
Abstract
The research aim of this work was to understand the effects of the soil burial of rice straw on the morphology and properties of 3D-printed rice straw powder (RSP)/polylactic acid (PLA) biocomposites. The rice straw buried in the soil for various days was grounded and sieved into powder at 120 mesh. The RSP was then mixed with PLA at a mass ratio of 15/100 and the mixture was extruded into filament, followed by a fused deposition modeling 3D printing process. The as-prepared products were characterized in terms of morphological, mechanical, thermal, and nonisothermal crystallization properties. The results show that cavities with large holes induced by fused deposition modeling exhibit on the cross section of RSP/PLA biocomposite. The longer the burial duration of rice straw, the more the cavities with large holes could be observed on the surface. Therefore, soil burial of rice straw improved the thermal stability of the biocomposites while depressing their mechanical properties due to the amplification of the cavities. The crystallinity of the biocomposites was maintained at a low level (<9%) before and after the soil burial process.
Introduction
To date, the development of a novel class of biodegradable, so called green, composites that combine natural/biofibers with environmentally friendly resins has been a research boom. 1 Various natural fibers, such as bast fiber, 2–4 wood fiber, 5,6 bamboo fiber 7,8 coir fiber, 9 and agricultural residues, 10–12 have recently been studied extensively as reinforcements for the “green” composites because of their low cost, low density, specific properties, thermal stability, biodegradability, recyclability, and sustainability.
Additive manufacture has been well developed and applied to many areas. As one kind of additively manufacturing technology, fused deposition modeling is currently the most commonly used 3D printing based on a computer-aided design (CAD) model and computer controlled software over the last few years due to its short design-to-manufacturing cycle, low material waste, versatility, simplicity, and potential applicability of the method. 13,14 Fused deposition modeling enables a straightforward manufacture of complex-shaped samples and a prototyping or tool manufacture for many areas such as in automotive, aeronautics, construction, biomedical device, and health care. 15
In a typical fused deposition modeling process, the thermoplastic filament is extruded through a heated nozzle according to a prescribed pattern then deposited onto a platform. 14 A large variety of thermoplastic materials, including thermoplastics 16–18 and their composites, 15,19,20 are available for fused deposition modeling process.
Polylactic acid (PLA) is one of the most popular materials that can be applied to fused deposition modeling. However, the global production of PLA is limited (approximately 0.21 million tons in 2016) 21 and its cost is considerable. More importantly, increasing the PLA production could jeopardize the food supply of developing countries 22 since PLA is made from crops. Therefore, the addition of natural fibers is the effective way to save the usage of PLA and makes a low-cost, biodegradable material. 23
As the by-product of rice, rice straw is one of the abundant and renewable agriculture residues in China, preceded only by wheat straw and corn stalk. The annual production of rice straw in China ranges from 180 to 270 million tonnes. 24 It is a naturally lignocellulose-containing composite that would potentially become an alternate in wood plastic composites processing. 24,25 As reported in the literature, 24 the anaerobic digestion of rice straw has effects on its component, morphology, mechanical, and thermal properties. However, fused deposition modeling 3D printed rice straw-reinforced biocomposites has not been studied explicitly. For example, Osman et al. 26 developed a cost-effective acrylonitrile butadiene styrene–rice straw composite filament used in fused deposition modeling and investigated the effect of rice straw content on the mechanical properties of the composites. They found that the tensile properties decreased monotonically while the flexural properties decreased at first and then increased at 15% fiber content as a function of rice straw content. They also demonstrated that the specimens with a 0° raster angle showed better tensile properties than the 45° raster angle specimens, indicating that the tensile properties of fused deposition modeling parts are anisotropic. Actually, there exists a balance between the anisotropic properties of 3D printing composites, as reported in the literature. 27
In this article, bio-based composite of PLA with the rice straw powder (RSP) being buried for different days were prepared by fused deposition modeling 3D-printing technology. The effects of the burial days of rice straw on the morphologies, mechanical properties, crystallization properties, and thermal stability of 3D-printed biocomposites were explored. The main purposes of this work are to (1) explore the feasibility of using RSP as reinforcement for PLA-based biocomposite, which probably plays a guiding role in high-quality utilization of abundant rice straw; (2) save the usage of PLA in the biocomposite, as a result, the consumption of crops can be reduced; (3) prepare a new kind of cost-effective and completely biodegradable natural plant fiber-based PLA composite for 3D printing, which will enrich the kind of raw material for additive manufacturing; and (4) investigate the effects of soil burial of rice straw on the properties of RSP/PLA biocomposite, which may provide a reference for the probe for the degradation mechanism of this kind of biocomposite.
