
Abstract
Along with the change of global economic landscape and the development of manufacturing technologies, cyber–physical-system-integrated smart manufacturing system has become a general solution for both developed and developing countries to upgrade their manufacturing industries. To bridge the gap from those theories developed without much practice to those strategies put forward in recent years by typical countries, a framework of smart manufacturing workshop is proposed in this work, trying offer a possible solution in workshop level to the intellectualization of manufacturing processes. To measure the unbalanced development levels, a comprehensive model for quantitative capability maturity evaluation of smart manufacturing workshops is developed, providing directive guidelines and roadmap for the transformation of manufacturing companies. A complete and detailed application of automotive body-in-white manufacturing is also given to demonstrate the implementation and potentials of the framework.
Keywords
Introduction
With the fast development of the global economy, manufacturing industry is undergoing a tremendous revolution, both in developed and developing countries. For developing countries, continuous increase in the labor costs has brought great pressure to the further development of labor-intensive industries, especially in China. Meanwhile, the abuse of over development of virtual economy in developed countries has been gradually exposed. So, these countries plan to recover their economy by rebuilding their real pillar industries, especially in manufacturing industry. Although facing quite different developing problems, there is the same solution to their dilemma. Upgrading manufacturing industry by integrating advanced sensing technologies, robotics, Internet of information, Internet of things, and so on has becoming an irreversible trend.
Apart from these phenomena that can be easily discovered, some common characters of new industrial trends can be summarized from three aspects, which are explained in detail as follows:
Improved technique basements. Rapid prototyping based on three-dimensional (3D) printing technology changed traditional machining methods. Composite technology and nanotechnology offer materials of high strength, good quality, high performance, and high durability. Digital and intellectualized manufacturing systems have improved production efficiency greatly.1,2
Advanced production models. Mass production transforms to mass customization and on-demand personalized manufacturing models. Flexible and reconfigurable manufacturing systems gradually replace those stationary production systems.3,4 Socialized production, instead of centralized factory production, has gotten fast development with the integration of information and communication technologies.5,6
Evolved production organizations. Merge of manufacturing industries and producer services has blurred industry boundaries and changed traditional employment structure. Integration of parallel horizontal industrial chain and cluster of vertical industry chain have been enabling the emergence of flat and networked production organization and new cooperative and competitive partnership. Because of the fast development of information technologies, communication channels, and network platforms, traditional geographical region–based industrial agglomeration is gradually replaced by network-based industrial agglomeration, which can be depicted as the virtualization of industrial clusters. 7
In order to cope with those challenges from the manufacturing industrial revolution, countries all over the world have taken actions. The European Union sponsored a roadmap project titled “IMS2020” with the objective to strengthen international cooperation under intelligent manufacturing systems (IMS), to provide an effective interface with ongoing European road-mapping activities and to create research synergies through the establishment of international manufacturing communities in key areas. 8 German government launched the Industry 4.0 plan in 2013, 9 which facilitates the vision of the smart factory based on the technological concepts of cyber-physical systems (CPS), the Internet of things, and the Internet of Services. American government put forward the re-industrialization strategy to revive American economy after the economic crisis since 2008. In the year of 2015, China also released the white paper of “Made in China 2025.” However, all these plans are proposed at the strategy level, offering some instructions of requirements, targets, and prospect for further development of manufacturing, without specific detailed description for real operation.
Actually, in the 1990s, manufacturing integrated with advanced automation and information technologies was first called intelligent manufacturing. Various technologies for supporting IMS, 10 like expert systems, 11 artificial neural networks, 12 genetic algorithms,13–15 fuzzy logic,16,17 intelligent agents,18,19 and computer numerical control (CNC) programming, 20 had been carried out by heavy academic researches, but still in laboratories without more wide and practical applications during that period. 21 After that, some signs of modern intelligent manufacturing thoughts began to emerge, like Internet-based manufacturing 22 and knowledge framework of IMS. 23 But along with the development of new technologies and business modes in recent years, the appellation of smart manufacturing would be more suitable than intelligent manufacturing, which is also widely accepted by academia and industries.24,25
Aiming to bridge that gap from strategy and theory to practice, under these grand plans, the authors try to offer a possible solution in workshop level to the intellectualization of specific production processes, namely, to figure out a general framework of smart workshops. Meanwhile, not all the manufacturing enterprises are developing at the same level on the road of smart manufacturing. 26 It is very necessary to sort out the evaluation criteria and methodology for different development stages. Existing researches, for example, Industry 4.0, just give some vague qualitative evaluation methods without clear evaluation indexes and standard.
The rest of this work will be organized as follows. In the following section “The proposed framework of smart manufacturing workshops,” a common five-layer architecture of smart workshop is proposed. Then, its components, operation mechanisms, and system integration will also be explained in detail. In section “A maturity model for smart manufacturing workshop,” a quantitative capability maturity model for smart manufacturing workshop is developed, in order to offer possible guidelines and roadmap for the transformation of manufacturing companies. A complete and detailed application of automotive body-in-white (BIW) manufacturing is also given in section “A case study in automotive industry” to demonstrate the implementation and potentials of the framework.
The proposed framework of smart manufacturing workshops
The research team has been cooperating with several typical manufacturing companies from different industries, including automobile, shipbuilding, metallurgical equipment, construction machinery, and aerospace craft, for the improvement of their smart manufacturing systems. Summarized from actual production organization processes and considering common characters of these industries, a general framework of smart manufacturing workshop is proposed as depicted in Figure 1. The framework consists of five layers, which are supporting technologies, basic components, function modules, operation layer, and business layer. Organization and function descriptions of each layer from down to top are as follows:
Supporting technologies: those discrete underlying technologies solving specific problems and supporting the constructions of components and subsystems, which include sensing technologies, modularity, embedded system, control theories, optimizing technologies, system coordination, fault diagnosing, reliability maintenance, communication and network technologies, safety and security techniques, precision manufacturing technologies, and pattern recognition technique.
Basic components: those software, hardware and equipment being grouped together for operating some specific functions, which include automotive equipment, flexible fixtures, smart software, and sensing and communication networks.
Function modules: those subsystems that perform a series of specific tasks. Eight function modules are defined here in the proposed framework, including automatic loading and unloading systems (ALU), leveled and balanced mixed flow production (LBM), parameters optimization system (POS), real-time monitoring system of production process (RMP), digital logistic tracking system (DLT), high-precision online testing and inspection system (HPD), automatic fault diagnosis and warning (AFD), and integrated information systems (IIS). The eight function modules will be explained in detail in the part of case study.
Operational layer: operation organizing form and engineering requirements for digitalization, flexibility, configurability, lean, and agility of production process. The production process should be digital for well control, flexible for process adjustment, reconfigurable for product line switch, lean for cost down and high quality, and agile for quick response.
Business layer: overall targets for the smart manufacturing workshop, which concerns more for fulfilling personalized and diversified customer and market needs both for products and services. Mass customization and personalized manufacturing will offer customers diverse options. Those techniques that enable product intelligence will provide new opportunities for individualized service based on data acquisition and analytics.

