
Abstract
The paper represents the “state of the art” on sustainability in construction materials. In Part 1 of the paper, issues related to production, microstructures, chemical nature, engineering properties, and durability of mixtures based on binders alternative to Portland cement were presented. This second part of the paper concerns the use of traditional and innovative Portland-free lime-based mortars in the conservation of cultural heritage, and the recycling and management of wastes to reduce consumption of natural resources in the production of construction materials. The latter is one of the main concerns in terms of sustainability since nowadays more than 75% of wastes are disposed of in landfills.
Keywords
Introduction
In Part 1 of this paper, issues related to the production, microstructures, chemical nature, engineering properties, and durability of mixtures based on binders that are an alternative to Portland cement were presented. This second part of the paper concerns the use of traditional and innovative Portland-free lime-based mortars in the conservation of cultural heritage and recycling, and the management of wastes to reduce consumption of natural resources in the production of construction materials. The latter is one of the main concerns in terms of sustainability since nowadays more than 75% of wastes are disposed of in landfills.
Traditional and innovative Portland-free lime-based mortar for conservation of historical heritage
Traditional historic mortars
The addition of natural or artificial pozzolans to lime mortars was practiced since the dawn of civilization. Volcanic eruptions occurred worldwide, and provided ancient populations with natural pozzolanic materials. 1 In the absence of volcanic materials, man learned to use crushed bricks or pottery fragments (cocciopesto when mixed with lime). Earlier use of pozzolans has been proven for Galilean archaeological sites dating back to the Neolithic period. 2 Further evidence has been found in Crete and Greece.2–5 Nevertheless, it is only in Ancient Rome that pozzolanic materials have undergone systematic exploitation. It is probably during the century II BC that the Romans discovered the hydraulic properties of the volcanic ash in the area near Puteoli. 6 Hence, the name pulvis puteolanus was given to the material, from which the modern term pozzolan is derived. Natural aggregate was used as a pozzolanic agent during the Roman Empire.7–12 The number of ancient buildings surviving time and natural injury testifies well to the extraordinary properties of such Roman mortars. 13 Since ancient times, knowledge and expertise have been summarized by various authors. Vitruvius points out the ability of harena fossicia14,15 to impart solidity to structures even in water.16,17 Pliny the Elder (Naturalis Historia) confirms the extraordinary property of pozzolanic materials in consolidating marine structures. 18
Natural pozzolans were also a main component of opus caementicium, regarded as the precursor of modern concrete.7,10,19–24 The opus caementicium was used both to fill the void between outer brick or stone wall edges and for hydraulic structures.7,19,21,25–27 During the Imperial Age, it became the construction material for most public works.28–32
Starting from E. B. van Deman’s 33 pioneering work published in 1912, ancient Roman mortars have been attracting increasing interest from the scientific community. Despite this, the complex physical and chemical transformations involved in mortars’ hardening have not yet been fully understood. Significant progress, based on microscopic analysis, has recently been made.34–40 Specifically, studies demonstrate that the monuments built in Rome throughout the first four centuries AD 29 contain Pozzolane Rosse, scoriae erupted by the Alban Hills volcano during the mid-Pleistocene pyroclastic flow. 30 Studies carried out on mortars manufactured using the same materials as in the Trajan Markets in Rome have shown 34 a crystalline phase, strätlingite, growing at interfacial regions as a consequence of the pozzolanic reaction, thus providing significant mechanical improvement. 34 The capability of strätlingite for the distribution of force at interfaces positively influences the mechanical properties of mortar, contributing to blocking the propagation of cracks and microfractures.34,41 The observed behavior opens up new perspectives not only for a deeper understanding of the relationship between structure and properties in ancient Roman mortars, but also for designing new materials solutions for the restoration and formulation of novel Portland-free sustainable mortars with superior performance in terms of durability and toughness. 42
Nanolime in conservation of cultural heritage
European cultural heritage (ECH) is of paramount importance. For this reason, ECH has to be protected following the main “Restoration Principles” outlined in international charts (compatibility, recognition, and little invasive). Materials’ deterioration can be prevented or slowed down by conservative repairs, consisting of restoration and preventive treatments. 43 So far, conservation science has focused on polymer-based conservation materials. Organic protectives are, however, generally physically/chemically incompatible with an inorganic substrate. 44 For this reason, nowadays, the application of inorganic nanomaterials such as calcium hydroxide nanoparticles in hydro-alcoholic dispersion (nanolime) has been successfully introduced in CH for the consolidation of calcareous substrates, in order to reach a compromise between compatibility and efficacy of the intervention. 45 Actually, nanolime presents the ability to penetrate deep into damaged zones, high reactivity, and fast reactions in the carbonation process.
The procedure adopted to prepare nanolime particles mainly consists of chemical methods, carried out at high temperature and/or high pressure, in aqueous, alcoholic, or organic solvents.45–49 An recent innovative single-step process, based on an anion-exchange process, to produce nanolime in water at room temperature, has been patented. 50 The nanolime, dispersed in ethanol, iso-propanol, or water–alcohol mixtures, is composed of pure, crystalline, and thin hexagonal lamellas (Figure 1). Recent studies reveal that the lamellas can be composed of nanoparticles <10 nm in length and 6 nm in thickness.51,52 Nanolime dispersions are successfully employed on wall paintings, stuccoes, and frescoes, and in the refurbishment of architectonic surfaces.53–62 In particular, both in wall paintings and in frescoes, the nanolime guarantees a re-adhesion of detached paint layers on the wall substrate.45,53,54 Promising results are also obtained on stones and mortars, in terms of superficial consolidation as well as reduction of water absorbed by capillarity (up to 70%).56–62 Nanolime is able to penetrate up to some millimeters from the stone surface, filling the pores without occluding them. Moreover, when applied in diluted dispersions (<5 g/l), nanolime does not produce any relevant chromatic alteration on the stone surface.
