
Abstract
A back-propagation neural network BP model and a genetic algorithm optimizing back-propagation neural network (GA-BP) model are proposed to predict the grinding forces produced during the creep-feed deep grinding of titanium matrix composites. These models consider quantitative and non-quantitative grinding parameters (e.g. up-grinding mode and down-grinding mode) as inputs. Comparative results show that the GA-BP model has better prediction accuracy (e.g. up to 95%) than the conventional regression model and the BP model. Specific grinding energy was calculated against the grinding parameters and grinding modes based on the grinding forces predicted by the GA-BP model.
Keywords
Introduction
Creep-feed deep grinding (CFDG) is an effective method for machining difficult-to-cut materials. The highly nonlinear relationship between machine conditions and grinding forces in the CFDG process increases the unpredictability of some grinding phenomena.1–5 Grinding force is crucial in the evaluation and monitoring of the machinability of workpiece materials; grinding force also determines surface finishing and specific grinding energy.6–8 Therefore, a prediction model of grinding forces for CFDG should be developed to better understand the influence of processing parameters and predict and improve ground surface integrity and machining efficiency.9–12
Several prediction models of grinding/cutting forces were established in recent years, which included numerical analytical models, regression models, and neural network models.13–17 For example, Fuh and Wang 13 applied the back-propagation (BP) neural networks to predict grinding forces; Li and Wang 14 established a numerical simulation model to predict cutting forces during the machining of titanium alloy; Radhakrishnan and Nandan 15 used regression and neural networks to predict milling forces. Previous studies showed that the analytical model can potentially monitor and calculate grinding/cutting forces in real time; however, the analytical model based on extensive amount of equations can be extremely complex because many factors need to be considered, such as material failure criteria and tool properties. Existing studies showed that the regression models have no advantages over neural network models in solving nonlinear problems. 15 Different empirical formulas could be proposed in the process of building the regression model to calculate the up-grinding and down-grinding forces given the differences in grinding forces. 16 Moreover, the prediction accuracy of the regression model is limited by experimental data. In particular, neural network has a high degree of parallelism, adaptive learning ability, and powerful nonlinear fitting ability. Neural network can handle complex nonlinear problems and has been widely used in artificial intelligence, pattern recognition, and signal processing. For example, Panda and Bhoi 17 predicted the material removal rate in electro discharge machining using neural network model. Li et al. 18 applied BP model to predict the mechanical properties of the shape memory alloy of porous NiTi manufactured by thermal explosion reaction. Qi et al. 19 predicted surface roughness in belt polishing based on artificial neural network. Thus, the neural network model can potentially predict grinding forces based on limited experimental data with high accuracy.
At present, the BP neural network proposed by Rumelhart in the 1980s is the most widely used neural network with high prediction accuracy. 20 The BP neural network is based on the gradient descent method used to adjust the weights and thresholds and limit the mean square error (MSE) to the minimum. However, some inherent defects can be found in the BP algorithm, such as slow convergence and plunge into the local minimum. Some improved algorithms, such as particle swarm optimization (PSO) algorithm, hill-climbing algorithm, and genetic algorithm (GA), were proposed under such conditions to replace the BP algorithm for optimizing neural network to improve prediction accuracy.21,22 Compared with other optimization algorithms, the GA was developed for several years and has become a mature and widely used algorithm. Various GA toolboxes were then developed, such as the GA optimization toolbox and the GA direct search toolbox, which facilitate the wide research application of GA. 23
GA provides a general framework for solving complex system optimization problems. GA is widely used in many disciplines, such as robotics, image processing, and combinatorial optimization. For example, Chan et al. 24 used GA to propose an approach for inventory-based multi-item lot-sizing problem. Lancaster and Cheng 25 applied GA to achieve the optimization of a hydro testing sequence in the construction of a tank farm. Recent studies successfully applied GA to optimize BP neural network and overcome the defects of BP algorithm. 21 Sedki et al. 26 established the GA-BP model to predict daily rainfall runoff. Wang et al. 27 used GA-BP model to predict wind speed. GA is also widely used in mechanical engineering. For instance, Razfar et al. 28 applied neural network and GA to predict optimum damage and surface roughness in end milling glass fiber–reinforced plastics. Ma et al. 29 integrated artificial neural network with GA to achieve thermal error compensation of the shaft in a high-speed spindle system.
On the basis of these findings, the present study proposes two neural network models, namely, the BP model and the GA-BP model, by simultaneously applying quantitative and non-quantitative parameters (e.g. up-grinding and down-grinding) as inputs to predict grinding forces in the CFDG of titanium matrix composites. A regression prediction model is also applied as comparison to investigate prediction accuracy. Specific grinding energy is calculated based on the grinding forces predicted using the GA-BP model. This approach provides a basis for optimizing grinding parameters and grinding modes.
Methodology
Regression model algorithm
The grinding forces in CFDG operations are usually affected by many factors. Grinding parameters are the key grinding forces when the workpiece materials, grinding wheel, and cooling condition are given. The grinding forces would change if different grinding modes (e.g. up-grinding or down-grinding) are applied.15,24 Therefore, the present study proposes empirical formulas based on the regression algorithm to predict grinding force in up-grinding and down-grinding conditions. The grinding forces (including the normal grinding force and the tangential grinding force) can be expressed as 15

where F is the grinding force, k1 is regression coefficient, vs is abrasive wheel speed, vw is workpiece infeed speed, ap is the depth of cut; d1, d2, and d3 are the correlation coefficients of variables, respectively.
Multiple linear equations can be obtained by taking the logarithms simultaneously on both sides of equation (1) as follows

where y = ln F; d0 = ln k1; x1 = ln vs; x2 = ln vw; x3 = ln ap.
According to the regression algorithm, the coefficients of equation (2) are determined based on “training data.” The regression model is established.
BP algorithm
The structure of the BP model is schematically displayed in Figure 1. The grinding parameters (e.g. abrasive wheel speed vs, depth of cut ap and workpiece infeed speed vw) and the grinding mode (up-grinding and down-grinding) are used as input parameters. The up-grinding mode is quantitatively expressed as −1, whereas the down-grinding mode is defined as 1. Normal grinding force Fn and tangential grinding force Ft are utilized as output parameters.
