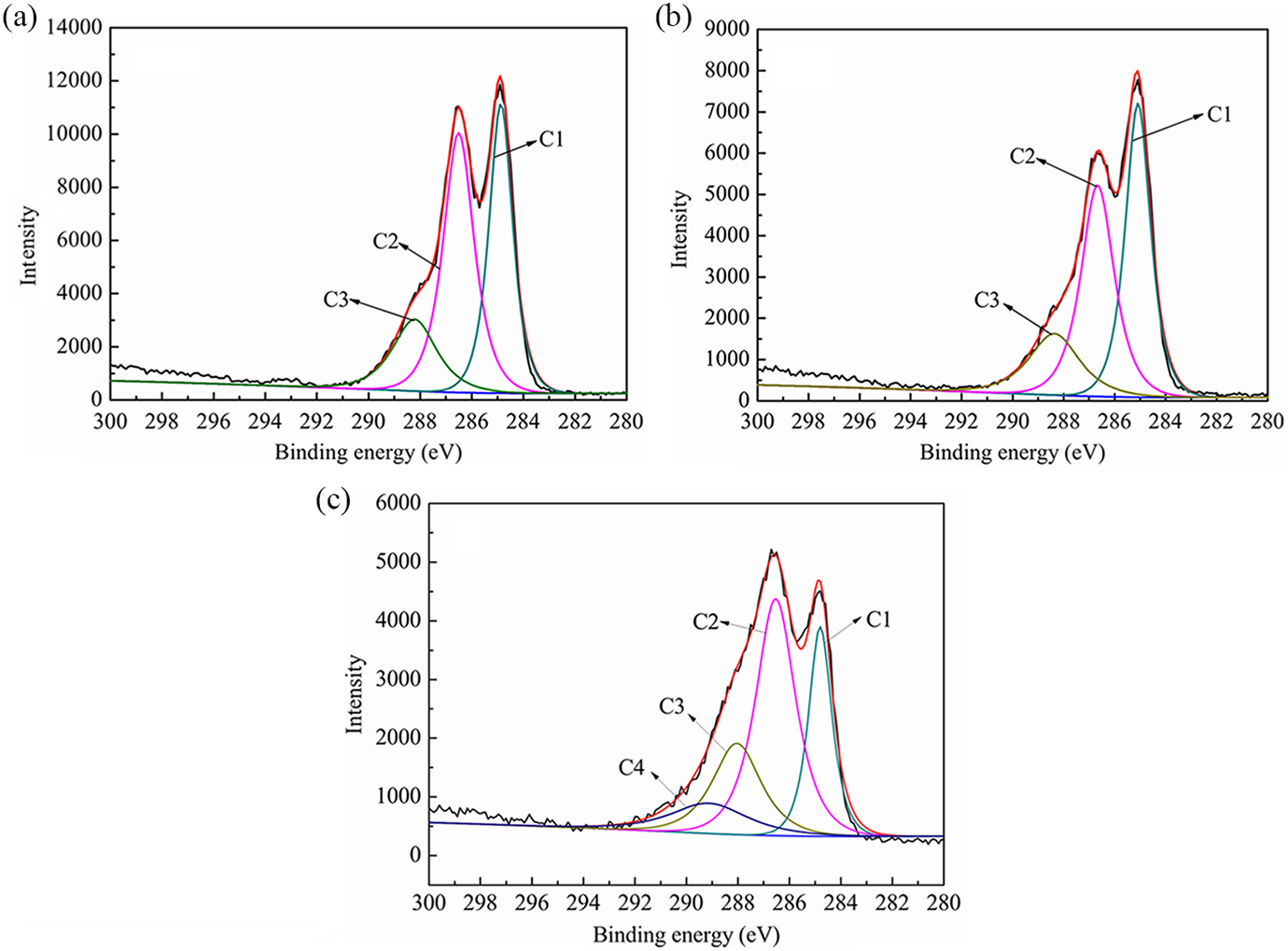
XPS C1s spectra for SFs before and after heat treatment: (a) untreated SFs; (b) SFs treated at 220°C 10 min−1; and (c) SFs treated at 250°C 30 min−1. XPS: x-ray photoelectron spectroscopy; SFs: sisal fibers.
