
Abstract
Previous researchers tried to improve the mechanical properties of 3D printed part by adding short or continuous, natural, or nonnatural fibers as the reinforcement for thermosetting or thermoplastic matrix. None of the research found in the literature incorporates continuous natural pineapple leaf fiber as the reinforcement for polylactic acid (PLA) matrix by using 3D printing. The objective of this research is to investigate the tensile strength, the elongation, and the dimensional error of the 3D printed parts made of continuous pineapple leaf fiber-reinforced PLA composite using different values of extrusion temperature and feed rate. The experiment involves 32 factorial design with two replications and, therefore, prints 18 tensile test specimens according to ASTM D638. Based on the result of the experiment, it can be concluded that the use of continuous pineapple leaf fiber as the reinforcement for the PLA matrix increases the tensile strength of the composite. The use of continuous pineapple leaf fiber does not increase the dimensional error value of the composite part beyond the maximum value of the common fused deposition modeling printed part. Moreover, the required time to print the composite part is the same as the required time to print the pure PLA part. However, the elongation of the composite part is lower than the pure PLA part.
Introduction
The emergence of 3D printing, or is commonly referred to as additive manufacturing, is triggered by the need to deliver a product prototype to a customer in shorter time duration. Later, 3D printing is mostly being applied to build various customized products. Customized products are products that are made by order with small production volume. Fused deposition modeling (FDM) is the most widely applied 3D printing technology. The FDM works by extruding thermoplastic material, which has been heated up to its melting point through a nozzle and then depositing the extruded material layer by layer.
Various thermoplastic polymers such as polylactic acid (PLA), acrylonitrile butadiene styrene (ABS), and polyimide are being used as the material of FDM in the shape of filament. The ABS material has better ductility, elongation, and flexural strength compared to the PLA material, but it emits gas in the printing process. The PLA material is more environmentally friendly material than the ABS material because it is produced from renewable resources and degrades faster than the ABS material. However, the PLA material is stiffer and more brittle than the ABS material. 1
Despite the wide applications of the FDM 3D printer, the part printed by using the technology has low mechanical properties. As a result, the printed part has a limitation to be used as a structural part. Additional materials as reinforcement need to be added to the polymer matrix to achieve better mechanical properties of the composite material. 2 Furthermore, the addition of the reinforcement could produce a lighter composite. However, the addition will reduce the quality of the surface finish and increase the dimensional error of the printed part.
Previous researchers tried to improve the mechanical properties of 3D printed part by adding short or continuous carbon, glass, and aramid fibers as the reinforcement for thermosetting or thermoplastic polymer matrix.3–11 However, these fibers are categorized as nonnatural and nonrenewable materials. As a result, they are not environmentally friendly and limited in supply.
Therefore, other research investigated the addition of various short or continuous natural fibers as the reinforcement for thermosetting or thermoplastic polymer matrix. 12 These researchers studied the effect of the natural fibers content on the mechanical properties of the composite. The natural fibers are derived from bamboo, 13 coconuts, 14 oil palm, 15 banana, 16 kenaf,17,18 or pineapple19,20 tree. They could be obtained as harvested or industrial waste products. The natural fibers offer many advantages compared to the nonnatural fibers such as lighter, stiffer, stronger, easier to recycle, easier to degrade, and cheaper.21–26 The research found that the addition of the natural fibers increases the mechanical properties of the composite.
According to Yang et al., 7 , Parandoush and Lin, 26 Naranjo-Lozada et al., 12 Matsuzaki et al., 27 Namiki et al., 28 Tian et al., 29 and Harris et al., 30 the use of continuous fibers as the reinforcement creates a composite that has better mechanical properties compared to the use of short fibers. However, the use of continuous fibers as the reinforcement causes difficulties in the 3D printing. It requires an additional process to incorporate continuous fibers into the matrix. In addition, the printing process requires different process parameters compared to the use of pure material.