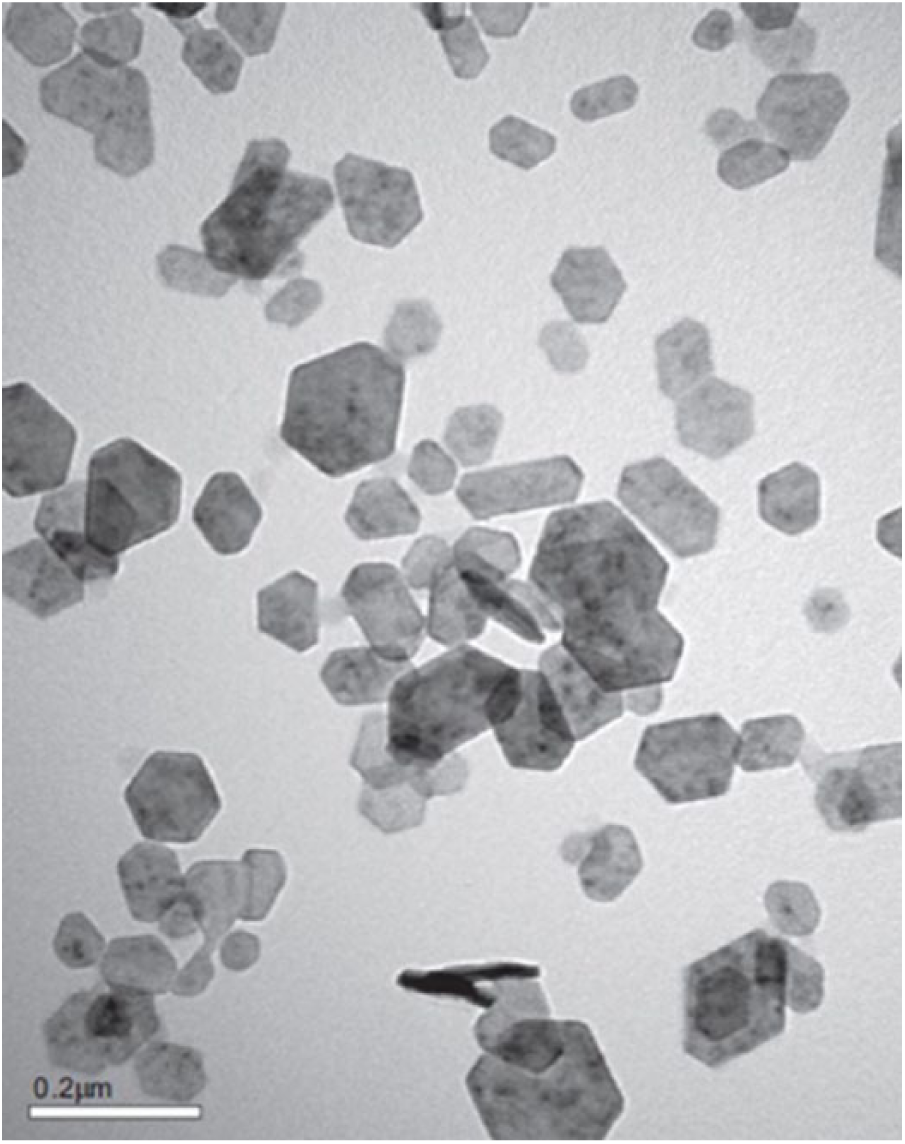
Transmission electron microscopy image of commercial nanolime.
From the results obtained in the different cases, nanolime can represent a promising material for the restoration and preservation of historic works of art, perfectly combining consolidation efficacy with its physico-chemical compatibility with the original historic lime-based material.
Waste management and recycling
Recycled glass
According to the United Nations, glass waste represents about 7% of the total solid waste available. Moreover, glass waste occupies extensive volumes of landfill due to its non-biodegradable nature.63,64 In addition, the glass industry uses a large amount of natural resources and energy, and it produces high CO2 emissions. Theoretically, glass can be recycled many times. Mixing different colored glass waste, however, makes the recycling process unfeasible and highly expensive. Thus, the concrete industry can represent a possible solution for an environmentally friendly management of glass waste. Furthermore, the use of glass waste in construction appears among the most sustainable options, since its use could reduce the environmental costs of concrete production.
Firstly, subject to its chemical composition, glass waste should be suitable as a raw material for cement production. 65 Moreover, being amorphous 66 and containing large quantities of silicon and calcium, glass is, in theory, pozzolanic if finely ground.66–71 Many studies72–75 have confirmed that ground-glass powder exhibits a good pozzolanic reactivity.72,73 An increase of finely ground-glass content, however, reduces the strength of concrete during the early stages due to a slower pozzolanic reaction compared to cement hydration and a lower cement content.75,76 Thus, different studies have investigated the optimum percentage of glass powder (5–30%) to replace cement, as well as the optimum particle size (0.1–100 μm). Based on the studies by Shi et al. 72 and Shao et al., 73 concrete with glass particles passing a 38 µm sieve replacing 30% of the cement exhibited a higher strength than a mixture with fly ash. Mechanical properties are more related to the physical characteristics of glass than to differences in terms of color or chemical composition. 77 Glass powder can contribute, after proper curing, to a beneficial refinement of the pores,66,76 and delays the penetration of ionic species.78–80 The only concern regarding the use of glass powder in cementitious materials is the potential alkali–silica reaction (ASR). Most of the expansion tests that have been carried out in studies72–79 have shown that ASR expansion decreased with an increase in the percentage of glass powder due to its pozzolanic behavior.
