
Abstract
Chopped carbon fiber, as a commercially available category of carbon fiber, is an important intermediate material to fabricate carbon fiber–reinforced composites or nonwoven fabrics. Due to lack of direct quality assessment method, the quality of chopped carbon fibers is always indirectly evaluated by its composites or fabrics. Here, we employed an entropy-weighted fuzzy comprehensive evaluation method to directly assess the quality of chopped carbon fibers in mass production. Considering chopped carbon fibers with good quality should appear in the forms of good length uniformity, well bundling appearance, good surface properties, and identical fracture, four evaluation indexes were selected, including length standard deviation, width dispersion standard deviation, average scores of fracture morphology, and bundling morphology. Among which, both the fracture morphology and bundling morphology were scored by an expert scoring method. Furthermore, we established an orthogonal test consisting of four factors and three levels with the aim of reducing experiment frequency. The results indicated that the optimal processing parameters were obtained through the calculation of fuzzy comprehensive evaluation, thus fabricating high-quality chopped carbon fibers. This work can have a certain guidance value for the mass production of chopped carbon fibers in the industry.
Keywords
Introduction
Carbon fibers (CFs) can reinforce composites or nonwoven fabrics to exhibit their advantages over metals, such as light weight, high mechanical strength, excellent corrosion/thermal resistance properties, and etc.1,2 They are widely used as structural and functional materials including electromagnetic interference (EMI) shielding layer, 3 catalyst support, 4 and electrode. 5
According to length difference, there are two categories of CFs, which are continuous-CF and chopped-CF (also known as short CF). The continuous-CF always appears thousands of meters and is entangled into a fiber roll for the convenience of storage and transportation in commercial application. In addition, since a single CF monofilament is only several microns in diameter, in order to keep continuous production and reduce cost, the continuous-CF is normally fabricated with thousands of monofilaments bundled together into a tow. For example, there are some types of commercial available CFs marked as 1K, 12K and 32K, which mean that there are 1,000, 12,000 and 32,000 monofilaments in a single CF tow. In general, the continuous-CF has excellent mechanical properties because of high strength in its axial direction, but it has a significant disadvantage of poor compatibility with its subsequent processes, that is, it requires unique subsequent processing techniques, such as a comprehensive method combined with mold pressing, filament winding and co-curing, 6 three-dimensional (3D) printing, 7 and tow spreading, 8 thus greatly increasing its production cost and accordingly affecting its commercial application. By contrast, chopped-CF—which appears only several millimeters in length—can be easily compatible with conventional processing technologies including compression molding, 9 automated spray deposition, 10 tow spreading, 11 slip casting, 12 melt blending, 13 and stir casting. 14 Therefore, its application domains spread out quickly from chopped-CF-reinforced composites as energy absorbers 15 applied in automobile industry to current collector in high-performance energy storage devices 16 and functional layer in EMI shielding equipment.17,18
It has been reported that the physical and mechanical properties of chopped-CF-reinforced composites or nonwoven fabrics depend on several factors of chopped-CF, such as length, strand integrity, and fracture morphologies. Rezaei et al. 19 discovered that the thermo-mechanical properties of composites are closely related to the length distribution of chopped-CFs. Karsli and Aytac 20 verified that the length and content of short fibers had effect on mechanical properties of chopped-CF-reinforced polyamide 6 composites. Both Žeželj and Stankovic 21 and our previous studies 22 suggested that the lengths of chopped-CFs affected the electrical conductivity of networks greatly. Moreover, CF surface properties and the amount of a coupling agent affecting the mechanical properties of chopped-CF-reinforced polypropylene composites had been investigated by Unterweger et al. 23 The tensile fracture morphologies of three kinds of CFs were analyzed by Ji et al., 24 and the results showed that the CFs with small fracture surface defects (i.e. flat fracture surface) exhibited good interfacial bonding and large tensile strength. Furthermore, chopped-CFs needed to be well sized into bundles with broken filaments as little as possible so as to facilitate the feed of short-CFs into a feeding hopper during injection molding. Up to now, few studies, to our knowledge, have focused on directly evaluating the quality of chopped-CFs in composites or fabrics. Most of available references preferred to assess the overall characteristics of subsequent composites or fabrics and then analyze the quality of chopped-CF, which is inconvenient to be applied in mass production.
Fuzzy comprehensive evaluation (FCE) is a proper approach to estimate the multi-objective quality of a product among available quality assessment methods. It is based on the fuzzy mathematics theory and mathematical model and can solve some problems with difficult quantification and uncertainty.25,26 Guo et al. 27 carried out a comprehensive evaluation of production loss, safety effects, environmental effects, and maintenance costs of chemical equipment based on FCE and back propagation neural network. Wang et al. 28 set up an evaluation index system evaluated by a FCE method about marine observation equipment. They claimed that the FCE was helpful for managers to effectively manage and maintain the equipment.
In this work, owing to the uncertainty and fuzziness of CF surface properties and fracture morphology, we proposed an FCE method to assess the quality of chopped-CFs fabricated on a radial chopping pilot process in mass production. First, four evaluation indexes about the quality of chopped-CFs were selected. Next, an orthogonal test consisting of four factors and three levels L9 (34) was established with the aim of reducing experiment frequency. Then, a membership matrix was obtained by evaluating each evaluation factor with a membership function. Finally, optimal processing parameters of chopped-CFs were determined after the fuzzy matrix conversion and synthesis calculation according to the weight of each evaluation factor.
Materials and methods
Materials
A commercially available continuous-CF (SYT49S-12K; Zhongfu Shenying Carbon Fiber Co., Ltd, China) was used as raw material. It is a polyacrylonitrile (PAN)-based one and appears in the form of tow, comprising 12,000 monofilaments (also denoted as 12K). Each ∼3 kg CF was wrapped into a roll with the purpose of facilitating package and transportation. Table 1 lists the physical properties of as-prepared CFs.
Properties of PAN-based CF.