Pineapple leaf fiber is a natural material that is extracted from a pineapple leaf. The fiber is obtained by separating the fiber and the gummy substance of the pineapple leaf. The fiber is mostly used as materials for textiles, wallpaper, and rope. The shape and the dimension of the fiber make it possible to insert the fiber into the 3D printer nozzle. The length of the cylindrical fiber ranges from 55 cm to 75 cm with a diameter between 0.1 mm and 0.5 mm. The fiber also has higher tensile strength compared to other natural fibers. According to Sanjay et al. 23 and Saba et al. 18 , the tensile strength of the pineapple leaf fiber is between 170 MPa and 1627 MPa and its elongation is between 0.8% and 2.4%. Therefore, the pineapple leaf fiber is a promising material as the reinforcement for the polymer matrix.
Previous studies found in the literature focused on the use of nonnatural fibers such as carbon, glass, Kevlar, and aramid fibers in the continuous fiber-reinforced composite material for 3D printing.7,12,27,28,29 None of the research found in the literature incorporates continuous pineapple leaf fiber as the reinforcement for the PLA matrix by using 3D printing. The use of the continuous pineapple leaf fiber as the reinforcement for the PLA matrix is expected to create an environmentally friendly composite that has better mechanical properties. The objective of this research is to investigate the properties of 3D printed parts made of continuous pineapple leaf fiber-reinforced PLA composite using various values of printing process parameters. The investigated properties of the printed part are limited to tensile strength, elongation, and dimensional error. In addition, this research also collects the printing time data to have insight related to the productivity of the 3D printing process that uses continuous pineapple leaf fiber as the reinforcement. The results of this research will pave a way for the use of continuous pineapple leaf fiber as the reinforcement for the PLA matrix in producing an environmentally friendly part with better mechanical properties by using 3D printing.
Experimental setup
The 3D printer used in this research is ANET A8 3D Printer Prusa I3, manufactured by Shenzhen Anet Technology Co., Ltd., with a print area of 220 mm × 220 mm × 240 mm. The printer has extruder equipment with a 0.4 mm nozzle diameter. The extruder equipment also consists of roll feeder and hotend components. The roll feeder is used to feed the material and the hotend is used to heat the material. The components of the extruder equipment and how the pineapple leaf fiber is incorporated with the PLA filament in the extruder equipment are shown in Figure 1.
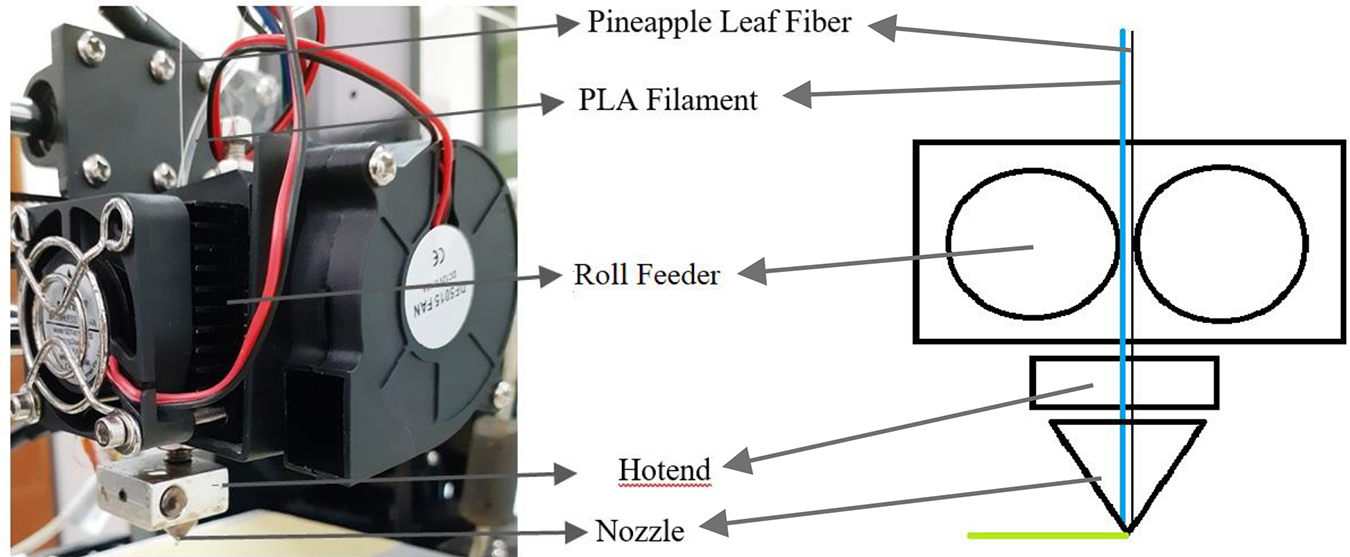
Extruder equipment and incorporation process.
