
Abstract
Nickel-based superalloy Inconel 718 has been widely used in the modern aviation field, however, its cutting performance is poor. This performance not only affects the effectiveness of the use of the tool but also reduces the efficiency of production. In this article, the cemented carbide tools cutting nickel-based superalloy Inconel 718 was taken as an example to analyze the tool wear mechanism. The wear prediction model of tool wear with cutting parameters and cutting time was established according to the Archard agglomeration scavenging theory. Using the orthogonal test, the multiple regression analysis method was used to obtain the parameters of the model with the help of EXCELL. Then, the prediction model was verified from two directions. Finally a real-time monitoring method of tool wear based on cutting parameters was proposed.
Introduction
During the cutting process, the tool wear is serious, which results in poor workpiece surface quality and lower productivity and other issues. Therefore, the tool wear can be monitored in real time during the cutting process which is of practical significance to improve the quality of the workpiece and improve the production efficiency.
A great number of researches on the tool wear model of cutting Inconel 718 was conducted by researchers in related fields.1–3 It was important to figure out the cause of the tool wear for establishing the tool wear model. By studying the oxidation of nickel element varies with temperature, MQ Xue et al. pointed out that it was easy to form an oxide film which reduced tool wear when the temperature was rising. Furthermore, they also stated that oxidation wear and abrasive wear were the main factors of the tool wear. 4 S Zhang et al. studied the relationship between cutting force and tool life under different lubrication conditions. It was pointed out that the reason of tool wear was similar, and the flank wear and tipping were the main forms. 5 DG Thakur et al. carried on a test into cutting parameters through orthogonal test. Then, they proposed a method for improving the tool life. It was clear that the adhesive wear and abrasive wear were the main wear factors. 6
After the cause of tool wear was determined, the selection and construction of the wear model had a direct impact on the tool wear prediction. Studies on the model construction based on the theory of tribology were emerging endlessly. Coulomb proposed that the friction between two objects was directly proportional to the positive pressure of the two. And it was irrelative to the contact area and relative velocity, which has laid a foundation for the tribological research. 7 Subsequently, JT Desagulier proposed a new friction theory from the molecular level, which showed that the wearing process of the two objects was actually a combination and a bond of the contact between the two objects. So, the Coulomb’s theory was improved. R Holm started from the atomic force between two contact bodies and pointed out the cause of wear was that when one object was moving relative to another object. The attachment between the two objects was due to the affinity of atoms. Thus, the formula of wear loss was derived and established. 8 Considering that the mechanism of wear was analyzed from the microscopic level while macro performance was ignored, the study of wear would be one-sided to a certain extent. Therefore, Archard combined the theory of micro with macro phenomena and pointed out that wear process was the loss of massive particles caused by two tiny bulges of two contact surfaces in the relative movement process. The wearing capacity is related to the positive pressure, sliding distance, contact probability, and the yield strength of the material between the two objects, and thus, the wear model was established. 9 MH Xiao et al. 10 proposed a prediction model with cutting force to characterize tool wear but neglected the influence of dynamic change of cutting parameters on cutting force when collecting cutting force, which caused the wear value to be inaccurate.
There are many signals that can be collected in the cutting process, such as cutting force, cutting temperature, and cutting parameters. In the study of wear prediction process, the selection of signals and collecting process directly affect the accuracy and effectiveness of the monitoring system. HZ Li et al. worked out a specific relationship between tool wear and changing of cutting force through cutting experiment. They collected three components of cutting force and pointed out that tool flank wear was the main wear form. With the aggravation of wear, cutting force was gradually increasing. But, the collection of cutting force signal requires data collection, data recovery, dynamic display, data playback, power spectrum analysis, regression analysis, and so on. And the collection process prone to distortion and vibration, the need for equipment is also complex. 11 MH Xiao explored the relationship between cutting temperature and wear loss by measuring the cutting temperature in the cutting process. And he also concluded that in high-speed cutting, the cutting temperature increased sharply and tool wear intensified greatly, especially in tool wear pre- and post-blunt. While the cutting temperature is affected by many factors, such as cutting parameter, workpiece material, tool geometry, and cutting fluid, the temperature field has the greatest influence on the cutting temperature measurement. And the temperature field is greatly influenced by environmental factors, as a result the data are unreliable. 12 PP Qiao analyzed the methods of selecting tool parameters and cutting parameters. Then, he listed some typical examples which effectively reduced the tool wear and improved the processing quality as well as working efficiency. 13
The research contents of this article are as follows. First, based on the agglomeration scavenging theory of Archard and combining with the specific cutting process, the tool flank wear prediction model was established. Then, using the method of orthogonal experiment and the method of multiple regression analysis, and with the help of EXCELL, the values of model parameters were estimated. Furthermore, the experiment was designed to verify the correctness of the model from both positive and negative directions. Finally, conclusions are shown, respectively.
In this article, Archard’s agglomeration scavenging theory takes into account both the macroscopic performance of wear and the microscopic wear mechanism, which is more comprehensive and persuasive than other modeling methods. Then, in the selection of the detection signal, the use of cutting elements for the parameter acquisition is more convenient and also improves the accuracy of the measurement results. Finally, a new real-time and high-efficiency wear monitoring method is proposed, which improves the quality and efficiency of product processing.
Establishment of wear prediction model
When the cemented carbide tools were cutting nickel-based superalloy Inconel 718, the figure for cutting force and cutting temperature was high. Friction between the tool and the chip surface caused serious plastic deformation on the surface of the workpiece, which formed bond points. In the relative motion, some of the bond points were ruptured, which occurred mainly on the tool surface. So, the tool wear form was adhesive wear. The Holm real contact theory held that the bond occurred only in atomic size, while ignored the macro performance of the bond phenomenon, thus led to inconsistencies with the facts. Archard put forward an agglomeration scavenging theory from the view of the combination of the micro and macro level. He established a wear model which had been widely recognized by the academic community.
Through a large number of experiments and observation, the relationship between the wear loss and the positive pressure, sliding distance, yield strength, and the probability wear was proposed by Archard 14