A framework for smart manufacturing workshop construction.
These five layers are basic components to construct smart manufacturing workshops. However, just like human beings are composed of same cells and organs, but people are different from each other because of different appearances and personalities. As supporting technologies are packaged to be standard solutions and basic components are modularized for selection and configuration, these two layers become common structure for most smart manufacturing workshops. Business layer is the target and manifestation of system operation. The key to construct unique smart manufacturing workshop lays focus on the joint mechanisms of function modules and operation layers. While function modules are the limbs and trunk, data for operation are the neural networks and blood vessels of smart manufacturing workshop. Two main key rules are summarized as follows:
Collaborative work mode between different function modules: major studies focus on resource allocation, dynamic scheduling, and parallel operation in a smart manufacturing workshop. A basic model is proposed as shown in Figure 2.
Transmission and sharing rules and mechanisms of information and data: key point to solve this problem is to build standard data interface, so that all the equipment, hardware, and software can be integrated in common platform, which is depicted in Figure 3.

Collaborative work mode between different function modules.
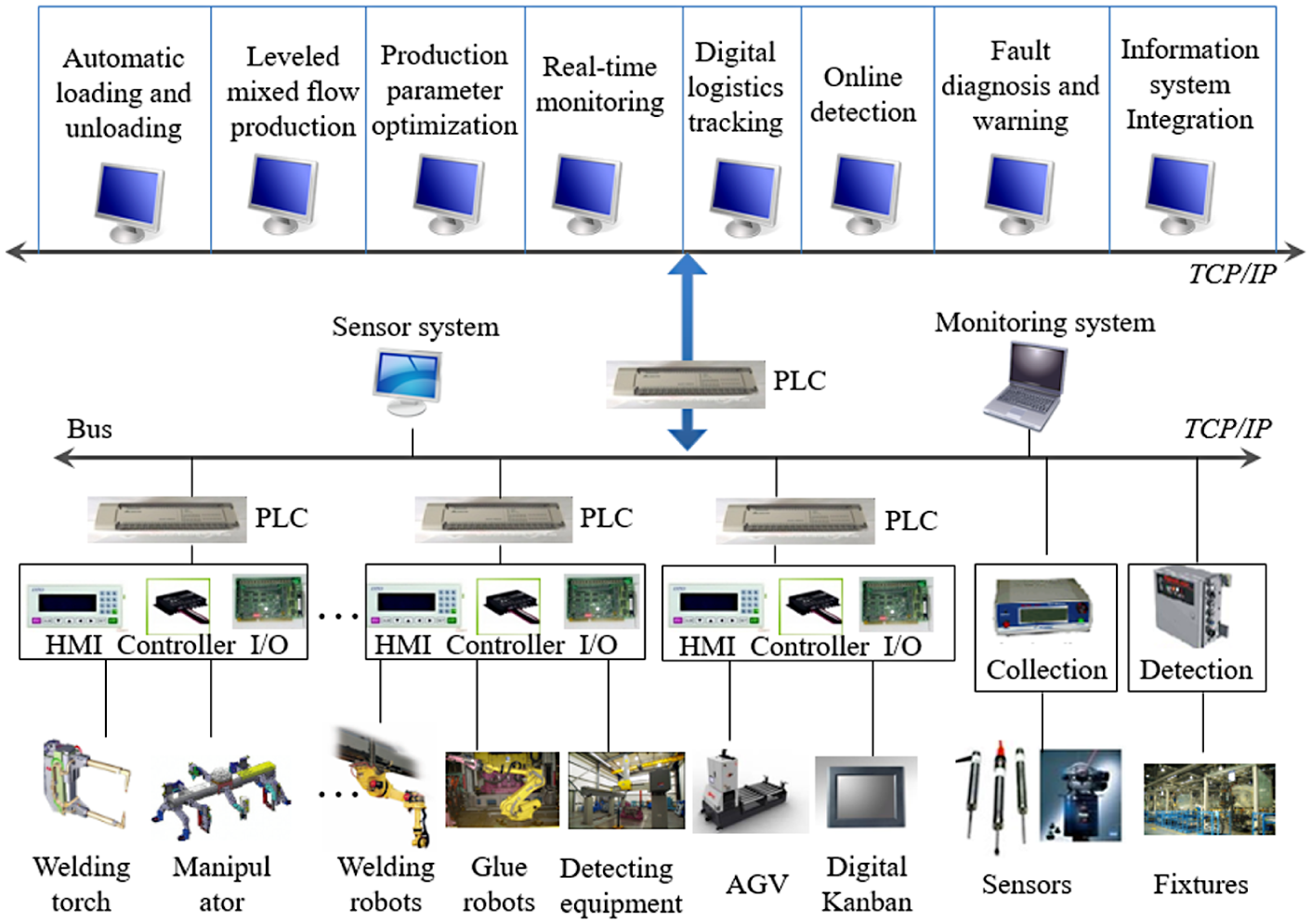
Integration of intelligent components and data interface.
A maturity model for smart manufacturing workshop
As we all know, not all the companies are at the same level when comes to the construction and development of smart manufacturing workshops. So, a quantitative capability maturity model for the measurement of the construction level of smart manufacturing workshops is proposed in this section, trying to offer possible guidelines and roadmap for their further evolvement.
To make it an effective tool, the project group made some preliminary work in two ways to collect useful and necessary information. The first was to arrange interviews with managers in more than six companies from five different industries in Shanghai and other cities all around China, including automobile, shipbuilding, metallurgical equipment, construction machinery, and aerospace craft, which are building smart manufacturing workshops. In the meantime, a questionnaire survey for over 200 engineers covering the mentioned five industries was implemented to obtain engineers’ opinions and suggestions for smart manufacturing workshop construction.
Based on the interviews and survey, a five-level maturity model for smart workshop is developed as shown in Table 1. The model has eight dimensions, which are indicators of eight function modules, including ALU, LBM, POS, RMP, DLT, HPD, AFD, and IIS. Each of the dimensions is scored 1–5 to measure the capability maturity degree. As in different industries, each dimension may have different influential rate, and companies would lay different focus on them when constructing smart manufacturing workshops. Weight coefficients are allocated to each dimension with a comprehensive evaluation analytic hierarchy process (AHP) method by combining both expert assessment and statistical analysis.
An eight-dimensional maturity-level-evaluation model for smart manufacturing workshop.

