
Abstract
The free vibration and chatter stability of a rotating thin-walled composite bar under the action of regenerative milling force were investigated in this article. The free vibration equations of the rotating thin-walled composite bar were presented and solved by the Galerkin method according to the derived Lagrange equation for the rotating thin-walled composite bar, and the influences of the taper ratio, ply angle, and mode number on the first natural frequency were analyzed. In order to study the chatter stability of the rotating thin-walled composite bar, the time-delay motion equation of the system was derived with consideration of the effects of regenerative milling force and internal/external damping. The two-mode Galerkin method was used to discretize the time-delay free vibration equations, and the semi-discrete method in the time domain was employed to predict the stability lobes. Finally, the correctness of the method was validated, and the stability analysis of the rotating thin-walled composite bar was conducted. Emphatically, the influences of the ply angle, taper ratio, and internal/external damping on the chatter stability of the rotating thin-walled composite bar were analyzed.
The most common method of mechanical cutting is to install the cutter head on the cutter bar. The rotating cutter bar can drive the cutter head to machine the fixed workpiece and thus complete the cutting process. In certain specific machining environments, such as boring deep holes and milling deep grooves, the cutter bar shall have a slender structure. Consequently, its stiffness is low and the cutter bar is prone to chatter under the action of periodically changing cutting force.1–3 In practice, the techniques to improve the stability of the slender cutter bar include active damping,4–6 passive damping,7–9 and spindle speed variation.10,11 However, active and passive damping control technologies both need to add devices and structures to the cutting system, which increases the volume of the processing system and makes the structure complicated. The advantage of the spindle speed variable method lies in its simple structure and wide suitability for frequency band adjustment. Unfortunately, the precision of the machined surface by this method is significantly affected by the changing speed.
In order to improve the stability of machine tool structures including slender cutter bars, some researchers have investigated the possibility of replacing metal materials with composite materials in the design of boring bars because of low weight, high stiffness, and high damping of composite materials.12–16 Lee and Suh 12 designed a composite boring bar and proved that the composite boring bar had better stability than traditional metal boring bars. Nagano et al. 13 studied the dynamic characteristics of composite boring bars with different shapes of metal core. Kim et al. 16 derived the time-delay vibration differential equation of variable cross-section milling cutter bars based on the Timoshenko beam theory and drew the diagram of stability lobes by the frequency-domain analysis method. Especially, the influences of the taper ratio (TR), damping, and material properties on the stability of the bars were also analyzed. However, due to the high rotating speed of boring bars, it is also necessary to consider the gyroscopic effects. 17
From the existing literature, little work has been done on the modeling of rotating composite bars and their chatter stability. Thus, it is of great importance to investigate the influences of various properties on the dynamic behaviors of composite bars in order to gain further understanding of composite bars in the metal cutting process.
In this article, the composite thin-walled beam theory proposed by Berdichevsky et al. 18 and Badir 19 was used to model composite boring bars. Based on the displacement function of Berdichevsky and the Lagrange equation of continuous system, free vibration differential equations of a rotating thin-walled composite bar (RTWCB) with bending–bending coupling were presented. Furthermore, dynamic equations of the RTWCB were developed by taking internal damping, external damping, and the cutting force with time-delay effect into account. Then, on the basis of analyzing the free vibration, the influences of the ply angle, TR, and internal/external damping on the chatter stability were analyzed. Numerical results showed that the ply angle and TR had obvious influences on the chatter stability, while the internal damping affected the stability only at high speeds. The correctness of the stability analysis method could be verified by comparison with the frequency-domain method as well as the calculation results of the time-domain displacement response.
The rest of this article is organized as follows. In section “Dynamic mechanical models of the RTWCB,” the dynamic mechanical models of the RTWCB are established. In section “Governing equations,” the Lagrange equation for the RTWCB is derived to deduce the governing equation of the RTWCB. Then, in section “Solution,” the Galerkin method is used to transform the vibration equation into an ordinary differential equation with respect to time, and the semi-discrete method in the time domain is used to predict the stability lobes. In section “Numerical results,” the free vibration characteristics of the RTWCB rods are discussed, and the influences of the ply angle, TR, and internal/external damping on the chatter stability are analyzed based on the correctness of the stability analysis method. Finally, a summary and some conclusions are provided in section “Summary and conclusion.”
Dynamic mechanical models of the RTWCB
Figure 1 shows the cutter bar model and coordinate systems. The RTWCB rotates around its longitudinal axis with a constant angular speed W. The coordinate system (X, Y, Z) stands for a fixed inertial coordinate system, and its unit vector is (