where W is wear loss;

The cutting length was the product of the cutting speed and time, which could be shown as

where

The tool flank wear area is the part where the main flank face is close to the main cutting edge refers to ISO Standard 3685. Figure 1 shows that tool wear in the

where

Tool wear parameter chart.
Figure 2 is the sketch map of local amplification of the tool flank wear area. And according to the geometric relations of Figure 2,

where


Sketch map of local amplification.
So, the wear rate could be expressed as

In equation (8),

In equation (9),
After combining equations (4) and (9), it could be received

Then, the indefinite integral was applied to the left and right of equation (10), respectively

Brought t = 0 and h = 0 into the integral result, so the constant term is 0. So, wear height could be expressed as

In equation (12),
When the cemented carbide tools were cutting nickel-based superalloy Inconel 718, cutting temperature was increasing. Friction and adhesion between the tool and the workpiece were more and more obvious; as a consequence, the tool wear was increased dramatically. A large number of studies have indicated that the positive pressure with the cutting elements and the wear of the cutting tool have the following relations

where
Cutting temperature is another important physical phenomenon in the cutting process, and it has a great effect on the tool wear, tool life, and thermal deformation of the machining process system. Actually, many factors affect the cutting temperature, such as cutting parameter, workpiece material, geometrical parameter of the cutter, and cutting fluid. Among them, the cutting parameter’s influence on cutting temperature could be determined by temperature field theory. When cutting condition was selected, other factors have little effect to cutting temperature. The practice indicates that the cutting speed is the most decisive factor, following by feed rate and least factor of cutting depth. 15 During the cutting period, the cutting temperature rose and the internal particle of Inconel 718 dramatically migrated as with the changing of stress state, which finally contributed to the reduction of yield strength of material. The relationship between yield strength and temperature could be measured through experiments.
It could be received