Glass waste 81 is of interest for replacing natural aggregates in concrete. Due to its low absorption capacity, recycled glass aggregate is able to improve freeze–thaw resistance, drying shrinkage, and abrasion. 82 Topçu and Canbaz, 82 Idir et al., 83 Corinaldesi et al., 84 Jin et al., 85 Poutos et al. 86 and Mladenovič et al. 87 found that a particle size less than 0.9–1 mm did not induce any harmful effects of ASR with 20% partial replacement of glass aggregate; with a lower particle size a higher percentage could be used safely. 76 To avoid an ASR reaction in concrete with glass aggregates, is necessary to reduce the size of glass particles and the glass content, and use porous lightweight aggregate87–92 or supplementary cementitious materials, including finely ground glass. 83
Several authors74,93 studied the combined use of waste glass as a partial replacement for cement and aggregate in the same mixture. Shayan and Xu 74 demonstrated that after increasing the amount of glass powder (up to 30%) no ASR effects were evident in a mixture with 50% replacement of natural aggregate with waste glass. Recently, processes for the production of expanded glass particles have been developed, and the use of this lightweight aggregate for concrete has been proposed by several authors.88–92 Carsana and Bertolini. 88 demonstrated that the combination of expanded glass and silica fume led to a structural lightweight concrete showing a high resistance to the penetration of aggressive agents. Based on the results obtained by Ducman et al., 89 in a recent study Bertolini et al., 94 have also verified the possibility of manufacturing lightweight mortars with expanded glass aggregates and glass powder replacing 30% of the cement. Preliminary results confirmed the beneficial effects of glass waste in terms of decreasing ASR expansion with respect to standard mortars (Figure 2).
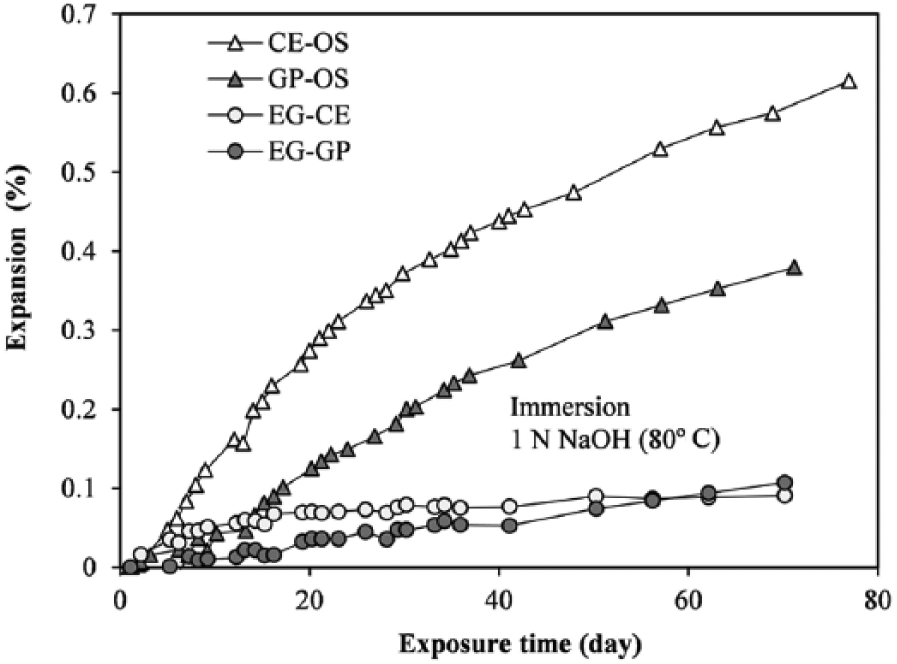
Expansion in time of mortar specimens with different combination of expanded glass (EG), ordinary sand (OS), glass powder (GP), and ordinary cement (CE).
Aggregates from automotive shredder residues
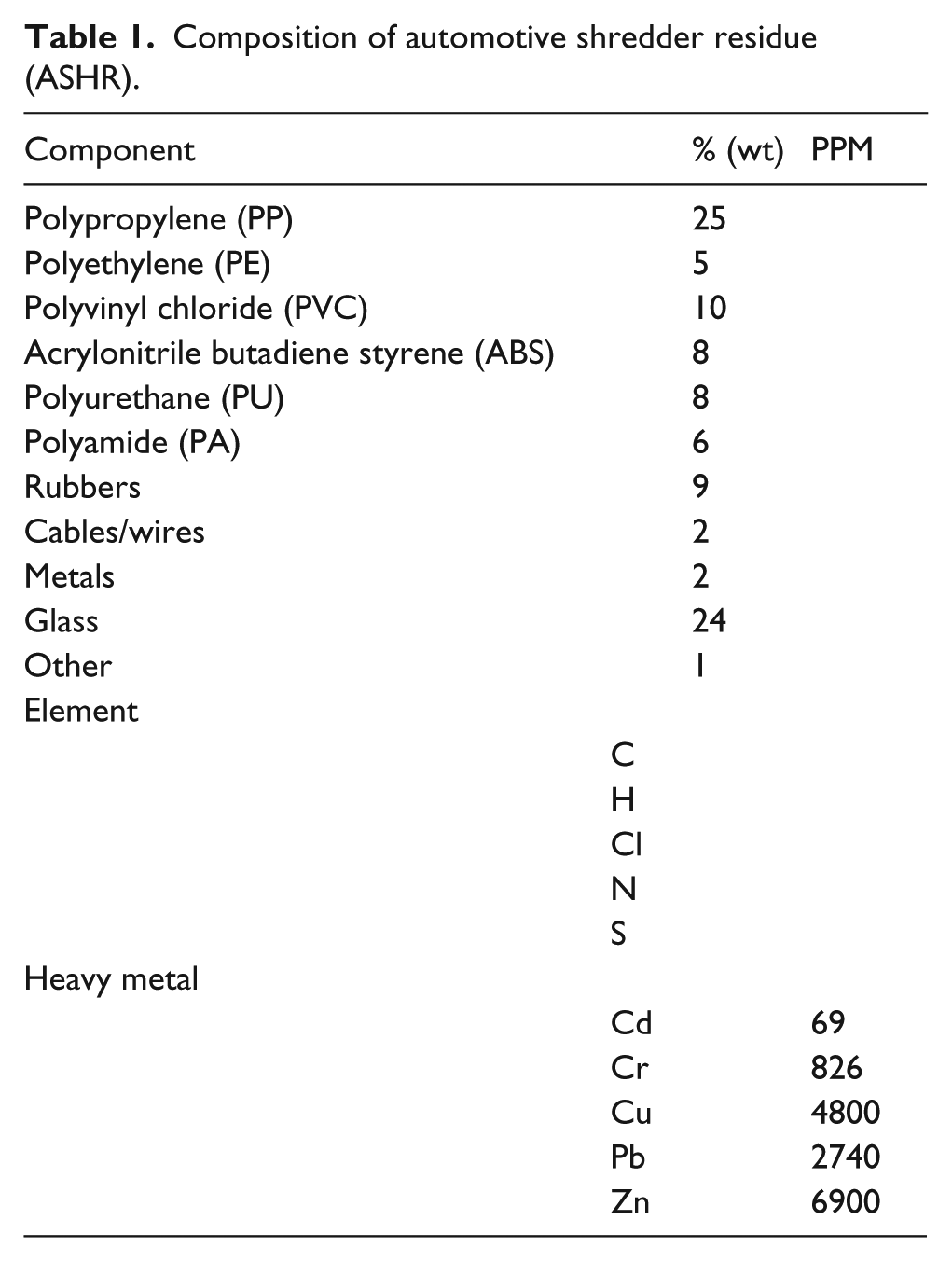
Every year in the world more than 50 Mt of end-of-life vehicles (ELV) are produced; 95 as a consequence yielding about 9 Mt of wastes. According to European Directive (2000/53/EC) more than 95% (by mass) of ELV produced after 1979 shall be reused and recovered and more than 85% must be recycled. Nowadays, about 80–95% of ELV are subjected to the disassembling of glasses, transmission components, tires, seats, and liquids drainage. At the shredding plant, an heterogeneous mix – “automotive shredder residue” (ASHR) – is produced, 96 made up of 75% fine combustible materials with a calorific value >13 MJ/kg. 97 (Table 1) This waste is highly contaminated with heavy metals,98,99 however, and it often contains mineral oils and fluids.100–105 In Europe, ASHR is classified as hazardous waste (Decision 2000-532-EC).
Composition of automotive shredder residue (ASHR).
Regarding the inorganic fraction, excellent results have been obtained transforming the finest particles of ASHR (<4 mm) into aggregates after chemical treatment with calcium sulfoaluminate or Portland cement.106–108 Rossetti106,107 pointed out an efficient process for aggregate production from ASHR, consisting of a preliminary separation step, where a fraction containing mainly inert and nonmetallic materials was sieved to obtain the required grading, followed by the mixing of this fraction with binding materials and a superplasticizer agent, to produce granules of up to 2000 kg/m3 specific weight. These aggregates were employed to manufacture concrete with a 28-day compressive strength in the range 25–32 MPa106,107,109 and noticeable freeze–thaw resistance. 109