Cutter bar model and coordinate systems.
It is assumed that (1) the cutter bar is a slender thin-walled elastic cylinder, namely, d ≪ L, h ≪ d, h ≪ r1, and h ≪ r2, where d is the maximum outer diameter of the cutter bar cross-section and (2) the transverse shear effect of the thin-walled structure can be neglected.
Governing equations
The displacement field of an anisotropic closed-section thin-walled structure derived by the variational approach is very applicable to the dynamic analysis of the RTWCB. It can be expressed as follows18,19

where u1, u2, and u3 denote the displacements along the X-, Y-, and Z-axes of any point on the RTWCB, respectively; U1(x), U2(x), and U3(x) denote the average displacements along the X-, Y-, and Z-axes of the x cross-section, respectively;
Based on the displacement functions in equation (2), the strain energy density (the strain energy per unit length) of the RTWCB can be calculated as follows20,21

where
The kinetic energy on the unit length of the cutter bar can be expressed as 22

where

where n is the number of layers in the laminate and
Because
Based on the expressions of the kinetic energy density (equation (6)) and the strain energy density (equation (3)) of the cutter bar, the Lagrange equation of the continuum can be established as 23

where

The free vibration equations can be expressed in terms of kinematic variables by substituting equation (8) into equation (7) as follows



Since the RTWCB has a circular cross-section and circumferential symmetric stiffness (




Considering equations (12)–(15), for an RTWCB with circumferentially uniform stiffness (CUS) configuration, the bending motion can be decoupled from the axial and torsional motions. Here, the bending motion is analyzed separately.
The damping terms play an important role in the suppression/enhancement of instability, but they are not included in equations (15) and (16). When the RTWCB works as a milling cutter bar, it suffers periodic milling force. Taking these terms into account, equations (15) and (16) can be transformed as

where

where
Solution
Galerkin approximation
The Galerkin method is an effective and inexpensive method for converting a continuous differential equation to a discrete problem. It can provide a powerful numerical solution to the dynamic analysis of a continuous system. In this study, the Galerkin method is used to find the approximate solution of equations (17) and (18). By employing this method, the governing equations (17) and (18) are approximated by a system of ordinary differential equations, namely

The Galerkin function

The Galerkin method can yield a set of equations in the form of

where


The elements in the above matrix are listed as follows

When the RTWCB works as a milling cutter bar, it suffers milling force. The milling forces are treated as concentrated loads at its free end. Then

where


where

where
By combining equations (22), (26), and (27), it can be obtained that

where
Considering the effect of the cutting force, equation (29) contains one traditional stiffness matrix
Semi-discrete stability solution
Ignoring the constant force and transporting the time delay to the right-hand side, equation (29) can be expressed as

where


From equation (31), it can be obtained that

Using the semi-discrete method, in the ith time interval, equation (33) can be expressed as 26

By Cauchy transformation, equation (38) can be written in the form of

where

and

where

and m is an approximation parameter regarding the time delay.
It can be found that

After a series of discretization, the final value of the system is

where

where

If the eigenvalues of the transfer matrix
Numerical results
Free vibration characteristics
According to equation (22) and ignoring the cutting force, the first-mode natural frequency of the free vibration of the RTWCB can be obtained using MATLAB software.
Figure 2 shows the variation of the first-mode natural frequency of the RTWCB with ply angle (TR = 2, L = 0.4 m,

Variation of the first-mode natural frequency of the RTWCB with ply angle.
Properties of the boron–epoxy composite material and steel.

Figure 3 illustrates the variation of the first-mode natural frequency of the RTWCB with TR when the ply angle is 20°. As can be seen, with the increase of the TR, the natural frequency gradually increases and the analysis results agree well with the simulation results obtained using the ANSYS finite element method.

