
Abstract
To improve the processing quality and reduce the cost of SiCp/Al composites has become a key problem for its application. Rotary ultrasonic machining is highly suitable for machining of SiCp/Al composites with a medium or high volume fraction of reinforced phase, and the processing quality and efficiency could be improved greatly. In this article, the rotary ultrasonic machining experiments were performed for the SiCp/Al composites reinforced with 45% volume fraction, and the effects of processing parameters on the cutting force of face and flank machining were studied. The cutting force values reduce significantly, and the grinding force ratios Fn/Ft of face and flank machining are 2.843 and 1.336, respectively, which indicate that better machinability can be achieved for SiCp/Al composites using rotary ultrasonic machining.
Keywords
Introduction
SiCp/Al composites have many excellent mechanical and physical characteristics compared to its matrix material. However, SiCp/Al composites have poor machinability due to their inherent inhomogeneity, abrasive nature of reinforcements, and anisotropic nature of the composite structure.1–3 Many process techniques have been used to machine this material, but the processing quality still needs to be improved.4–6 To meet the request of high-quality and efficient machining of SiCp/Al composites, rotary ultrasonic machining (RUM), known also as ultrasonic-assisted grinding or ultrasonic-assisted mill grinding, is introduced as a complex machining technology which combines ultrasonic machining with ordinary grinding. In RUM processing, a rotating hollow grinding wheel fitted with metal-bonded diamond abrasive grains vibrates with ultrasonic frequency in the axial direction and the feed movement is the same as milling, enabling high-quality and high-throughput processing of difficult-to-cut materials, such as ceramic, optical glass, and KDP (potassium dihydrogen phosphate) crystal.7–9 The removal rate of RUM is far more than that of conventional grinding under the same condition; meanwhile, machining speed is high and tool wear is low.10–12
This processing method is highly suitable for machining of SiCp/Al composites with a medium or high fraction of reinforced particles, and the processing quality and processing efficiency could be improved greatly. The cutting force in the machining process is important for machinability and relates to temperature in the machining area, surface roughness, machining precision, and surface residual stress. There has been a report on improving the material removal rate of RUM of SiCp/Al in terms of parameter optimization. 13 Zhou and Zheng14,15 proposed a model for cutting force prediction and investigated the influence of process parameters on surface topography in RUM of SiCp/Al composites. Dong et al. 16 investigated the material removal characteristics in ultrasonic-assisted grinding of SiCp/Al composites, and it is found that the grinding force has reduced greatly. Zheng et al. 17 studied the material deformation and removal mechanism of SiCp/Al composites in ultrasonic vibration by scratch. In ultrasonic machining, the scratch force and friction coefficient are smaller than those in the ordinary condition and the surface damage reduces greatly.
The aforementioned studies show that the cutting force in RUM has an important effect for guaranteeing machining quality and there is a need to further investigate the change regularity in processing. In this article, the face and flank machining experiments with regard to the cutting force of SiCp/Al composites reinforced with 45% volume fraction by RUM were performed to study the effects of processing parameters on the cutting force and RUM machinability, which is beneficial to the engineering application of this material to some extent.
Effects of ultrasonic vibration on the machining process
Figure 1 depicts the tool motion of RUM. The ultrasonic tool rotates and vibrates in the axial direction with ultrasonic frequency f and simultaneously feeds toward the workpiece with a certain velocity vf during the machining process.

Schematic illustration of tool motion of RUM.
The initial state of reference frame o-xyz is built based on the tool motion of RUM and the tool center is the origin of coordinate, as shown in Figure 1. The motion equation of the abrasive grain on the tool can be expressed as a synthesis of three motions comprising tool feed movement, tool axial vibration, and spindle rotation.
Spindle rotation motion can be decomposed into two movements, as illustrated in equation (1)

where r is the distance between the tool center and the grain (mm), n is the spindle speed (r/min), t is the time (s), and θ1 is the starting phase angle (rad).
Tool feed movement can be expressed as

where vf is the tool feed speed (mm/min) and t is the time (s).
Axial vibration of the tool can be described by the following equation

where A is the ultrasonic amplitude (μm), θ2 is the starting phase angle (rad), f is the vibration frequency (Hz), and t is the time (s).
Based on equations (1)–(3), the three-dimensional motion equation of the tool grain can be described as

