
Abstract
Centralized high-throughput purification laboratories routinely produce large numbers of test tubes with fractions containing the purified compounds of interest interspersed with test tubes containing fractions collected from undesired peaks. Because the next step after purification entails the removal of the solvent in a centrifugal evaporator with multiple sample positions per rotor, select test tubes must be labeled prior to dry-down to track the identity of each compound. The diversity of test tube sizes and tray configurations from different chromatography system vendors complicates this labeling task. Therefore, the development of an automated tube labeler that can accommodate a multitude of test tube and tray sizes can reduce the chances of error as well as reduce the hands-on labor required to complete this tedious but essential task. Custom hardware and software have been implemented to inform and to enable the Pick-n-Place arm of a commercially available Tecan EVO robotic system to pick up and present select tubes, filled with purified chromatography fractions from a multitude of vendor trays, to a custom label application station integrated with a commercially available Zebra label printer. Particular challenges existed with accurately positioning tubes in Agilent G1364-84544 trays onto the deck of the instrument. The resulting instrument reduces hands-on time for labeling fractions by approximately 60%.
Introduction
One of the realities of high-throughput purification laboratories using preparative scale high-performance liquid chromatography is that a large number of test tubes containing fractions of a purified product need to be handled. These fractions typically contain the products of interest as a solution in a mixture of water and acetonitrile, which needs to be evaporated to yield the final purified product. Proper labeling of each test tube is the only way to track compounds through the evaporation (dry-down) processes. Our centralized purification laboratory purifies hundreds of compounds every day, so automating the step of tube labeling recoups time for these chemists to focus on more complex purifications involving grams of compound or more exotic chromatography, such as supercritical fluid chromatography. Furthermore, when tubes containing the desired compounds are sitting in a sea of seemingly identical tubes containing undesired peaks, the potential exists for accidentally labeling the incorrect tube. The elimination of a potential source of human error is another benefit of automated tube labeling.
Commercially available test tube labeling systems were found to be unsuitable for this task for five primary reasons. The first is that the test tubes are filled with liquid, so tubes must remain upright throughout the process. The second is that not every tube needs to be labeled, and the labels must contain specific, human-readable information associated with that particular tube, including chemist name, compound ID, and chromatographic method, so prior labeling of tubes is unacceptable. Third, the labels on the test tubes must hold up to the solvents contained in the tubes and must be easily human readable, ruling out direct printing of the information onto the test tubes. Fourth, the labeler must handle a multitude of tube sizes and tray types without tool or gripper changes or reracking of tubes into alternate racks or the setup time will eliminate any hands-on time savings. Finally, the entry of setup information, generated from the chromatography instruments generating the fractions, must be automatic upon scanning of the sample set barcode and a file lookup on a network file share.
With no suitable, commercially available option for labeling test tubes, we were forced to design and develop our own custom hardware and software to accomplish this task.
Materials and Methods
A top-down drawing of the overall system is shown in Figure 1 . A 2 m Tecan Evo instrument with a Pick-n-Place (PnP) arm serves as the primary platform. A model 110Xi III plus 600 dpi thermal transfer Zebra printer, using 1- × 1.5-inch solvent-resistant Z-Ultimate 3000T labels from Zebra, part 70970, is the only other off-the-shelf assembly used. Custom graphical user interface software, written in C# and running on Windows 7, controls the Tecan PnP through low-level toolbox functions to position the arm in X, Y, and Z, to open and close the gripper, and to rotate the gripper. The software communicates with the Zebra printer through serial port ZPL II language commands to check label and ribbon supply levels, to transfer and format the information on the labels, and to control the printing process. The remaining components of the system, including the slapper, brush, vacuum and air pressure valves, and optical sensor for detecting correct tube pickup, are controlled through digital input/output channels of National Instruments (NI) 9421, NI cRIO-9472 modules plugged into an NI compact DAQ 9178 USB device.