PAN: polyacrylonitrile; CF: carbon fiber.
In order to reinforce the quality of chopped-CFs during chopping process, a sizing agent is essential, owing to following requirements:29,30 (1) to guarantee the strand integrity of continuous-CFs, thus improving the uniformity of chopped-CFs; (2) to enhance the interaction of chopped-CF/matrix for the benefits of subsequent processes. In this work, an aqueous sizing agent with 5 wt% styrene-butadiene rubber (SBR) procured from Shanghai Institute of Organic Chemistry, Chinese Academy of Sciences, China, was used. It is worth noting that this sizing agent should be stored in an airtight container before experiments.
The chopping blade, whose overall appearance dimensions are 95 mm in length, 19 mm in width, and 0.9 mm in thickness, is made of carbon steel (Japan SK2 and JIS G4401). Before shaping, it was quenched to a hardness of 658–693 HV. Subsequently, it was grinded to a geometry: 22° in wedge angle, 79° in rake angle, and −11° in clearance angle, <Ra 0.8 µm in surface roughness. No extra surface treatment was used after grinding. In addition, more detailed information related to chopping blades can be found in our previous work. 31
Experimental apparatus
A chopped-CF radial chopping process mainly consists of four key steps: (1) unwinding continuous-CF tow; (2) sizing as-prepared continuous-CF tow penetrated with sizing agent; (3) drying as-sized continuous-CF tow to remove water solvent; (4) chopping the dried continuous-CF tow into chopped-CFs with pre-determined length, as shown in Figure 1. First, a tow of continuous-CFs was uniformly released from a roller under a constant speed and pressure controlled by a creel machine (ATA Carbon Fiber Tech. Guangzhou, Co., Ltd.). Second, the CF tow was immersed into a sizing agent pool to be infiltrated with sizing agent, whose sizing amount was controlled by the synergistic effect of (1) immersing time adjusted by continuous-CF feeding speed, determined by the interaction of a driving roller (rubber roller) and a driven roller (pressure roller); (2) immersing depth and tension force mainly acted by a sizing roller; (3) squeezing action generated by an additional pair of extrusion rollers. Third, the wetted continuous-CF tow was dried in a drying oven, where drying time was adjusted by continuous-CF feeding speed and the overall dimensions of drying oven. It is worthwhile for the wetted continuous-CF tow to multi-pass through the drying oven, whose overall dimensions can be significantly reduced to save installation space and operation energy. After being dried, the continuous-CF tow exhibited good strand integrity property and was well bundled. Finally, the well-bundled CF tow was fed into a chopping device, in which a pair of driving roller and driven roller was used to drive the CF tow continuously, and a blade roller—which contained 90 aforementioned chopping blades evenly distributed in a circle—was used to chop the continuous-CF tow into tiny segments, that is, chopped-CFs. During chopping, the length (6 mm) of chopped-CFs was determined by the space between two adjacent blades, and the pressures of driving–driven rollers and driving–blade rollers were enforced by corresponding pairs of air cylinders. In addition, the rotation speed of the driving roller was controlled by a frequency converter, enabling to adjust the feeding speed of continuous-CF tow.