When
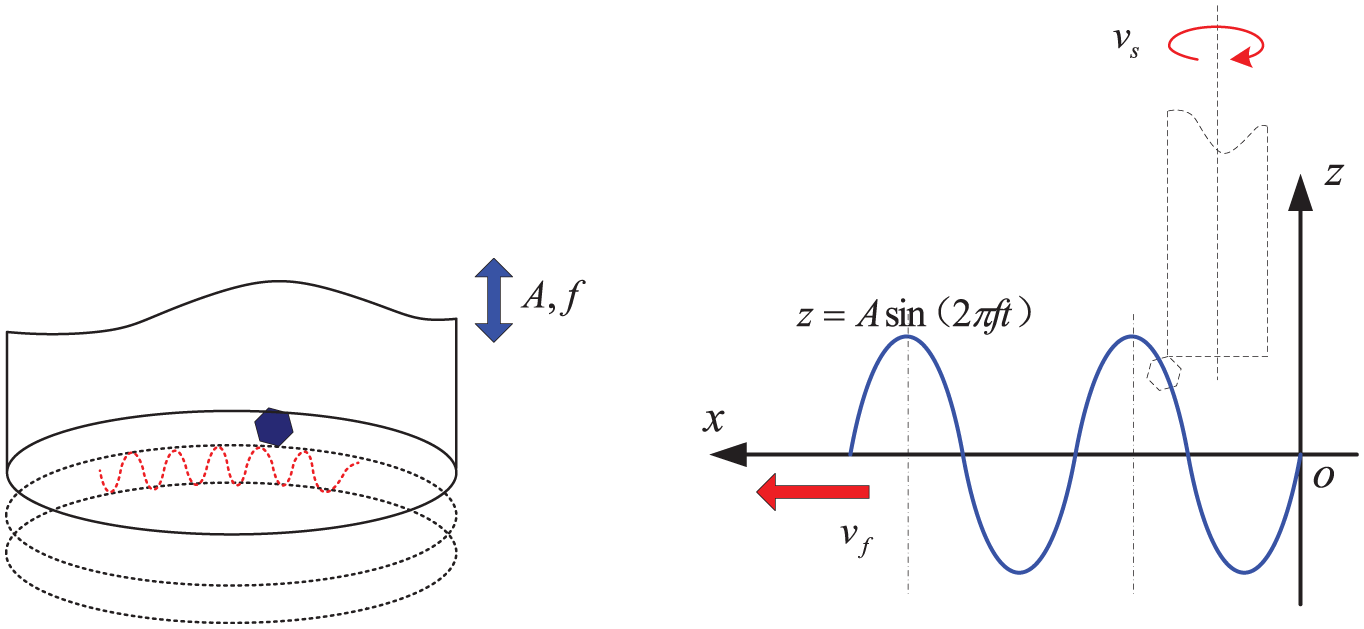
Motion curve of the grain on the tool.
During the machining process, the motion trail of a single diamond grain in RUM is a sine curve, thanks to ultrasonic vibration. The trail length in RUM is much longer than that in ordinary grinding, which leads to a large increase in the effective contact time between the tool and the material. The material and the tool contact and separate alternately, and therefore the tool produces an impact periodically with ultrasonic frequency to the workpiece surface. The average size of wear debris of RUM is smaller than that of traditional grinding, which will reduce surface scratching. Meanwhile, ultrasonic vibration can cause the shielding effect in surface cracks and the material softening effect, which will bring down the surface damage rate and increase dynamic fracture toughness, dynamic critical cutting depth, and the proportion of plastic removal mode. All of the aforementioned factors could enhance the material removal rate, lower the cutting force, and improve the surface quality.
Experimental procedures
The experiments were conducted on a RUM center (DMG Ultrasonic70-5) and the ultrasonic tool was provided by SAUER Diamond Tools Corp. (Frankfurt, Germany). The Φ6.0 tool was used in face machining and the Φ12.0 tool was used in flank machining. The two different machining modes are presented in Figure 3. The cutting depth is in the negative y-axis in flank machining and in the z-axis in face machining.

