
Abstract
The multilateration measurement with laser tracker has become a popular method for measuring the volumetric error of machine tools, owing to its advantages of high efficiency and large measurement range. However, the main problem for the multilateration measurement is that its identification accuracy is unsteady. As the identification accuracy is greatly influenced by the laser tracker positioning, in this article, we aim to optimize the positions of the laser trackers and conduct the optimization based on the genetic algorithm to solve this problem. In order to ensure the feasibility of the optimized measurement system, the position of the laser tracker is constrained by the range of viewing angle of the reflector and the practical measurement environment. Compared to the measurement systems with different laser tracker positioning, the optimized measurement system achieves the best identification accuracy both in the simulation and in the experiment.
Keywords
Introduction
The development of advanced manufacturing industry has brought forward higher requirements to the machine tools. The accuracy is one of the most important criteria for machine tools and the error is usually considered as the evaluating indicator of the accuracy. The error sources of machine tools could be further classified into two categories, namely, quasi static error and dynamic error. Quasi static error accounts for about 60%–70% of the total error. 1 Volumetric error is the most common type of quasi static errors. Therefore, proposing an accurate and efficient method to detect the volumetric error is of great importance to improve the accuracy of a machine tool.
Many devices have been developed to measure the volumetric error of the machine tools. Laser interferometer (LI) has been widely used among the machine tool manufacturers and research institutions, but the adjustment of the laser path is time-consuming.2–4 Double ball bar (DBB)5,6 and cross grid encoder (CGE) 7 are low-cost devices. However, the multi-axis movement of CNC is necessary when using these two devices to measure the volumetric errors, and the measurement range of them is quite limited. Laser tracker (LT) is a kind of portable measurement device. It could automatically follow the movement of the target and provide the three-dimensional coordinates. Compared with the other measurement devices, the LT can keep the merits of convenience and have a large measurement range as well. In recent decades, a growing number of researchers and companies have conducted in-depth researches on volumetric error measurement with LT.
The measurement with LT includes single-station measurement and multi-station measurement. 8 The single-station measurement 9 adopts the spherical coordinate system and measures the radial distance, azimuth angle, and elevation angle to calculate the three-dimensional coordinates of the measuring points. However, the measurement accuracy of angle is limited and decreases with increasing distance. As a result, the single-station measurement is not an appropriate method for the measurement aiming at high-precision requirement.
The multi-station measurement, also known as the multilateration measurement, was proposed by Brown et al. 10 in 1986. At least four LTs are used to measure the distance between the measuring point and the LTs. The multilateration measurement is available to calculate the coordinates of the measuring points without the influence of angle-measurement uncertainty. The uncertainty assessment, such as the Monte Carlo method, 11 is one of the most important ways to evaluate the identification accuracy. Based on the uncertainty assessment, many researches have been conducted to look for the factors affecting the identification accuracy, including the identification algorithm,12,13 the number of the measuring points, 8 and the arrangement of the LTs.
The influence of LT positioning on multilateration measurement is significant and complicated. Takatsuji et al.14,15 put forward that four LTs should not be located on the same plane. Otherwise, the equation set of the self-calibration in multilateration will have no solutions. Ibaraki et al. 16 compared different sets of LT positions with respect to the multilateration uncertainty. Considering the optimization of the LT positions, Lin et al. 17 calculated the optimal positions with Lagrange Multiplier method. But there was only one measuring point in his research. As the number of the measuring points grows, the difficulty in solving the optimal solutions by Lagrange Multiplier method increases significantly. In practical measurement of volumetric error, the coordinates of multi-points need to be identified in one measurement. Although a lot of researches have concerned on the LT positioning of multilateration measurement, few can provide an effective way to optimize LT positions, especially in multi-point measurement. Therefore, the LT positions in multilateration measurement are usually selected intuitively, but not scientifically.
In this article, the genetic algorithm (GA) is used to optimize the LT positions of multilateration measurement. The optimization is realized based on uncertainty assessment. Several constraint conditions of the LT positions have been considered to ensure the feasibility of the optimized measurement system. Finally, the comparisons of the performance of different measurement systems have been presented from both the simulation and the experiment.
Basic theory
The multilateration method
In general, there are two types of distance measurement in LT, namely, absolute distance measurement (ADM) and interferometer measurement (IFM). ADM measures the distance