Materials and methods
Materials
PLA, model 3052D, is supplied by American Nature Works Co., whose density is 1.24 g cm−3, glassy transition temperature (T g) is between 55 °C and 60 °C, melting temperature (T m) is between 145 °C and 160 °C; RSP, 120 mesh, is self-prepared; absolute alcohol is supplied by Chinese Nanjing Chemical Reagent Co. Ltd.
Methods
Burial of rice straw
The rice straw was cleaned with tap water and then dried at 105 °C; after that, the rice straw was buried 15 cm underground in soil; the temperatures of the soil during the first, the second, and the third 10 days (named as 1st, 2nd, and 3rd cycles) were 18.90 °C, 12.30 °C, and 9.0 °C, respectively; the ambient temperatures were accordingly 16.70 °C, 10.10 °C, and 8.80 °C; the moisture content in the soil was 25.25 ± 3.50%. The conventional chemical index of the soil was listed in Table 1.
Soil conventional chemical index.

Preparation of fused deposition modeling filaments
Rice straw was taken out from soil after given buried days and washed with tap water, then dried at 60 °C for 12 h; next, it was cleaned with absolute alcohol to remove the impurities on its surface; the cleaned rice straw was grounded and sieved into RSP of 120 mesh.
Before extrusion, RSP and PLA granules were dried at 60 °C for 12 h. The mass ratio of RSP to PLA was 15/100. The fused deposition modeling filaments were prepared using a twin-screw extruder (KS-HXY, Kunshan HUANXINYANG Electrical Equipment Co. Ltd, China); the extrusion temperatures were set at the temperature of 170–190 °C from hopper to die. The rotating speed of the screw was set at 50 r min−1. The diameter of the filaments was controlled within 1.75 ± 0.05mm (Figure 1).

RSP/PLA biocomposite filament. RSP: rice straw powder; PLA: polylactic acid.
Production of 3D-printed RSP/PLA biocomposite specimens
First, the sample model files (standard tessellation language (STL) file) for tensile test and three-point bending test were designed by the CAD according to the standards of ISO 527(2012) 28 and ISO 178 (2010), 29 respectively. The model file was sliced and transformed into G-code using an open-source software (Cura 15.04), and a series of corresponding printing parameters was set. After that, all specimens were prepared via a fused deposition modeling 3D printer (MOSHU S108, Hangzhou SHINING 3D Technology Co. Ltd, China) equipped with a 0.4 mm nozzle in accordance with G-code. All specimens as examples shown in Figure 2 were built with the following parameters: 0° raster orientation, 100% solid fill, layer thickness 0.2 mm, printing speed 55 mm s−1, nozzle temperature 205 °C, and bed temperature 45 °C.

3D printed RSP/PLA biocomposite specimens. 3D: three dimensional; RSP: rice straw powder; PLA: polylactic acid.
Measurement and characterization
Morphology analysis
To examine the cross-section morphology of the RSP/PLA biocomposite specimens, scanning electron microscope (SEM) (SU8010, HITACHI Corporation, Japan) was used. Samples were coated with a thin layer of gold to avoid sample charging during imaging and then examined under SEM. The microstructure of the samples was magnified and digitally recorded.
Determination of mechanical properties
The quasistatic tensile properties of the specimens were tested using a universal machine (E44.304, MTS Industrial Systems (China) Co. Ltd., China) at a crosshead speed of 10 mm min−1 in accordance with ISO 527-1. The flexural properties of the specimens were tested at a rate of 5 mm min−1 crosshead speed in accordance with ISO 178. Ten specimens were tested for the tensile and flexural properties for each sample type.
Thermogravimetric analysis
The thermal stability of composites was investigated by a Thermal Gravimetric Analyzer (TG209F1, NETZSCH-Gerätebau GmbH, Germany). The samples were pre-dried under 40 °C vacuum desiccators before thermal analysis. The analysis was performed in nitrogen atmosphere with a heating rate of 20 °C min−1 from room temperature up to 550 °C.