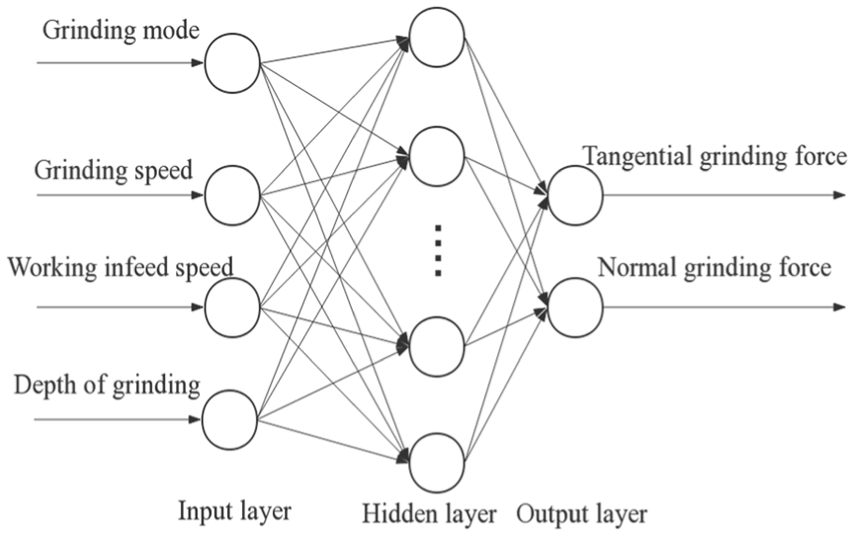
Structure of the applied BP model.
The traditional BP algorithm can be divided into two steps. The first step is forward transmission, whereas the second one is error back propagation:
Forward transmission: The output of the BP neural network can be represented as vector Y = (y1, y2,…, yn). The MSE function between the output values and the expected outputs can then be described as

where dk is an expected value of network output.
Error back propagation: The weights and thresholds of the BP neural network are updated using the gradient descent algorithm to minimize MSE. 20
However, the BP algorithm is often slow in converging and plunging into the local minimum. To overcome these problems and improve prediction accuracy, GA was developed and applied to optimize initial weights and thresholds.
GA
GA is derived from Holland’s work in the 1960s. 22 GA is a precise method of searching for the global optimal solution by imitating natural evolution process. Figure 2 shows the procedure of the GA-BP model.
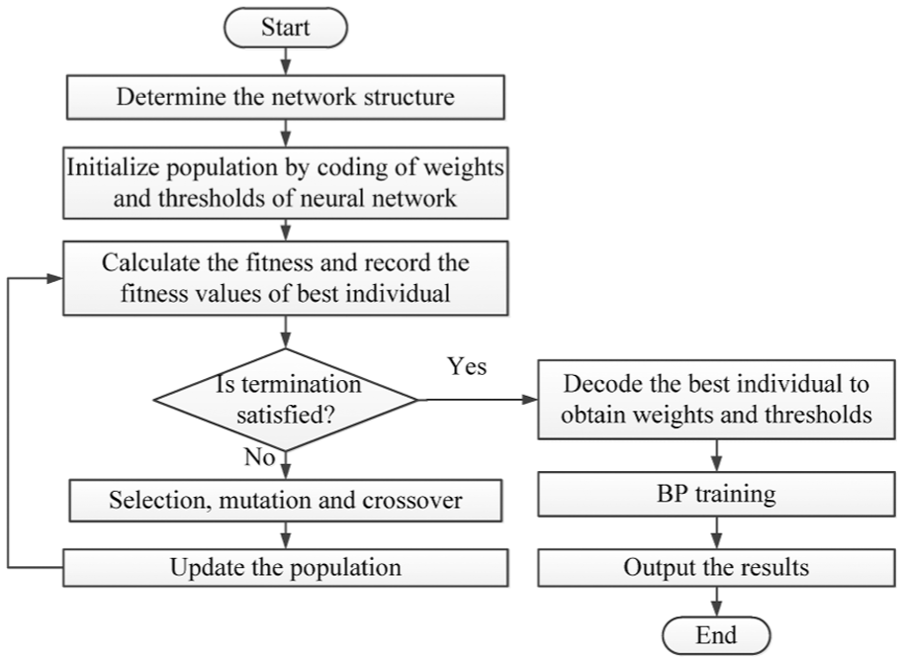
Flowchart of GA.
First, a single gene, which is also called an individual, can be obtained by encoding initial weights and thresholds. An individual consists of four parts, namely, hidden layer connection weights, hidden layer thresholds, output layer connection weights, and output layer thresholds, which are performed with the following binary code

where x stands for an individual and c1c2…cb is a binary number, wherein ci = (1, 2,…, b) is 0 or 1.
A population consists of a certain number of individuals, which could be represented as vector X = (x1, x2,…, xi). The reciprocal of the MSE function is determined as fitness function to demonstrate the merits and demerits of the individuals in the population, which is expressed as

where yk is the output value of the neural network determined by an individual xi; dk is the expected output value.
A new population X′ would be formed when the termination conditions of GA, that is, the fitness value does not meet the requirement or the maximum genetic algebra, are not satisfied. The individuals in the new population are obtained by the operations of selection, crossover, and mutation. A higher fitness individual is more likely to be selected. Individual selection probability can be expressed as 20
In the process of generating offspring, the performance of mutation is followed by probability Pm and crossover with probability Pc. The GA ends until the termination condition is reached.
Grinding experiments details
CFDG experiments of titanium matrix composites were conducted on grinding machine model BLOHM PROFIMAT MT-408. The maximum speed of abrasive wheel could reach 175 m/s when the diameter of the largest wheel is 400 mm and the speed of the highest workpiece infeed is 30 m/min. A microcrystalline corundum abrasive wheel was employed and its parameters are listed in Table 1. The applied titanium matrix composite is a typical difficult-to-cut material, wherein the dominating reinforcements are TiC particles. 30
Abrasive wheel parameters.