ALU: automatic loading and unloading systems; LBM: leveled and balanced mixed flow production; POS: parameters optimization system; RMP: real-time monitoring system of production process; DLT: digital logistic tracking system; HPD: high-precision online testing and inspection system; AFD: automatic fault diagnosis and warning; IIS: integrated information systems.
For better intuitive understanding of the eight-dimensional indexes, a radar chart is applied to make the data visualized. With this, strengths and weaknesses of a company are clear at a glance. It also can be used for comparison of competitors (example in Figure 4(a)) or different development procedures of one company (example in Figure 4(b)).

Radar chart for maturity indexes visualization: (a) comparison of two companies (C1 and C2) and (b) comparison of two procedures (P1 and P2).
Maturity level of a smart manufacturing workshop is a comprehensive evaluation of the eight-dimensional indexes. The final evaluation score
A case study in automotive industry
The framework of a BIW component smart manufacturing workshop
Company S is one of the biggest and most specialized manufacturers of BIW components in China, which has first-class joint workshops and advanced equipment for stamping, welding, heat molding, and mold manufacturing. The company has developed the capability of manufacturing BIW components for more than 450,000 vehicles. The advantages in quality, technique, price, costs, and service have enabled Company S to win a good reputation and occupy a large market in China, enabling the company to become the main supplier of the largest automobile manufacturing companies in China. As shown in Figure 5, main products of Company S include front and rear doors, hoods, floor, A pillar, B pillar, and skis spot.

Main products of Company S: (a) doors, (b) hoods, (c) floors, (d) A pillars, (e) B pillars, and (f) skis spots.
The company owns the full technique and production process of parts stamping → assembly welding → glue wrapping → assembly detection and testing. The layout of the workshop manufacturing workshop for automotive BIW components is shown in Figure 6.

Layout of manufacturing workshop for automotive BIW components.
Subsystems of BIW smart manufacturing workshop
ALU
As shown in Figure 6, the workshop is composed of nine main production lines, including FR DR LH, FR DR RH, RR DR LH, RR DR RH, FR HOOD, RR HOOD, F/Floor (FLR), R/FLR, and a heat molding line for the manufacturing of A Pillar, B Pillar, and Skis Spot. Basic manufacturing processes cover welding, machining, and molding. Traditional manual operation for welding, gluing, and conveying have lots of problems, which are listed as follows (Figure 7):
High-strength work, unable to meet the production of large quantities 7 days 24 h without production line stopping.
Hard to guarantee the stability of product quality for the differences and fluctuation of operational experiences and qualification.
Unable to meet the capability of high-rate and multi-line flexible production limited by labor efficiency.
Increasing risks and danger because of the participation of manual work.

