
Abstract
Natural fiber composites composed of polypropylene, maleic anhydride-graft-polypropylene, and hemp woody core fiber were produced by two-roll mill mixing. The hemp woody core fiber was treated by alkaline. The morphology of the polypropylene/hemp woody core fiber composites was studied by scanning electron microscopy technique. The mechanical and thermo-mechanical properties of the polypropylene/hemp woody core fiber composites were determined in tensile, flexural tests, and thermogravimetric analysis, respectively, and discussed. It was found that incorporation of hemp woody core fiber in polypropylene increased the tensile and flexural modulus. Note that the stiffness of short hemp woody core fiber/polypropylene composites was markedly improved. However, the flexural and impact strength of polypropylene/hemp woody core fiber composites was reduced compared to the neat polypropylene. Incorporation of hemp fiber increased the water uptake compared to the neat polypropylene. It was established that the Fick’s law was fairly applicable to the water absorption results. The stiffness and thermogravimetric analysis behavior of the polypropylene/hemp woody core fiber composites were markedly affected by the surface treatments.
Keywords
Introduction
Polypropylene (PP) is one of the most widely used polyolefin polymers which has several advantages, including strength, good corrosion, weather resistance, light weight, and low cost. Note that the low weight and good mechanical properties of PP have made it an ideal material in automotive construction. However, PP is not biodegradable and a significant part of municipal solid waste which has caused increasing environmental concerns. Recently, PP composed with natural fiber was widely used for making biocomposite materials to solve this issue.1–3 Due to the cost saving aspects and expected ecological benefits, the main motivation driving these researches and developments is related to the mechanical and thermal properties’ profiles of natural fibers and wood, which indicate a substantial reinforcement potential. 4 Hemp is a high-quality plant fiber which is flexible, strong, and durable. Currently, there are more than 30 countries around the world that produce industrial hemp including the hemp utilized extensively for furniture, building materials, textiles, food, cosmetics, pharmaceuticals, and paper.5,6 Thailand’s textile and garment industry requires much more bark of the hemp long fibers for textiles producing shirts, pants, shoes, scarves, curtains, tablecloths, and so on. The reinforcement with woody core (xylem) for natural fiber composites 7 has attracted considerable attention in the recent years due to help the environment as well as to reduce the use of plastic in related composites.
Recently, one of the methods to reduce the amount of synthetic polymers is to add natural material into polymer. The use of natural fiber polymer composites was increasing substantially in engineering applications due to their outstanding properties such as tensile strength, modulus, and impact strength, compared to the pure polymers.8,9 The major problems in natural fiber/polymer composites are the result of the difference in compatibility between a hydrophobic nature of polymer and a hydrophilic nature of natural fiber. Various methods have been adopted to enhance an adhesion between those natural fiber and polymer matrix such as the surface treatment of natural fiber and modification in chemical structure of polymer material.
Of the previous methods, alkalization and chemical grafting using maleic anhydride (MA) treatment are the most popular ways to enhance an interface. Alkalization is even considered a standard step to increase the efficiency of any further treatment.5,7,10–13 MA grafting is used to modify not only fiber surface but also the polymer matrix to achieve better interfacial bonding and mechanical properties in polymer composites. 14 Several research activities have been conducted to improve fiber adhesion properties with the polymer matrix and found that the natural fiber modified with alkaline (ALK) treatment can be increased approximately 20%–40% in tensile strength and modulus of related composites15–17 and approximately 30%–72% in flexural strength and modulus using maleate coupling agent.18,19 Also, the effect of the natural fiber length and their surface modification on a poly(hydroxybutyrate-co-hydroxyvalerate) (PHBV) biocomposite was the topic of a recent contribution. 20 Moreover, Elkhaoulani et al. 21 investigated the mechanical and thermal properties of hemp fibers/PP. They found that MA clearly improved adhesion of the hemp fiber/PP matrix as a result of enhanced stiffness and thermal resistance.
The aim of this work was to produce PP and hemp woody core (HWC) fiber and to study their properties. A further aim of this work is to check the effect of fiber length, content, and modification to make artificial wood for various applications in the future market. Maleated PP (maleic anhydride-graft-PP (MA-g-PP)) was used to enhance the adhesion of HWC fiber in PP matrix. The mechanism promoting the improved interface induced by the MA-g-PP will be discussed through a scanning electron microscope and mechanical studies. The influence of the MA-g-PP addition on structural and mechanical properties of PP/HWC fiber composites will be discussed in conjunction with the water absorption studies.