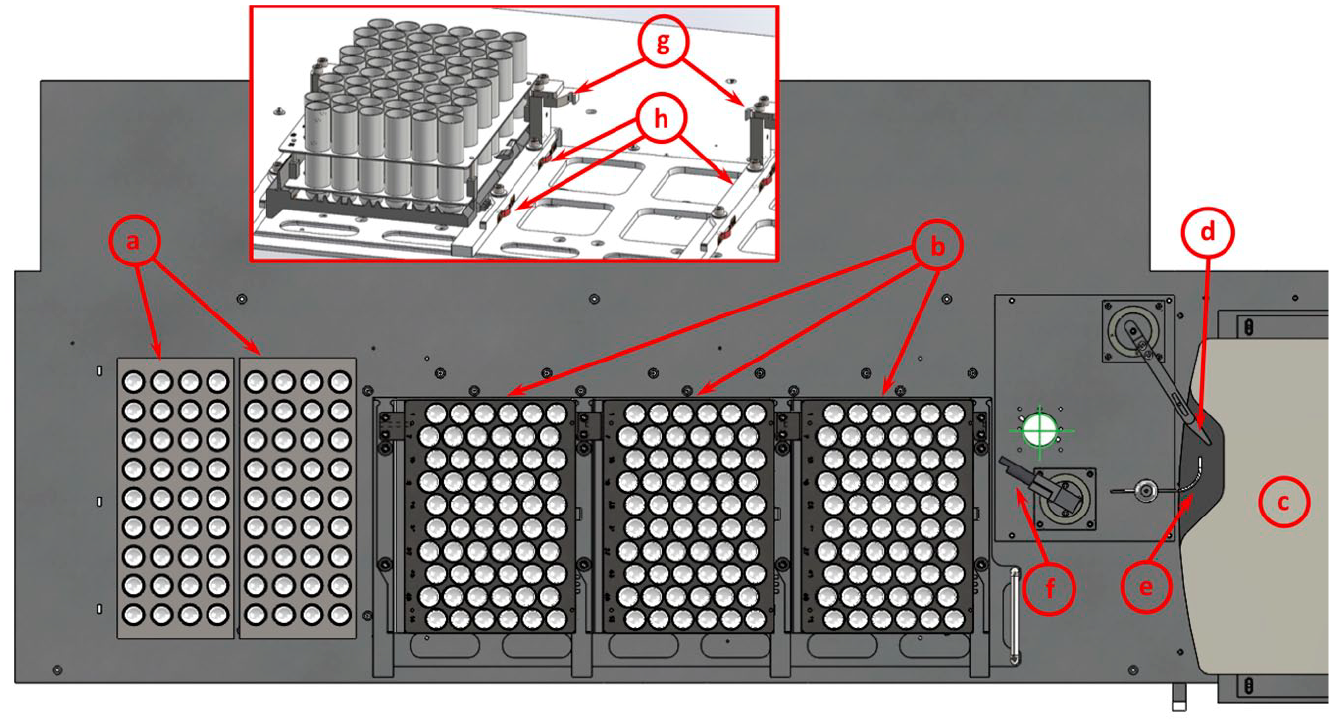
Labeler deck components. Tube is positioned at green crosshairs with PnP for label application. (
Although we based our automated tube labeler on a Tecan instrument, any robotic instrument would work equally as well provided the arm possesses two critical capabilities: full revolution about its axis and a four-point closing mechanism for its gripper. Full rotation of the gripper greatly simplifies the application of the label to the tube, eliminating the need for a separate rotary stage and gripper that can accommodate different tube diameters and lengths. Four-point closure of the gripper fingers facilitates picking up tubes of varying diameters from trays with very tight tube packing without the need to change grippers between tube and tray types.
For fraction racks or trays coming from most chromatography instruments ( Fig. 1a ), the test tubes can be precisely positioned onto the deck of the Tecan instrument by utilizing the locating features present in the vendor’s rack or tray. The use of a 2 m wide instrument maximizes the loading capacity of the automated labeler.