First, the pineapple leaf fiber as the reinforcement and the PLA filament as the matrix are inserted at the input hole of the extruder equipment. The pineapple leaf fiber is prepared to have a diameter of 0.1 mm. The PLA matrix is fabricated into a filament shape with a diameter of 1.75 mm. The diameter of the PLA filament follows the requirement of a 3D printer. Then, the fiber and the filament are fed to the hotend by using the roll feeder and heated by the hotend. The pineapple leaf fiber and the PLA filament are combined in the extruder equipment with the volume ratio 1:4. The fiber and the filament are combined at the hotend to form a melting PLA composite. After that, the melting PLA composite is extruded through the nozzle. Finally, the composite material is printed layer by layer to build a printed part.
To generate the printing path of the nozzle, Slic3r Prusa software, developed by Prusa Research, and Repetier-Host software, developed by Hot-World GmbH & Co. KG are used. Both are also applied to set the 3D printing process parameters. According to Suteja and Soesanti, mechanical properties of a 3D printed part are affected by various printing parameters such as build orientation, layer thickness or layer height, feed rate or infill deposition rate, infill density, deposition angle or raster angle or infill angle, extrusion temperature, infill pattern, number of outer shell layers, shell thickness, material type, printer type, strain rate, coloring agent, and nozzle diameter or infill width. 