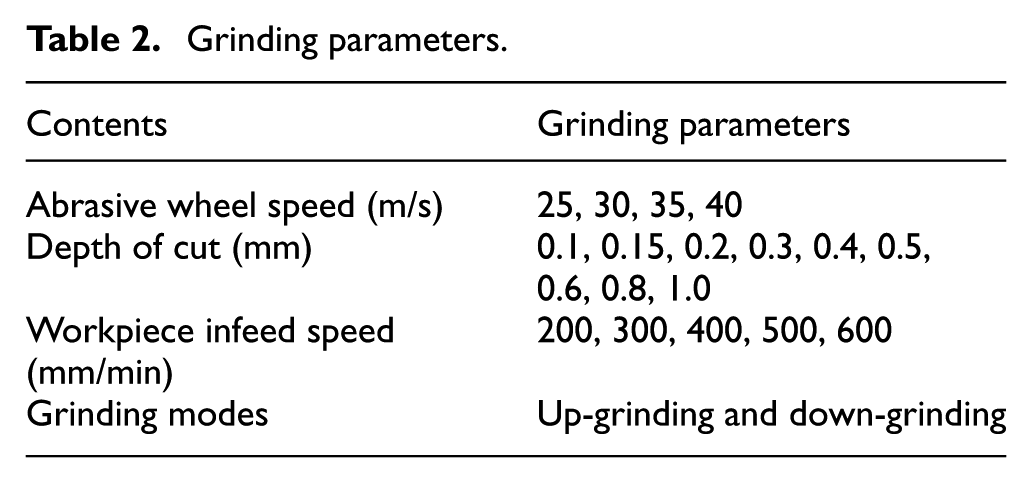
Single-factor CFDG experiments were performed on workpiece samples with 30 mm length, 5 mm width, and 20 mm height. CFDG operations were conducted with the grinding parameters (vs, vw, and ap) as variables in different grinding modes (up-grinding or down-grinding). The experimental conditions are listed in Table 2. The grinding force in the up-grinding mode was measured by four direction piezoelectric dynamometer modeled KISTLER 9272, as shown in Figure 3. In terms of measuring the down-grinding force, the speed direction of the workpiece infeed was opposite to the workpiece infeed speed direction, as shown in Figure 3.
Grinding parameters.
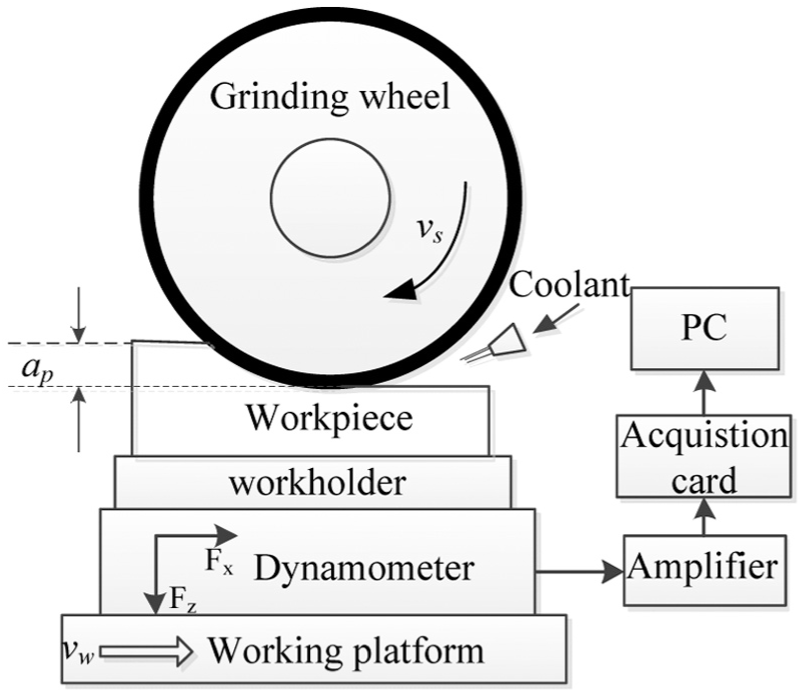
Measurement system of up-grinding force in CFDG experiment.
The grinding forces were measured five times under the same grinding parameters. The average values in the stable fluctuation stage were obtained in the grinding process. In the creep grinding process, normal grinding forces Fn and tangential grinding forces Ft are described as 31


where Fz is the measured vertical force, Fx is the measured horizontal force, and θ is the angle between the vertical force perpendicular to the workpiece and the normal force vector acting on the grinding zone.
Results and discussion
Grinding forces obtained in the experiments
As shown in Table 3, the experimental results of grinding forces obtained in the present work were divided into the training group (e.g. Samples no. 4, no. 7, no. 13, no. 18, no. 21, no. 24, no. 27, no. 32) and the testing group to validate model accuracy (rest of the samples).
Grinding forces obtained with different grinding parameters.
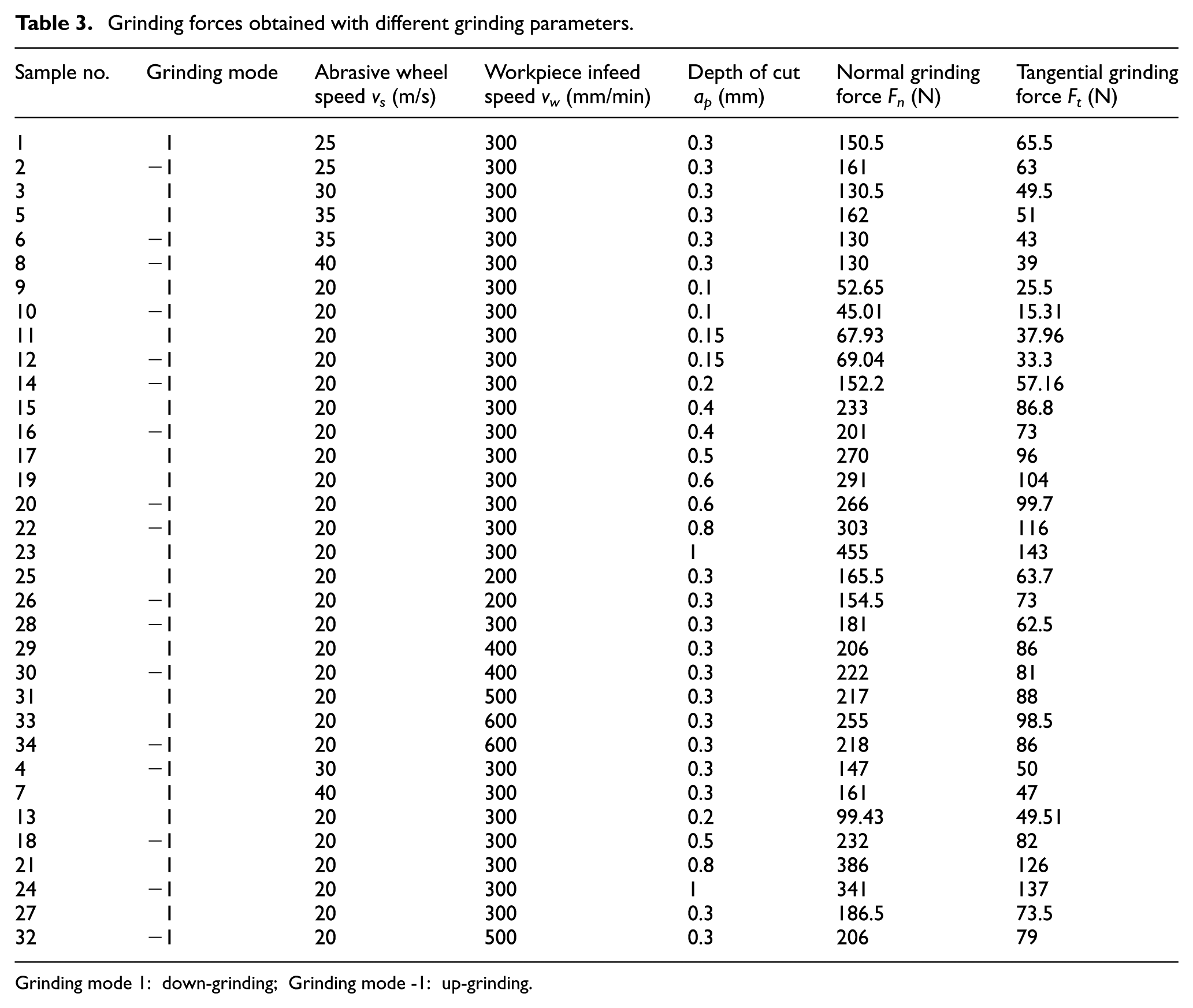
Grinding mode 1: down-grinding; Grinding mode -1: up-grinding.