After purification, the purification team uses an unrelated, custom-developed software package to review purification data and select fractions containing the desired product for dry-down. That software then generates a comma-separated values (CSV) text file, identified by a barcode corresponding to the purification sample set. Users interact with the labeler control software by scanning the barcode associated with a purification sample set with a handheld scanner operating in keyboard emulation mode. Once the sample set barcode is scanned, the labeler software retrieves the needed label data from a file on a network file share. This file not only identifies the location of each test tube to be labeled, along with all information to be printed onto the label, but also informs the instrument about the type of tube and tray to expect. Utilizing trained and stored positions, the labeler can pick up each tube specified in the setup file. Immediately after each desired test tube is picked up, the instrument confirms that the tube was successfully picked up and that the printer has sufficient labels and ribbon to print a label. The printed label comes out of the printer (
Fig. 1c
) and is blown onto a vacuum hold-down (
Fig. 1d
) by a constant flow of air (
Figs. 1e
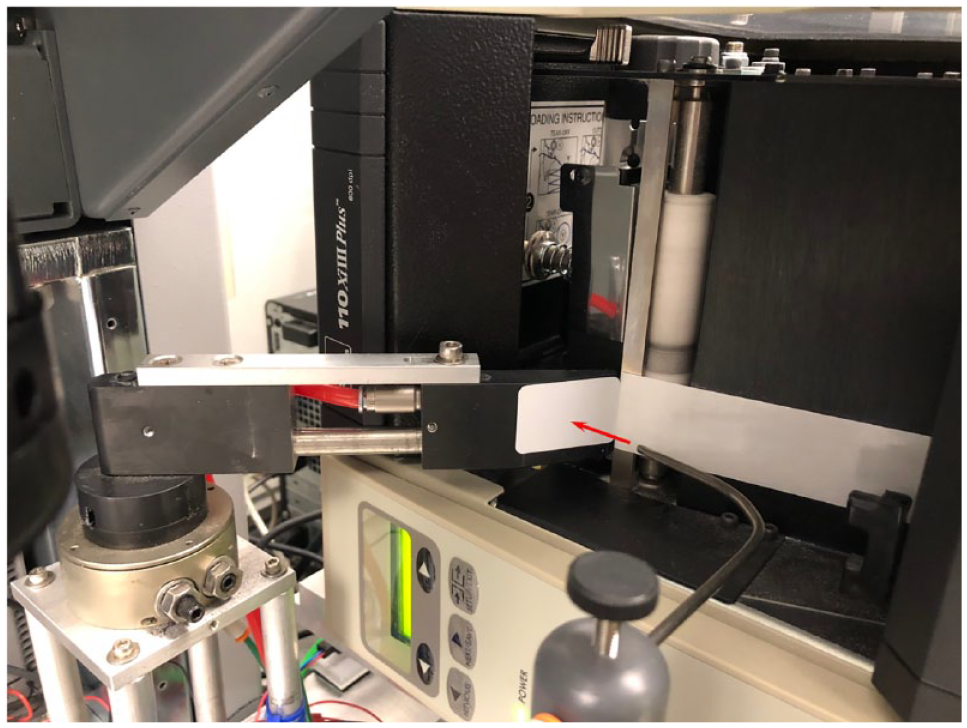
Air jet pushes printed label onto vacuum “slapper” chuck, ready for application onto the side of the tube.
The hold-down is then actuated to “slap” the label onto the test tube and the vacuum switched to air pressure to release the label. A slight counterrotation of the tube applies the short, unadhered flag of the label by passing it between the hold-down and the tube. Reversing the rotation then applies the rest of the label to the tube by having a brush ( Fig. 1f ) press the label against the rotating tube ( Fig. 3 ).