where
Combining equations (12)–(14), it could be received

In equation (15),
This is the tool flank wear prediction model of cemented carbide tool cutting nickel-based superalloy Inconel 718.
Determination of coefficients of wear prediction model
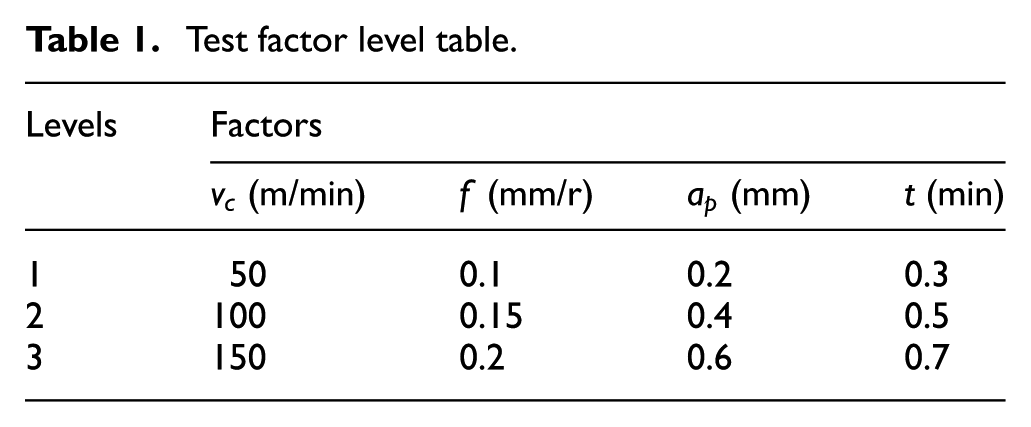
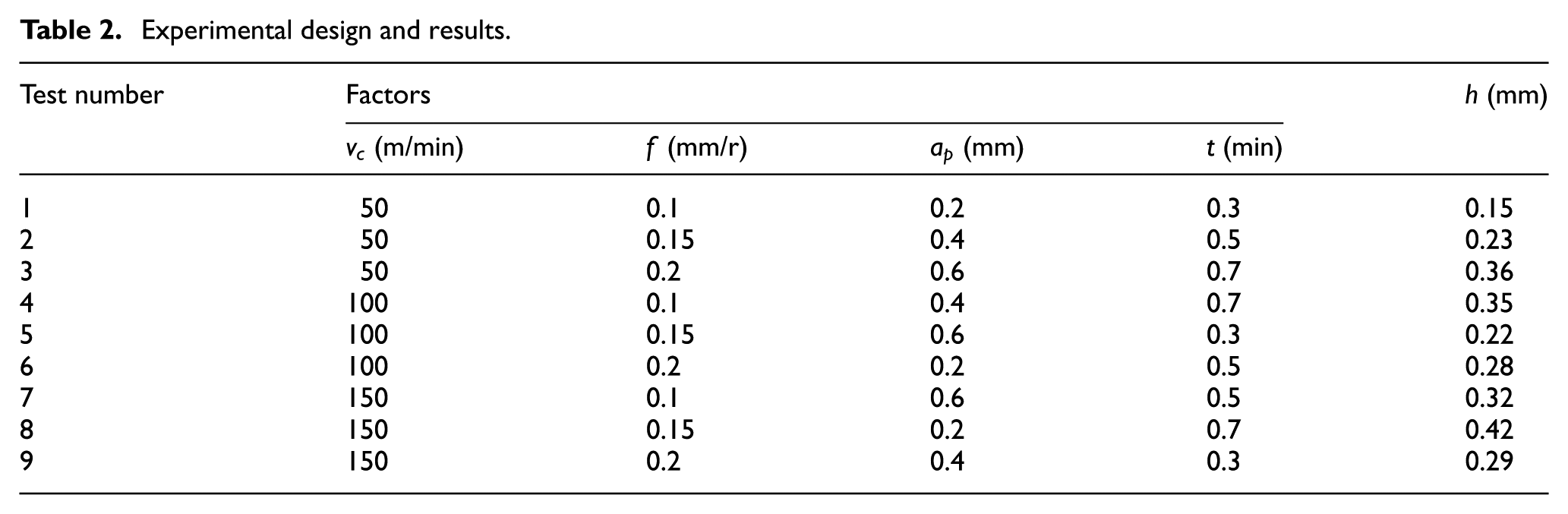
Orthogonal test was used to determine the coefficients of the tool flank wear prediction model. In this experiment, C630-2 horizontal lathe and carbide tool KC732 were used to external cutting the nickel-based superalloy Inconel 718, and the test was done in the form of dry cutting. The cutting speed, feed rate, cutting depth, and cutting time were chosen as the variable. Then, the orthogonal experiment of three levels and four factors was carried out. In the experiment, each test has been done three times, and then got the average value after each tool was measured. If the error was more than 20%, it will be removed, then do the test again. The test factor level table and test results table are shown in Tables 1 and 2, respectively. Table 1 shows the three levels of each factor which are based on experience. Table 2 shows the values of the variables for each test and its results.
Test factor level table.
Experimental design and results.
In order to get the coefficients of the prediction model, the model coefficients were estimated by the method of multiple regression analysis in EXCELL, which was based on the test data. And the numerical calculation was carried out by MATLAB. The flank wear prediction model was expressed at last