System decomposition of smart manufacturing workshop for automotive BIW components.
The workshop is designed to have theoretical up to 60JPH production rhythm. To meet such high-rate and multi-line flexible production needs, a smart manufacturing workshop with high reliability and flexibility should be constructed to make sure high-efficient production.
According to characters of products and manufacturing processes, ALU are designed and implemented in the workshop, as shown in Figure 8.
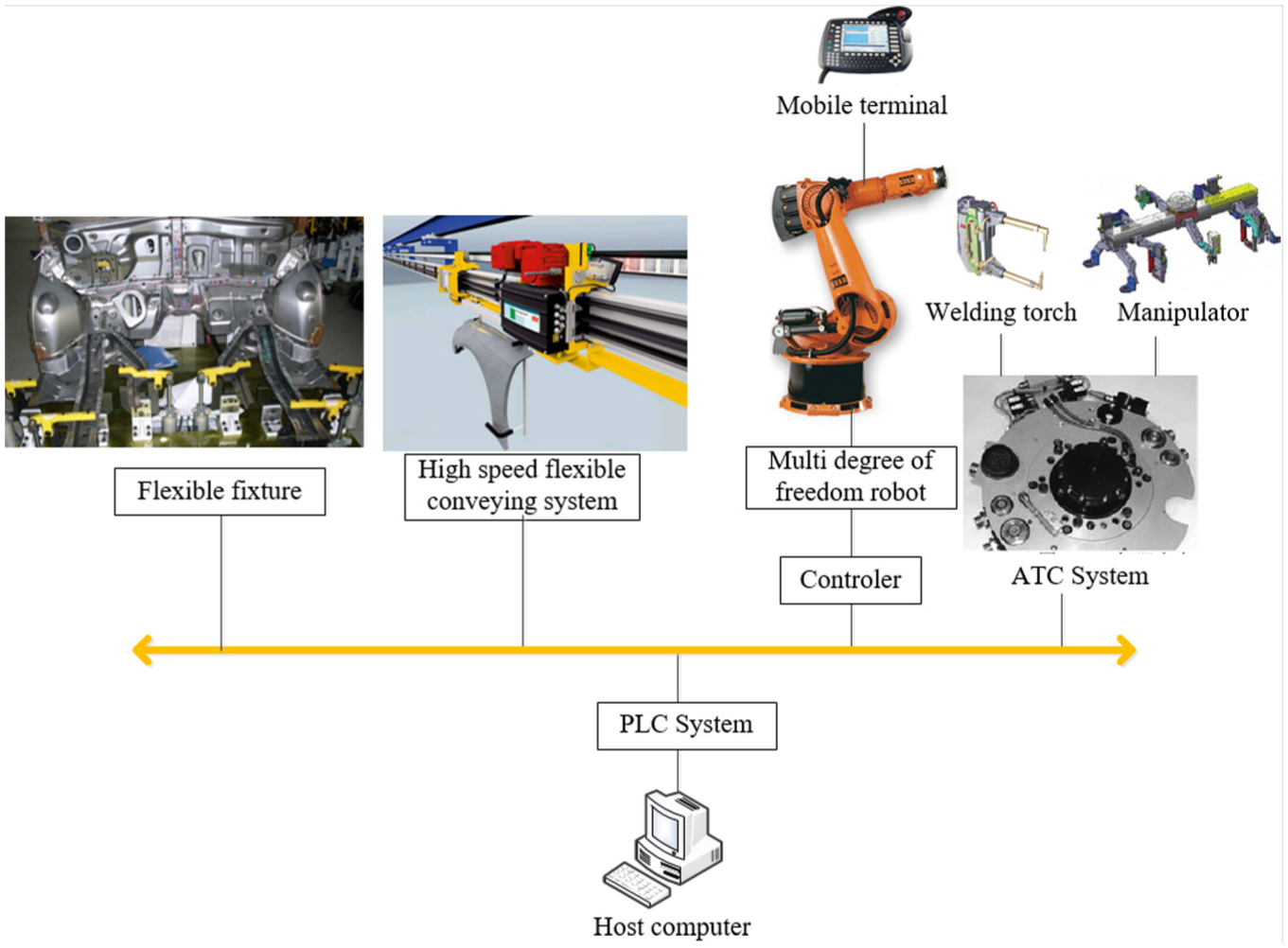
System composition of automatic loading and unloading systems.
LBM
Company S supplies BIW components for many kinds of vehicle models, while having the production characters of large quantities and short production cycle. With the development of automotive industry, the needs for more models, more variety, more status, variable volume, short cycle, and high reliability are becoming more prominent, which calls for improvement of production modes for BIW components. Although some advanced automated production lines get applied in high-precision machining of some parts in Company A, many areas are still not organized according to lean production model. High work-in-process (WIP) inventory and bottleneck in welding process have limited the further development in costs down and capability improvement of Company S.
In order to optimize allocation of production resources and improve production efficiency of BIW components in newly built manufacturing workshops, apart from deployment of intelligent hardware and software platforms and technologies, Company S has also introduced advanced Lean production and management mode, especially in LBM. Focusing on high efficiency operation and fine control, based on hardware facilities construction and software implementation, integrating with concepts and tools of Lean production, a model for LBM is proposed as shown in Figure 9.
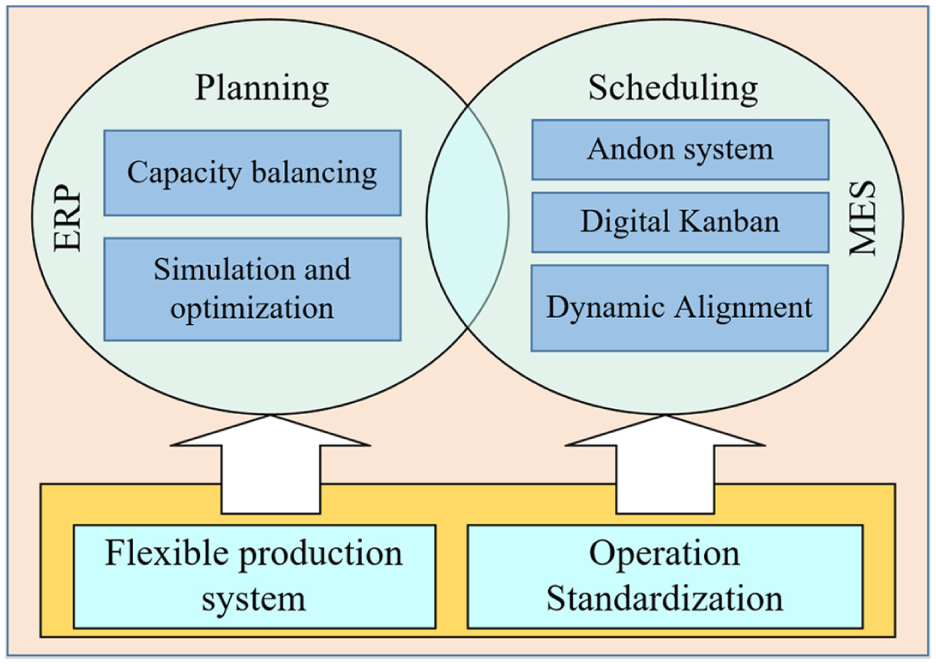
Solution for leveled and balanced mixed flow production.
Through optimized configuration and control to those on-site materials and resources, mixed flow production of BIW components can be leveled and balanced. Company S solved this problem by considering three aspects, including basic infrastructure, planning and scheduling, and workshop operation. A closed-loop feedback mechanism is used trying to seek solutions. Planning and scheduling is the core function of the subsystem, which is the top-level planning for intelligent control of product flow. Methods and tools of lean production are used in the workshop operation, which help to improve the ability of resource allocation and configuration. As for basic infrastructure construction, workshop layout and logistic routine can be well planned and optimized according to computer virtual simulation and real-time field feedback.
Welding POSs
Welding process optimization model can be summarized into four layers as shown in Figure 10. The first is production requirements, namely, material type, shape, and technique requirements. The second layer is objective function. The optimization objectives can be production efficiency–related objectives (welding time, machine utilization rate, etc.), or production quality–related objectives (intensity, tenacity, shape and dimensional precision, surface quality, residual stress, etc.), or cost-related objectives (material and tools costs). The third layer includes design parameters. Existing researches mainly consider those welding process parameters for optimization model construction, while welding equipment, programming, cooling conditions, and other influential factors should also be taken into consideration. The fourth layer contains those constraint conditions, which are energy consumption, stability, welding routine, welding heat, and other conditions closely related to design parameters.