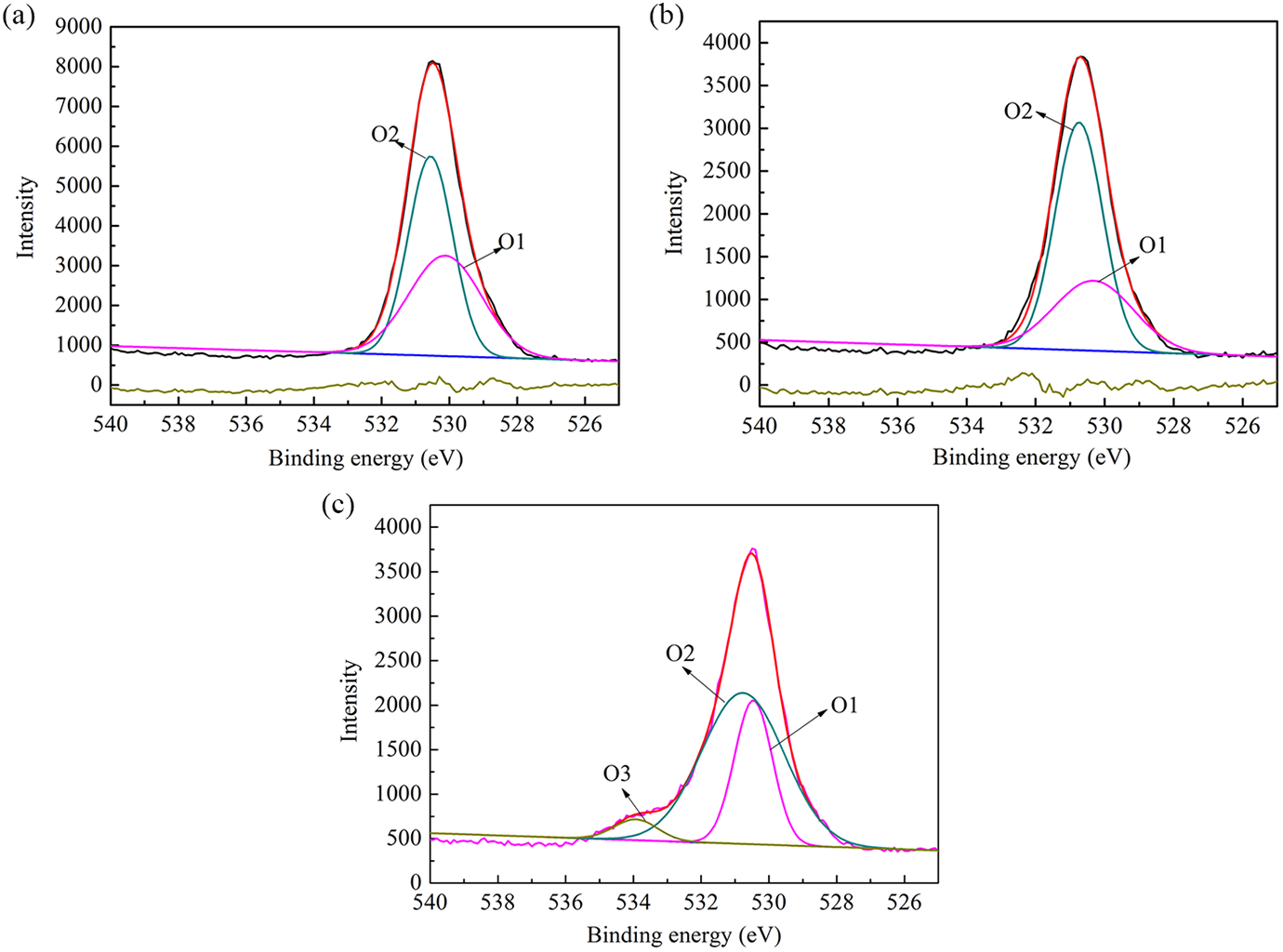
XPS O1s spectra of SFs before and after HT: (a) untreated SFs; (b) SFs treated at 220°C 10 min−1; and (c) SFs treated at 250°C 30 min−1. XPS: x-ray photoelectron spectroscopy; SFs: sisal fibers; HT: heat treatment.