where
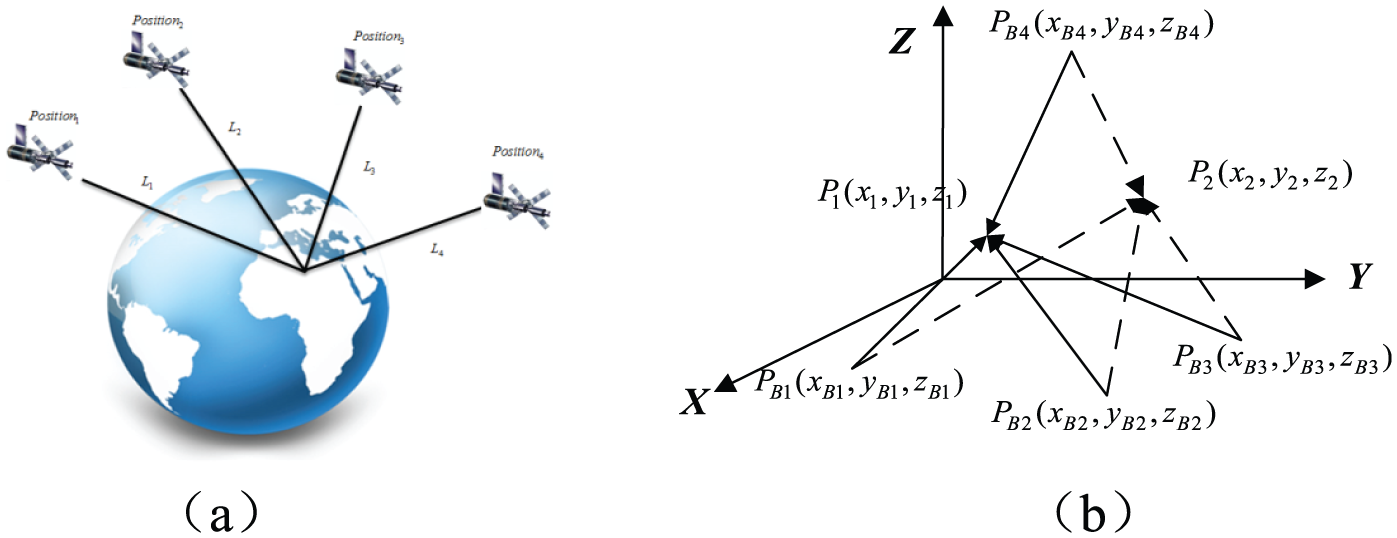
Measurement system: (a) principle of GPS and (b) multilateration measurement.
Equation (1) could constitute an overdetermined set which is usually solved by least square method (LSM). 8 In this article, Levenberg–Marquardt (LM) method, a numerical method of LSM, is used to solve the equation set. The objective function F is defined as the residual


The calculation of the measuring system involves two procedures: the self-calibration for system parameters and the calculation for the coordinates of the measuring points. The former one uses the ideal positions of the measuring points to calculate the system parameters
Step 1. Give the initial value and parameters of iteration;
Step 2. Calculate the Jacobian matrix J of function F and
Step 3. Solve the functions


Step 4. If
Step 5. As long as
Optimization of the LT positions
The accuracy of LSM is sensitive to the calculation parameters, especially to the LT positions. The GA is used to optimize the LT positions. GA is an intelligent optimization algorithm built on the natural genetics. The optimization procedure is based on the uncertainty analysis of the multilateration measurement. The optimization object F, defined as the fitness function in GA, is the root mean square error (RMSE) of the predicted coordinates

where n is the number of the measuring points, and m is the number of simulations.
The basic evolution steps of GA include selection, crossover, and mutation. In the steps of crossover and mutation, the offspring individuals, namely, the new LT positions, will be generated. The constraint conditions of LT position follow after the operators of crossover and mutation (Figure 2). The constraint conditions, presented in section “Constraint condition of the LT position,” are used to evaluate the feasibility of measurement at the new LT position.