Hierarchy of welding parameter optimization for BIW components manufacturing.
RMP
In order to realize the whole process tracking and feedback, a multiple-access fusion method (wireless network and wired network coexisting, multiple types of terminal system) is applied for real-time data acquisition, transformation, transmission, storage, processing, display, and control. Monitoring stations are built in welding, stamping, and molding workshops. Different monitoring stations can choose what parameters they need on demand. Those parameters can be displayed as numbers, symbols, curves, icons, and in other different forms. The structure of monitoring system is as shown in Figure 11. Key points of software and hardware construction include the following:
Taking full consideration for monitoring data generating when designing data structures. Before loading configuration data, all the information needed to generate monitoring data should be initialized.
When receiving uploaded data packages, according to uploading frequency, time tag, and refresh frequency needs of monitoring data, acquired data should be cleaned (sampled, picked, or supplement) and stored in the buffer memory.
Handle data acquired from fixed sample rate or event type generation differently. Servers will classify all the parameters by type and release them in the shared area of the broadcast memory network.

A structural model for real-time monitoring subsystem for production process.
DLT
DLT for BIW components workshop is constructed based on advanced technologies of Internet of thins and information processing, including bar code, quick response (QR) code, and radio-frequency identification (RFID). Their advantages in fast data access, low costs, high accuracy, and good reliability, help solve those bottlenecks in data acquisition and recording. Application of these techniques in the BIW components workshop realized the visualized tracking for materials, WIP, semi-finished articles, end product, and even production devices. Distribution of all kinds of stuff can be monitored in real time, while reducing costs and mistakes caused by manual operation. Managers are able to interact with the production management and control system by receiving and sending information flow accurately and reliably. DLT of Company S is composed by three parts, including data acquisition, transmission, and applications (Figure 12):
Data acquisition: automatically identify different equipment and materials, like warehouse tags, cargo labels, wireless data terminals and forklifts, through bar code, QR code, or RFID. Collect and store those key data generated during production, including location, stock, and status. Portable data terminals (PDTs) are mostly used device for data acquisition.
Data transmission: those data collected from electronic tag readers and other terminals will be transferred and stored in data servers, and shared with higher-level application systems. Data server software is applied to dealing with requests for data query and operation. Those user terminals, including routers, switches, hubs, and microcomputers, are used for data diffusion to where the information and data are needed.
Applications: with applications of warehouse management, automated guided vehicle (AGV) routine planning and tracking, material distribution, and so on, logistic status could be monitored, managed, and controlled for directing automotive logistic operation. Information about manufacturing schedule can also be integrated for continuous adjustment of logistic operations according to real-time production conditions.