The C1% content of the fibers treated at 250°C for 30 min was less than that of the HTSFs treated at 220°C for 10 min; this indicates that the treatment caused further lignin decomposition and that the polymerization degree of the cellulose chains was reduced. In addition, the generation of C4% and the increase in C2% and C3% indicate oxidation of the fiber surface. So, the fiber strength decreases, resulting in the reduction of the mechanical properties of the composites. The foregoing analysis shows that the content of carbohydrates in which carbon atoms bond with one oxygen atom decreased, and the content of carbon atoms bonding to a carbonyl increased; this is proved by the decrease in O2% and the increase in O1%. This means that the HT at 250°C for 30 min can cause cellulose degradation. Furthermore, the occurrence of O3 is the evidence of oxidation of the fiber surface. Therefore, temperatures that are too high and treatment times that are too long can both increase the severity of fiber-bundle destruction, and this has an adverse effect on the properties of the composites.
CP/MAS 13 C NMR analysis
The effects of different HT times and temperatures on changes in the SF chemical composition and the properties of the composites were further investigated using CP/MAS 13 C NMR spectroscopy. Figure 5 shows the CP/MAS 13 C NMR spectra of untreated SFs, SFs treated at 150°C for 15 min, 220°C for 10 min, 250°C for 10 min, and 250°C for 30 min.
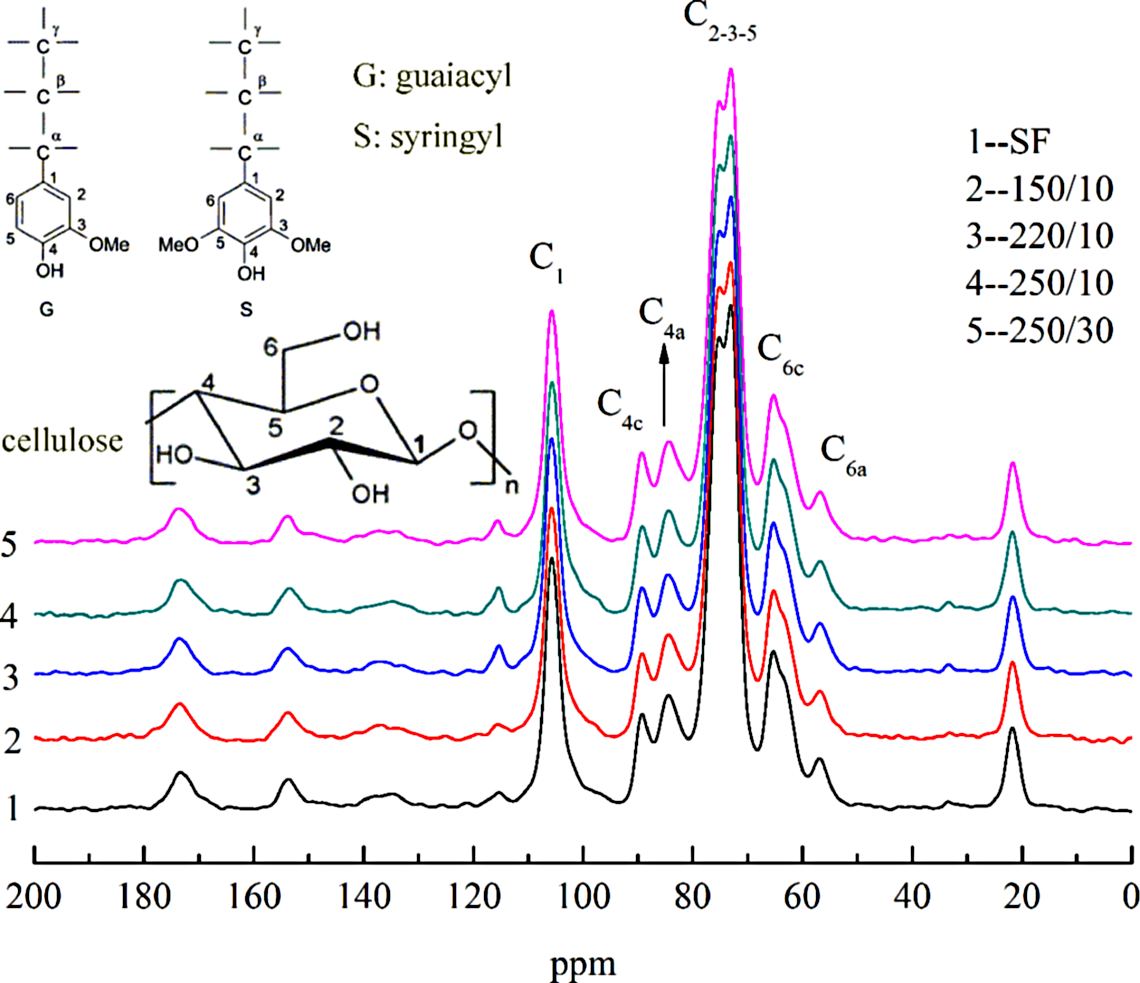
Compared with untreated SFs, HTSFs undergo hemicellulose degradation. The evidence for this is that the signal at 173 ppm, assigned to acetyl carbon, and the signal at 21 ppm, assigned to the methyl carbon in ethanoyl, 26 become weaker with increasing treatment temperature and time. The degradation of hemicellulose led to a decline in the hydrophilicity properties of the SFs, which improves the compatibility between the fibers and the matrix.