Variation of the first-mode natural frequency of the RTWCB with the taper ratio (ply angle = 20°).
When the Galerkin method is employed to solve the problem, the number of modes has a certain influence on the accuracy of the results. Table 2 shows the influence of the number of modes on the analysis results. As can be seen, when the number of modes is larger than 2, the first- and second-mode natural frequencies both change slightly. Consequently, the mode number of 2 is used in the subsequent analysis by the Galerkin method.
Influence of the number of modes on the analysis results ([20°]6, TR = 2).
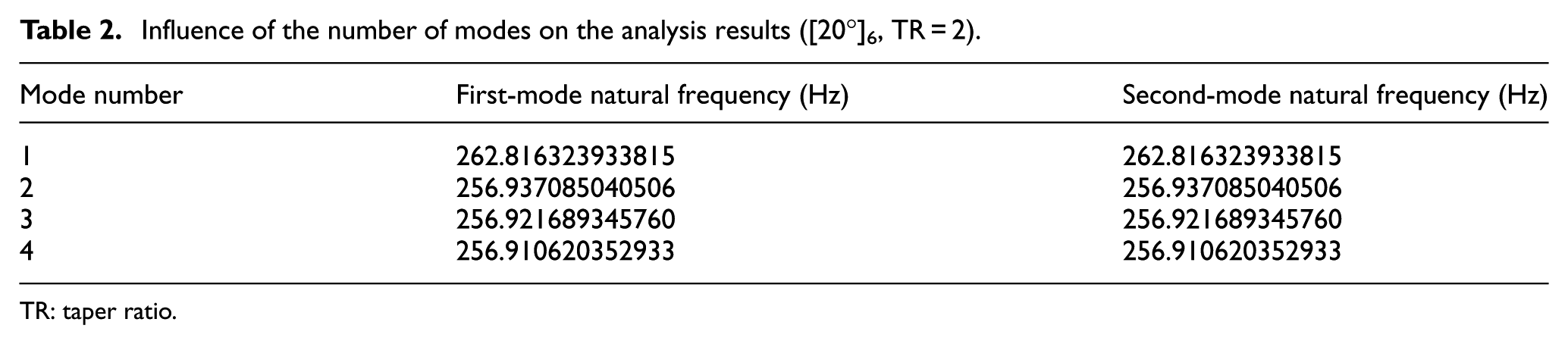
TR: taper ratio.
Stability analysis
Verification of the solution method
In this section, the lobes of the RTWCB computed by the time-domain method in this study and by the frequency-domain method in Movahhedy and Mosaddegh 15 will be compared with those of the steel milling bar shown in Figure 7 in Movahhedy and Mosaddegh. 15
Figure 4 shows the time-domain stability results from equation (42) and the frequency-domain stability results from Movahhedy and Mosaddegh. 15 It is obvious that the curve obtained from the two-mode time-domain method is in good agreement with that from the first-mode frequency-domain method within the most speed range.

Comparison between the time-domain and frequency-domain methods.
In order to calculate the displacement response curve, the Runge–Kutta method is used to reduce equation (33) to a one-order differential equation, and the dde23 function provided by MATLAB can be used to solve the one-order delay differential equation. When the speed is 3000 rad/s, the cutting depth is 0.9 and 0.7 mm corresponding to Point A and Point B in Figure 4, respectively, and the displacement response curves of Point A and Point B are illustrated in Figure 5. According to the displacement response curves, Point A is divergent, indicating that there is a chatter phenomenon, while Point B is convergent, indicating that the cutting process is stable. These results are consistent with the analysis results shown in Figure 4. Point A locates in the unstable zone based on two and three modes, while Point B locates in the stable zone. The results demonstrate that the two-mode Galerkin method is necessary to obtain high-precision results. Figure 6 shows the convergence situations of different algorithms. As can be seen, the result of the two modes coincides with that of the three modes, and they show a certain difference from the result of one mode. This confirms the convergence and high precision of the proposed algorithm.

