
Abstract
A vane demister is widely used for separating tiny droplets from gas streams in the petroleum industry, chemical engineering, and other industries. To obtain optimal structure and operation parameters, a method based on orthogonal experiment design is often adopted. However, in most cases, results from an orthogonal experiment design are suboptimal solutions when there are fewer experiments to optimize the vane demister performance. In this study, to obtain the maximum separation efficiency and minimum pressure drop, Fluent software was used to simulate the two-phase flow of gas and liquid in vane demister with different structural parameters and operation parameters, generating 473 solutions as the sample database. Based on this database, a back propagation neural network was used to establish the prediction model for the separation efficiency and pressure drop, and a genetic algorithm was used for multi-target optimization of this model. The optimization results were compared to Fluent simulation results and the orthogonal experiment design results. The results show that a genetic algorithm generates better results. The optimal separation efficiency of both methods is 100%. However, the optimal pressure drop of the genetic algorithm is 25.77% lower than that of the orthogonal experiment design.
Keywords
Introduction
During natural gas processing, liquid impurities carried by the natural gas can cause corrosion of pipelines and equipment and therefore affect production. Gravity separators are used to remove large droplets from the gas stream in the production, whereas the removal of fine droplets is primarily performed by a demister. The vane demister is a commonly used demister because of its good maintainability. It removes entrained fine liquid droplets from a gas flow by inertial impingement. When the gas and entrained fine liquid droplets flow through narrow channels in a vane demister, the gas can pass through freely, whereas the small droplets cannot make the necessary sharp turns due to their inertia. Small droplets strike the channel walls, which results in the separation of gas and liquid. 1 A vane demister can separate droplets with diameters larger than 8 μm. It has the advantages of high separation efficiency, low pressure drop, a higher gas velocity, a simple structure, and easy maintenance. It has been widely used in the separation processes of washing towers, cooling towers, evaporators, columns, and separators.
Presently, studies of the vane demister are focused on the effect of different factors on the performance of the demister, selection of a turbulence model in a computational fluid dynamic (CFD) model, and optimization of the performance of the demister.
The treatment capacity, separation efficiency, and pressure drop are all parameters that can characterize the performance of the demister. The treatment capacity of the vane demister is determined by the critical speed at which the secondary droplets are generated. 2 When the gas velocity exceeds a certain critical value, a secondary carrying phenomenon occurs, that is, the separated droplets will escape from the demister outlet again with the airflow, eventually resulting in a decrease in the separation efficiency. The mechanism of secondary droplet generation is complicated, and the capacity calculation is also very complicated. However, the efficiency and pressure drop are easier to obtain. The separation efficiency indicates the separation ability of the vane demister. A higher separation efficiency means a lower liquid content in the gas after separation by the demister, which better satisfies production requirements. The pressure drop between the inlet and outlet indicates the energy consumption of the demister. A higher pressure drop means that a greater energy supply is needed after using the demister, which increases the production cost. Therefore, the efficiency and pressure drop are crucial parameters in characterizing the demister performance, 3 and a demister with a high separation efficiency and a low pressure drop is preferred.
There are many factors that affect the separation efficiency and pressure drop of a vane demister. Related studies have been performed by many researchers. SJ Xu et al. 4 performed a numerical simulation on a demister with streamlined wave plate and found that the separation efficiency increases with the liquid droplet diameter and inlet velocity and decreases with the increase in vane spacing. The pressure drop at the inlet and outlet is not affected by the diameter of the droplet. However, it increases with the inlet gas velocity. With the increase in the vane spacing, the pressure drop first decreases and then increases. X Wang 5 studied the demister using numerical simulation and experiments. It was found that the flow field and pressure drop of the demister were primarily affected by the windward surface structure parameters of the demister vane. MHH Estakhrsar and R Rafee 3 performed a numerical simulation on a wave plate demister with a drainage channel and studied the effect of the number of bends and wavelength on the separation efficiency and pressure drop of the demister. The simulation results show that more number of bends or smaller bend wavelengths result in a higher separation efficiency and a higher pressure drop.
Currently, the CFD simulation is the main method for studying the vane demister. It has the advantages of shorter research time and lower cost. At the same time, the accuracy and reliability of the simulation can satisfy the engineering design requirement. Because the selection of the turbulence model affects the simulation results, CFD studies are focused on this selection. YI Wang and PW James 6 compared the CFD simulation results and experimental data of a wave plate demister and found that the predicted value of a low Reynolds number k-ε turbulence model is more accurate than that of a standard k-ε turbulence model. G Venkatesan et al. 7 performed a numerical simulation on a curved vane demister using 15 different turbulence models and found that Spalart–Allmaras model and few variations of k-ε model showed better prediction results than other two equation models.
Although CFD simulations are the main method for studying the vane demister, an optimal combination of parameters can hardly be obtained based only on the CFD simulation. This is because a CFD simulation requires a significant amount of calculation and continuous adjustment of the affecting parameters to obtain optimal parameters. At the same time, design difficulties can increase if the separation efficiency and pressure drop need to be considered and balanced. Hence, the CFD simulation is mostly combined with an optimization method to obtain the optimal parameter combination of the demister. J Zhao et al. 8 conducted numerical simulations on vane demisters with different geometric shapes and operation conditions. The prediction model of separation efficiency was obtained based on the response surface method. This prediction model can predict the effect of different geometric shapes and operation conditions on separation efficiency, and it can be used to optimize the demister parameters based on the different separation requirements. E Narimani and S Shahhoseini 9 studied the effect of gas velocity, vane spacing, and vane angle on the separation efficiency of a vane demister by CFD simulation. The prediction model of separation efficiency was obtained using a response surface method and the optimal parameters were determined. However, this prediction model was not used in the optimization calculation. The result was a set of parameters in the designed experiments, and the prediction accuracy of the model on non-sample data was not discussed. G Venkatesan et al.10,11 arranged 25 orthogonal experiments and performed numerical calculations using Fluent software to finally determine the optimal parameters. Based on the results from the orthogonal experiment designs, variance analyses were performed to rank the importance level of structure parameters on the friction factor and droplet separation efficiency. The orthogonal experiment design is an experimental design method with relatively fewer experiments to determine the optimal combinations of different factors. However, the real optimal condition may not be from the designed experiments. If the experiment design is not ideal and fine, the optimal results can be very different from theoretical results.
Based on the above issues, a novel idea is applied in this article for optimization of the vane demister. First, many CFD simulations were performed and the results were used as sample data. The prediction model of separation efficiency and pressure drop was established based on back propagation (BP) neural networks. The model was optimized using a genetic algorithm to obtain the optimal combination of demister parameters. CFD simulations were used to verify the model’s ability to predict non-sample data. Finally, the results were compared to the traditional orthogonal design results.
Research methods
CFD simulation
With the rapid development of computer and CFD techniques, numerical simulation has become the main method for simulating the internal flow field of demisters. Compared to experimental methods, CFD simulation has the advantages of shorter research time and lower cost. In demister studies, the CFD simulation results are in good agreement with the experimental results.9,12,13 In this study, CFD calculation replaced experiments, and Fluent software was used for numerical simulation of a demister. In this study, CFD calculation replaced experiments and Fluent software was used to simulate the demister to calculate separation efficiency and pressure drop for different vane spacings, vane angles, vane heights, drainage channel lengths, gas velocities, and temperatures. The separation efficiency is calculated by equation (1), and the pressure drop is directly read from the Fluent software