The training samples were used to establish the empirical formula based on the regression algorithm, which are described as follows:
Empirical formula for the up-grinding mode


Empirical formula for the down-grinding mode


To accelerate the convergence speed and reduce the training time, experimental data were normalized in the interval of [–1, 1], which was calculated according to the following equations


where x is the original value and xmin and xmax are the minimum value and maximum value of original data, respectively.
Many factors can affect prediction accuracy in the process of establishing the BP model. These factors mainly include activation function, number of hidden layers, and number of neurons in hidden layers. In general, the sigmoid function is adopted as activation function because its derivatives are continuous and derivable. Therefore, the active function of the hidden layer is determined as the tan-sigmoid function and the active function of the output layer is determined as purelin function. 32 In this BP model, the number of hidden layers is 1 because the number of neurons in the input and output layers are small; the number of neurons in hidden layer can be determined by the following formula 33

where n and l are the number of neurons in the input and output layers and α is between 0 and 10. Therefore, the value of m ranges from 3 to 13.
The number of neurons in the hidden layer varies from 3 to 13 to obtain the best structures. The best structure is evaluated by the MSE, which is shown in Figure 4.
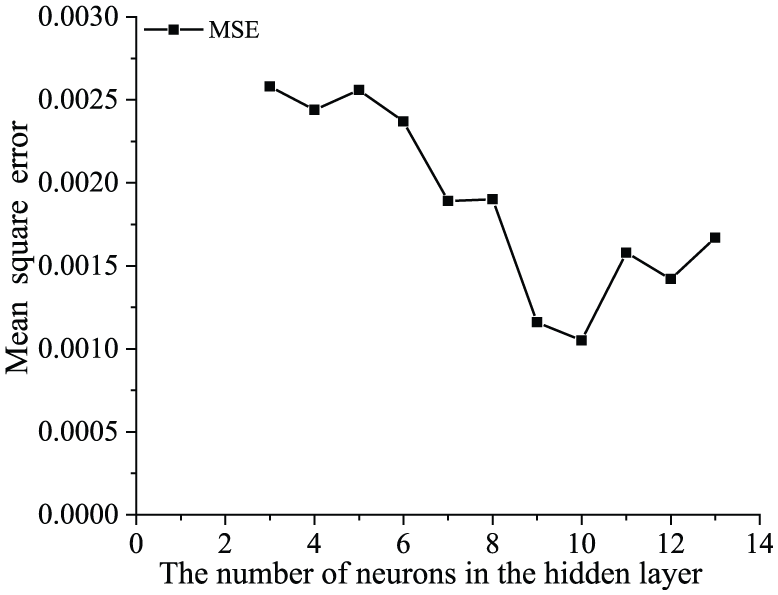
Mean square error of BP neural network with different numbers of neurons in the hidden layer.
The number of neurons in the hidden layer is determined to be 10, with four input neurons and two output neurons. The structure is determined as 4-10-2. To avoid over-fitting, the third termination conditions are proposed when the MSE of the BP neural network does not decrease for six successive iterations.
The GA-BP model was established in the present study. The structure of the GA-BP model was similar to that of the model. The parameters of population size, genetic algebra, crossover probability, mutation probability, and generation gap of GA have some influences on the accuracy and convergence rate of neural networks. In general, the number of individuals in the population is in the range of [20, 100]. The termination evolution algebra takes between [100, 500]; the crossover probability is usually at the area of [0.4, 0.99]; the mutation probability is usually at the area of [0.0001, 0.1], and each weight or threshold will be encoded into binary digits with 10 digits.34,35 Table 4 lists the parameters of the GA-BP model.
Selection of parameters in the GA-BP model.

GA-BP: genetic algorithm optimizing back-propagation neural network.
The training samples are trained on GA-BP model and the fitness values of the optimal individual in each population are recorded as shown in Figure 5. Fitness value initially increases rapidly with the increase of genetic algebra. When the genetic algebra reaches 400, the fitness value remains constant at nearly 0.85. Therefore, genetic algebra can be appropriately set to 500.