Schematic diagram of two different machining modes: (a) flank machining and (b) face machining.
A water-soluble grinding fluid (Grindex 10; Blaser Swisslube) was used as the coolant. The tool frequencies were 38,500 and 29,800 Hz. A three-component dynamometer (Kistler 9257B; Kistler) was utilized to measure the cutting forces. Figure 4 presents the experimental setup used in the machining process.
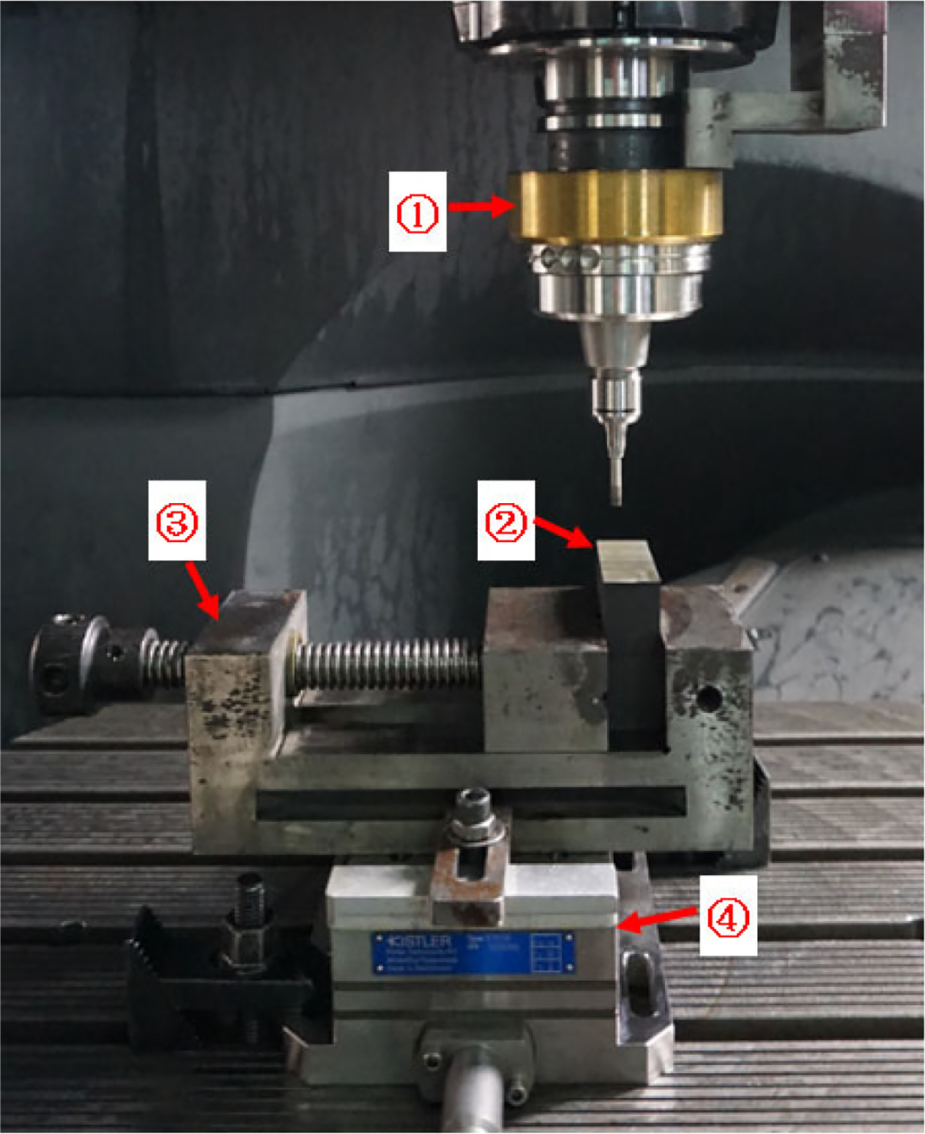
Experimental setup used in rotary ultrasonic machining.
The characteristics of SiCp/Al composites, which came from the Material Research Institute of Harbin Institute of Technology (HIT), are shown in Table 1.
Parameters of SiCp/Al composites.