where m is the number of droplets at the inlet of the demister, n is the number of droplets at the outlet of the demister, and η is separation efficiency (%).
The research objective of this article is shown in Figure 1. Drainage channels are added where the flow direction changes in the demister to obtain a better separation effect. Due to the similarity of the flow conditions between vanes, only one channel between the two adjacent vane was selected as the simulation object. The discrete phase model (DPM) was used to simulate the demister internal flow field, and the Euler–Lagrangian algorithm was used in the calculation. Furthermore, the effect of gravity and the coupling of gas and liquid phases were also considered. The continuous phase is methane, and the discrete phase is a water drop with a particle diameter of 15 μm. The quality of gridding directly affects the accuracy of the results. Therefore, a top-down cutting method was used to generate a high-quality quadrilateral structure grid, as shown in Figure 2. The quantity of the grid was controlled within 20,000 to 40,000.
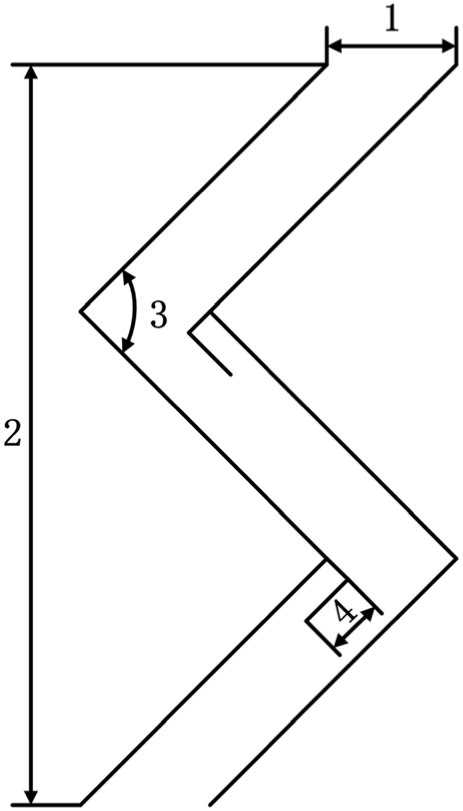
A vane demister with drainage channels.