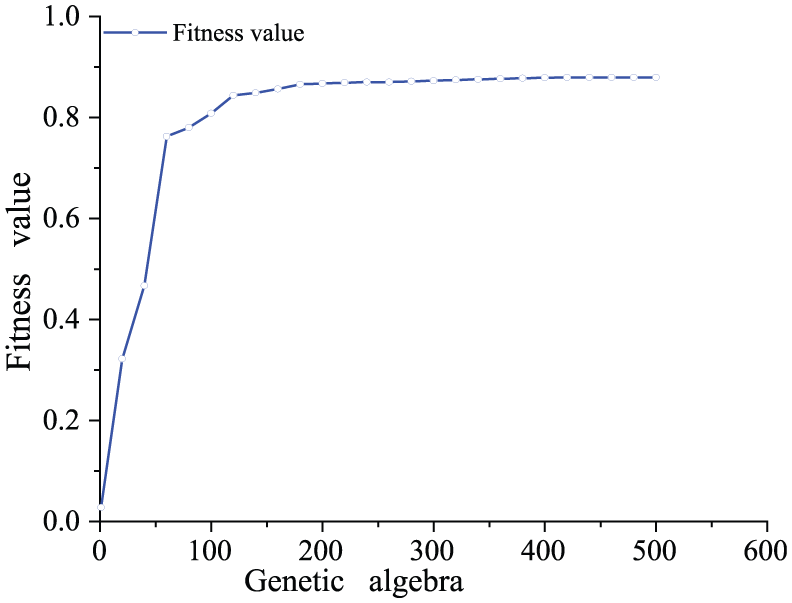
The best fitness value in each generation.
Comparative analysis of grinding force based on different prediction models
In order to assess the performance of the three prediction models, the following indexes are used: absolute percentage error (APE), mean absolute percentage error (MAPE), and coefficient of linear fitting determination (R2)


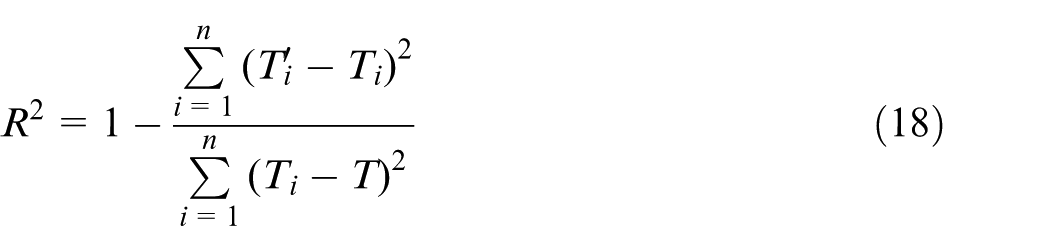
where n is the number of samples; Ti are the experimental results;
The predicted results of the grinding forces are provided in Tables 5 and 6 and Figure 6, respectively. Prediction data I, II, and III are obtained by the regression model, the BP model, and the GA-BP model, respectively.
Normal grinding force.
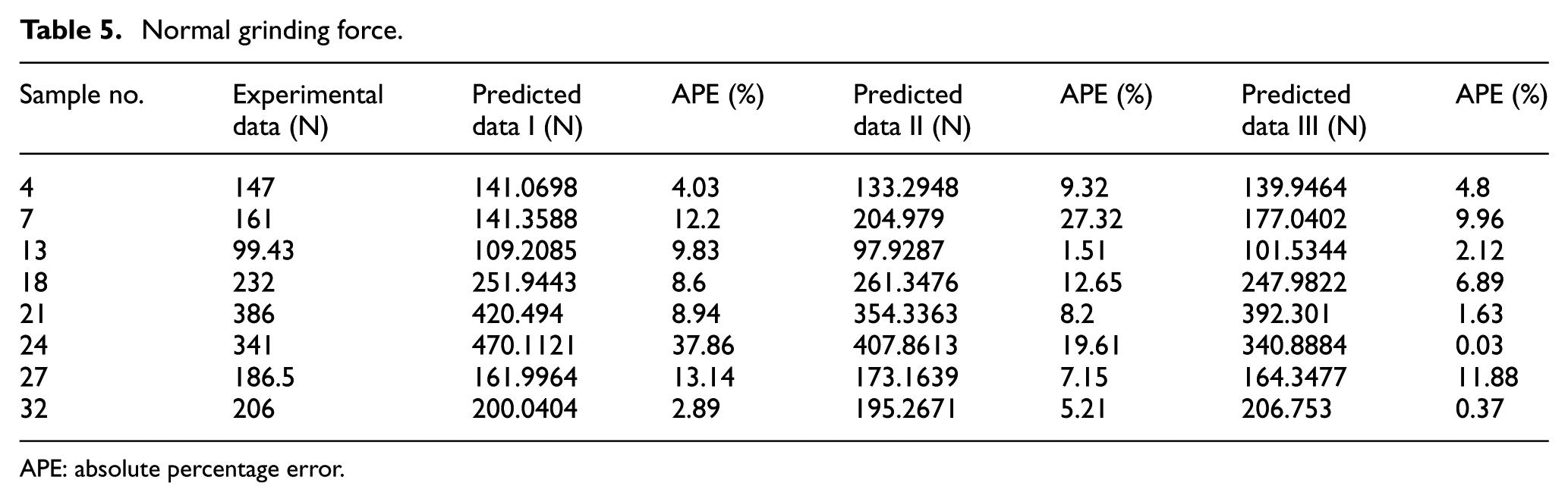
APE: absolute percentage error.
Tangential grinding force.
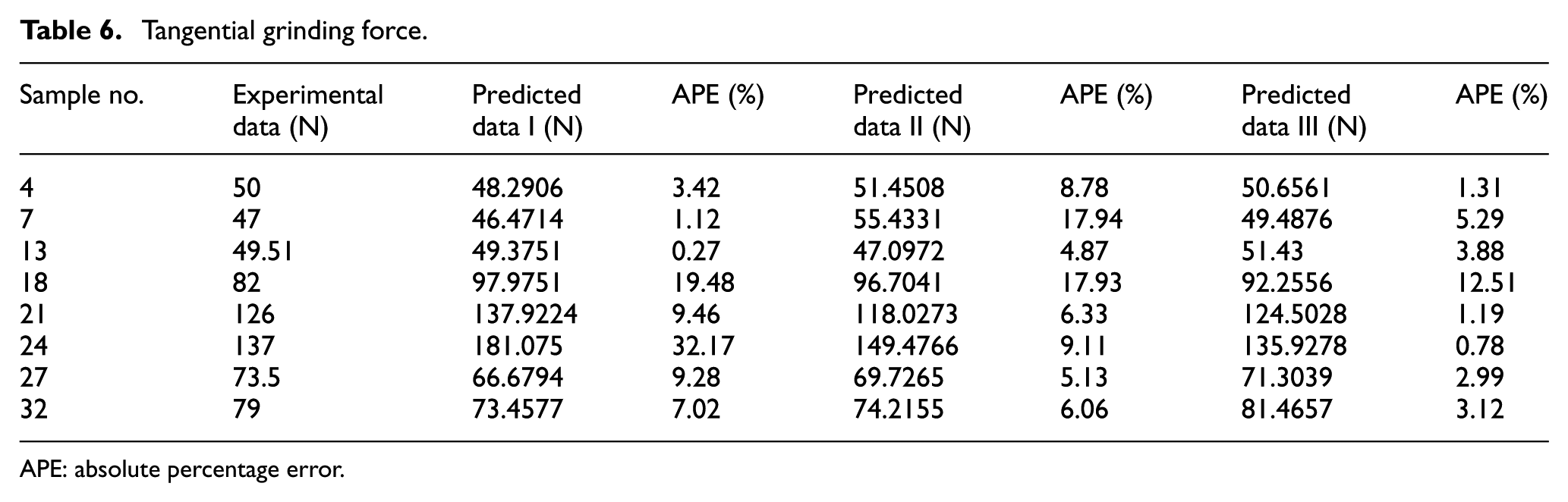
APE: absolute percentage error.