Structure of digital logistic tracking subsystem.
HPD
Body size and strength are two most important quality parameters. General methods for body size inspection and testing include three coordinate measuring, manual tool detection, and online robot laser detection. Online laser detection mainly used in the manufacturing process of BIW to ensure body size quality by detecting and handling manufacturing problems in real time. As the high-speed production rhythm in the workshop calls for more efficiency and reliable inspection and testing methods, Company S implemented a solution by integrating automatic fixture, robot welding, and robot laser detection devices. Applications of the online testing and inspection subsystem include the following:
Quality assurance: defects detection and alarming for batch problems.
Process optimization: with acquired data and its fluctuation analysis, find out root causes, verify the efficiency of size adjustment measures, and optimize the manufacturing process.
Status reporting: based on real-time database, offer monitoring report on demand, in order to optimize offline detection frequency and balance detection plan.
The system structure of HPD is as shown in Figure 13. Online testing and inspection modules are stalled at the end of every production line.

Construction of online testing and inspection system.
The components of online testing and inspection modules include robot system, measuring system, detection and control system, data analysis system and visualized monitoring terminals (Figure 14).

Components of online detection modules.
According to preset measurement points and characteristics, the laser scanner is carried by the robot to perform the detection tasks one by one. Acquired data will be transferred to data analysis system, in which the data will be compared with those preset values, and the statistical analysis results will help determine the next step manufacturing process. According to the judgment, control commands like keep production, alarm, or shut down can be sent to the production line. Based on real-time detection and feedback, the control to the production forms a closed-loop control process, which is performed by the control system consisted of programmable logic controller (PLC), sensors, and other hardware and software
AFD
BIW component production line integrates all kinds of automation technologies and equipment from different suppliers. So, the accurate and real-time diagnosis for the systems and processes is an effective guarantee for normal production. Considering routing and interface issues, industrial wireless local area network (WLAN) and wired local area network (LAN) are mixed to reduce the complexity of routing and improve communicating reliability.
The system structure of diagnose and maintenance system is shown as Figure 15, which is constructed by three layers, including equipment-level diagnosis, workshop-level diagnosis, and remote diagnosis. Equipment-level diagnosis mainly refers to those diagnosis programs preinstalled in on-site equipment, like welding robot, machine tools, and AGVs. Equipment-level diagnosis is in charge of abnormity and fault detection for on-site equipment and transfer-related information up to the workshop-level diagnosis subsystem. Workshop-level diagnosis is mainly in charge of responding to local equipment diagnosis and maintenance requests, operation intelligent decision, and integrated management for distributed diagnosis and maintenance information. Those problems that cannot be solved by workshop-level diagnosis subsystem will be broadcasted to the remote diagnosis subsystem. Equipment suppliers and domain experts can interact with workshop diagnose system and direct on-site maintenance tasks based on remote transferred equipment information and audio/video signals.
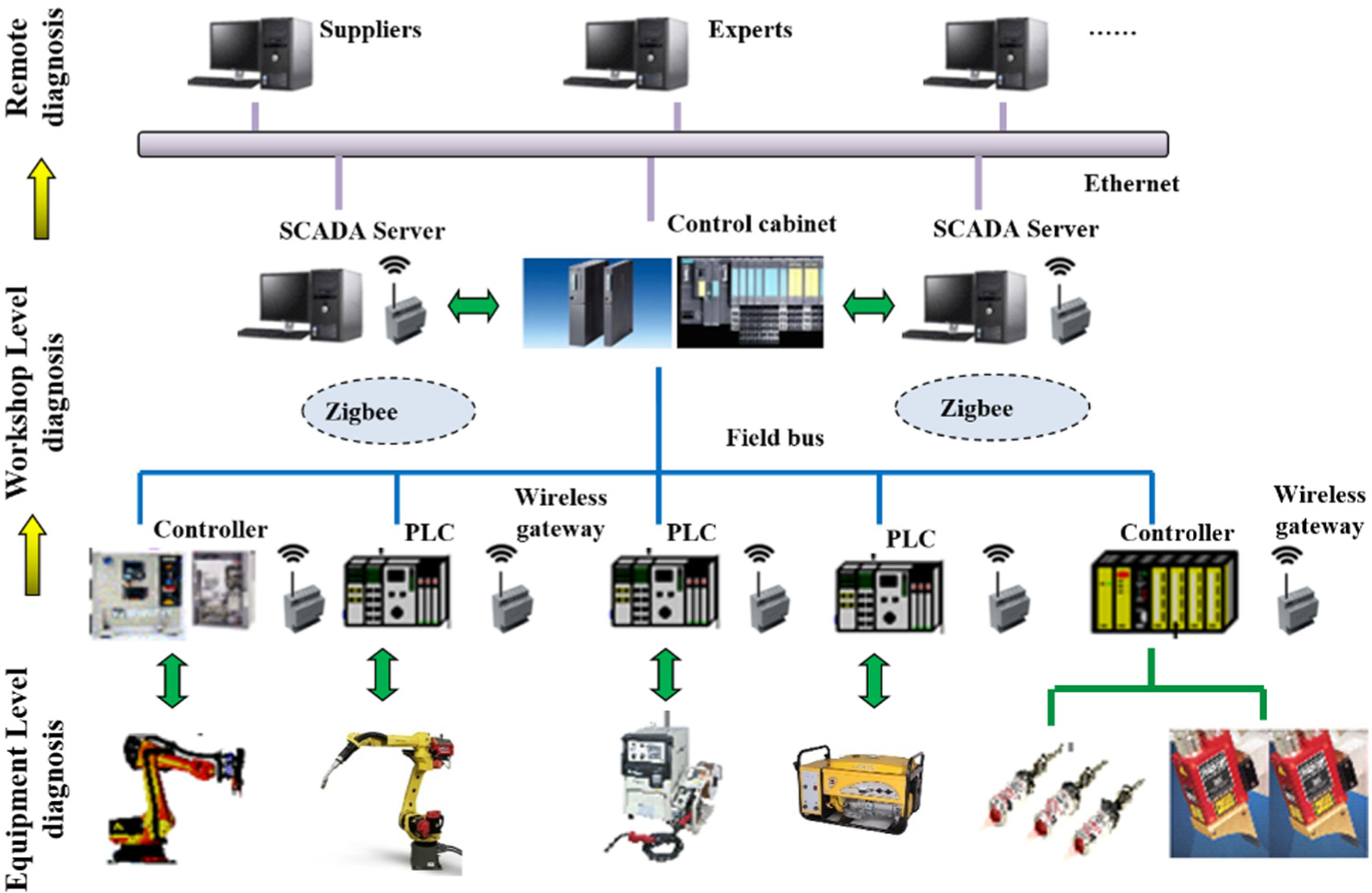
Structure of diagnosis system for digital welding production line.
Integration of information systems
Original isolated information systems are integrated to improve smart manufacturing capabilities of enterprise resource management, supply chain collaboration, and internal material flow data accurate acquisition. All the data will ultimately be attributed to financial system for accounting, cost analysis, and report customization, which can be provided for decision-making and workflow optimization. IIS in workshop level mainly include enterprise resource planning (ERP), supplier relationship management (SRM), and manufacturing execution system (MES), which are depicted in Figure 16.