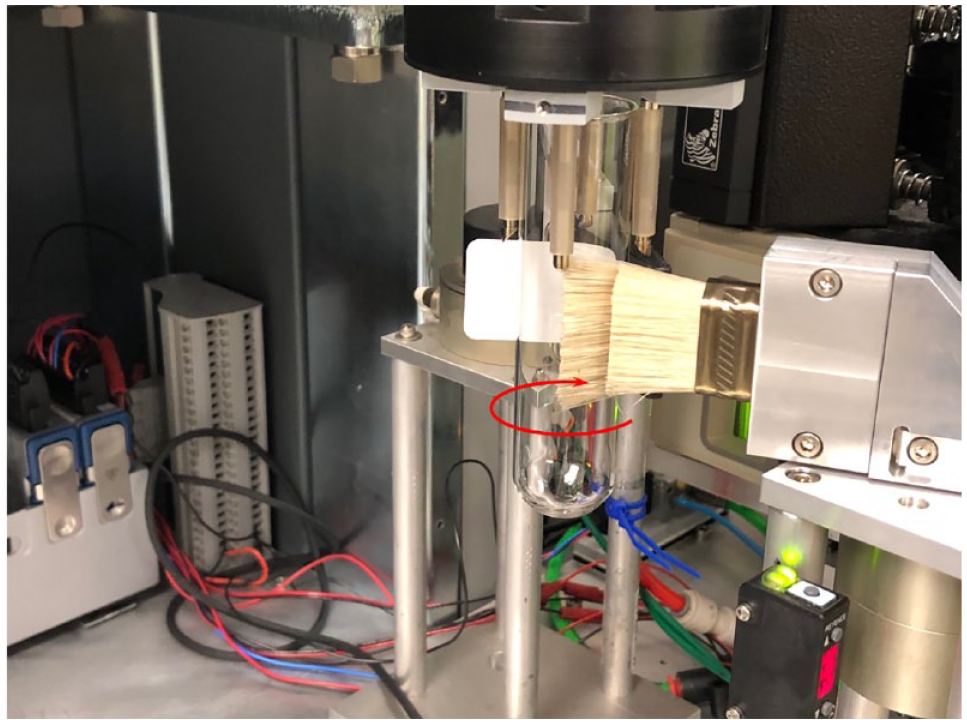
Brush applies even pressure over the label as the tube is rotated in the direction shown.
Finally, the labeled tube is returned to an empty tray to facilitate subsequent loading onto a centrifugal evaporator, and the process is repeated for the next tube in sequence.
The most difficult engineering challenge was picking 25 × 100 mm test tubes from Agilent G1364-84544 trays. 1 This is because those particular trays are insufficiently rigid to hold the fraction tubes in a precise enough pattern to enable blind picking of tubes from a predesignated position (see supplemental video available online). This variability in tube position made it impossible to position the gripper fingers reliably outside of any desired tube for pickup. Because we did not want to implement a vision system to guide grippers to test tubes, we instead decided to modify the trays.
Each tray received a plate insert, placed at the bottom, to hold all the test tubes at the same height and keep them nominally vertical ( Fig. 4 ). This extra piece is required because in the unmodified tray the test tubes are held at heights that differ by as much as 4 mm, depending on whether or not the tray’s molded plastic reinforcements are under the tube. Furthermore, there is no pocket for the bottom of the tube to sit in, so without the insert, tubes can lean into each other, making blind pickup of tubes nearly impossible.
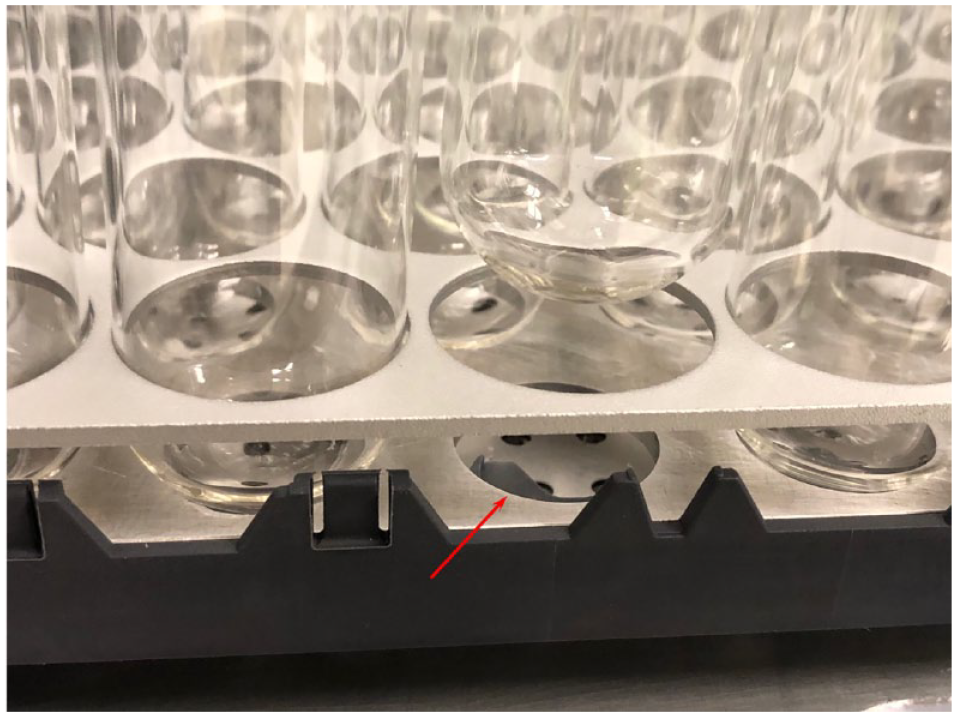
Close-up of tube tray bottom insert. The round bottom of tubes accurately registers on the machined hole.