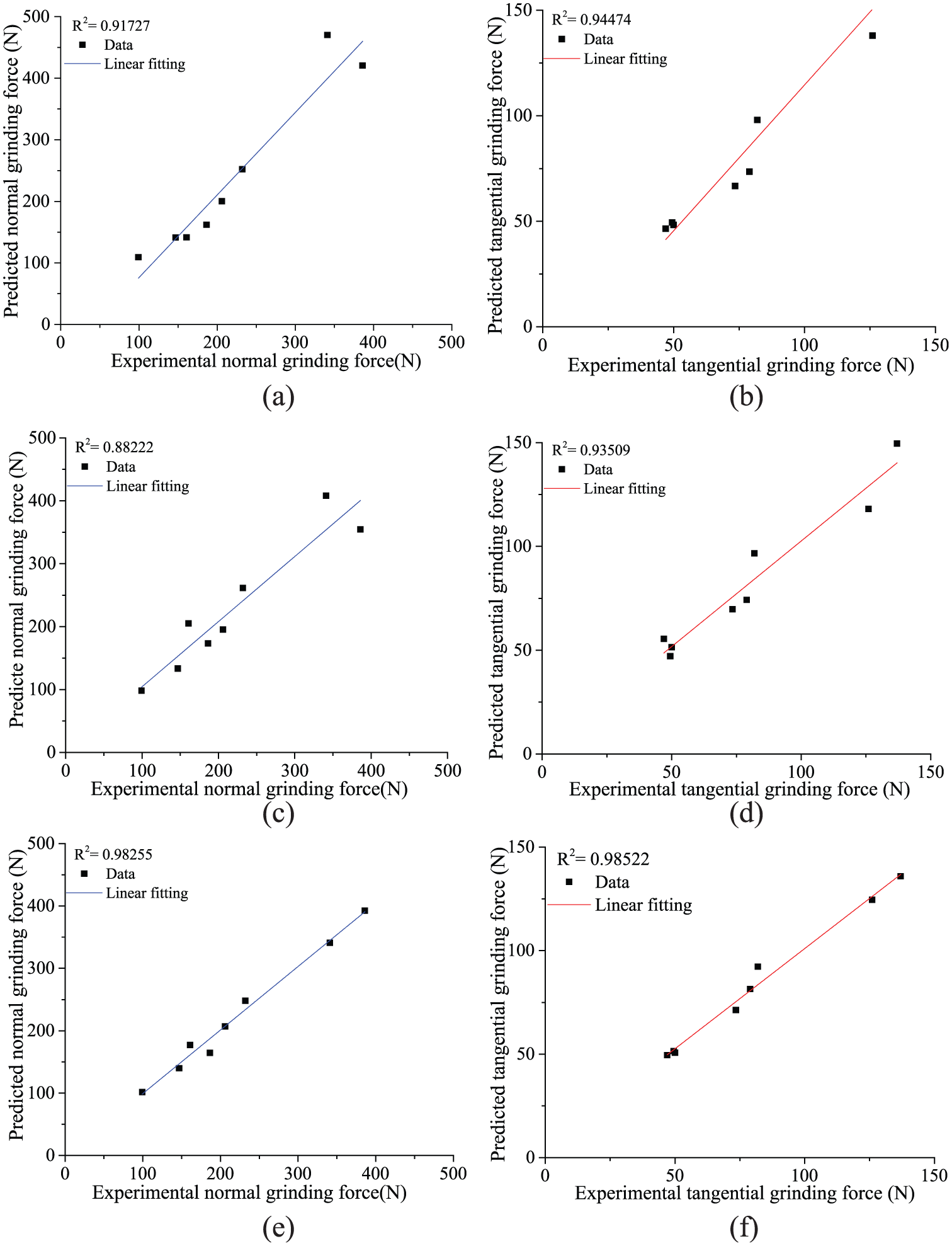
Comparison of predicted results with experimental results: (a), (c), and (e) are the correlation between the predicted normal grinding force and experimental grinding force for the regression model, BP model, and the GA-BP model, respectively; (b), (d), and (f) are the correlation between the predicted tangential grinding force and experimental tangential force for regression model, BP model, and GA-BP model, respectively.
The indexes MAPE, R2, and prediction accuracy of the predicted results of the three above mentioned models are listed in Table 7.
Evaluation indexes of the predicted results.