Grid cutting diagram.
Turbulence model
The internal flow field of a demister is primarily based on swirl flow. The renormalization group (RNG) k-ε model considers the swirl effect and is suitable for calculation of the strong swirl flow model. Furthermore, RNG theory presents the analytical equation for the viscosity of low Reynolds number flow. The analytical equation has high reliability and accuracy in calculation of the near wall area flow. 14 According to the research results of Wang and James, 6 the low Reynolds number k-ε turbulence model shows ideal results in simulation of the demister internal flow field. Therefore, the RNG k-ε turbulence model is selected in simulations.
Simplified conditions
According to the characteristics of the vane demister structure shown in Figure 1, the calculation conditions were simplified as follows:
The flow field is two-dimensional.
The gas is non-compressible.
The gas flow is steady.
There is no interaction between droplets, no collision, no aggregation, and no secondary droplet.
Once the droplet touches the wall, it is considered removed and no bouncing is considered.
Boundary conditions
The inlet is the inlet of velocity and the outlet is the outlet of pressure. The wall and the drainage channel were set as the boundary of the wall. The surface roughness is zero with no slip and thermal insulation.
The velocity inlet and pressure outlet were set as escape; the wall and the drainage channel were set at trap.
Droplets have the same velocity as air at the inlet.
The SIMPLE calculation method is used for coupling the pressure and velocity, the second-order upwind differencing scheme is used for convective terms and for the turbulence quantities, and scaled residuals for solution convergence are set to be 10−4.
Grid independence analysis