Recycled aggregates in concrete
Concrete is one of the most widely used construction material in the world. In most cases, concrete elements are demolished at the end of their life, generating construction and demolition waste (CDW). Pure concrete waste can be obtained if all non-mineral dry building materials (plasterboards, wood, metals, plastics, glass) are removed before the demolition. All these extra materials can be recycled to produce eco-friendly plaster and mortars using wood chips, 110 waste glass,84,111 waste plastics particles,112,113 and bricks. 114
Concerning structural concrete, several papers showed the suitability of reusing up to 30% coarse recycled aggregate particles for concrete strength classes up to 40 MPa.115–120 Moreover, a correlation between the elastic modulus and compressive strength of recycled-aggregate concrete (RAC) was found by Corinaldesi, 116 showing that 15% lower elastic modulus is achieved by using 30% recycled aggregates, while tensile strength is reduced by 10% if the same concrete strength class is achieved by replacing 30% virgin aggregates with recycled concrete particles.115–119,120
In terms of drying shrinkage, lower strains are detected, especially for earlier curing times.115,116,121 Concerning time-dependent characteristics, creep behavior is more influenced by the presence of recycled aggregates than shrinkage.118,123
Even if 100% replacement of virgin aggregate is carried out using particles coming from the treatment of CDW, structural concrete can be prepared due to the positive effect on compressive strength achieved by adding fly ash/silica fume and an acrylic-based superplasticizer. 115 Moreover, if fly ash is added to RAC, the volume of macro pores is reduced, causing benefits in terms of mechanical performance such as compressive, tensile, and bond strengths.115,119 In addition, fly ash proved to be very effective in reducing carbonation and chloride ion penetration depths in concrete, even in RAC. 115
Finally, on the basis of the results obtained through cyclic loading tests of beam–column joints, those made of RAC showed adequate structural behavior.124,125 Pprevious encouraging results were obtained by using only coarse recycled aggregate, while many authors found that with RAC the fine fraction is particularly detrimental to both the mechanical performance and durability of concrete. For these reasons a more recent approach is to recycle for concrete production only the coarse recycled fraction. In several works114,126–131 the possibility of reusing the fine fraction waste as aggregate for bedding mortars was evaluated.127,128 Mortars containing recycled fine aggregates develop lower mechanical strength with respect to the reference mixture, particularly when recycled bricks are used. Nevertheless, the bond strength128–131 at the interface between the mortar and the brick turns out to be higher for mortars prepared with recycled aggregates.
A further opportunity can be the reuse of the very fine fraction (Figure 3) coming from the recycling of CDW as a filler for concrete, especially self-compacting concrete (SCC) mixtures.132–134 In particular, the rubble powder proved to be more promising with respect to limestone powder and fly ash as a mineral addition for SCC. In conclusion, an optimization of the self-compacting concrete mixture seems to be achievable by the simultaneous use of rubble powder and coarse recycled aggregate.