Schematic diagram of chopped-CF production process.
Characterizations of chopped-CFs
In order to assess product quality, chopped-CFs should be able to describe with sufficient quality indexes. Figure 2(a) shows a roll of continuous-CF, which will be cut into small pieces, as illustrated in Figure 2(b). Due to the influence of processing parameters, the length of each chopped-CF will differ with others (Figure 2(c)). Furthermore, the width at the end of chopped-CF is larger than that in the body part because of compression effect acted by blades, as shown in Figure 2(d). Similarly, the fracture of chopped-CF is not neat, and the cross-sectional profile of bundling morphology has a certain gap with the ideal profile—elliptical, which can be seen from Figure 2(e) and (f), respectively, owing to mismatch of processing parameters, such as excessive CF-feeding speed and poor bundling.

Photos of CFs: (a) continuous-CF winded into rolls, (b) chopped-CFs, (c) schematic illustration of lengths of chopped-CFs, (d) schematic illustration of width of chopped-CF, (e) fracture morphology of chopped-CF, and (f) bundling morphology of chopped-CF.
According to available references19–24,32 and industrial suggestions from professional company (ATA Carbon Fiber Tech. Guangzhou, Co., Ltd.), chopped-CFs with good quality should appear in forms of good length uniformity, well bundling appearance coated by uniform coupling agent, good surface properties with small fracture defects, and identical fracture with little broken filaments.
The length uniformity of chopped-CFs can be characterized by its length standard deviation. To minimize discretization errors, as much as 20 specimens were selected in each test. Therefore, length standard deviation (Sl) is equal to
where l is the length of a specimen,
It is very difficult to quantitatively describe the properties of bundling appearance, surface properties, and fracture morphology. To solve this problem, another quantitative index, width dispersion, and two qualitative indexes, fracture morphology and bundling morphology, were comprehensively employed to evaluate these properties.
The width dispersion of chopped-CFs is calculated by its width dispersion standard deviation (Sα) expressed by

where α is the width dispersion of a specimen and

where
Both the fracture morphology and bundling morphology were scored by an expert scoring method. At first, 20 specimens of chopped-CFs were picked out in each test, and the images of fracture morphology and bundling morphology of all chopped-CFs were shot by a super-depth 3D microscope (VH-Z100R, KEYENCE Company, Japan) and presented to eight professional raters coming from a same chopped-CF learning group (ATA Carbon Fiber Tech. Guangzhou, Co., Ltd.), who were invited to score fracture morphology and bundling morphology of all samples according to the degree of their senses. In this work, the sensory evaluation was scored as high as nine points. The higher the points of evaluation score, the better the quality of chopped-CFs. To minimize rater effects influencing scoring results, two scoring reference sheets accordingly referring to fracture morphology and bundling morphology were distributed to each rater before her or his decisions. In each scoring reference sheet, three reference images were present and suggested to score as A (1–3 points), B (4–6 points), and C (7–9 points). Tables 2 and 3 list the scoring reference sheets of fracture uniformity and cross-section morphology, respectively.
Scoring reference sheet of fracture morphology of chopped-CFs.

CF: carbon fiber.
Scoring reference sheet of bundling morphology of chopped-CFs.