Experimental
Materials
HWC chip was supplied by Highland Research and Development Institute (HRDI) (Chiangmai, Thailand). PP homopolymer (EL-Pro P702J; Thai Polyethylene Co., Ltd, Rayong, Thailand) was utilized as polymeric matrix for all composite systems. The density was 0.91 g/cm3, the melting point of PP was 163°C, and the melt flow rate (230°C, 2.16 kg) was 12 g/10 min. Sodium hydroxide (analytical grade; Merck KGaA, Darmstadt, Germany) was served as treatment. Maleated PP (MA-g-PP), (Fusabond P353; DuPont™, Wilmington, DE, USA) was used as modifiers for PP systems. Its density and melting point were 0.904 g/cm3 and 135°C, respectively (according to suppliers’ information).
Analysis of the chemical composition of the HWC
Chemical analysis of the HWC age of 90 days and analysis of cellulose, hemicellulose, and lignin were tested according to TAPPI T203 om-88 and TAPPI T222 om-88 standard, respectively.
Preparation of the HWC fiber
First, the HWC chips were washed using water for two to three times and then dried in an oven at 80°C for 48 h. The plastic cruncher machine and hammer mill machine used to prepare the size of chips into fiber form. The size of fibers was sorted by sieve shaker using 30 (large fiber (LF)), 60 (middle fiber (MF)), and 80 (small fiber (SF)) mesh, respectively. Fibers were then cleaned by soaking in hot water at a temperature of 50°C for 30 min and then dried in the oven at 80°C for 48 h. 22
Examination of the aspect ratio of fiber
An optical microscope (Microscope Leica DM2500 M, Wetzlar, Germany) was used to analyze the length and the diameter of the HWC fibers after size sorting. In order to determine the average length and diameter of fiber, at least 50 individual fibers were observed. Afterward, the aspect ratio for all sizes of hemp fiber was calculated.
Alkali treatment
ALK was used to modify a surface of HWC fibers. HWCs were soaked in 5 wt% sodium hydroxide (NaOH) solution at ambient temperature and immersed for the fiber weight ratio of 20:1 for 30 min. After treatment, the fibers were washed with water to remove any traces of alkali on the fiber surface, until pH 7 of HWC was reached. The treated fibers (ALK) were then dried at 80°C for 48 h. 22
Composite processing and samples’ preparation
PP and MA-g-PP additives in different ratios were prepared using two-roll mill machine (Labtech Scientific LRM-S-110/3E, Samutprakarn, Thailand) at a temperature of 190°C for 10 min. Afterward, the related compounds were grinded with the plastic cruncher machine. Then the resulting composites were made into dumbbell and rectangular shape by Cometech QC-601T (Taichung, Taiwan) manual compress molding machine at a temperature of 190°C for 10/10/5 min (preheat/heating/cooling) under a pressure of 50 MPa. The composition and designation of the compounds studied are given in Tables 1 and 2.
Mixing ratio of polypropylene with different sizes of HWC fibers.

PP: polypropylene; LF: large fiber; MF: middle fiber; SF: small fiber.
Recipes and designations of the PP-based composite systems.
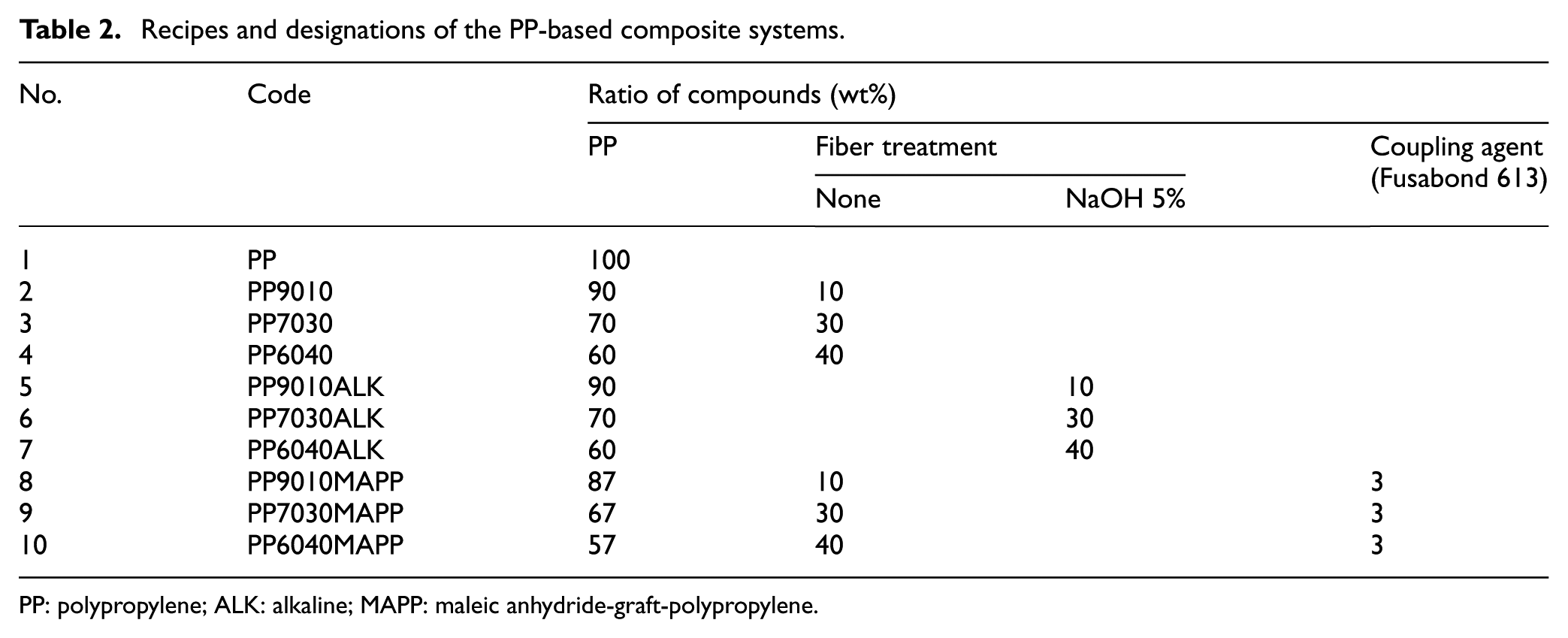
PP: polypropylene; ALK: alkaline; MAPP: maleic anhydride-graft-polypropylene.