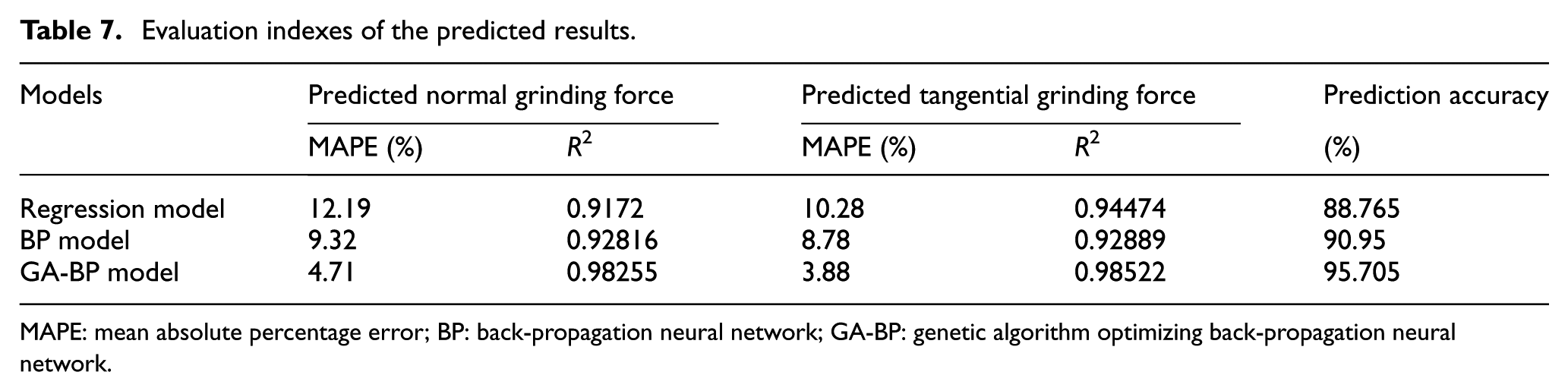
MAPE: mean absolute percentage error; BP: back-propagation neural network; GA-BP: genetic algorithm optimizing back-propagation neural network.
The predicted results of the three models and its APE are displayed in Figure 7. The predicted results based on the GA-BP model are more consistent with the experimental results than the other two models. The normal and tangential grinding force evaluation indexes R2 of GA-BP model are higher than 0.98, which is higher than that of the other two models at 0.92, 0.94, 0.93, and 0.93. In particular, the prediction accuracy of the grinding forces predicted by the GA-BP model is higher than 95%, which is nearly 7% higher than that of the regression model and nearly 5% higher than that of the BP model. These results are shown in Table 7. The present study infers that the GA-BP neural network model has a higher prediction accuracy than the other two models, which has better potential in optimizing grinding parameters and grinding modes.
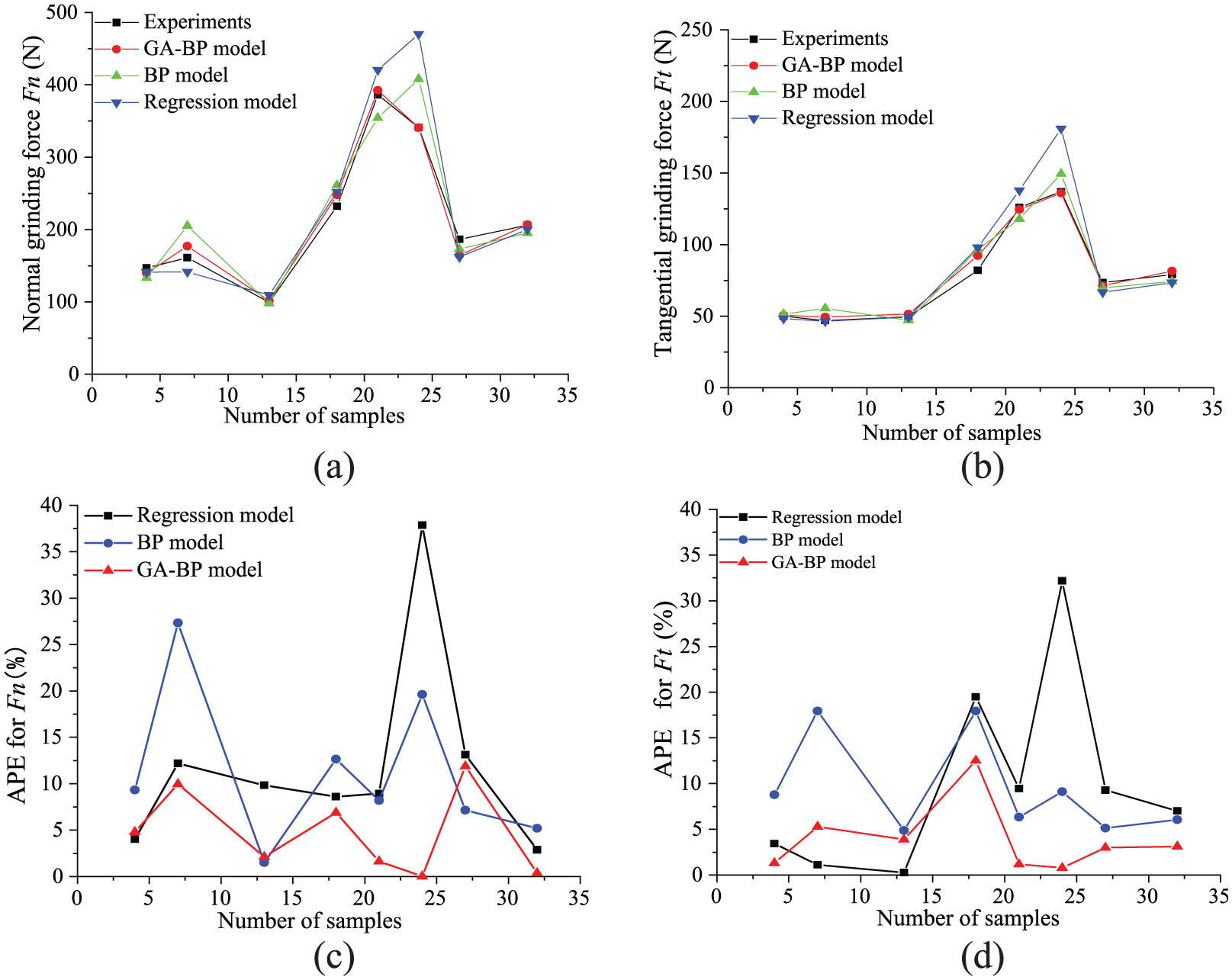
Comparison of predicted results based on different models: (a) and (b) are the comparison of predicted results and experimental results; (c) and (d) are the APE of the predicted results.
Specific grinding energy based on the predicted grinding forces
The specific grinding energy is defined as the amount of energy consumed by grinding a unit volume of material, which is a fundamental parameter to optimizing the grinding conditions. 30 The specific grinding energy can be obtained from the following relationship 36

where b is the width of the workpiece.