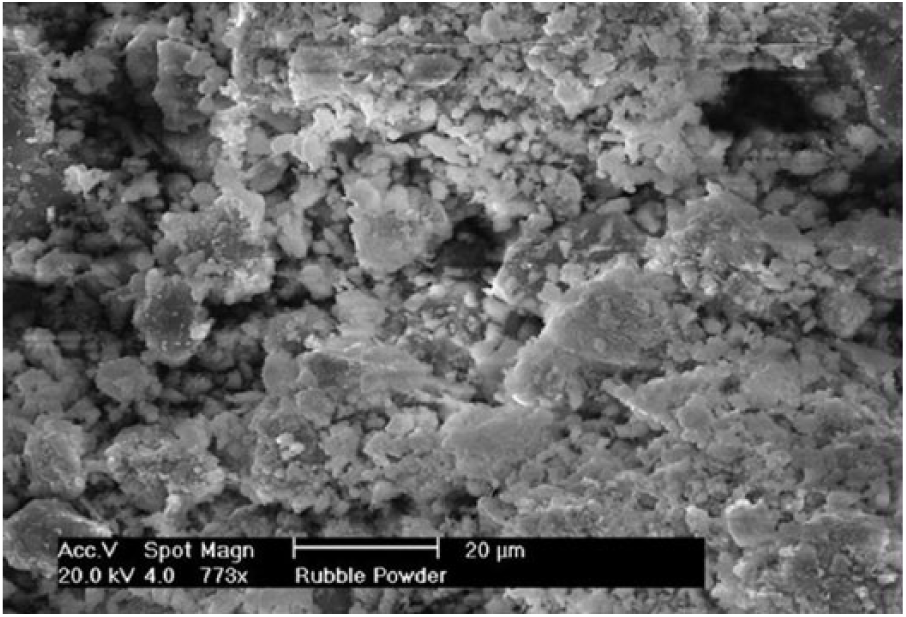
Scanning electron microscopy (SEM) image of construction and demolition waste powder at a magnification of about ×800.
Artificial aggregates in concrete
Industrial solid wastes (ISW) represent a widespread threat around the world due to the effects of pollution to human health and the environment. The specific treatment of ISW plays an important role in maximizing the efficiency of recycling processes.135,136 Among the different techniques, cold-bonding pelletization is often proposed in low-cost building materials production. 95 In particular, one of the most interesting solutions for waste recovery is the manufacture of recycled artificial aggregates.137–143,144 The cement-based cold-bonding pelletization process has recently gained attention.107–109,144–148 The stabilization/solidification process uses a rotary plate pelletization pilot-scale apparatus with binding mixes. A double-step pelletization is performed in order to obtain a final product with improved properties. 149 Such a process has been employed incorporating the waste content in the binding matrix from a minimum of 50% (wt.%) up to a maximum of 70%.
After this step, a second one is carried out with pure binder to encapsulate the aggregates (Figure 4) coming from the one step within an outer shell. This further step has proved to be very effective to improve the technological and leaching properties.
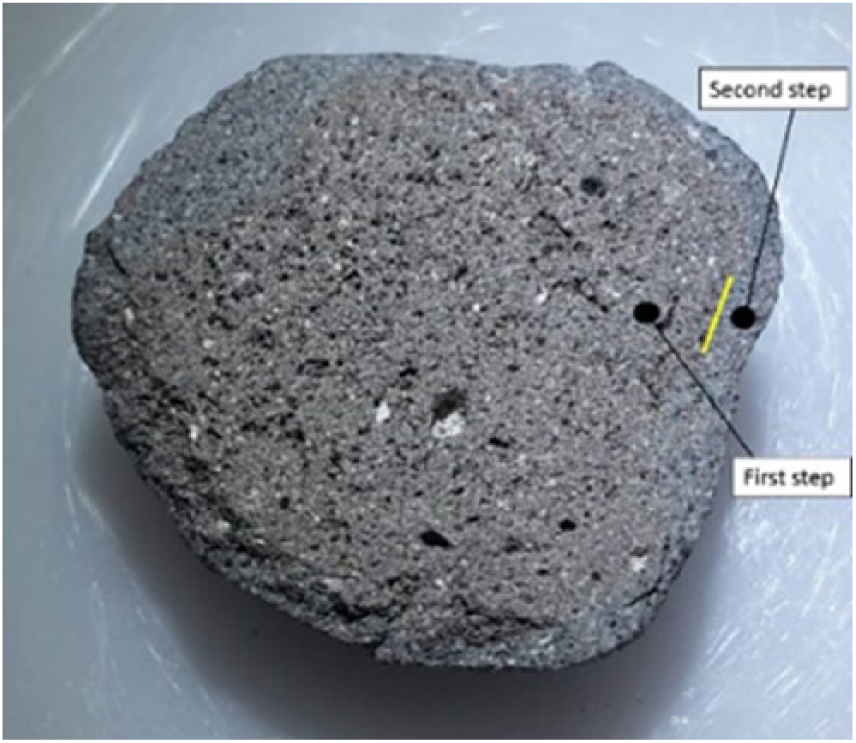
Artificial aggregate obtained by double-step pelletization.