The C4 c and C4a signals at 89 and 84 ppm refer to the crystalline and amorphous regions of cellulose, respectively. 26 At 150°C, the signal at 84 ppm is almost unchanged, but as the temperature continues to rise, the signal at 84 ppm gradually weakens. Therefore, as the treatment temperature and time rise, the C4 c–C4a ratio increases because of the degradation of amorphous regions in cellulose, 27 leading to a decline in fiber strength, which has a negative impact on the composite performance.
The signal at 153 ppm, related to the resonant absorption of non-phenol-type syringyl units in lignin, was assigned to the etherified C4 structure of lignin; 26 its intensity decreased at 220 and 250°C, and the longer the time and the higher the temperature, the greater the changes. Spectra 1–4 show that with increasing HT temperature, an increase in the intensity of the guaiacyl lignin signal at 116 ppm 26 is observed, suggesting the formation of a new lignin structure as a result of HT. This is because during the HT, the lignin structures are gradually degraded and a new lignin structure is formed by the combination of lignin degradation products as well as by the combination of lignin degradation products and carbohydrates. 22 When the production rate of the new lignin structure was greater than the degradation velocity, the intensity of the absorption peak at 116 ppm increased. This result is in accordance with the XPS analysis and indicates that when HT is performed using appropriate conditions, such as at 220°C for 10 min, a new hydrophobic lignin is generated and accumulates mainly on the surfaces of the fibers, as demonstrated by the increase in C1% shown in Figure 3(b); this can improve the interfacial adhesion between fibers and the matrix. When HT was performed at 250°C for 30 min, the intensity of the absorption peak at 116 ppm was reduced. This is because of serious lignin degradation, and the degradation rate was higher than the rate of production of new lignin.
SEM analysis
Figure 6 shows the scanning electron micrographs of untreated SFs and SFs treated at 250°C for 30 min. From Figure 6(a), it is clear that the surfaces of the untreated fibers were rough, with many impurities. As shown in Figure 6(b), the fiber surfaces were smooth when the SFs were treated at 250°C for 30 min. This demonstrates that HT can remove impurities from the fiber surfaces. On the other hand, fiber bundles were destroyed by HT at 250°C for 30 min; this decreased the fiber strength, and this has an adverse influence on the mechanical properties of the composites. Figure 7 shows the scanning electron micrographs of tensile-fractured composites. Figure 7(a) shows the morphology of the untreated SF/PLA composite. Compared with Figure 7(a), no gaps appear between the fibers and the matrix in Figure 7(b), which indicates that the interfacial adhesion between the HTSFs heat-treated at 220°C for 10 min and PLA was improved, resulting in good composite performance. As shown in Figure 7(c), there are gaps between the fibers and the matrix; this reveals poor interfacial adhesion. The destruction of fiber bundles can also be observed in Figure 7(c). This is in accordance with the IR analysis. When the fibers were treated at 220°C for 20 min, the hemicellulose was much degraded, lignin was partially decomposed, and the cell wall structures, especially the middle lamella, were destroyed. The fiber bundles therefore became loose, resulting in decreased fiber strength. This is the primary reason for the reduction in the mechanical properties of the composites. Good interfacial adhesion between the SFs and PLA is shown in Figure 7(d), but the fiber bundles were severely collapsed, indicating a large reduction in fiber strength. This is an important reason why the properties of the composites are not obviously improved. Based on the above analysis, it is concluded that improving the combination of the fibers and the matrix by appropriate HT is achieved at the expense of reduced fiber strength. Hence, an appropriate time and temperature are crucial for improving the properties of the composites.