Bending displacement response curves of Point A and Point B.
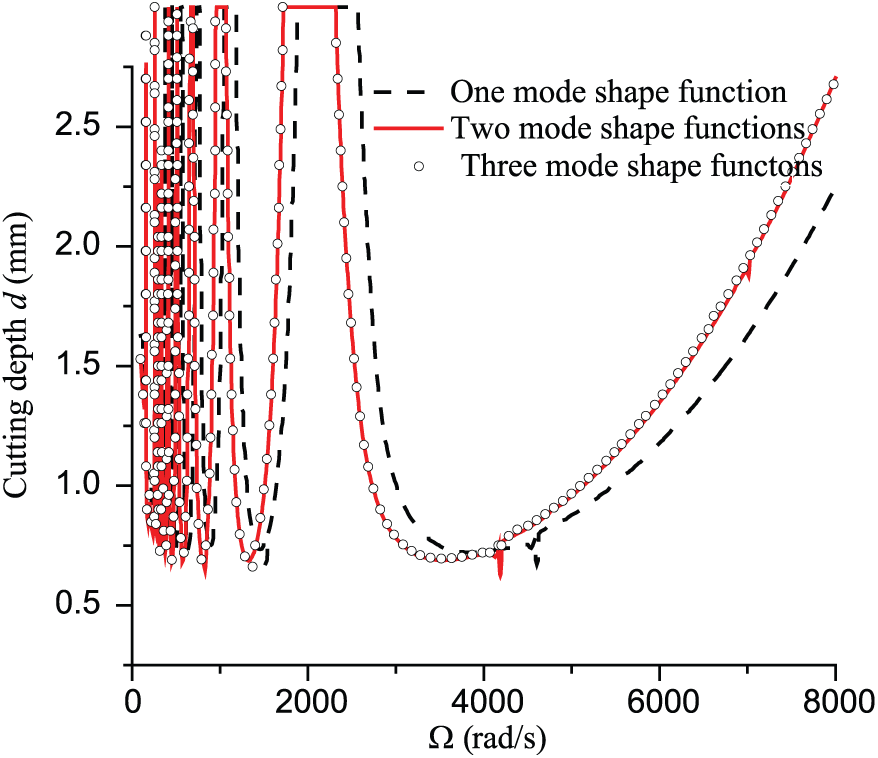
Convergence situations of different algorithms.
Stability lobes of the RTWCB
In order to obtain the stability lobes of the RTWCB with different parameters, the program is written based on equation (42) using the two-mode Galerkin method in MATLAB software.
Figures 7–9 illustrate the influence of the ply angle on the cutting stability of the RTWCB with different TRs when
Influence of the ply angle on the cutting stability of the RTWCB when TR = 0