Such an approach has economic and environmental advantages due to the reduced energy requirement (the process carried out at room temperature) with respect to the industrial alternatives such as sintering,150,151 which is an energy-intensive process. More recently, alternative cement-free binding matrices with reduced embedded CO2 have been proposed for stabilization/solidification152,153 such as geopolymer- and alkali-activated materials. These systems have gained an increasing interest from researchers thanks to promising results in terms of their mechanical, physical, and durability properties, and the possibility of synthesis starting from natural/industrial wastes130,154 for a wide range of applications.155–159 A further reason for interest in cold-bonding pelletization is a significant reduction of quarrying activities.160–165
Colangelo et al. 166 and Shi et al. 167 used municipal solid waste incinerator (MSWI) fly ash as a raw material with cement, lime, and coal fly as binders. According to Colangelo et al. 166 and Shi et al., 167 a pre-washing treatment is been carried out to reduce the chloride and sulfate content in MSWI fly ash since the cementitious matrix has a reduced capability for immobilizing chlorides and other soluble salts. The MSWI fly ash examined has been submitted to a two-step washing pre-treatment with a liquid/solid ratio equal to 2:1 166 in order to reduce the soluble salts content and the production of liquid waste. To obtain the granules the MSWI fly ash samples, after washing pre-treatments, are introduced in a pilot-scale granulator apparatus having a rotating and tilting plate with a diameter of 80 cm. The granules are cured in a climatic chamber for 12 h at 50° C and a relative humidity of 95%. This phase gives the granules the necessary hardening for the handling phase, so it is very effective. The granules are then cured for 14 days at room temperature and humidity. The aggregates produced satisfied all of the tests used in the concrete industry.
Recycled tires in concrete production
The increasing number of vehicles on the roads generates about 1.4 billion end-of-life tires (ELT) worldwide every year. The inadequate disposal of tires may in some cases be a potential threat to human health (fire risk, haven for rodents or other pests) and a cause of environmental risks. The limited space available and their potential for reuse has led many countries to impose a ban on the practice of landfilling. The estimated EU annual cost for the management of ELTs is €600 million.168,169
The tire is a complex and high-technology product representing a century of innovation, which is still on-going. Tires are made up of: (i) an elastomeric compound; (ii) fabric; and (iii) steel. The fabric and steel form the structural skeleton of the tire with the elastomer forming the “flesh” of the tire in the tread, side wall, apexes, liner, and shoulder wedge. The elastomer is vulcanized and combined to chemicals and reinforcing fillers (e.g. carbon black) to further increase hardness. 170
Tire rubber is resistant to mould, heat, humidity, bacterial development, ultraviolet rays, some oils, and chemicals. Moreover, these materials are not toxic for humans and are very elastic. Many of these characteristics, however, which are advantageous qualities during on-road life, are disadvantageous in post-consumer life and become a problem during the transformation phase.
Recovery includes different options: i) “energy recovery,” where ELTs, having a calorific value equivalent to that of good-quality coal, are used as an alternative to fossil fuels; ii) “chemical processing,” such as pyrolysis, thermolysis, and gasification; and iii) “mass recovery.” The latter, when not applied in the form of whole tires (such as for crash barriers) consists of a “granulate recovery,” which involves tire shredding and chipping, by which tires are cut into small pieces of different sizes (shreds: 25–460 mm; chips: 13–76 mm; crumb rubber: 0.1–5 mm). 168 After the removal of the steel and fabric, the recycled tire rubber (RTR) can be used for a variety of civil engineering projects such as soft flooring for playgrounds and sports stadiums, modifiers in asphalt paving mixtures, or additive/aggregate to Portland cement concrete. Among these, the addition (as crumb rubber) to asphalt mixtures is highly diffused due to the good chemical interaction, even leading to a partial dissolution. 171 The recovery of RTR as an aggregate in cement concrete has been discouraged so far by the unfavorable interactions with the matrix and the loss of compression strength. These composites present many advantages and there is much for future research to address, however, as discussed below.
RTR used in cement concrete ranges from crumb rubber powders to rubber chips, and is added to the cement paste by partial (or eventually total) replacement of the coarse or fine aggregates. 171 The cement paste is mainly characterized by hydrated metal/semi-metal oxides, which explains the hydrophilic nature (high surface energy). Rubber, instead, is made of organic polymers, which is characterized by a low surface energy, and therefore a hydrophobic character. The hydrophilic–hydrophobic interaction is very unfavorable, resulting in a poor adhesion between the rubber particles and the cement matrix. Figure 5(a) shows scanning electron microscopy (SEM) images of a typical sand-based cement mortar and of a mortar with RTR added (Figure 5(b)): while a perfect adhesion can be appreciated between the sand grains and the cement paste, a significant separation exists between the paste and the rubbery sites. 172 For this reason, various rubber chemical treatments have recently been tested with the purpose of improving adhesion. Treatments with NaOH,173–175 HNO3 and cellulosic derivatives, 176 and silane coupling agents 177 have been reported.