The flow chart of the proposed method.
The multilateration measurement uses the changes of distance measured by IFM as the inputs of the identification model. The IFM uncertainty

The uncertainties of ADM and angle measurement affect the initial values of LM. Taken Leica AT901 as an example, the distance uncertainty measured by ADM is
Constraint condition of the LT position
The viewing angle of the reflector
During the process of measurement, a reflector, also called cateye, is fixed on the measuring point. The reflector could receive and reflect the laser from different angles within a certain range. The viewing angle

Structure of the reflector.
When measuring the volumetric errors, the reflector moves within the workspace of the machine tool. The improper LT position will probably cause the incident laser beam exceeding the range of the viewing angle and result in failure of the measurement. The workspace of the machine tool is usually in the shape of cuboid as shown in Figure 4. When the reflector moves from Pj to Pi, the maximum intersection angle between the incident laser beams is the angle α between


where Pi and Pj stand for the vertices of the cuboid,

Measurement of the volumetric error.
The practical measurement environment
Equations (8) and (9) could be considered as the ideal criterion of the feasible LT position. Besides, the LT positions will be further constrained by the measurement environment. For example, the laser beam should not be blocked by the toolframe of the machine tool and the LT must be firmly set.
The interchangeability of the LT positions
The coordinates


The interchangeability of the LT positions.
Simulation
When measuring the volumetric errors, the measurement region does not usually cover all the workspace of the machine tool. The researchers try to identify the components of the volumetric errors. When moving along one coordinate axis, there are six component errors: three displacement errors

where

The simulation and measurement experiment are conducted on a heavy boring and milling machine tool as shown in Figure 6. The workspace of the machine tool is
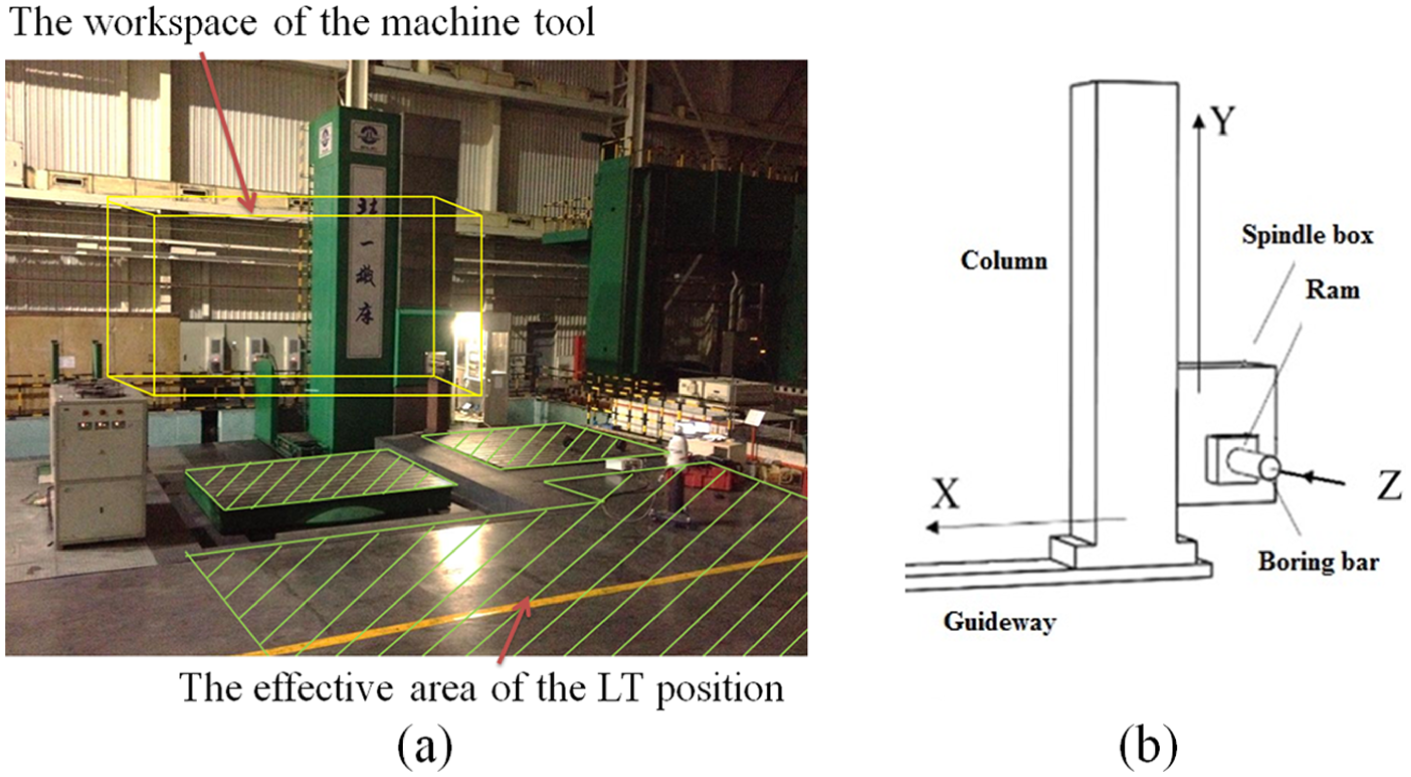
The heavy boring and milling machine tool: (a) overall view and (b) configuration.