31 This research investigates the properties of 3D printed parts made of the composite material for different values of extrusion temperature and feed rate as presented in Table 1.
Value of each variable parameter.
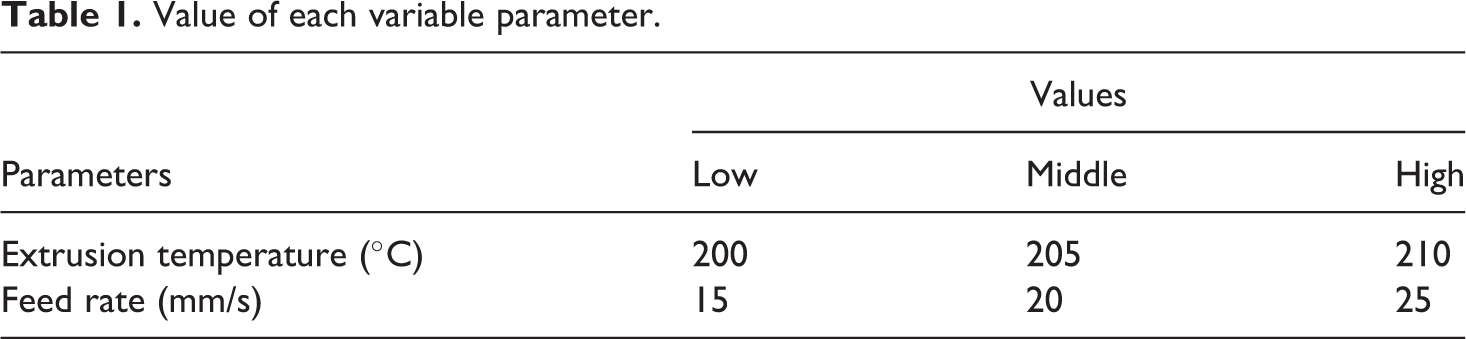
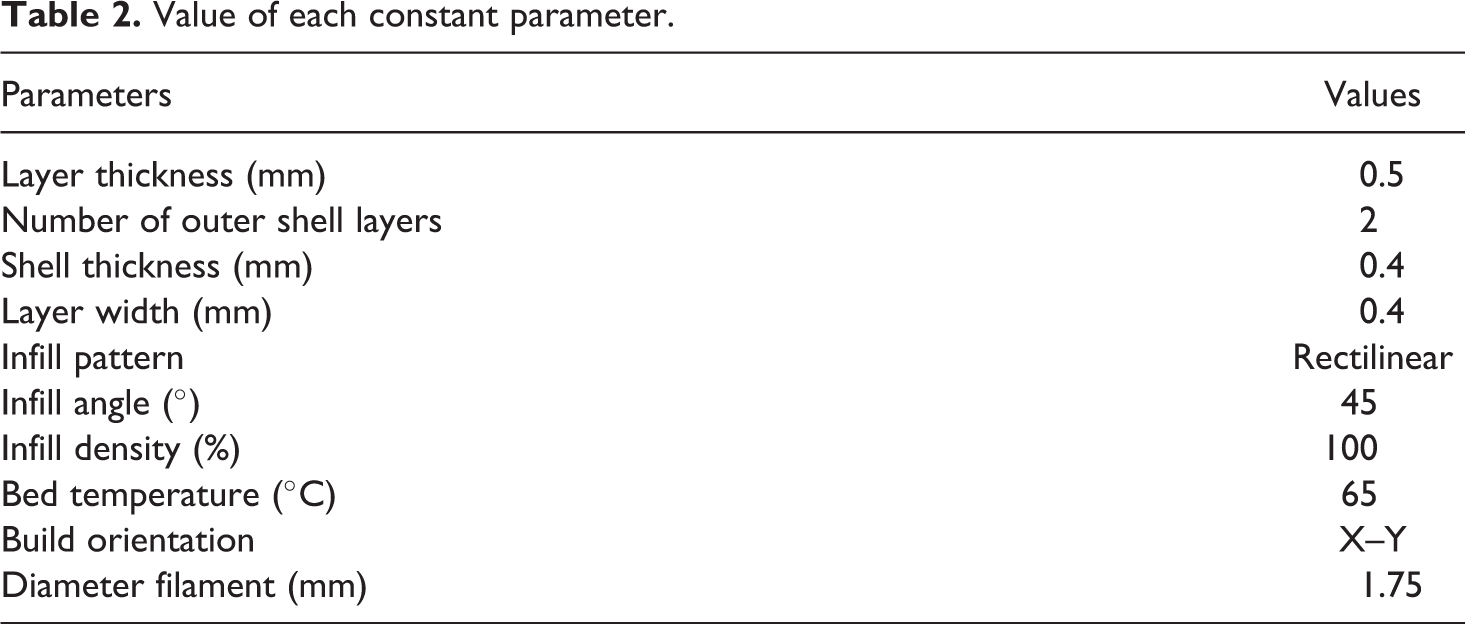
The extrusion temperature values are determined based on the condition of the pineapple leaf fiber. If the extrusion temperature is set below 200°C, the fiber will not able to be inserted through the nozzle. At the temperature, the PLA filament is too viscous and causes the fiber to be stuck in the hotend. Meanwhile, the pineapple leaf fiber will be burned in the hotend, if the extrusion temperature is set above 210°C. Therefore, this research implements three-extrusion temperature values between 200°C and 210°C. Furthermore, the feed rate value should not be set below 15 mm/s. At the feed rate, the pineapple leaf fiber is charred and broken up in the hotend. Meanwhile, the feed rate value above 25 mm/s causes the pineapple leaf fiber to be broken because the movement of the nozzle results in the fiber receives excessive tension. The other 3D printing process parameters are determined as constant values based on the tools and material catalogs and literature review. Table 2 presents the constant parameter values of 3D printing.
Value of each constant parameter.