Model validation and results analysis
In order to verify the accuracy of the prediction model, the method of cutting test was used. C630-2 horizontal lathe and cemented carbide tool (ISO number: SNMG433P) with TiN coating material were used in this test. The workpiece material was Inconel 718 (Ф110 mm × 300 mm). The C630-2 horizontal lathe is shown in Figure 3.

C630-2 horizontal lathe.
During the cutting test, the tool wear loss could be collected by the stereo fluorescence microscope and measured by the specialized measurement software. 16 The measurement interface is shown in Figure 4, and the wear state is consistent with the ISO Standard 3685. Measure the wear height of five equidistant locations on the tool and then take the average as the tool wear value h. During the initial period and severe wear period, the interval of measurement should be short. However, the times for measurement during the normal wear stage could be less.
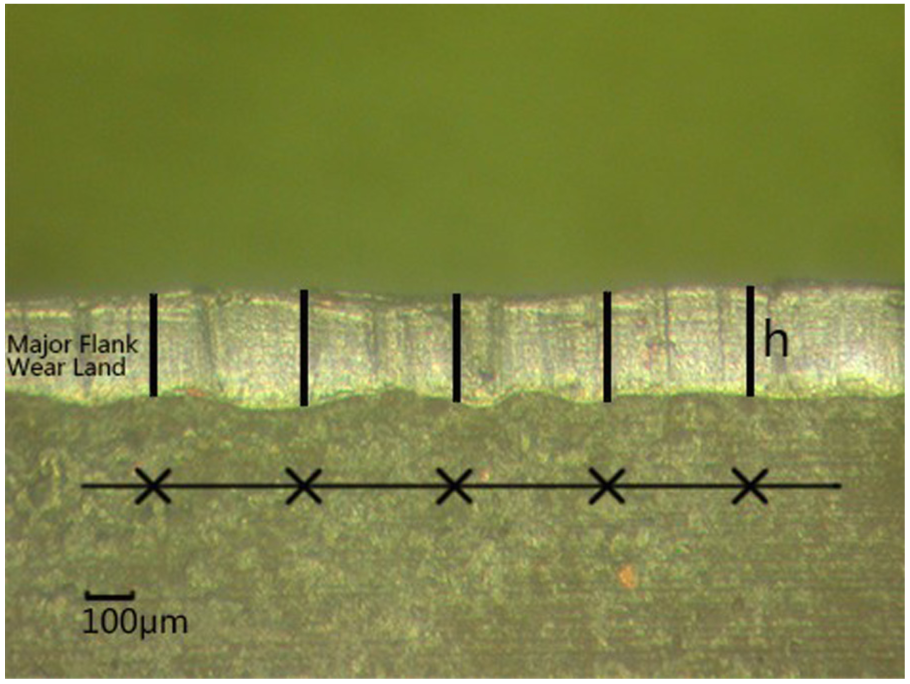
Tool flank wear measurement interface and measurement method.
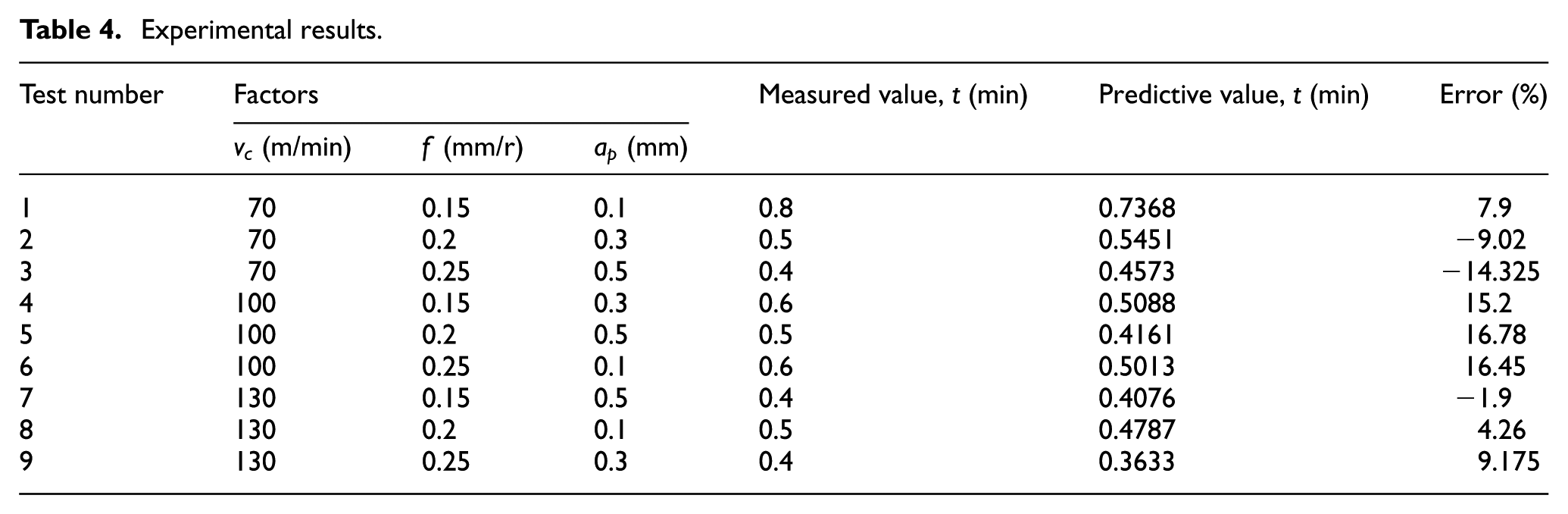
For the purpose of verifying the correctness of the wear model effectively, two methods were proposed. The first was to set the cutting time t = 0.4 min and make the cutting parameter as variable, then measured the wear value. The