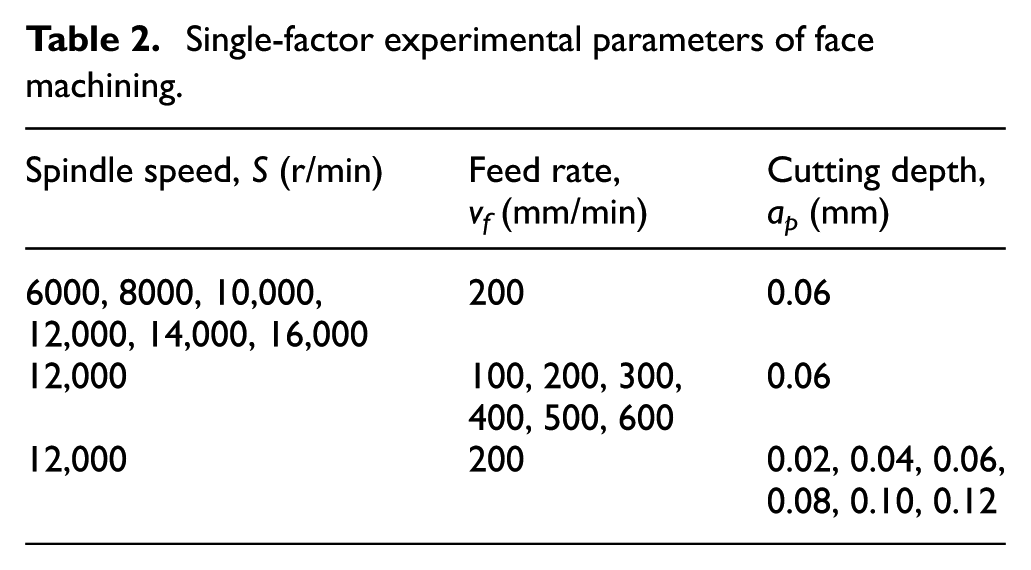
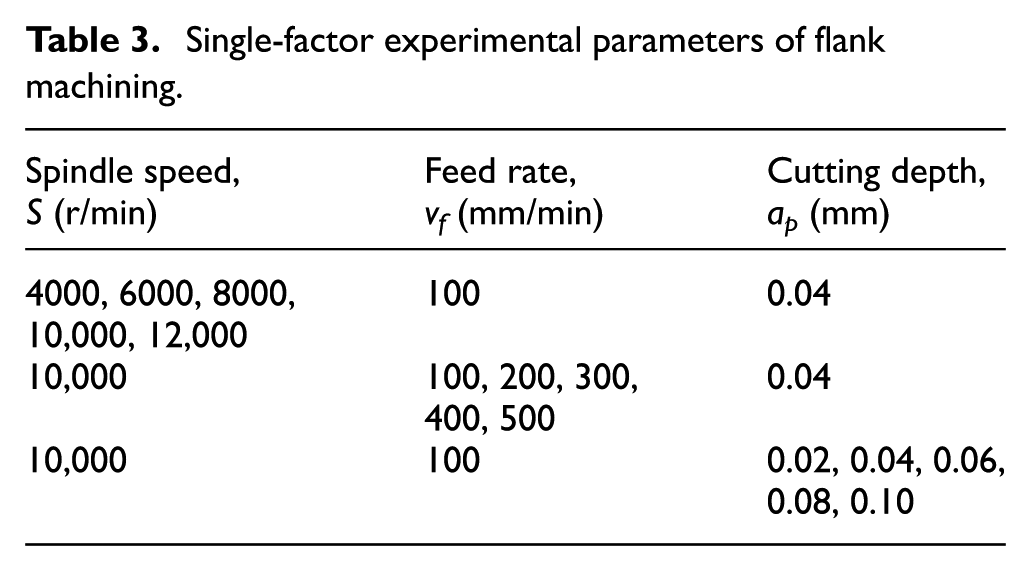
The experimental parameters of RUM face machining are shown in Table 2 and those of RUM flank machining are shown in Table 3. The ultrasonic vibration amplitude was 10 μm in every experiment. The axial cutting width is 4 mm in flank machining. Each experiment was carried out twice and the average value was used to analyze the experimental results.
Single-factor experimental parameters of face machining.
Single-factor experimental parameters of flank machining.
Results and discussion
On the basis of the experimental results, the effects of processing parameters on cutting force in face machining are analyzed, as shown in Figure 5(a)–(c). Obviously, the values of axial force Fz are much larger than the values of radial and feed forces, and it plays an important role in the material removal process of RUM. The axial force Fz shows a downward trend with an increase in spindle speed and an upward trend with increases in feed rate and cutting depth.

Variation of cutting force in RUM of face machining with cutting parameters: (a) spindle speed, (b) feed rate, and (c) cutting depth.
Figure 6 shows the comparison of cutting force values of RUM and non-ultrasonic machining. The spindle speed, feed rate, cutting depth, and amplitude are 12,000 r/min, 200 mm/min, 0.06 mm, and 10 μm, respectively.