The optimized measurement system.
During the measurement experiment, the incident laser beam should not be blocked and the LT must be firmly set. The effective area of the LT position is shown in Figure 6(a). The adjustable height of LT is 1.5 m (from 0 to 1500 mm in Y-axis). The viewing angle of the LT reflector is
The simulation parameters are given in Table 1. Four optimized LT positions are


where
Parameters of optimization.

GA: genetic algorithm.
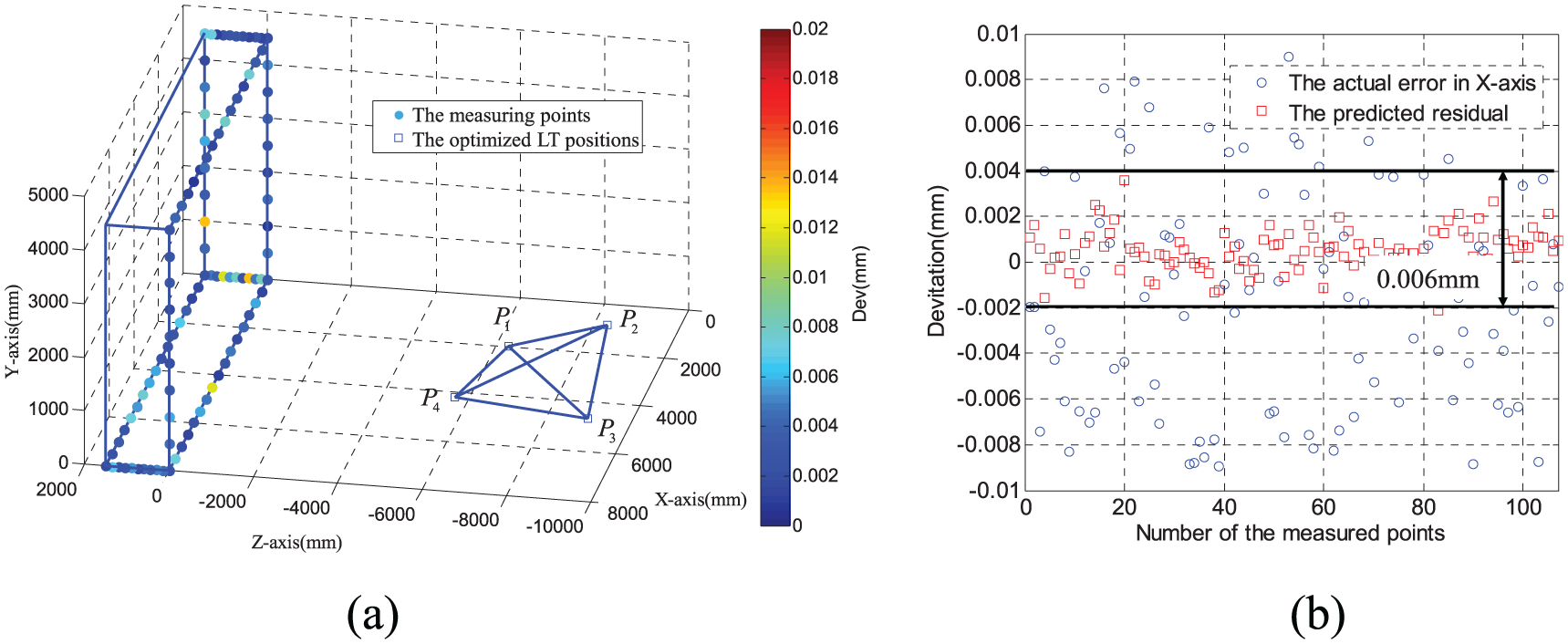
The optimized arrangement: (a) predicted Dev (RMS = 0.0045 mm) and (b) predicted residual
In order to present the improvement by applying the GA, one of the four optimized LT positions is replaced for comparison:
Case 1. Replace
Case 2. Replace