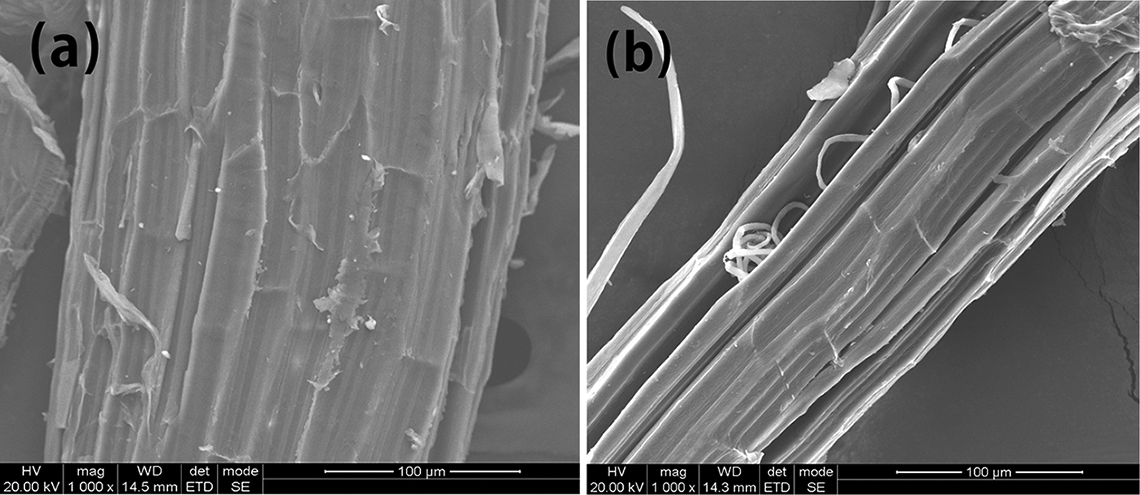
Scanning electron micrographs of SFs. (a) Untreated SFs (×1000) and (b) SFs treated at 250°C 30 min−1 (×1000). SFs: sisal fibers.
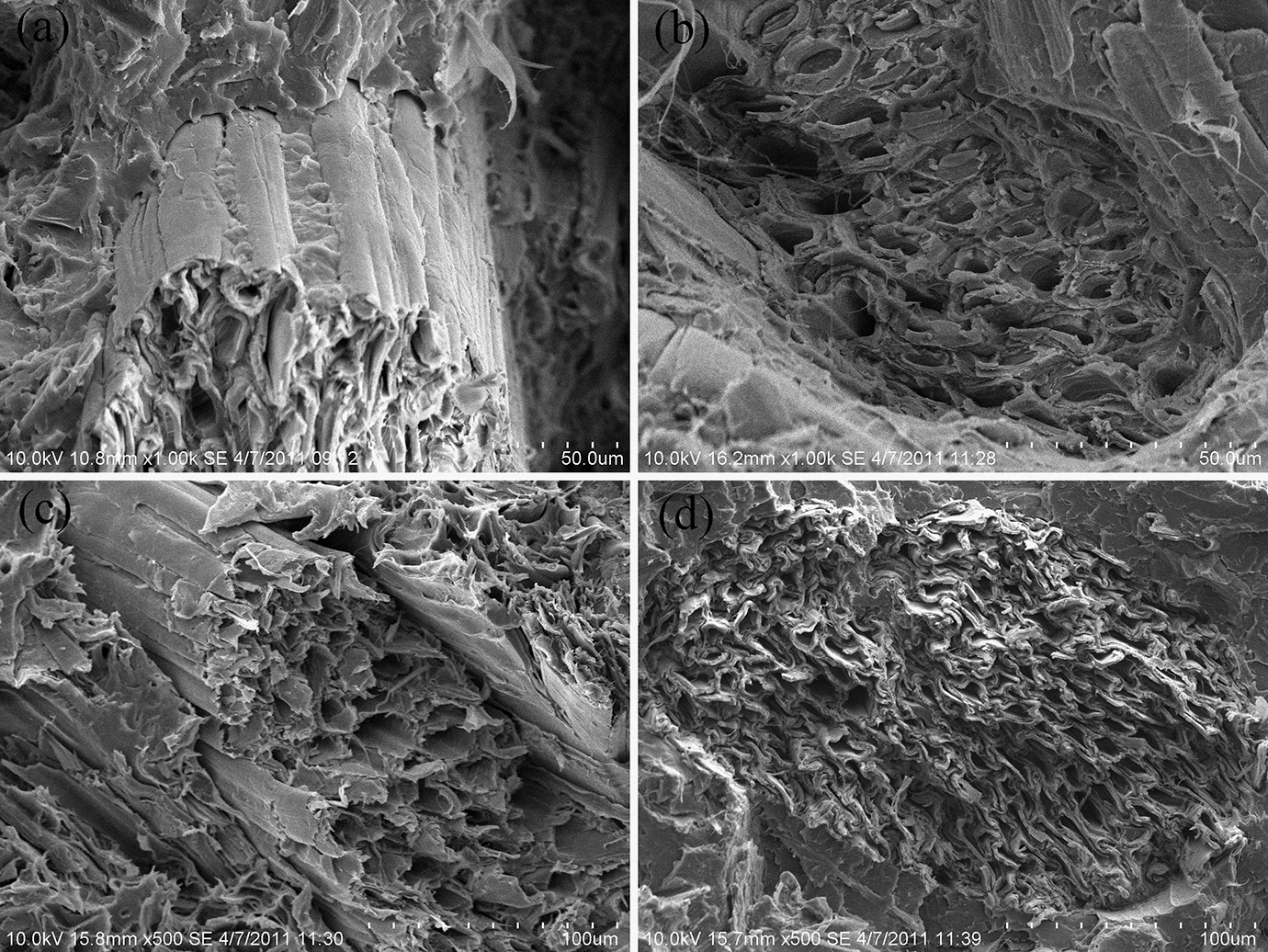
Scanning electron micrographs of tensile-fractured composites reinforced by (a) untreated SFs (×1000); (b) SFs treated at 220°C 10 min−1 (×1000); (c) SFs treated at 220°C 20 min−1 (×500); and (d) SFs treated at 220°C 30 min−1 (×500). SFs: sisal fibers.
The IR, XPS, NMR, SEM, and mechanical properties analyses described above show that although the tensile and flexural properties of the composites are mainly affected by the fiber strength and the interfacial compatibility between the fibers and the matrix, the tensile properties are mainly affected by the interfacial compatibility between the fibers and the matrix, and the flexural properties are mainly influenced by the fiber strength, because the modes of stress imposed on the composites during tensile testing and flexural testing are different. When HT was performed at 220°C for 10 min, the strength of the HTSF declined significantly, but the interfacial compatibility was greatly improved; this led to the highest tensile strength being obtained under these HT conditions. When HT was performed at 150°C for 15 min, the HTSF strength declined slightly, but the interfacial adhesion between the fibers and the matrix improved to a small extent, so the flexural strength of this HTSF-reinforced composite was much higher than that of the untreated one. However, the improvement in interfacial compatibility was small under these conditions, so the tensile strength of the corresponding composite was not the highest.
Conclusions