Crystallization behaviors
Fused deposition modeling samples were characterized by differential scanning calorimetry (DSC) (DSC214, NETZSCH-Gerätebau GmbH, Germany); nitrogen was used as a purge gas with a flow rate of 20 mL min−1. The samples were heated from 20 °C to 200 °C and then kept at 200 °C for 5 min to elucidate the effects of previous thermal treatments; afterward, the samples were cooled to 20 °C and kept at 20 °C for another 5 min; finally, a second heating scan was performed until 200 °C. The first cooling and second heating curves of different RSP/PLA biocomposite fused deposition modeling samples were recorded. For all specimens, the scanning rate was 10 °C min−1. The transition temperatures and heat capacities were calculated via the NETZSCH analysis software. To ensure the reproducibility, at least three measurements were recorded for each sample. The crystallinity was calculated using the following equation:

where χ c represents the degree of crystallinity of the sample, ω is for the mass ratio of PLA matrix in the composite, ΔH m is the melting enthalpy change (J g−1), ΔH cc is the enthalpy change of cold crystallization (J g−1), and ΔH* is the standard melting enthalpy of 100% crystallization of PLA (J g−1), which was 93.6 J g−1 according to the literatures. 30
X-ray diffraction
RSP/PLA biocomposite samples were characterized on an X-ray diffractometer (Smartlab, RIGAKU Corporation, Japan) using the Copper Kα radiation in a range of 2θ from 5° to 40° at a scanning rate of 3° min−1 with an angular step length of 0.02°.
Results and discussion
Morphological analysis
The morphological changes of RSP/PLA biocomposite due to the varying soil burial days of rice straw were visualized from the collected materials after the tensile testing by SEM micrographs and it is shown in Figure 3. The cross section of RSP/PLA biocomposite was rough before the rice straw was buried in soil (Figure 3(a) and (e)). There were some cavities with large holes induced by fused deposition modeling on the surface, which agrees with the report in the literature. 15 And the pullout of the fiber attributed to the fracture could be observed microscopically. After the burial of rice straw for 10 days (Figure 3(b)), 20 days (Figure 3(c) and (f)), and 30 days (Figure 3(d)), more cavities with large holes could be observed on the cross sections of the samples as a function of time. The SEM pictures also revealed more serious fiber pullout on these samples. The rice straw may be eroded by some microorganism, such as fungus, germ, and mold. As a result, the amorphous components on its surface can be removed while internal hydroxyl group is exposed. The absorption of moisture would also weaken the interfacial bonding between RSP and PLA.
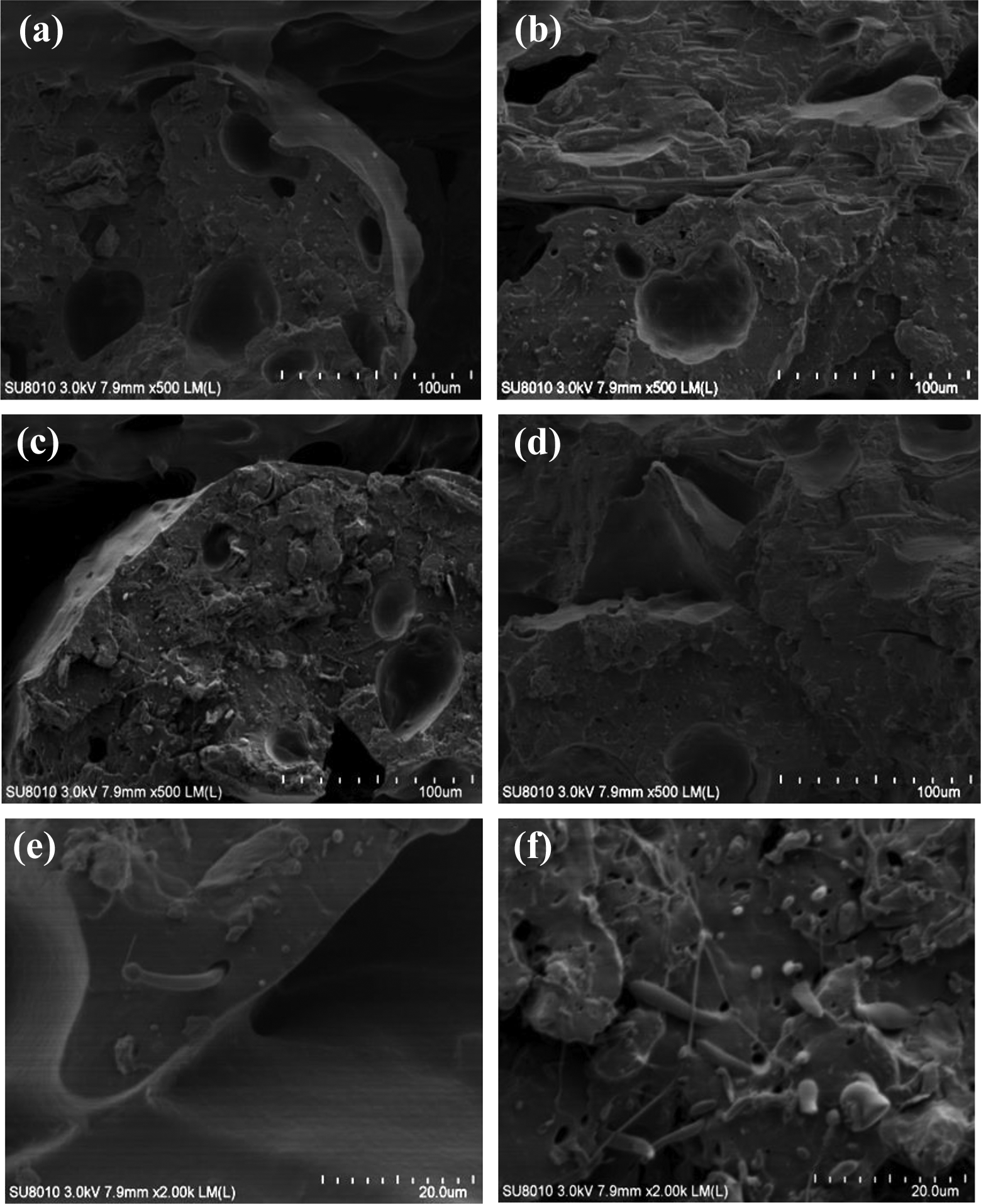
SEM micrograph of cross section of biocomposites reinforced with soil buried RSP of (a) 0 day (500×), (b) 10 days (500×); (c) 20 days (500×); (d) 30 days (500×); (e) 0 day (2000×); (f) 20 days (2000×). SEM: scanning electron microscope; RSP: rice straw powder.