The identification accuracy of two comparisons: (a) Case 1 (RMS = 0.0052 mm) and (b) Case 2 (RMS = 0.0064 mm).
Among four LT positions,
In Case 2, we try to improve the accuracy of distance measurement.
The LT positions have a great impact on the identification accuracy of multilateration measurement. The coupling relations among the influencing factors make it difficult to find the optimal LT positions by the analytical method. The simulation results validate that the proposed GA method could optimize the LT positions effectively.
Experiment
The multilateration measurement experiment was performed with Leica AT901 Laser Tracker. A LT was settled at four optimized positions and two alternate positions in sequence. In order to lower down the measurement uncertainty, the same motion trajectory of the machine tool was measured for four times at each LT position. In addition, the experiment was conducted in the midnight to avoid the noise and vibration from environment. The positional accuracy of LT was within 10 mm.
To further verify the feasibility and accuracy, a contrast experiment using the LI was conducted. The volumetric errors of the points on three lines along the X, Y, and Z axis were measured by LI.
The measurement results are shown in Figure 10 and Table 2. Two indexes, average deviation (equation (15)) and average deviation ratio (equation (16)), are used to evaluate the performance of the identification accuracy. The lines with circles in Figure 10 demonstrate the results measured by LI. Due to the high accuracy and stability of LI, the results of LI are considered as the actual volumetric errors of the machine tool for comparison