CF: carbon fiber.
FCE
In general, there are four main processing parameters that significantly affect chopped-CF quality, which are drying temperature, CF-feeding speed, driving roller–driven roller interaction pressure, and driving roller–blade roller interaction pressure. (1) The drying temperature will affect the viscosity of dried continuous-CF. If the viscosity is too high, that is, the drying temperature is insufficient, the continuous-CF will easily stick on the driving roller or blade roller, inducing the over cut-off and severe length fluctuation of chopped-CFs, as well as the poor bundling appearance. By contrast, a low viscosity requires a high temperature, implying a high energy consumption and poor bundling morphology because of overheating of sizing agent. (2) The CF-feeding speed will apparently have an influence on the length uniformity through cut-off time variation, as well as the productivity of chopped-CFs. (3) The driving roller–driven roller interaction pressure will affect the width dispersion and bundling morphology, owing to that this pressure will determine the CF-feeding speed and compress the chopping-CF to its final bundling shape. (4) The driving roller–blade roller interaction pressure, which is the main cutting power, will determine the fracture morphology of chopped-CFs.
Orthogonal test
An orthogonal test method, which was benefit to reduce experimental frequency and save cost, was used as strategy to arrange experiments in chopped-CF processing, aiming to produce high-quality chopped-CFs with optimum processing parameters. Since the quality of chopped-CFs was affected by four factors, for example, drying temperature, CF-feeding speed, driving roller–driven roller interaction pressure, and driving roller–blade roller interaction pressure (Figure 1), we used an orthogonal test table consisting of four factors and three levels L9 (34), which could restrict entire test numbers into nine times, as shown in Table 4. In order to determine these three levels of each factor, preliminary studies were carried out to select a preset processing parameter with relatively good chopped-CF quality as a level, and other two levels were set with certain floating range.
Scheme of orthogonal experiment.

CF: carbon fiber.
Mathematical model of FCE
For a typical FCE process, it mainly consists of (1) construction of a decision matrix, (2) standardization of initial evaluation indexes, (3) establishment of a membership matrix, (4) determination of a entropy weight matrix, and (5) calculation of FCE.
First, an initial decision matrix

where m is the line number of the matrix and k is the column number of the matrix. In this work, m = 1, 2, …, 9 and k = 1, 2, 3, 4.
Second, initial values of entire evaluation indexes obtained from tests needed to be standardized to get relative membership degrees before FCE was calculated. 33 Conventionally, there are two standardization methods, which are benefit-oriented method and cost-oriented method. 34 In this work, Sl and Sα should be standardized with a cost-oriented method because they prefer a small value. On the contrast, the scores of both fracture morphology and bundling morphology need to be normalized by a benefit-oriented method because they prefer a large value. Therefore, an index normalized by a benefit-oriented method and a cost-oriented method can be calculated by equations (5) and (6), respectively


where
Third, a membership matrix

When k = 1, 2,
Fourth, an entropy-weighted matrix


where


where
Finally, an FCE matrix

where cm refers to the comprehensive evaluation result of the mth evaluation object. The larger the cm, the better the quality of corresponding evaluation object.
In summary, the whole quality assessment of chopped-CFs using entropy-weighted FCE through orthogonal test can be depicted by a flowchart shown in Figure 3.

System flowchart based on FCE method.
Results and discussion
Test results
A typical series of chopped-CF images obtained through aforementioned nine orthogonal tests to score fracture morphologies and bundling morphologies are illustrated in Figures 4 and 5, respectively. Accordingly, scores of the fracture uniformities and the bundling morphologies assessed by eight invited raters were listed in Tables 5 and 6, respectively.