To analyze the effect of grid number on the simulation results, six different grids were generated to simulate the internal gas flow of the vane demister with vane spacing 25 mm, vane angle 100°, vane height 180 mm, and drainage channel length 14 mm at conditions of gas velocity 4 m/s and temperature 100°C. The results in Figure 3 show that the separation efficiency and pressure drop are almost constant when the number of grids is more than 20,000. Therefore, the number of grids for all models in this article is controlled at more than 20,000.
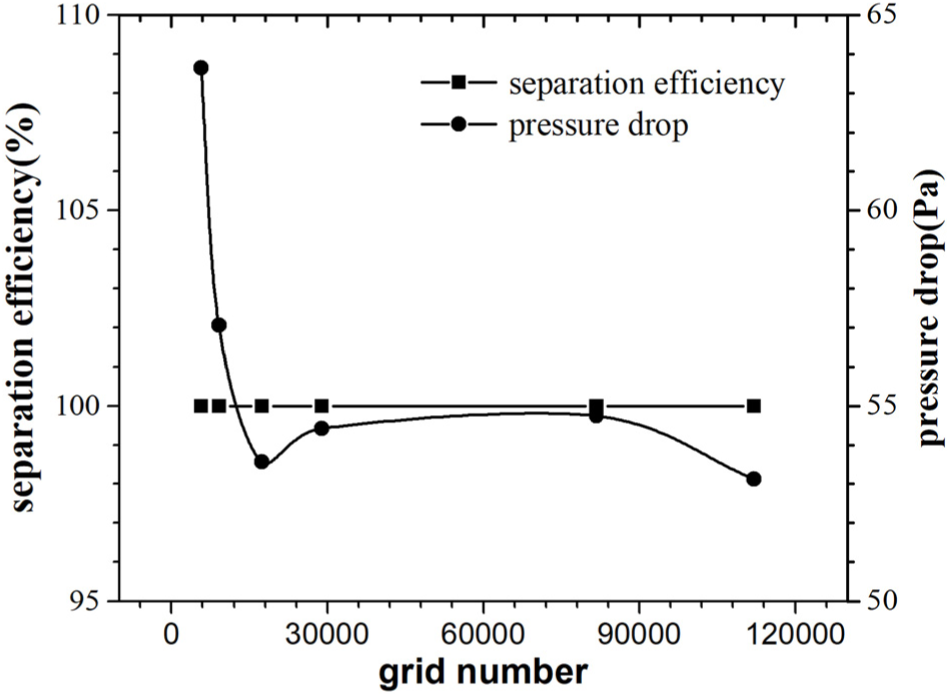
Independence analysis of grid.
Orthogonal experiment design
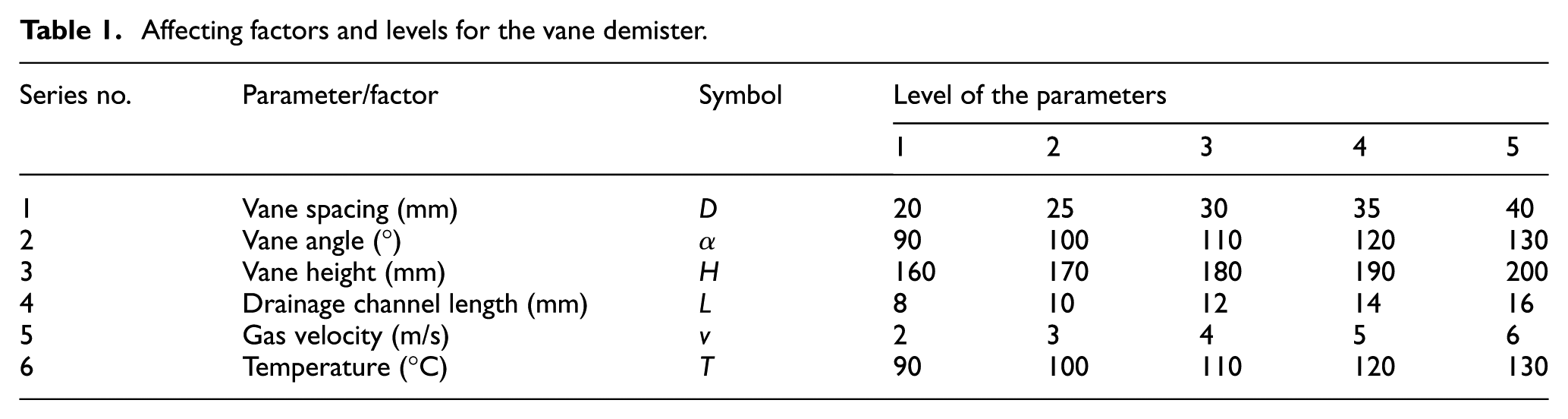
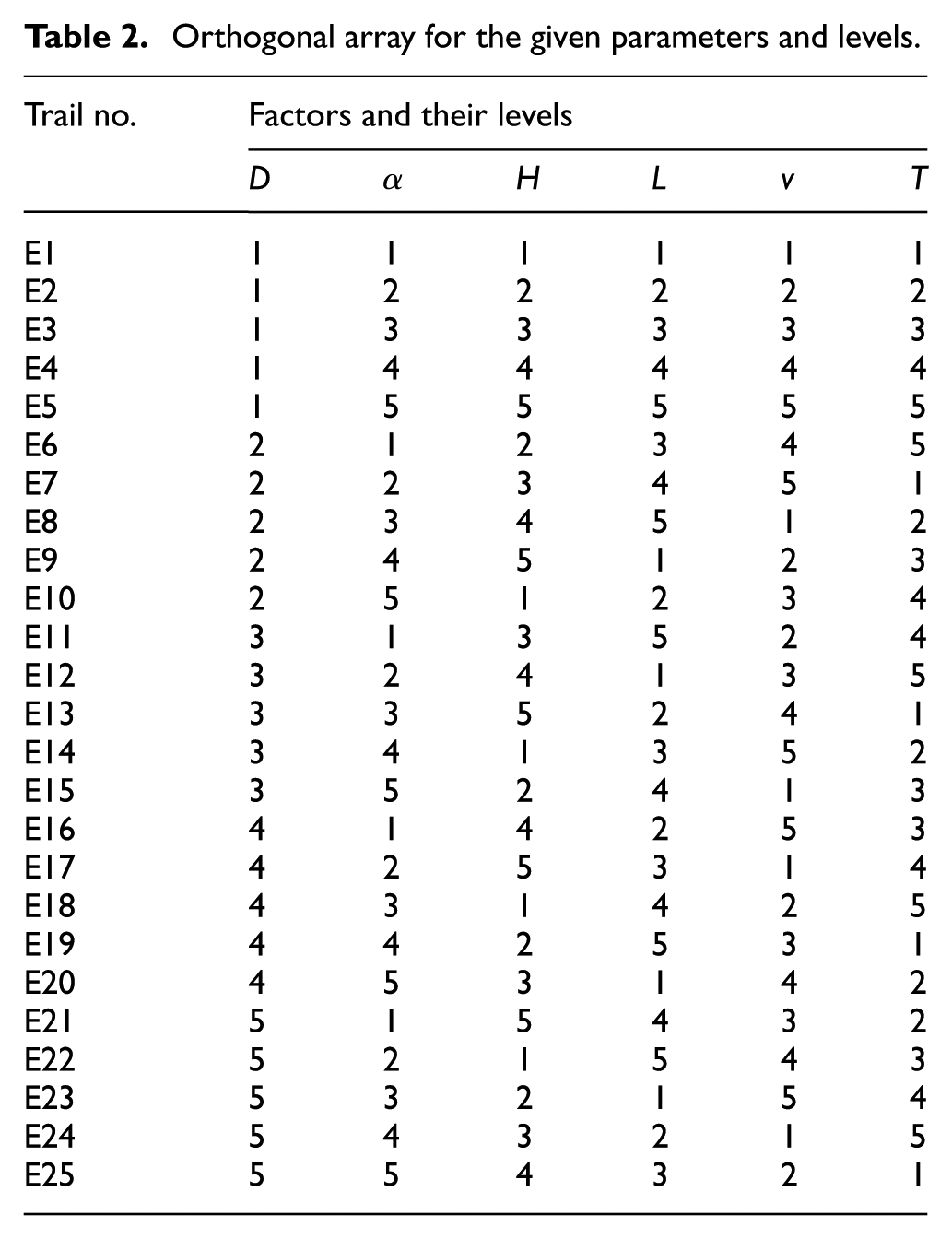
In this article, six parameters of the vane spacing D, vane angle α, vane height H drainage channel length L, gas velocity v, and temperature T are selected as research factors, and five levels were selected for each factor for the orthogonal experiment design. The selected factors and levels are listed in Table 1. According to the structural theory of the orthogonal table, an orthogonal array of 25 cases (L25) for six parameters with five levels was selected, as shown in Table 2.
Affecting factors and levels for the vane demister.
Orthogonal array for the given parameters and levels.
BP neural network modeling
An artificial neural network is a computing model that simulates the human brain neural network during information processing. It has a strong self-adaptive and self-learning ability as well as a powerful non-linear reflection ability that can accurately predict the target value. Presently, the most often used method is the BP neural network. Also known as the error BP neural network, it is a multi-layered forward neural network that has a strong non-linear prediction ability, generalization ability, and fault tolerance. Therefore, it has been widely used for non-linear applications and approximations in engineering applications.15,16 In this study, neural network modeling was established using the neural network toolbox in MATLAB.
Sample data
In this article, 448 sets of CFD simulation results and 25 sets of orthogonal test data were used as learning samples for BP neural networks. The 448 sets of data were derived from simulation results for several batches. In each batch simulation, gas velocity and another factor are selected as variables, and the remaining four factors are used as fixed values. And the velocity varies from 1 to 7 m/s, and the range of the other variable is not fixed. In the next batch, the velocity is still used as a variable, and another variable will be randomly selected from the remaining five factors. Then, the remaining four factors still take a fixed value, but the values of the same fixed factor are different in different batches.
The learning samples are randomly divided into three sets, namely, the training set, the verification set, and the test set. Training ratio is 0.7, validation ratio is 0.15, and test ratio is 0.15.
Parameter settings
It has been theoretically proven 17 that for a three-layer BP neural network with an input layer, hidden layer, and output layer, if the number of neurons in the hidden layer is large enough, it can infinitely approximate any continuous function on a non-unbounded region. Hence, a three-layer BP neural network was used in this study. Six factors, D, α, H, L, v, and T, were used as model input, whereas η and ΔP were used as output. The neuron number of the hidden layer was determined as 13 using equation (2). 18 Thus, a 6-13-2 BP neural network structure was established, as shown in Figure 4