Figure 8 shows the specific grinding energy (es) calculated based on the predicted grinding forces using GA-BP model. Teicher et al. reported that the thermal damage to workpiece always corresponds to high specific grinding energy.37,38 Malkin and Guo 39 indicated the presence of a critical specific energy value that causes thermal damage to the workpiece; they also reported that a higher material removal rate was accompanied by a low specific energy of about 20–25 J/mm3 during grinding of brittle material, such as silicon nitride ceramics. Previous studies showed that the workpiece can be well machined when the specific energy of grinding titanium matrix composites ranges from about 40–90 J/mm3.30,31 As shown in Figure 8, the specific grinding energy drops rapidly with the increase of the depth of cut when the depth of cut is lower than 0.5 mm. However, the specific grinding energy generally remains constant when the depth of cut is higher than 0.5 mm, which corresponds to the size effects in grinding. When the abrasive wheel speed and workpiece infeed speed are constant, the undeformed chip thickness increases with the increase of depth of cut. The number of effective abrasive grains that remove the workpiece material also increases. Therefore, the specific grinding energy drops with the increase of the depth of cut. This phenomenon reveals the inverse relationship between specific grinding energy and undeformed chip thickness. 40 In particular, the specific grinding energy produced in up-grinding mode is slightly smaller than that in the down-grinding mode under identical grinding parameters. Therefore, the optimum grinding parameters and modes in CFDG of titanium matrix composites are determined when low thermal damage and high grinding efficiency are required at below the critical value, that is, 90 J/mm3 of the specific grinding energy, as shown in Figure 8. The selection of machining parameters should also consider the grinding temperature and the surface quality of the workpiece, which will be further studied in the future.
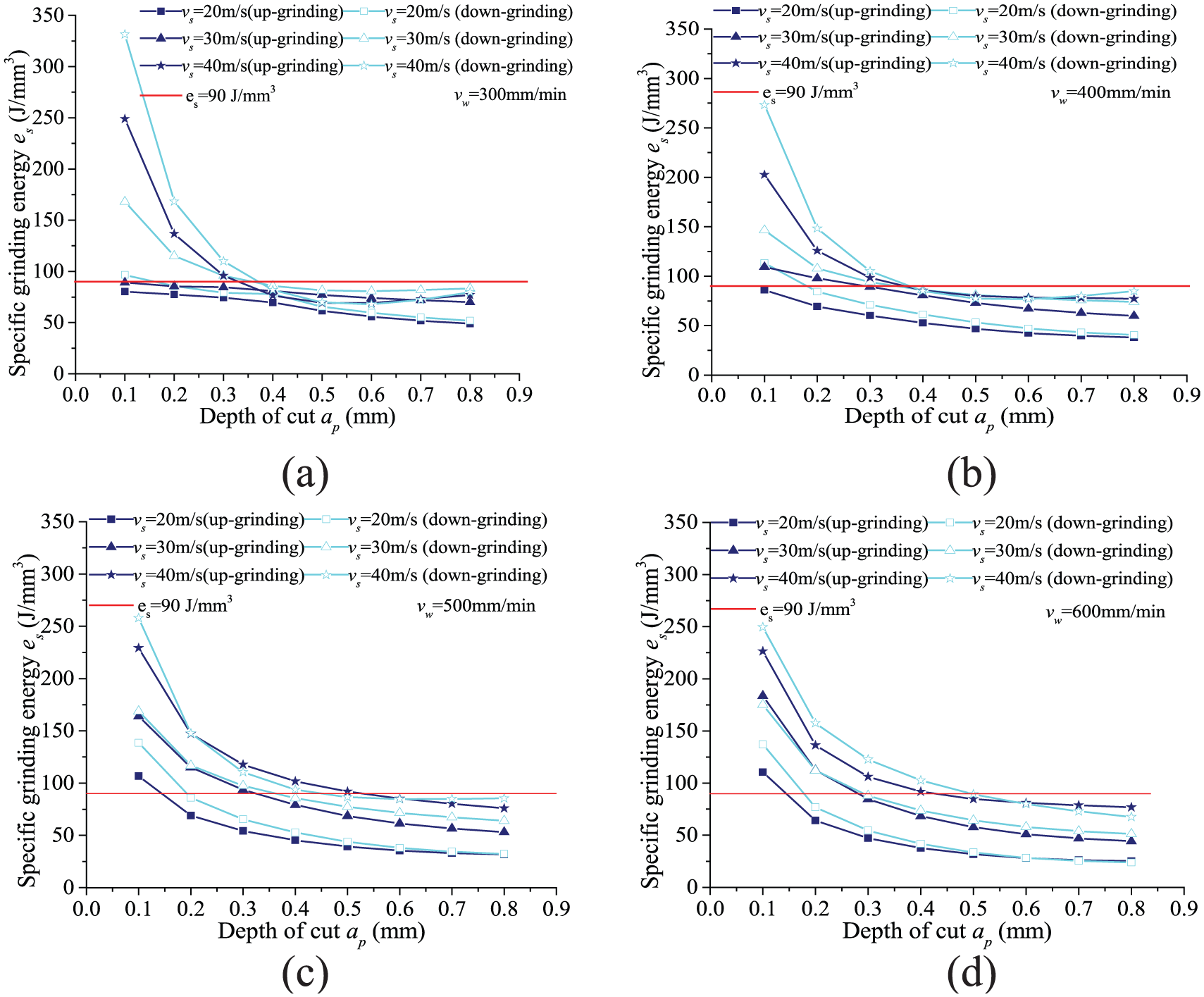
Influence of grinding parameters on the specific grinding energy calculated: (a) vw = 300 mm/min, (b) vw = 400 mm/min, (c) vw = 500 mm/min, and (d) vw = 600 mm/min.
Conclusion
Two neural network models, namely, BP model and GA-BP model, are established by simultaneously introducing quantitative and non-quantitative parameters (e.g. up-grinding mode and down-grinding mode) as inputs.
The GA-BP model has a higher value of prediction accuracy (e.g. up to 95%) than the accuracy of prediction results of the regression model (e.g. 88.7%) and that of the BP model (e.g. 90.9%). Therefore, the GA-BP model has generally better potential in predicting grinding forces.
The variation tendency of specific grinding energy versus the grinding parameters is obtained based on the predicted grinding force.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors gratefully acknowledge the financial support for this work from the National Science Foundation of China (No. 51775275 and No. 5137 5235), the Fundamental Research Fund for the Central University (No. NE2014103), and the Foundation of Graduate Innovation Center in NUAA (No. kfjj2017 0527).