Typical images of chopped-CFs in nine orthogonal tests used to score fracture morphologies. They were shot at end locations of chopped-CFs in horizontal. In this figure, the sequence numbers in each image correspond to the test number in the orthogonal test.
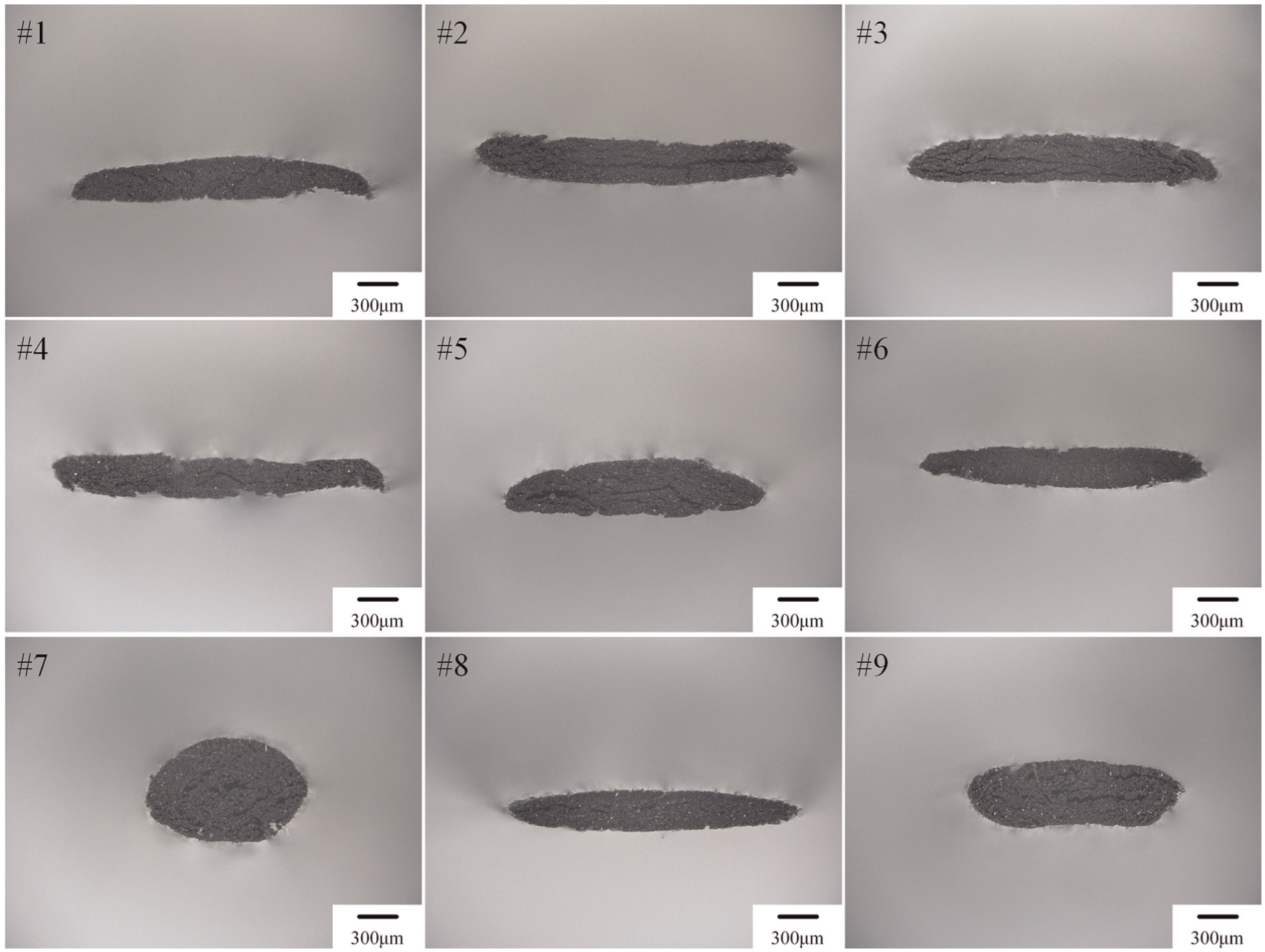
Typical images of chopped-CFs in nine orthogonal tests used to score bundling morphologies. They were shot at cross section of the ends of chopped-CFs in vertical. In this figure, the sequence numbers in each image correspond to the test number in the orthogonal test.
Fracture morphology scores of chopped-CFs estimated by eight raters, each score is the average value of 20 specimens.

CFs: carbon fibers.
Bundling morphology scores of chopped-CFs estimated by eight raters, each score is the average value of 20 specimens.

CFs: carbon fibers.
The final scores of fracture morphologies and bundling morphologies of chopped-CFs in each test were obtained through averaging the entire score of eight raters. Similarly, both standard deviations of the length uniformity and width dispersion were calculated according to equations (1) and (2), respectively. Table 7 lists entire evaluation index values of chopped-CFs obtained through the orthogonal test.
Final values of entire quality evaluation indexes of chopped-CFs obtained through the orthogonal test.