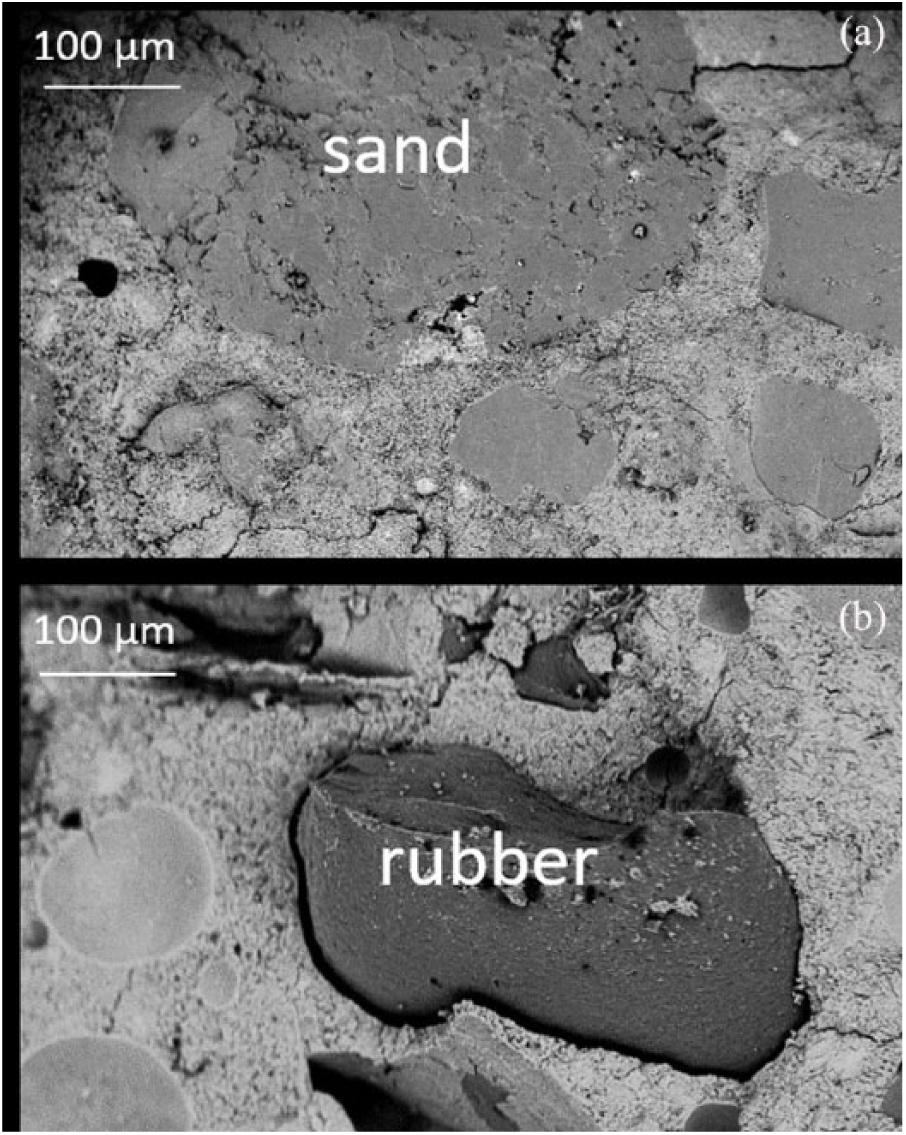
Cement matrices with: (a) sand grains; and (b) rubber particles.
The significant loss of strength (reduction of 45% upon addition of 15% RTR178,179) is mainly due to the fact that rubber sites are significantly softer than their surrounding media, acting like “holes” inside the concrete. This critical property has so far limited the use of cement concrete with RTR added to non-structural applications such as exterior wall materials, pedestrian blocks, lightweight aggregate in flowable fill for cement concrete, highway sound walls, residential drive ways, and garage floors. 171
An enhancement of toughness and the ability to absorb impact energy has been observed with respect to conventional cement concrete (explained and modeled elsewhere), in addition to an increased flexural strength.171,179
The lightweight character of the rubberized concrete (due to the low specific weight of rubber), should be considered an advantage for its use as a construction material since structural efficiency is currently more important than the absolute level of strength. Specifically, a decreased density for the same strength reduces the dead load, foundation size, and construction costs. Furthermore, the low density enhances sound and thermal insulation, further properties that are relevant to construction applications. 112
The hydrophobic character of the rubber particles, although responsible for difficult adhesion with the cement paste, has recently been proved (Figure 6) to strongly inhibit the absorption of water in rubberized mortars, which is instantaneous in normal (i.e., sand containing) mortars. 172 This fact, which means higher freeze and thaw resistance, represents a further important feature for future developments.
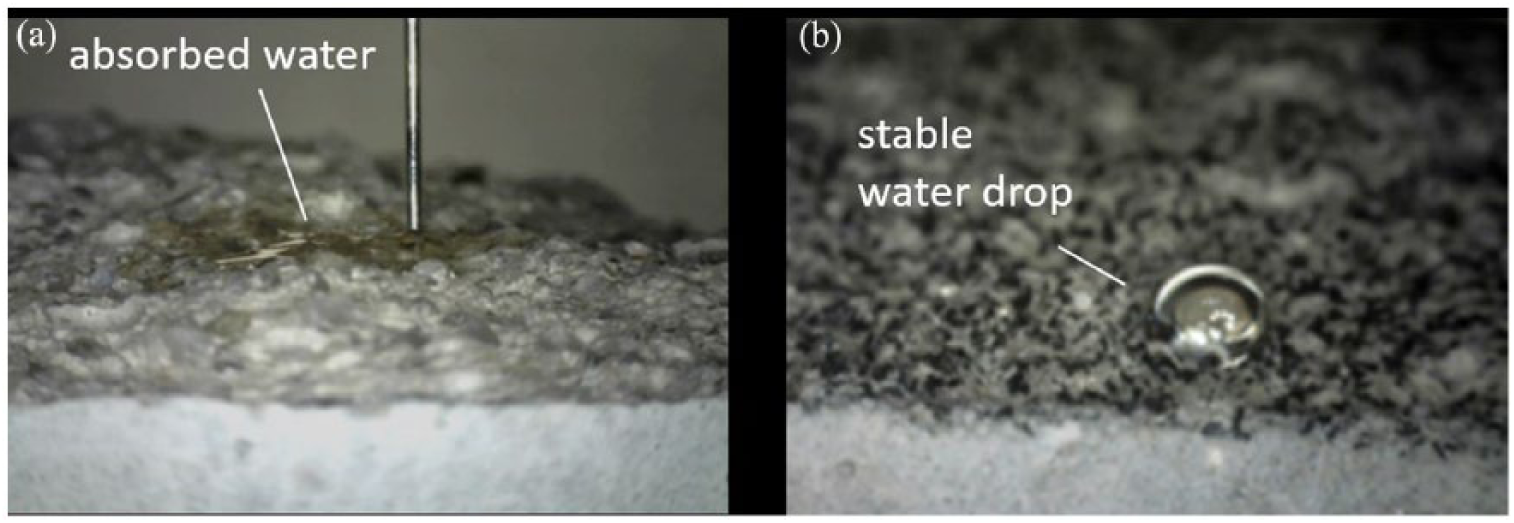
Water drops (a) absorbed in a normal mortar; and (b) standing on a recycled tire rubber mortar.