Mechanical properties
Fused deposition modeling process can clearly produce biocomposites with poorer tensile properties compared to those manufactured by compression molding. The microstructure and relatively high porosity induced by low molding pressure can account for these trends by promoting damage mechanisms. 29
The tensile strength and modulus of the 3D-printed RSP/PLA biocomposites are shown in Figure 4(a) and (b), respectively. From the figures, we can learn that, prolonging the soil burial time of rice straw induced a reduction of both the tensile strength and the tensile modulus of RSP/PLA biocomposites; the tensile properties became poor more obviously after burial for 10 days. Buried for 30 days, the tensile strength and modulus of RSP/PLA biocomposite reduced to 20.62 and 238.02 MPa, respectively, undergoing a reduction of 12.70% and 23.88%, respectively, compared to the sample with the rice straw not being soil buried.

Mechanical properties of 3D-printed RSP/PLA biocomposite. 3D: three dimensional; RSP: rice straw powder; PLA: polylactic acid (a) strength (b) modulus.
A similar trend can also be observed with the flexural properties from Figure 4. Soil burial of rice straw decreased both the flexural strength and the flexural modulus of RSP/PLA biocomposite at the first 10 days. However, prolonging the burial days further caused a more significant decrease in the flexural properties. Fused deposition modeling samples with the rice straw being soil buried for 30 days dropped to 39.22 and 1411.12 MPa, undergoing a reduction in flexural strength and flexural modulus of 12.16% and 11.04%, respectively, compared to the samples with the rice straw not being soil buried.
As one of the popular natural fibers, rice straw is mainly composed of cellulose, hemicellulose, and lignin, with a small quantity of extractives, such as fats, proteins, simple sugars, pectins, starch, glycosides, and essential oils. 31,32 When rice straw was buried, these extractives were easier to be decomposed by microflora; as a result, gaps appeared among the fibers inside the straw, fiber continuity was destroyed, which led to poor adhesion between fiber and PLA, and the strengths of RSP/PLA biocomposite accordingly reduced.
To better understand the mechanical properties of various parts, the tensile stress–strain curves were investigated and are shown in Figure 5. As can be inferred from Figure 5, all the specimens fractured at elongation as low as less than 5%, which exhibits typical characteristics for brittle polymers. In addition, the elongation at break decreases with the prolong of degradation time; this suggests that the soil burial of rice straw makes the composite more ductile.

Stress–strain curves of 3D printed RSP/PLA biocomposite. 3D: three dimensional; RSP: rice straw powder; PLA: polylactic acid.