The 3D printed part, build in this research as a case study, is a tensile test specimen according to ASTM D638. 32 The dimensions of the standard specimen are shown in Figure 2. This research aim is to investigate the tensile strength, elongation, and dimensional error of the printed part. In addition, this research also collects the printing time data. Therefore, the experiment involves 3 2 factorial design with two replications. In total, 18 experiments are conducted to print 18 specimens. The tensile strength value of each specimen is measured by using a Universal Testing Machine, manufactured by GOTECH testing Machines Inc. The dimensional error value is determined based on the accumulation of the difference between the actual and the designed length, width, and thickness of the specimen. The actual length, width, and thickness are measured by using a caliper with 0.01 mm of accuracy. The caliper is also used to measure the final length of the specimen after the break for calculating the elongation value.
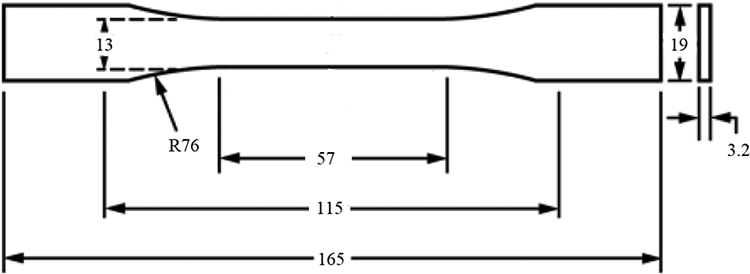
Specimen dimension (in millimeter).
Results and discussion
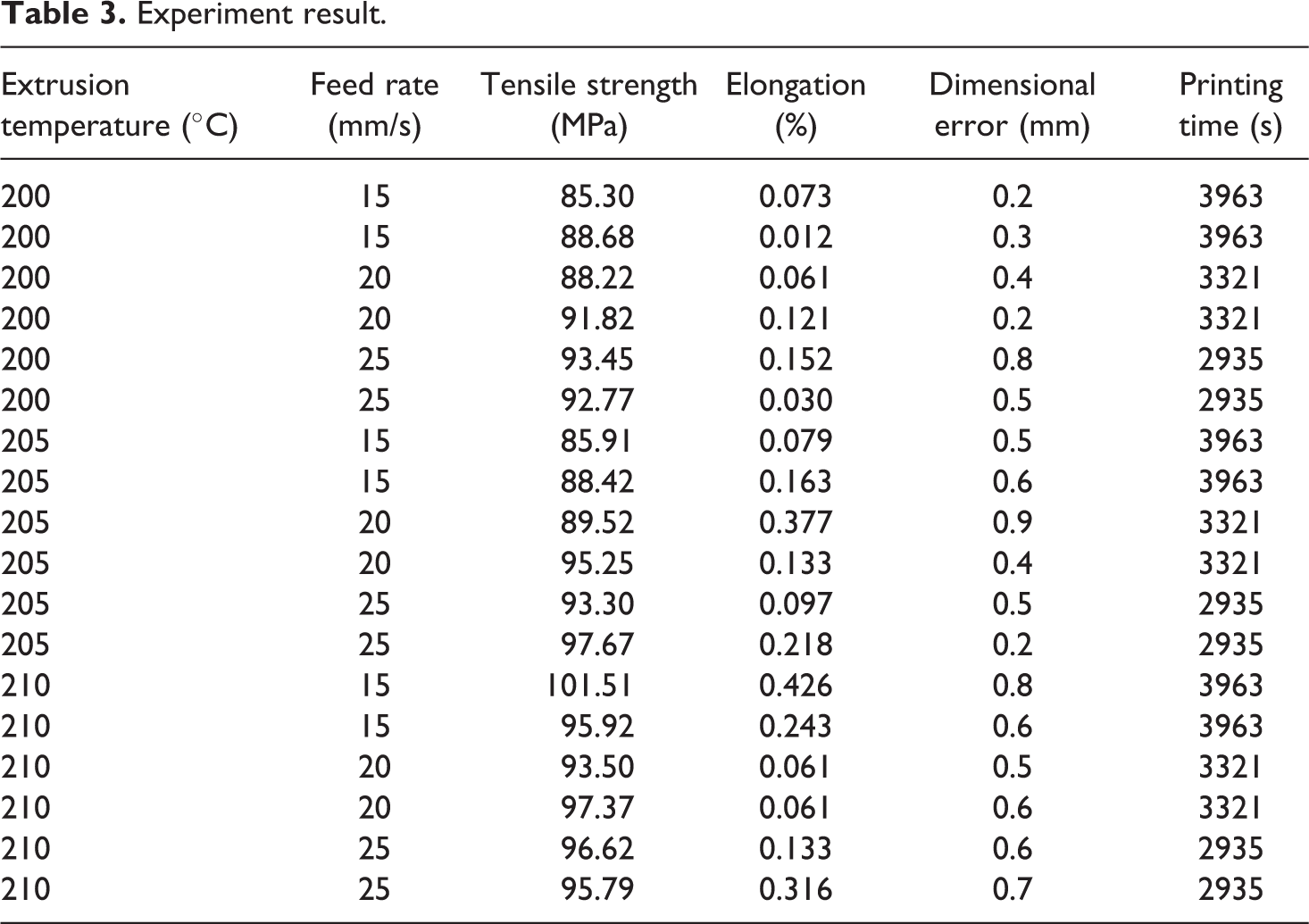
The results of the experiment for each combination of extrusion temperature and feed rate are presented in Table 3. Figure 3 shows the average and the standard deviation (SD) values of tensile strength, elongation, dimensional error, and printing time for each extrusion temperature and feed rate. Higher SD value at a certain variable parameter means that the parameter is more affected by the other variable parameter.
Experiment result.
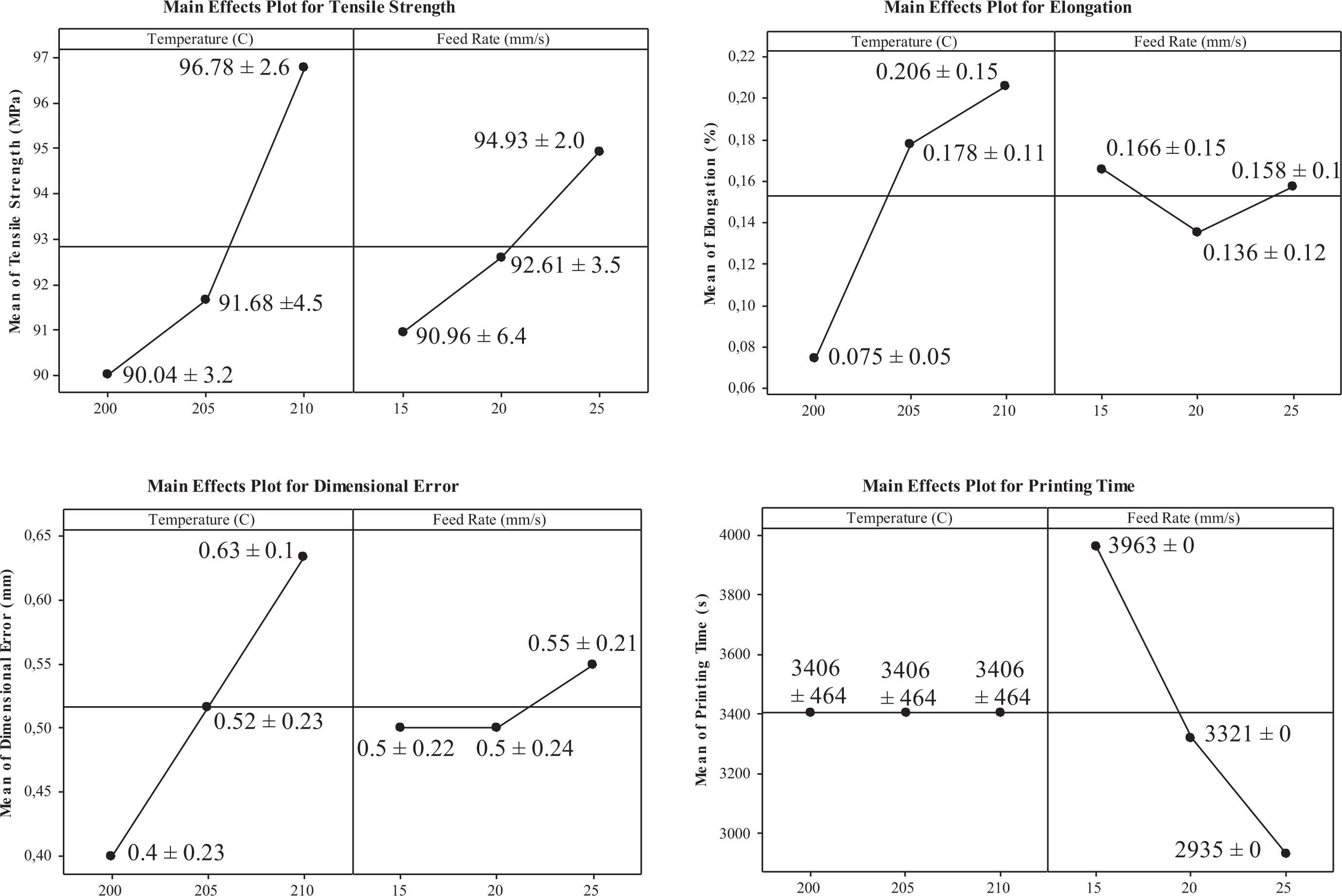
Average and SD values of each property.
As can be seen in Figure 3, the tensile strength average values of the specimens made of continuous pineapple leaf fiber-reinforced PLA composite vary between 90.04 MPa and 96.78 MPa. Based on the tensile strength measurement of the standard specimens printed using the same extrusion temperature and feed rate, the tensile strength average values of the specimens made of pure PLA