CFs: carbon fibers.
Evaluation results and discussion
With the obtained results, calculation of FCE was done to estimate the quality of chopped-CFs.
First, substituting the initial data listed in Table 7 into equation (4), a decision matrix

Second, according to equation (6), the standard deviations of length uniformity and width dispersion were normalized; the fracture morphology and bundling morphology were normalized according to equation (5). As such, a membership matrix

Third, substituting the matrix

Substituting the obtained entropy matrix

Finally, substituting the matrices

According to the FCE matrix
Figure 6 shows the images of high-quality chopped-CFs. It can be seen that the fracture morphology of these chopped-CFs looks very neat, basically consistent. In addition, the shape of bundling morphology observed on the cross-sectional profile is very close to an ellipse, which is an ideal shape preferred in the industry. After calculation, the standard deviations of length uniformity and width dispersion were 0.0884 and 0.0272, and the average scores of fracture morphology and bundling morphology were 7.125 and 8.875, respectively.
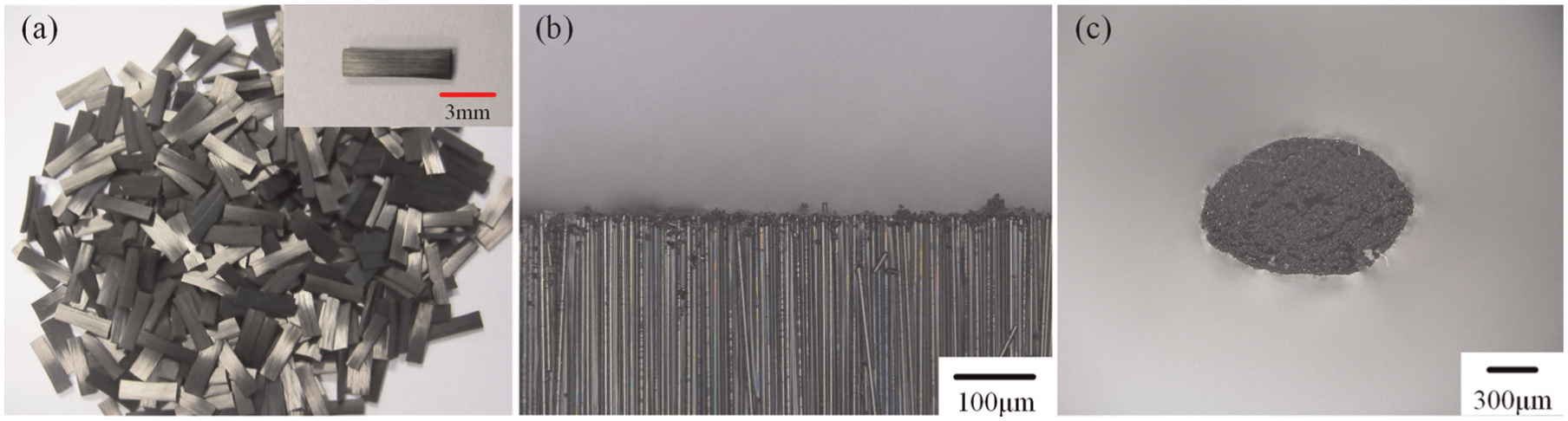
Chopped-CFs with high quality: (a) photo of chopped-CFs, (b) fracture morphology, and (c) bundling morphology.
Conclusion
A PAN-based continuous-CF tow coated by 5 wt% SBR aqueous sizing agent was chopped into tiny segments (6 mm) using radial chopping method. The quality of produced chopped-CFs was directly estimated by an FCE method based on an entropy-weighted method for the first time. In this FCE method, four evaluation indexes (length standard deviation, width dispersion standard deviation, average scores of fracture morphology and bundling morphology) and nine evaluation objects consisting of four factors (drying temperature, CF-feeding speed, active-engaged-roller interaction pressure, and active-blade-roller interaction pressure) and three levels were established. Both the fracture morphology and bundling morphology were scored by an expert scoring method. Therefore, optimal processing parameters, which were 165°C drying temperature, 0.1 MPa driving roller–driven roller interaction pressure, 0.4 MPa driving roller–blade roller interaction pressure, and 4.14 m/min CF-feeding speed, were successfully obtained through the calculation of FCE.
Footnotes
Acknowledgements
The authors thank the Pearl River S&T Nova Program of Guangzhou and the Fundamental Research Funds for the Central Universities.
Academic Editor: Kuei Hu Chang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (No. 51375175), the Natural Science Foundation of Guangdong Province, China (Nos 2015A030313201 and 2014A030312017) and the Science and Technology Planning Project of Guangdong Province, China (No. 2015A010105007), and the funding of Engineering Research Center of Complex Tracks Processing Technology and Equipment of Ministry of Education (07KZ/KZ070040114).