Thermal stabilities
The thermogravimetric and first derivative thermogravimetric curves of the samples are shown in Figure 6. The decomposition of RSP/PLA biocomposite with rice straw not being buried started at around 269.6 °C, while the composites with rice straw being buried for 10, 20, and 30 days started degradation at 289.8 °C, 291.0 °C, and 297.2 °C, respectively; the major decomposition of the samples with the powder of rice straw being buried for 0, 10, 20, and 30 days took place at temperatures of 322.0 °C, 328.8 °C, 332.3 °C, and 339.2 °C, respectively. The recorded results showed that the soil burial of rice straw resulted in an increase of thermal stability of RSP/PLA biocomposite. The longer the rice straw was buried, the more thermally stable the composite would be.

Thermal degradation curves of 3D-printed RSP/PLA biocomposite: (a) TG curves; (b) DTG curves. TG: thermogravimetric; DTG: derivative thermogravimetric; 3D: three dimensional; RSP: rice straw powder; PLA: polylactic acid.
Nonisothermal crystallization behaviors
The melting and crystallization behaviors of polymers are not only important for crystalline structure and crystallinity but also has a crucial influence on final properties of the material. 20 Herein, the effect of RSP of different soil burial days as filler on the crystallization and melting behavior of 3D-printed samples is explored by means of DSC.
Figure 7(a) and (b) shows the DSC curves of the four samples during the cooling process and the second heating process, respectively; the corresponding thermal properties are summarized in Table 2. It can be seen that all four samples presented a glass transition (T g) around 60 °C, similar to the previous reports, 21,22 but T g increased slightly with the prolong of the soil burial time of rice straw. The increase in T g could be attributed to a more restricted mobility of the polymer chains, as a consequence of the cross-link of chains during soil burial. Table 2 lists that there are no major differences in the melting temperatures (T m) of the four samples; in other words, it can be concluded that soil burial had little effect on T m.

Crystallization behaviors of 3D-printed RSP/PLA biocomposite composite: (a) cooling process; (b) second heating process. 3D: three dimensional; RSP: rice straw powder; PLA: polylactic acid.
DSC data of biocomposites reinforced with RSP of different soil burial days.

DSC: differential scanning calorimetry; RSP: rice straw powder.
Concerning the crystallinity (χ c), the value increased significantly from 5.9% for the sample with rice straw not being soil buried to 8.9% for that with rice straw being soil buried for 10 days and then decreased gradually with the prolong of the soil burial days of rice straw, as listed in Table 2. However, we can also learn from Table 2 that all the samples showed poor crystallinity (less than 9%).
X-ray diffraction results
Independent crystallinity studies of the samples reinforced with the powder of rice straw being soil buried for different days were made by X-ray diffraction (XRD). As shown in Figure 8, all the samples presented similar diffraction patterns whose diffraction peaks were weak and broad, indicating that all the samples were almost amorphous with less crystallinity; even so, however, the biocomposites with the powder of rice straw being soil buried for 10 days and 20 days (1st and 2nd cycles, respectively) exhibited a little stronger reflection at 2θ = 16.2° and 19.5° due to diffraction from (020) and (203) planes of PLA, 33,34 and the other typical reflection peak at 2θ = 22° was also observed. The results mean that, the samples with RSP being soil buried for 10 and 20 days have greater crystallinity (χ c) than the other two samples, which is confirmed by the crystallization calculation listed in Table 2 based on DSC test.