second was to set the wear value h = 0.3 mm. Similarly, make the cutting parameters as variables, then measured the cutting time. Finally, compare the measured value and the predictive value. Experimental test results are as follows (Table 3).
Experimental results.
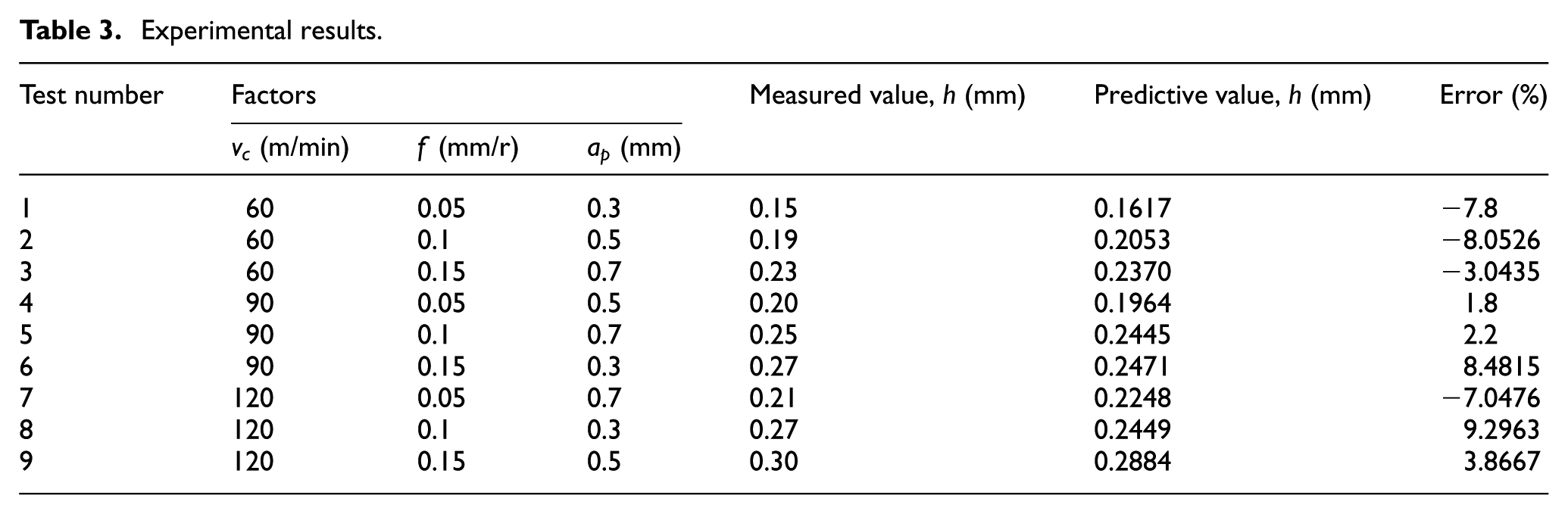
From the experimental data, it could be seen that the error between the measured value and the predictive value is controlled within 15%, only a few data greater than 15%. The error level in Table 4 is higher than that in Table 3, and this is because of frequent dismounting of the tool, shock, and timing error during the process. According to the result, the prediction model can predict the tool wear well.
Experimental results.
With this model established, the cutting parameter and time can be collected to form a database during the actual cutting process. After that set up a real-time system for monitoring the tool wear state. When the wear value h ≥ hm, the alarm processing system will remind the operator to change tools in a timely manner. In this way, it will prevent the quality of workpiece from deteriorating after serious wear which will make a great contribution to advance the efficiency of the tool. Finally, the processing efficiency can be improved.
Conclusion
When the hard alloy cutter cuts nickel-based superalloy Inconel 718, the main wear way is adhesive wear. Archard agglomeration clearance theory can explain the wear process very well. By combining the theory with the cutting process, the flank surface wear prediction model was established.
The parameters of the model were calculated by applying multiple regression method and MATLAB. The test results showed that the wear amount of the tool flank was exponentially increasing with the cutting parameter and cutting time.
The experiment verifies that the tool wear model has an accuracy rate within 15%. A real-time tool wear sensing model was established, and a new method for monitoring tool wear based on cutting parameter was proposed. This method can be used for accurately, timely, and reliably monitoring of tool wear state.
Footnotes
Academic Editor: Xichun Luo
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research is funded partially by Jiangsu Provincial Natural Science Foundation of China (BK20150745, BK20140727), Jiangsu Province Science and Technology Support Program (BE2014134), Science and Technology Foundation of Outstanding Young Talents of Nanjing Agricultural University (YQ201605), the Fundamental Research Funds for the Central Universities fund (KYZ201760), and the six major talent summit in Jiangsu province (2015-zbzz-011).