Integration of information systems related to workshop management.
The ERP system applied in the BIW component smart manufacturing workshop is used for integrated management of production, supply chain, sales, and finance, which is not only a backend system for business data processing but also a basis for on-site production execution management. Function modules of the ERP system include production management, material management, project management, and financial management.
The SRM system is applied for coordinating collaborative operation between Company S and part suppliers, while eliminating unnecessary manual communication workflows and reducing human errors. Business partners could be seamlessly integrated in Company S’ business flow via SRM, getting access to detailed information about orders, supply protocols, delivery schedule, payment state, and so on. Authorization and confirmation of transactions operations could also be completed in the system. Its main functions include supplier master data management, supplier loan and credit management, and supplier performance management.
Company S introduced MES for overall management of on-site personnel, machine, material, process, and environment, which helps realize real-time production management for BIW components and improve the controllability of production process. Integrated services are provided for workshop visualization, by real-time monitoring data sharing and more efficient connection and communication, which will promote production and management efficiency greatly.
Maturity assessment and comparison of three different companies
Apart from Company S, another two companies are introduced here for comparison. Company Z is a large-scale enterprise in eastern China, whose main business includes port machinery manufacturing, shipbuilding, and marine equipment engineering. Company Y is specialized construction machinery manufacturer, supplying construction equipment for many countries and regions all over the world. In the past 5 years, Company S, Z, and Y have been dedicating on the construction and development of their digital smart manufacturing workshop to improve their production efficiency. All these three companies got financial support from the nation or region for their remarkable work on the way to becoming industry benchmarks. So, we make a comparison of their maturity levels for these three typical cases. Based on data acquired in 2015, from benchmark analysis according to Table 1 by experts, eight dimensions of each company were evaluated. The weights of each dimension are calculated with an AHP method by integrating a five-expert team evaluation and data statistics. With equation (1), the final maturity-level scores of each company are calculated as shown in Table 2. Distribution of eight-dimensional indexes is visualized in the radar chart of Figure 17.
Six-dimensional score got from benchmark analysis according Table 1.