Comparison diagram of cutting force.
The values of cutting force of RUM are obviously less than those of non-ultrasonic machining. The experimental results show that the axial force reduces 24.64%, the radial force reduces 25.79%, and the feeding force reduces 18.68%. The axial, radial, and feeding forces reduce on average 25.46%, 24.83%, and 19.32%, respectively, in other experiments. Therefore, ultrasonic vibration could lower the values of cutting force in the machining process. The major reason is that the fatigue effect on the workpiece surface will be induced easily when the cutting tool impacts on the workpiece surface with ultrasonic frequency in the machining process, enabling easy material removal and cutting force reduction.
For flank machining, the effects of cutting parameters on the cutting force are depicted in Figure 7. The contact area between the tool underside and the workpiece is reduced, which results in the fact that the axial vibration impact on the workpiece surface decreases and the axial force values decrease accordingly. The contact area between the tool flank and the workpiece is increased, which leads to an increase in radial and feed forces relative to axial force. Moreover, the increasing magnitudes of radial force are more than those of feed force.

Variation of cutting force in RUM of flank machining with cutting parameters: (a) spindle speed, (b) feed rate, and (c) cutting depth.
In Figure 7(a), Fx and Fy decrease with the increasing spindle speed, but Fz fluctuates with spindle speed and is perhaps influenced by random factors in the experimental process. Figure 7(b) and (c) indicates that Fx, Fy, and Fz increase with the increasing feed rate and cutting depth.
Figure 8 shows the comparison of RUM and non-ultrasonic flank machining. The spindle speed, feed rate, cutting depth, and amplitude are 10,000 r/min, 100 mm/min, 0.04 mm, and 10 μm, respectively. The values of cutting force of RUM are obviously less than those of non-ultrasonic machining. The experimental results show that the axial force reduces 17.52%, the radial force reduces 22.15%, and the feeding force reduces 19.29%. The axial, radial, and feeding forces reduce on average 18.37%, 21.92%, and 18.51%, respectively, in other experiments.

Comparison diagram of cutting force.
In the machining process, the cutting force influences the physical and mechanical properties of the material machined; meanwhile, it greatly impacts surface roughness, tool life, specific grinding energy, and so on. Therefore, the cutting force can be used as a technical index of evaluating machinability.
Due to the fact that grinding wheel abrasive has a large negative rake angle (γg = −60° to −15°), 18 the radial force (normal force) Fn is greater than the feed force (tangential force) Ft, and the value of Fn/Ft is the grinding force ratio. The larger the Fn/Ft and cutting force values, the worse the material machinability.
Figures 9 and 10 show the fitting lines of Fn and Ft of face and flank machining of RUM. The Fn/Ft values are 2.843 and 1.336, respectively, which are less than the values of ordinary grinding, which are about 4, 19 and it indicates that SiCp/Al has good processability using RUM.

Cutting force ratio of face machining of RUM.

Cutting force ratio of flank machining of RUM.
Conclusion
In this work, the experiments of RUM of SiCp/Al composites reinforced with 45% volume SiC particles were performed to evaluate material machinability. The influences of parameters (spindle speed, feed rate, and cutting depth) on the cutting force of flank and face machining were analyzed. Then, the cutting force values and the grinding force ratio involved in RUM and non-ultrasonic machining were compared. The following conclusions can be drawn based on the above analysis:
In face machining, with the analyses of variance of process parameters on cutting force, the results indicate that the axial force Fz values, playing an important role in the material removal process, are much larger than other directional forces. The axial force Fz lowers as the spindle speed increases and increases as the feed rate and cutting depth increase.
In flank machining, the axial vibration impact on the workpiece surface decreases and the values of radial and feed forces increase relative to axial force. The feed force Fx and radial force Fy decrease with the increasing spindle speed, and they increase with the increasing feed rate and cutting depth. The axial force Fz fluctuates with the spindle speed influenced, maybe, by random factors in the experimental process.
The cutting forces reduce about 20% and the grinding force ratios Fn/Ft of face and flank machining are 2.843 and 1.336, respectively, which are less than the corresponding values for ordinary grinding.
All the presented results indicate that SiCp/Al composites demonstrate better machinability using RUM.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was partly supported by the National Natural Science Foundation of China (Grant No. 51375119), Cultivating Fund of Heilongjiang Bayi Agricultural University (Grant No. XZR2016-04), and Learning and Introducing Talent Scientific Research Start-up Project of Heilongjiang Bayi Agricultural University (Grant No. XDB2017-04).