for each parameter vary between 81.82 MPa and 89.44 MPa. It indicates that the tensile strength average value of the composite specimen is higher than the average value of the pure PLA specimen for each temperature and feed rate. The tensile strength of the composite specimen is increased because the pineapple leaf fiber as the reinforcement has higher tensile strength value compared to the pure PLA. For that reason, the addition of the reinforcement strengthens the composite. Based on the analysis of variance study shown in Figure 4, which is conducted with a confidence level of 95% and a significance level of α = 0.05, it is shown that the tensile strength of the specimen made of continuous pineapple leaf fiber-reinforced PLA composite is significantly influenced by the extrusion temperature. As shown in Figure 3, the higher the extrusion temperature and the feed rate at the experimental range, the higher the tensile strength of the composite specimen.
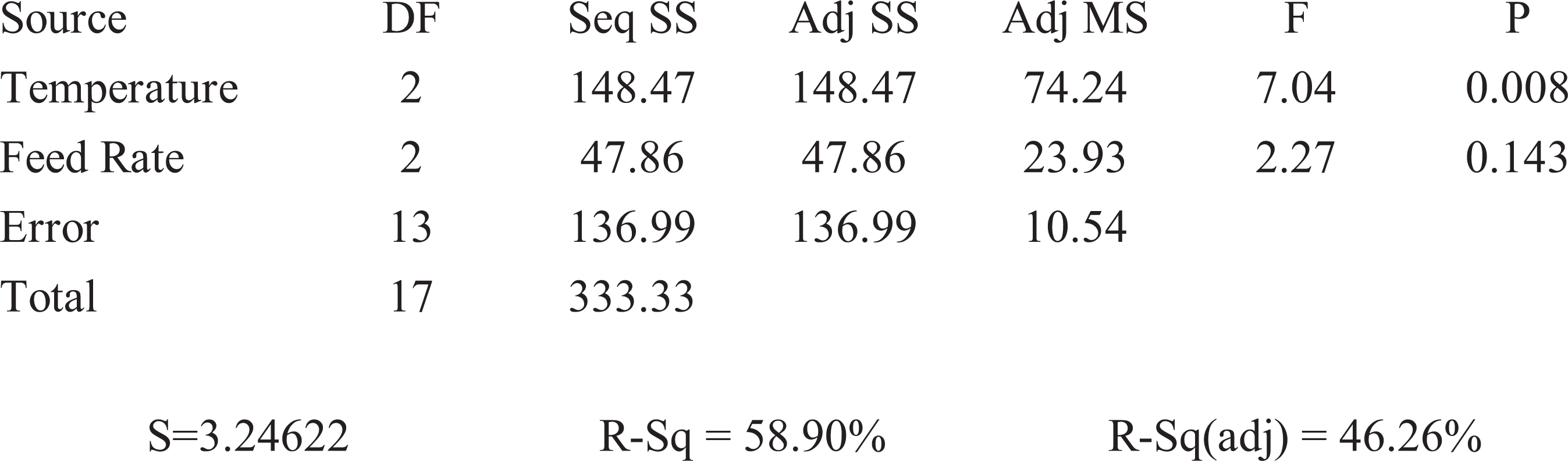
ANOVA for yield strength.