To position the trays themselves onto the deck of the Tecan instrument, we designed a custom tray holder ( Fig. 1 inset) that rigidly held the spacer pieces between the upper and middle tiers of the tray ( Fig. 1g ) to lock the vertical position of each tube and precisely located the bottom right edge of each tray onto the deck of the robot ( Fig. 1h ). Loading of the tray is accomplished by sliding each tray into the holder from the front of the instrument ( Fig. 5 ).
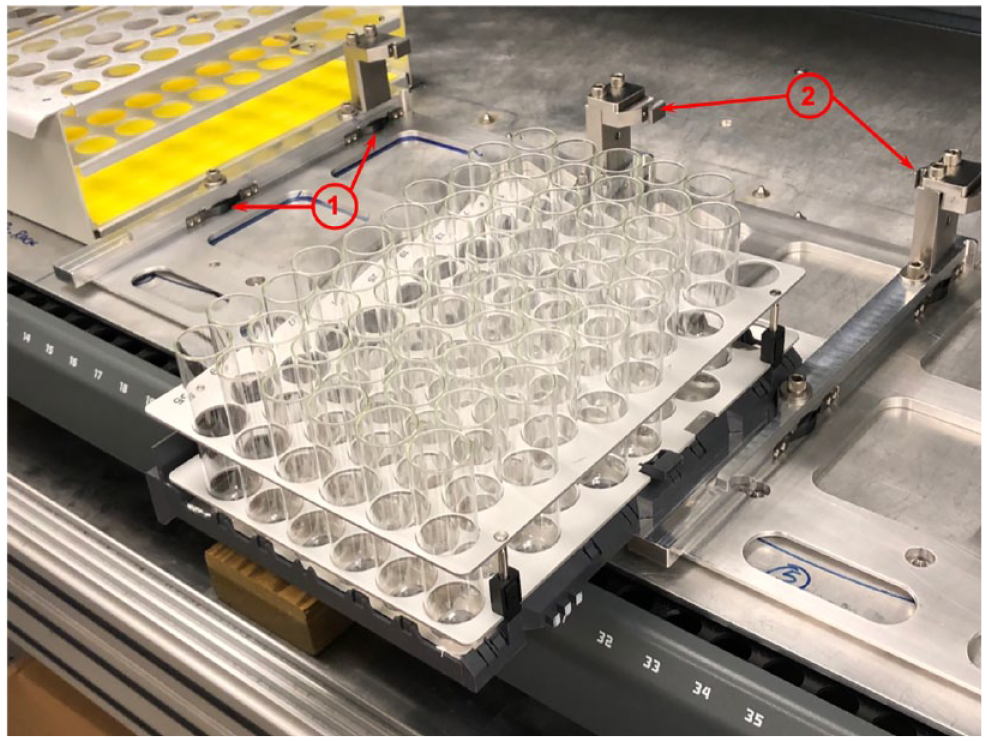
Custom deck hardware for Agilent tray. Flat springs (1) register tray to the right side and clamping towers (2) stabilize the upper tray level by securing standoffs.