where Nhid is the number of hidden neurons and Nin is the number of input neurons.

The structural model of a BP neural network.
Because the units of the six input data are different, the value span is large. If the input data are directly used as the training sample, it will not only increase the training convergence time of the neural network but also affect the accuracy of the network prediction results.19,20 Therefore, the input data were normalized by the mapminmax function and the input values are scaled to the interval of 0–1. The mapminmax function is shown in equation (3)

where x is the value before normalization and y is the normalized value; xmin, xmax, ymin, and ymax represent the minimum value before normalization, the maximum value before normalization, the normalized minimum value, and the normalized maximum value, respectively.
The neural network estimation result with Levenberg–Marquardt algorithm is accurate and the stability of the network is better. 21 Therefore, the trainlm function is selected as a training function to update weight and bias values. Max_fail indicates maximum number of validation checks before training is stopped and the value is 20. Both the hidden layer activation function and the output layer activation function are tansig, and the training function is trainlm. When training the BP neural network, performance function is mse, the maximum iteration number is 1000, and the target error is 10−5. Other parameters are default values.
Multi-target optimization of the genetic algorithm
A genetic algorithm is a global probability searching method that simulates genetic selection and natural elimination. Its main characteristic is that the searching does not rely on the gradient information or require differentiation of the solution function. Its parallel and global searching abilities are suitable for a large-scale non-linear optimization model. Therefore, this method has been applied to solving various optimization issues.22,23 In this article, we used a genetic algorithm for multi-target optimization of the predictive model established by BP neural network. The multi-target optimization mathematic model is as follows:
Optimization variables. In this article, the optimal model uses six design variables, which are the vane spacing D (mm), vane angle α (o), vane height H (mm), drainage channel length L (mm), gas velocity v (m/s), and temperature T (°C). Different values of these variables mean different solutions, as shown in equation (4)

Objective function. The objective function is a mathematical expression of an optimization goal expressed by optimization variables and is an evaluation criterion for the quality of the solution. In this article, the following optimal targets were selected: The maximum optimal target of separation efficiency
The minimum optimal target of the pressure drop
where η is the predicted separation efficiency of BP neural network (%) and ΔP is the predicted pressure drop of BP neural network (Pa).


Restrictions

Settings of parameters
The population size is 100, the maximum number of iterations the genetic algorithm performs is 500, the Pareto front population fraction is 0.3, the crossover fraction is 0.8, and the function tolerance in the stopping criteria is 10−4.
Results and discussion
Results analysis of orthogonal experimental design
The simulation results of the orthogonal experiment, listed in Table 3, show that experiment E11 has the highest efficiency and the lowest pressure drop. It is the optimal solution of the orthogonal experiment. The average efficiency and average pressure drop of 25 orthogonal experiments were 87.66% and 50.68 Pa, respectively.
The Fluent simulation results of the orthogonal experiment.

Range analysis was used to analyze the simulation results from orthogonal experiments. The average and range of η at different levels of various factors are shown in Table 4. The average and range of ΔP at different levels of various factors are shown in Table 5.
The average and range of η at different levels of various factors.

The average and range of ΔP at different levels of various factors.

In Tables 4 and 5, a larger range indicates a greater difference in separation efficiency and pressure drop at different levels for the factor. It also indicates that the factor also has a greater impact on the separation efficiency and pressure drop, which is the main parameter, and vice versa. Table 4 shows that the order of impact of these factors on separation efficiency η is α > v > D > T > H > L. Table 5 shows that the order of impact of these factors on the pressure drop ΔP is v > α > H > L > D > T. Therefore, vane angle α and gas velocity v are the two main factors that have the most significant impact on η and ΔP.
The prediction performance of the BP neural network model
Figure 5(a)–(d) shows the correlation coefficient R of the expected output and the network prediction outputs from the training data set, validation data set, test data set, and overall data set. In the regression fitting, a correlation coefficient closer to 1 indicates a higher accuracy model. 24 Figure 5 shows that the R values for the training data set, validation data set, test data set, and overall data set are 0.99968, 0.99971. 0.99918, and 0.99961, respectively, which show the excellent consistency between the expected value and the value predicted. Hence, the model established by BP neural network can be used to predict the separation efficiency and pressure drop.