Influence of the ply angle on the cutting stability of the RTWCB when TR = 2

Influence of the ply angle on the cutting stability of the RTWCB when TR = 4
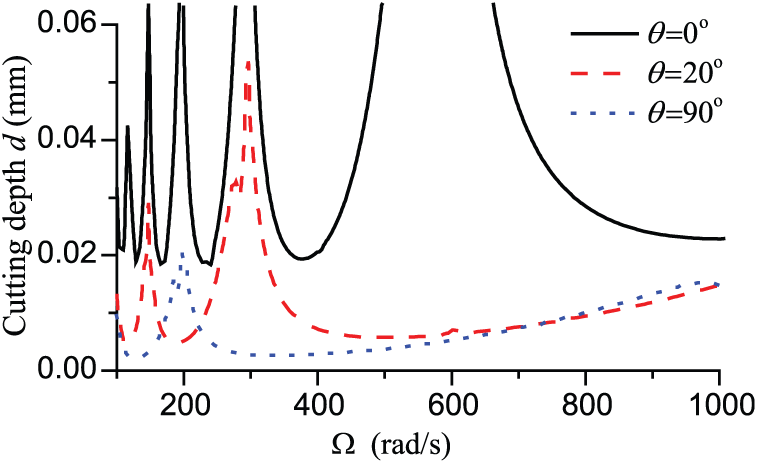
Figures 10–12 illustrate the influence of TR on the cutting stability of the milling cutter with different ply angles when
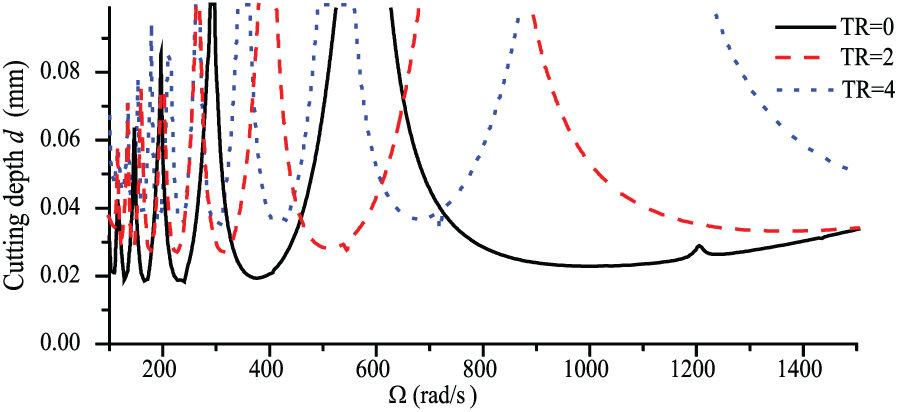
Influence of the TR on the cutting stability of the milling cutter when θ = 0°
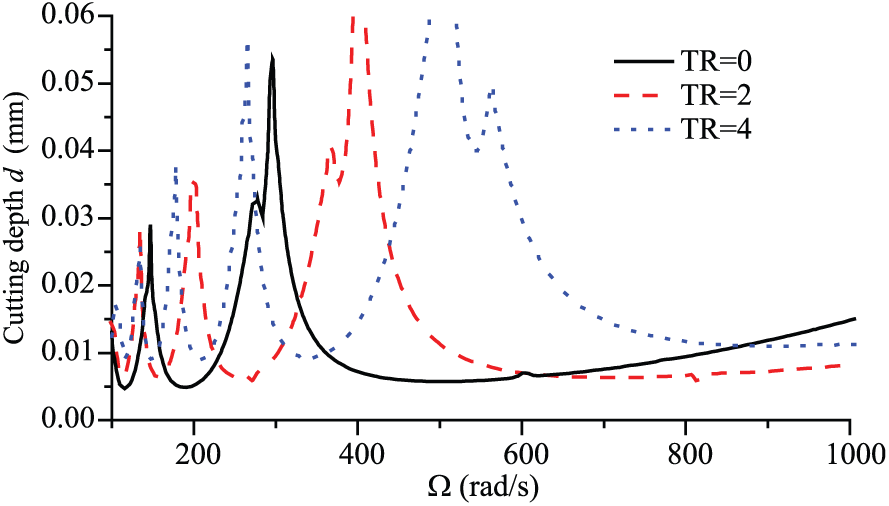
Influence of the TR on the cutting stability of the milling cutter when θ = 20°

Influence of the TR on the cutting stability of the milling cutter when θ = 90°
Figure 13 shows the influence of internal damping on the cutting stability. As can be seen, the internal damping has a weaker influence on the cutting stability than the ply angle or the TR. As the rotating speed increases, the influence of internal damping is enhanced gradually. Since the cutting speed is conventionally not very high, the influence of internal damping on the cutting stability can generally be ignored.

Influence of internal damping on the cutting stability of the milling cutter when TR = 2 and θ = 20°.
Summary and conclusion
In summary, free vibration equations were derived and analyzed to investigate the free vibration characteristics of an RTWCB with bending–bending coupling, and chatter stability analysis was performed by incorporating regenerative milling force and internal/external damping into the free vibration equations. It was found that the ply angle and TR of the composite milling bar had a significant influence on the natural frequency and that a smaller ply angle and a larger TR could increase the natural frequency. Also, the two-mode Galerkin method could obtain accurate results for chatter stability analysis of the RTWCB. Based on the semi-discrete method and the two-mode Galerkin method, the stability lobes of the RTWCB for different parameters could be predicted, and a smaller ply angle and a larger TR could extend the stable cutting zone and improve the cutting efficiency. The internal damping had an increasingly significant influence on the chatter stability with the increase of the cutting speed, and its influence on the cutting stability was generally not obvious considering the relatively low cutting speed in the conventional machining process.
Footnotes
Handling Editor: Nima Mahmoodi
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (Grant Nos 11672166 and 51605264).