Recycled polymers in cementitious mixtures
Plastics products are used in almost every field, particularly in packaging, building and construction, automotives and electronics. The massive use of polymer products, however, involves several environmental issues related to plastics waste management and the possibility of reusing them. In recent decades, several studies investigated the use of plastics waste in the field of construction. 180 The use of recycled polymers in cementitious mixtures can be summarised in three different applications: i) polymeric fibers; ii) plastics aggregates; and iii) polymer-modified concrete. 181
The use of polymeric fibers in cementitious materials is able to overcome their brittle nature and cracking resistance. The properties of fiber-reinforced cementitious composites (FRCC) depend on several fiber parameters such as: the amount of fiber (volume fraction); geometry (aspect ratio, surface texture, etc.); and mechanical properties (depending on their nature). Moreover, the fibers’ durability in the alkaline environment and fiber/matrix bond also play an important role in the fiber-reinforced composite’s behavior. A large number of studies have focused their attention on the use of fibers derived from recycled polyethylene terephthalate (PET), polyvinyl chloride (PVC), nylon, and polyolefin.181–191 PET fibers present some durability issues in an alkaline environment182,187 while the other common polymeric fibers (polypropylene (PP), polyethylene (PE), PVC, etc.) are not chemically degraded in such an environment. Considering the compressive strength of FRCC, some authors reported a slight increase183,189 while in other cases a decrease184,186 of this property in comparison to unreinforced cementitious composites. The different results are explained by considering the ability of fibers to, in the former cases, exert a confinement action; or, in the latter cases, the weak bond between fibers and the cementitious matrix. On the other hand, the splitting tensile strength and flexural strength of FRCC increases with the fibers’ volume fraction.183,184,186,192 FRCC properties are greatly affected by the addition of fiber, depending on the fibers’ volume fraction and geometry. Generally, an increase in the quantity of fiber gives a decrease in workability.184,189,192 Several studies focused their attention on the investigation of the interfacial transition zone (ITZ) between fibers and the cementitious matrix because synthetic fibers, have, in general, no chemical interactions with the cementitious matrix. Moreover, due to the smooth surface of traditional polymeric fibers, very poor adhesion exists between the reinforcing phase and the matrix. To improve adhesion and/or interactions between fibers and the cementitious matrix, two main approaches have been investigated: fiber mechanical deformation or surface chemical treatments, and ITZ densification. In the first case the aim is to increase surface contact area using crimped, twisted, fibrillated, or embossed fibers.185,186 Mechanical deformation of fiber increases friction during pull-out, delaying fiber/matrix debonding under load. ITZ densification provides a more uniform and continuous interphase between the two components while fibers chemical treatments, like graft copolymerization of acrylic acid, alkaline hydrolysis, nano-silica deposition, and oxygen plasma allow chemical interactions between the fiber surface and cement paste.193–194 Finally, many authors investigated the use of recycled polymeric fibers to contrast shrinkage cracking phenomena in cementitious materials. Crack number and area decrease with an increase of the fiber volume fraction, also depending on the fibers’ geometry and morphology.185,186,188
Another viable strategy for polymeric waste recycling is their use as aggregates in mortars or concrete. For this purpose, aggregates of different sizes (coarse and fine), geometry (pellets, flakes, etc.) and polymeric nature (PET, PP, polystyrene (PS), high-density polyethylene (HDPE), PVC, etc.) have been investigated.112,113,160,196–204 On one side, using plastics aggregates it is possible to obtain lightweight materials with a lower thermal conductivity, compared to traditional cementitious materials.112,113,196–198,203,205 Moreover, several authors have reported an improvement of acoustic isolation and impact resistance.181,196,197 The addition of plastics aggregates also leads to a compressive strength decrease.112,113,160,196–203 In this case, however, the aggregate/matrix affinity plays a fundamental role and different strategies have been proposed in the literature: the improvement of aggregates’ surface roughness, the densification of the ITZ, or using expanded aggregates.112,160,197,199,200 In this particular case, aggregates’ open porosity is able to offer interlocking positions for the cementitious paste, thus enhancing the adhesion and the homogeneity of the ITZ.112,160 Several studies, however, report a reduction of workability of such composites, resulting in poor compaction and thus an increase in porosity.160,195 Durability problems are strictly related to composites’ porosity and for this reason several authors describe an increase in water absorption, a decrease of freeze–thaw resistance, and permeability to detrimental substances (CO2, chlorides ions, salts, etc.).113,197,200 Some authors, however, obtained good results in terms of abrasion and shrinkage resistance.197,201,202 Finally, attention must also be paid to compaction and segregation of plastics aggregates due to their low specific weight. 204 As reported in the literature, a viable strategy to avoid these phenomena is the use of fly ash or silica fume,205,206 but also using some admixtures208–211,212 (superplasticizers, air entraining agents, etc.).
In addition to polymeric fibers and aggregates, recycled polymers are also used as a binder to produce polymer-modified concrete (PMC). The combination of conventional concrete and polymeric resins is able to overcome traditional drawbacks of cementitious materials like durability-related issues, weak adhesion to substrates, and low tensile strength.213,214 Several authors investigated the possibility of recycling PET by a glycolysis process to produce an unsaturated polyester resin to be used as a binder in concrete or mortar preparation.215–217 Some interesting and promising results were obtained, such as a sharp decrease in water absorption with increasing PET content, but also an increase in compressive strength with increasing resin content. 216 Good effects were also reported in terms of porosity reduction, correlating such results to the porosity to water and porosity by N2 absorption. 217 More recently, a cement-less polymer concrete was investigated, using only recycled PP and recycled HDPE as binders.220
Footnotes
Declaration of Conflicting Interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.