where
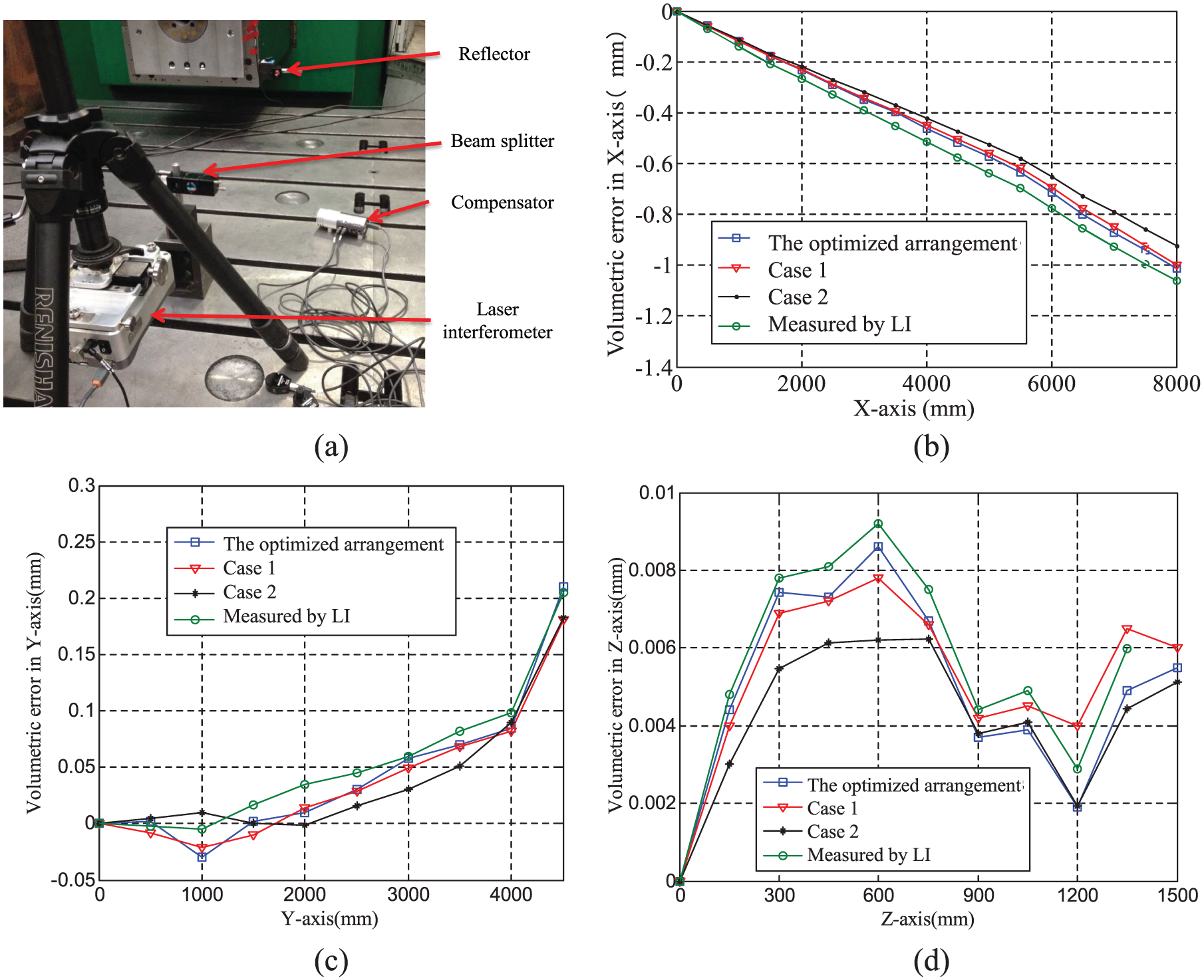
The experiment results: (a) measurement with laser interferometer, (b) volumetric error in X-axis, (c) volumetric error in Y-axis, and (d) volumetric error in Z-axis.
The identification accuracy of different arrangements of LTs.

LT: laser tracker.
The optimized arrangement performs better than the other two cases in both average deviation and average deviation ratio. As presented in Table 2, the average deviation ratio of Case 1 increase slightly from 35.89% to 36.93% and that of Case 2 reaches 44.38%. The variation trend of identification accuracy in experiment is the same as that in simulation.
Conclusion
In this article, the GA is developed to optimize the LT positions of multilateration measurement. The proposed method contributes to the literature in the following ways: first, the proposed method is a feasible way to optimize the LT positions, especially in multi-point measurement. Second, based on the viewing angle of the reflector, the constraint condition of the LT position is proposed. This could prevent the incident laser beam moving out of the range of the viewing angle during the measurement. Third, the proposed method could provide the optimal LT positions according to the practical measurement environment.
By comparison with the measurement systems with different arrangements of LTs, the optimized one achieves the best identification accuracy both in the simulation and in the experiment. Therefore, effectiveness of the proposed model is validated in this research. The proposed optimization method helps to select the LT positions scientifically.
Footnotes
Acknowledgements
Authors Haitong Wang and Yonglin Cai are also affiliated with Key Laboratory of Vehicle Advanced Manufacturing, Measuring and Control Technology, Ministry of Education, China.
Academic Editor: Yangmin Li
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research work was supported by the National Natural Science Foundation of China (NSFC) under NSFC Grant 51375040 and the Open Foundation of the Key Laboratory of Education Ministry in China.