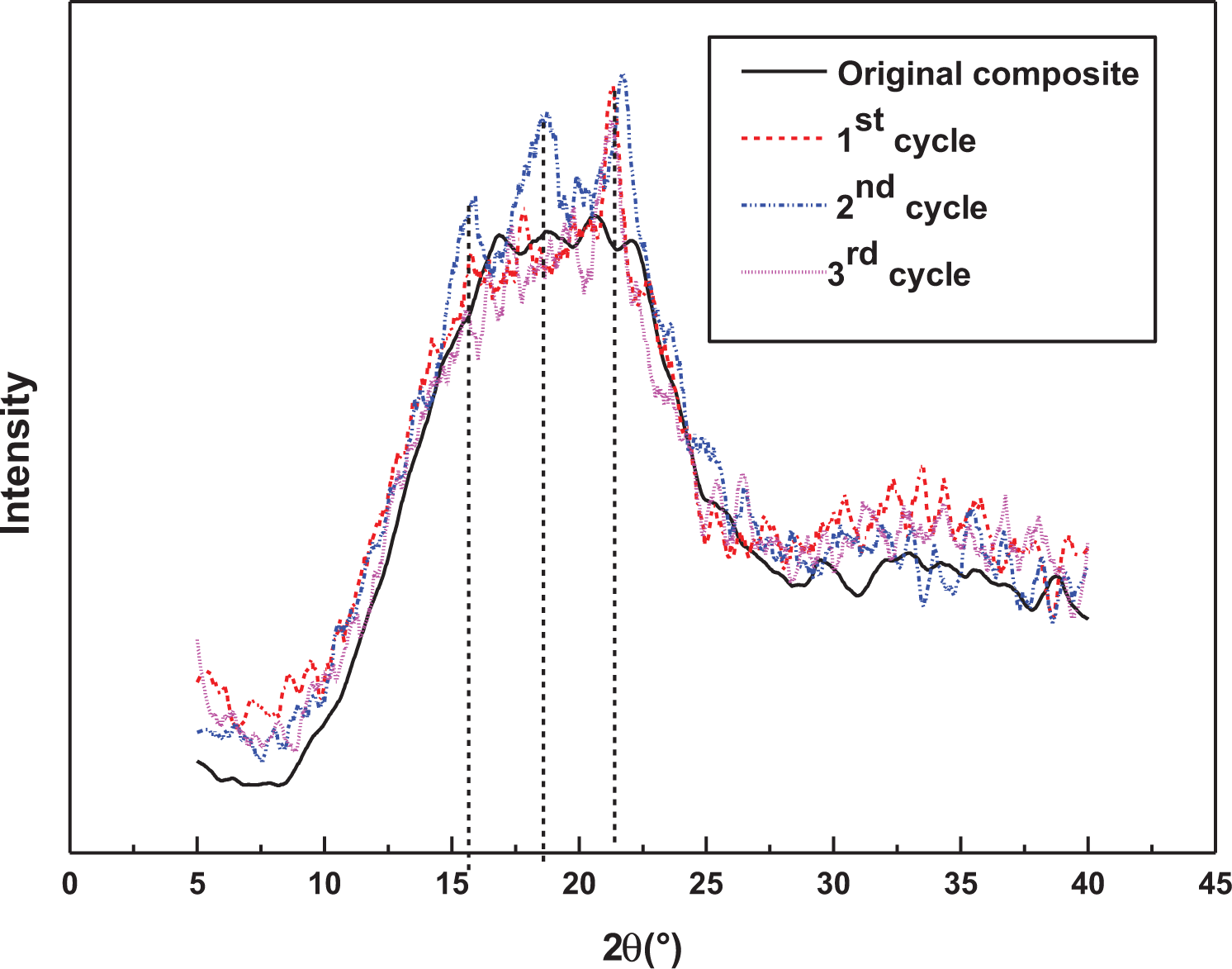
XRD curves of 3D-printed RSP/PLA biocomposite composite. 3D: three dimensional; RSP: rice straw powder; PLA: polylactic acid.
Conclusions
This research aim is developing a fused deposition modeling 3D-printed RSP/PLA biocomposite and studying the effects of the burial days of rice straw on the morphology and properties of the RSP/PLA biocomposite. The following conclusions are drawn from this work: The RSP/PLA biocomposite cross section was rough before rice straw exposed to soil burial; there were some cavities with large holes induced by fused deposition modeling on the surface. Soil burial of rice straw caused more cavities with large holes and more serious fiber pullout on the cross sections of the samples. Soil burial of rice straw weakened both the tensile and the flexural properties of fused deposition modelling printed RSP/PLA biocomposite. The tensile and flexural strength dropped by 12.70% and 12.16%, respectively, compared to those before rice straw being soil buried, and the tensile and flexural modulus dropped by 23.88% and 11.04%, respectively, after the rice straw being soil buried for 30 days. Soil burial of rice straw improved the thermal stability of fused deposition modeling printed RSP/PLA biocomposite, while had little effect on the crystallinity. XRD curves showed wide broad and relatively low intense peaks for all samples, which indicated that all samples are almost amorphous with less crystallinity.
Footnotes
Acknowledgments
The authors of this article would like to thank Professor GU Hai from Jiangsu Key Laboratory of 3D Printing Equipment and Application Technology, Nan-tong Institute of Technology for his constructive advices on the experiment methods.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Natural Science Foundation of the Jiangsu Higher Education Institutions of China (19KJB430025), the Jiangsu Key Laboratory of 3D Printing Equipment and Application Technology (2018KFKT06), and the Special Foundation of the Jiangsu “333 high-level personnel training project” of China (BRA2019290).