Correlation coefficient R: (a) training data set, (b) validation data set, (c) test data set, and (d) overall data set.
Results of multi-target optimization genetic algorithm
Using the genetic algorithm to optimize the predictive model established by BP neural network, 30 solutions are obtained, as shown in Figure 6. The average efficiency and average pressure drop of the 30 sets of solutions were 100% and 49.07 Pa, respectively. Because two solutions are almost completely equal, a fork point in Figure 6 is used to highlight the two coincident data points.
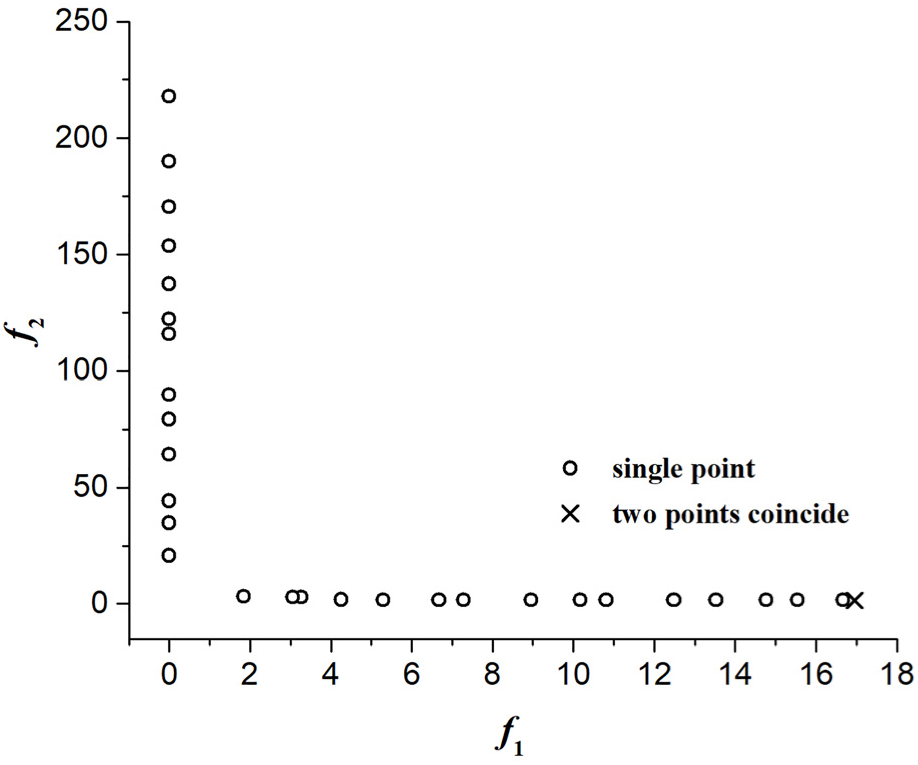
Pareto front.
Because solutions obtained by multi-objective optimization of genetic algorithm are not integers, and the size of the demister produced by factories is not so precise, we simplify the solution in Figure 7. The vane spacing, vane height, vane angle, drainage channel length, and temperature are rounded to integer number, and the gas velocity, f1, and f2 are all accurate to two decimal places. In this article, the separation efficiency is more important than the pressure drop of the vane demister. Therefore, 13 sets of solutions with f1 equal to 0 are selected from the simplified 30 sets of solutions, and the original solutions of G1 to G13 before the simplification are shown in Table 9 (refer Appendix 2). Then, f1 is converted to η and 13 sets of solutions are arranged in ascending order of pressure drop to obtain Table 6.

Comparison of the model prediction value and simulation value.
Multi-target optimization results.

In Table 6, G1 is the optimal solution with 100% efficiency and the lowest pressure drop. The results from genetic algorithm are derived from the predicted values of the BP neural network model, and there may be some errors between the predicted values of the model and the actual CFD simulation results. To further verify the prediction accuracy of the model and obtain the true optimal solution, the five sets of data with 100% efficiency and the lowest pressure drop in Table 6, namely, G1, G2, G3, G4, and G5, were selected for CFD simulation, and the results are shown in Table 7.
Fluent simulation results of five groups of optimal parameters combination.