Figure 3 also shows that the elongation average values of the specimens made of the continuous pineapple leaf fiber-reinforced PLA composite vary between 0.075% and 0.206%. Based on the elongation measurement of the standard specimens printed using the same extrusion temperature and feed rate, the elongation average values of the specimens made of pure PLA for each parameter vary between 0.097% and 0.283%. Therefore, the elongation average value of the composite specimen is lower than the average value of the pure PLA specimen. The reduction of the elongation value is caused by the addition of the continuous pineapple leaf fiber that has lower elongation value compared to the pure PLA. According to Cho et al., the elongation of pure PLA could reach 6%. 33 The elongation of the composite specimen is much lower than pure PLA because of the anisotropic characteristics of the printed specimen. Figure 3 reveals that the increase in the extrusion temperature increases the elongation of the composite specimen. The elongation value increases because higher extrusion temperature increases the diffusion among the filament layers of the specimen.
Al-Ahmari et al. found that the common FDM systems produce a printed part with a maximum dimensional error of 1 mm. 34 In this research, the dimensional error average values of the specimens made of continuous pineapple leaf fiber-reinforced PLA composite vary between 0.4 mm and 0.63 mm. Therefore, the use of the continuous pineapple leaf fiber as the reinforcement does not worsen the dimensional quality of the composite specimen. Based on the experimental data shown in Figure 3, the increase in the extrusion temperature and feed rate causes an increase in the dimensional error of the composite specimen. The dimensional error increases because the higher temperature composite has a lower viscosity and therefore lower accuracy. However, the use of the maximum extrusion temperature at the experimental range does not cause the dimensional error value of the composite specimen exceeding the maximum value produced by the common FDM printer.
As shown in Figure 3, the extrusion temperature does not have any influence on the printing time. Meanwhile, the printing time decreases as the feed rate increases. As the pineapple leaf fiber is combined with the PLA filament started from the roll feeder through the hotend to the nozzle, the required time to print the composite specimen is the same as the required time to print the pure PLA specimen.
Conclusions
The use of continuous pineapple leaf fiber as the reinforcement of the PLA composite for 3D printing material offers several advantages. First, the composite is environmentally friendly and abundantly available as its constituent materials are renewable. Second, the use of continuous fiber as the reinforcement increases the tensile strength of the composite. The average tensile strength of the composite reaches 96.8 MPa. Third, the maximum average dimensional error of the part made of the composite is 0.63 mm. It means that the use of continuous pineapple leaf fiber does not increase the dimensional error value of the composite part beyond the maximum value of the common FDM printed part. Fourth, the required time to print the composite part is the same as the required time to print the pure PLA part. However, the elongation of the composite part is lower than the pure PLA part. As the increase in the extrusion temperature increases the elongation of the composite part, the temperature needs to be optimized to achieve higher elongation and tensile strength at the upper limit value of dimensional error.