In this work, it was concluded that SFs heat treated under appropriate conditions can improve composite properties. This is because when the SFs are treated under appropriate conditions, strongly hydrophilic materials, such as hemicellulose, can be removed from the fibers. During the HT, the lignin structures are degraded gradually, and a new lignin, which improves the tensile properties of the composites as a result of its hydrophobicity, is formed by the combination of lignin degradation products as well as by the combination of lignin degradation products and carbohydrates. When HT is performed under appropriate conditions, new lignin is generated and accumulates mainly on the surfaces of the fibers; this can improve the interfacial adhesion. Hence, the hydrophilicity of the fibers decreases, which can improve retting between the fibers and the matrix. The interfacial adhesion between them can therefore be improved, and this can improve the mechanical properties of the composites. At the same time, however, HT may affect the fiber strength to some extent. Therefore, if the treatment is not appropriate, the properties of the composites may be adversely affected as a result of a reduction in fiber strength; this reduction is attributed to hemicellulose and lignin degradation and cellulose oxidation.
The best tensile strength of the composites is obtained when the SFs are heat treated at 220°C for 10 min; the tensile strength reaches 74 MPa, 21% more than that of the untreated SF/PLA composite. The best flexural strength is achieved when the HT temperature and time are 150°C and 15 min, respectively; it reaches 117 MPa, which is 53% more than that of the untreated SF/PLA composite.
Footnotes
Funding
This work was financially supported by National Nature Science Foundation of China (Nos. 50903033, 50973035, and 11272039), National Natural Science Foundation of China-Guangdong Joint Fund (U1201242), the National Key Technology R&D Program of China (Nos. 2009BAI84B05 and 2011BAE15B01), the Program for New Century Excellent Talents in University (No. NCET-11-0152), and the Pearl River Talent Fund for Young Sci-Tech Researchers of Guangzhou City (No. 2011J2200058).