Table 7 shows that G1 has the lowest pressure drop, which is the optimal solution of this optimization process. Comparison of the Fluent simulation results and the model prediction results is shown in Figure 7. The average absolute deviation (AAD) of all parameters was calculated using equation (8). Figure 7 shows that the model prediction results and Fluent simulation results have a small deviation, where the AAD of separation efficiency (AAD η ) is 0 and the AAD of the pressure drop (AADΔP) is 4.768 Pa. Therefore, through the validation of simulations in Fluent, the model established by BP neural network also shows a high accuracy of prediction on non-sample data

where N is the number of data sets, Pi is the prediction value of the model, and Ci is the calculated value of the model.
Discussion
In Table 8, E11 is the optimal solution of orthogonal design and G1 is the optimal solution of genetic algorithm. The separation efficiency of both solutions is 100%. However, the average separation efficiency of the genetic algorithm is higher and the pressure drop of G1 is 25.77% lower than that of E11, which indicates that the genetic algorithm has a higher optimization performance. On one hand, from the calculation process, the orthogonal design discretizes the six continuous variables studied, and the results are also non-continuous, which shows no continuous prediction ability. The optimal solution from the orthogonal design is one of the sample data, and non-sample data cannot be obtained. On the other hand, the prediction model of the BP neural network established on limited samples can predict continuously and shows an excellent non-linear prediction ability. As a global optimal algorithm, a genetic algorithm can search within the feasible domain and obtain the parameter combination of non-sample data, which can further generate a better optimization effect. Even though the orthogonal design results are worse than those of the genetic algorithm, it can generate feasible parameter combinations from less calculation.
Comparison of optimal results.

Overall, the prediction model of the separation efficiency and pressure drop was established using the BP neural network, and using the genetic algorithm as the optimal method shows the high feasibility of vane demister optimization design. Therefore, when different optimal parameters are considered for other types of demisters, the optimization idea of this article can also be used. First prepare sample data, then use a neural network to establish a prediction model of demist performance parameters, and finally use intelligent algorithm to optimize the model according to different process requirements.
Conclusion
An orthogonal array of 25 cases (L25) for six parameters with five levels was selected. The optimal parameter combination was determined according to the experimental results, where the separation efficiency is 100% and the pressure drop is 36.91 Pa. The range analysis of orthogonal design results show that the vane angle and gas velocity are the two main factors that affect the separation efficiency and pressure drop.
Using the Fluent simulation results as a sample database, the prediction model for the separation efficiency and pressure drop was created based on a BP neural network. Using a genetic algorithm for optimization, the optimal separation efficiency is 100% and the optimal pressure drop is 27.4 Pa. Comparison of five groups of optimal results with Fluent simulation results shows that AAD η is 0 and AADΔP is 4.768 Pa.
The optimal pressure drop from the genetic algorithm is 25.77% lower than that from orthogonal design, which indicates that the genetic algorithm results are better than an orthogonal design of experimental results. Hence, we propose the combined method of a neural network and intelligent algorithm, which shows the high feasibility of the vane demister optimization design and provides a new idea for optimization design of the vane demister.
Footnotes
Appendix 1
Appendix 2
Original multi-objective solutions of G1–G13.

| Trial no. | f 1 | f 2 |
|---|---|---|
| G1 | 4.98677E−05 | 20.74858478 |
| G2 | 8.14972E−06 | 34.81698004 |
| G3 | 4.2129E−06 | 44.2825304 |
| G4 | 3.36303E−07 | 64.21559021 |
| G5 | 2.04827E−07 | 79.39617224 |
| G6 | 1.8287E−07 | 89.83077928 |
| G7 | 7.68879E−08 | 115.848598 |
| G8 | 6.56642E−08 | 122.3291917 |
| G9 | 6.34791E−08 | 137.3267092 |
| G10 | 5.24537E−08 | 153.6112148 |
| G11 | 4.38243E−08 | 170.5428354 |
| G12 | 3.58288E−08 | 189.8839979 |
| G13 | 3.3879E−08 | 217.9190998 |
Handling Editor: Hongfang Lu
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This paper is funded by the State Key Laboratory of Oil and Gas Reservoir Geology and Exploitation in Southwest Petroleum University (The funding number is 448). The authors express their gratitude to the funding.