Despite these efforts to locate the test tubes in precise positions on the deck of the instrument ( Fig. 1b ), a final adjustment to the process of picking up each tube was still needed due to the tight packing of tubes in the tray. To start, the gripper is closed midway between the open and closed positions and slowly lowered down to the tube. Because each gripper fingertip is beveled, the action of lowering centers the target tube between the fingers while ensuring the neighboring tubes do not impede the lowering process ( Fig. 6 ). When the target tube lip is partway up the beveled face, the lowering action is briefly paused and the gripper opened fully. This has the effect of pushing away all the neighboring tubes. The tube pickup is completed by fully lowering the gripper, closing the fingers, and then lifting the tube to a clearance height (see supplemental video available online).
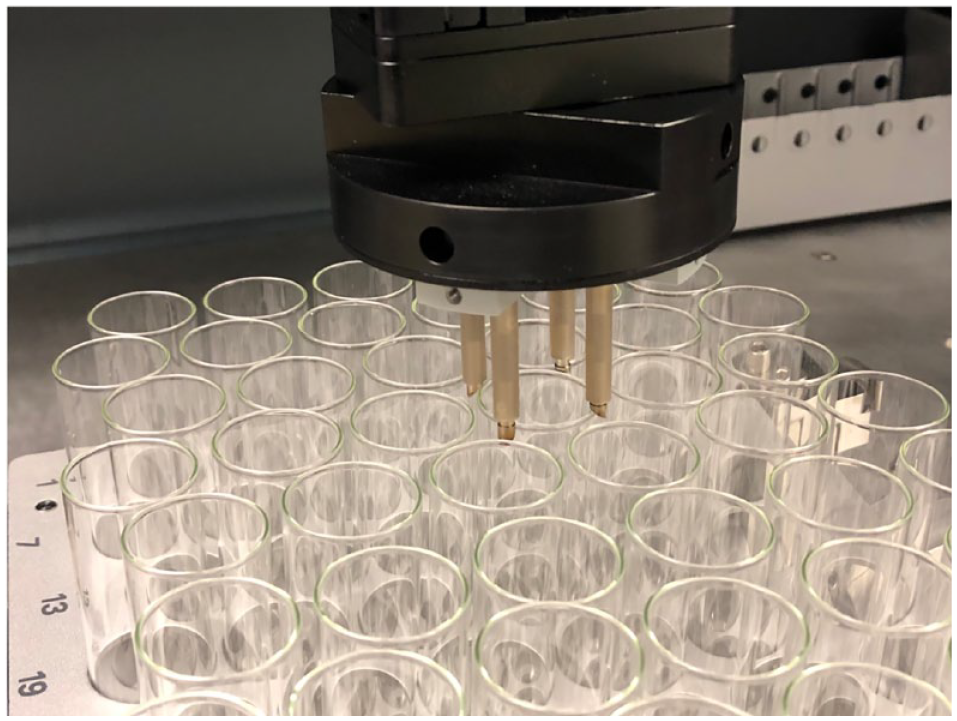
Beveled tips on gripper fingers center the selected tube prior to picking.
Discussion and Results
The use of the automated labeler reduces the hands-on time for labeling tubes by approximately 60% (see supplemental video and information available online). In addition, the chances of accidentally labeling the incorrect tube are eliminated. Furthermore, the process of labeling tubes is the same regardless of the fraction collector used.
After some simple modifications of a particularly challenging test tube tray from Agilent, we were able to develop an automated test tube labeler, with significant utility in high-throughput purification laboratories, capable of labeling fractions in a variety of sizes and coming from a wide variety of chromatography instrument vendors.
Footnotes
Acknowledgements
We acknowledge the other members of the Automation Engineering/Specialized Research in Chaotic Systems (SPaRCS) group that provided advice and guidance with implementation of the automated tube labeler: Jonathan Trumbull, Stan Kantor, and David Sutherland. In addition, the members of the Analytical and Purification Sciences group provided invaluable feedback during instrument debugging: Tomas Galicia and Frank Wagenaar.
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: J.Y.P., P.A.S., D.C.Y., and D.P.B. are all employees of AbbVie. W.L. was an employee of AbbVie at the time of the study. The design, study conduct, and financial support for this research were provided by AbbVie. AbbVie participated in the interpretation of data, review, and approval of the publication.
Supplemental material is available online with this article.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.