ALU: automatic loading and unloading systems; LBM: leveled and balanced mixed flow production; POS: parameters optimization system; RMP: real-time monitoring system of production process; DLT: digital logistic tracking system; HPD: high-precision online testing and inspection system; AFD: automatic fault diagnosis and warning; IIS: integrated information systems.
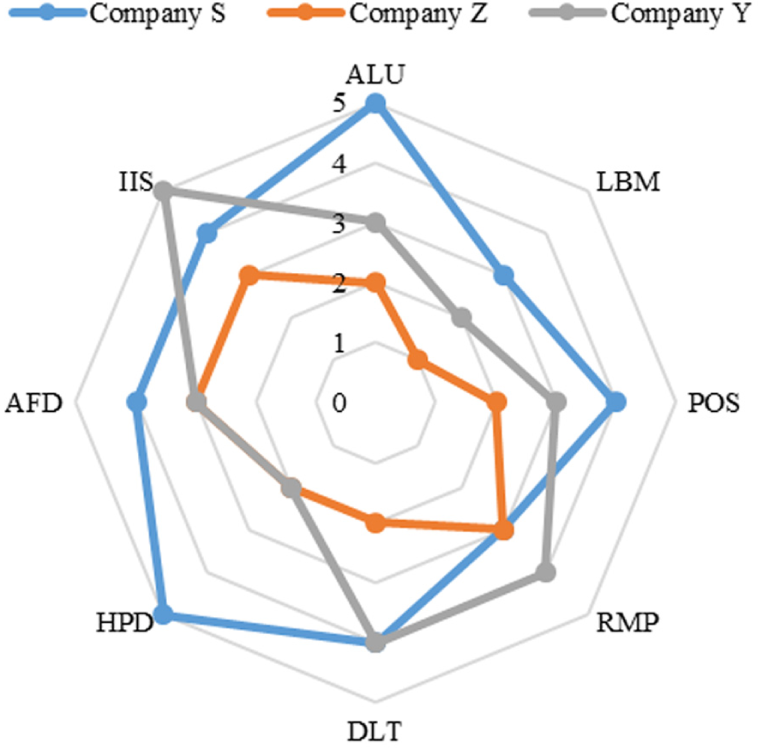
Smart manufacturing workshop maturity-level comparison of three companies in 2015.
According to a comprehensive evaluation from the eight-dimensional indexes, an approximate development-level positioning of smart manufacturing workshop of the three companies can be figured out. It comes out that Company S gets the highest score of level 4, which shows that its smart manufacturing workshop is in the industry leader level with rather balanced development. But Company S can do much better in two aspects of LBM and RMP in their future improvement. Although Company Z has been doing very well in shipbuilding and marine equipment engineering industry, it is still at the initial stage, falling far behind falling its international competitors and companies from other industries. This industry has been listed as one of the 10 key developing directions in the national plan of Made in China 2025. With continuous financial and technique investment, we can foresee further development and improvement of this industry in the next 10 years. As a leader in construction machinery industry, Company Y has made a breakthrough in smart manufacturing. Although it is evaluated at level 3, some scores of indexes in RMP and IIS are even higher than Company C. But in drag indexes like LBM and HPD, Company Y still has a long way to go to promote its balanced development.
As a successful industry transformation case, Company S is taken as an example to analysis its developing routine. In 2005, Company S just start-up without so many foundation and experiences. Product variety of Company S is very single. Its manufacturing workshop was still comparative primary with few automatic equipment, stand-alone information systems, manual on-site production and logistics management, and original detection means. However, Company S made great progress during the following 5 years from 2005 to 2010. More automatic equipment was used for parts delivery. AGVs, bar code, and RFID gradually got applied for efficient logistic management. AFD techniques were used to reduce outage rate and improve product quality. Information systems, like ERP, MES, and supply chain management, got updated and integrated for smart workshop visualization and management. After 2010, Company S introduced more automatic welding robots to replace those manual operation processes. Techniques of big data analytics and intelligent decisions are used for online quality detection and equipment fault diagnosis, achieving remarkable results.
Along with the improvements of product variety, functions modules, production capability, and comprehensive performance, the maturity level of the intelligence IPS2 have got persistent and balanced progresses from 2005 to 2015 as shown in Table 3 and Figure 18, which helps Company Y to expand market share and increase customer satisfaction.
Six-dimensional score of Company B from 2005 to 2015.

ALU: automatic loading and unloading systems; LBM: leveled and balanced mixed flow production; POS: parameters optimization system; RMP: real-time monitoring system of production process; DLT: digital logistic tracking system; HPD: high-precision online testing and inspection system; AFD: automatic fault diagnosis and warning; IIS: integrated information systems.

Smart manufacturing workshop maturity promotion of Company S from 2005 to 2015.
Discussion and conclusion
Under the changing economic and competitive environments, nations all around the world try to maintain development, and enterprises seek survival and new growth engine through transformation. Smart manufacturing has been recognized as the most possible way to offer a solution for the predicaments faced by all stakeholders. As we mentioned at the beginning, though both top-level strategies and bottom-level supporting technologies for smart manufacturing have been discussed a lot and made many achievements, there still is a gap from techniques to strategies in the medium operational or practical level. As the basic support for operation, the construction of smart manufacturing workshops has gradually appealed attention from the government, enterprises, and academia.
Through cooperation with some typical smart manufacturing enterprises in China, the authors try to summarize common characters and provide a general architecture for smart manufacturing workshop construction. Based on previous work, a five-layer framework is proposed, which covers almost all the necessary components for smart manufacturing workshop construction. Collaborative work mode of different subsystems and in-depth integration of software, hardware, data, and information is its distinguishing feature. For those enterprises developing at different levels, a capability maturity model for smart manufacturing workshop evaluation is put forward, so that enterprises can assess their developing degrees, spot their weaknesses, and figure out customized promotion routines for future development.
To explain the proposed approach more intuitively, a case study of Company S from automotive industry, producing BIW components, is introduced. Main products, production process, layout of the smart manufacturing workshop, and system decomposition diagram are introduced to illustrate basic situation of Company C. Then, construction of eight indispensable subsystems of BIW component smart manufacturing workshop are represented separately in detail according to its main stamping and welding processes, which could also provide a typical template for other enterprises in all kinds of industries. Together with Company S, another two companies from shipbuilding industry and construction machinery industry are introduced for the demonstration of the proposed maturity model for smart manufacturing workshop. The results got from the model indeed could reflect capability variances of the three different companies. Especially for Company Y, though with high-level development in RMP and IIS, it still needs further improvement in LBM and HPD. Through maturity comparison analysis of Company S from 2005 to 2015, its growth routine is represented to us intuitively in radar chart, which will offer suggestions for its next developing plan.
The framework, approaches, and tools proposed in this work are all developed from industrial practice and proved to be reasonable and feasible, which are expected be applied to some relatively backward industry by more enterprise cooperation projects. In future research, every subsystem of smart manufacturing workshop will be explored more in-depth for specific technique and application breakthrough. Newly developed technologies, like big data analytics and smart decision, may offer new opportunities for the improvement of smart manufacturing workshops.
Footnotes
Handling Editor: Muhammad Akhtar
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Shanghai Institute of Producer Service Development (SIPSD) and Shanghai Research Center for Industrial Informatics (SRCI 2 ).