Mechanical testing methods
Tensile and flexural tests were performed on according to ASTM D638 and ASTM D790 standards, respectively, using the universal testing machine (Cometech). The impact strength test (Ceast 6957000, Torino, Italy-equipped) was performed on notched Izod specimens according to ASTM D256 standards and done by hammer mass of 2.75 J.
Scanning electron microscopy
A Hitachi Tabletop Microscope TM3000 (Tokyo, Japan) scanning electron microscope was used to investigate fiber/matrix adhesion and composite morphology. The scanning electron microscopy (SEM) fracture surfaces were used from dog-bone fracture sample for examination.
Water absorption
Water absorption of PP/hemp fiber composites was carried out according to ASTM D570-98 standard test method. The PP/hemp fiber composites were cut from tensile specimens into rectangular shape (19 × 20 × 3 mm3) and then immersed in a distill water bath and then the specimens were removed periodically from water, and the increase in their weight was measured on a balance with a precision of 0.001 g over a period of 400 h. The percentage gain at any time (Mt) was calculated according to equation (1), where Wd and Ww denote the initial weight of material and weight of material after exposure to water absorption, respectively

Water diffusion coefficient
The average diffusion coefficient (D) was calculated by using equation (2) to measure the rate of moisture diffusion through all faces of the PP/hemp fiber composites

where Mm is the maximum percent of moisture uptake, h is the sample thickness,
Thermal tests
Thermogravimetric analysis (TGA) was performed on a Mettler Toledo TGA/DSC1 (Greifensee, Switzerland) using nitrogen as purge gas with a flow rate of 40 mL/min at the temperature range of 40°C–700°C. The heating rate of TG measurements was 10°C/min and the weight of the samples was about 7 mg
Results and discussion
Analysis of the chemical composition of the HWC
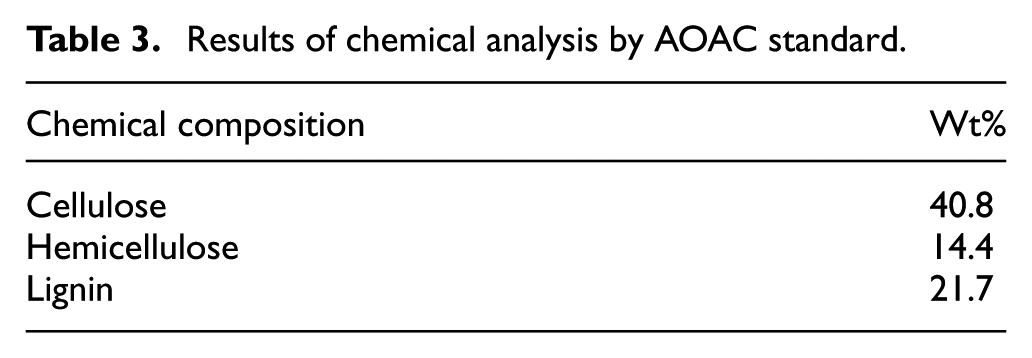
The chemical composition data of hemp fibers data are listed in Table 3. The chemical composition data indicated that the cellulose of HWC fiber was 40.8% and the lignin achieved was only 21.7%. Note that the cellulose content of HWC was lower than that of the cellulose values of the related hemp bark and other natural fibers according to the recent reports.1,23 The finding maybe become further affected the below mechanical response.
Results of chemical analysis by AOAC standard.
Analysis size and aspect ratio of fiber
The length and the diameter of the hemp fibers after sorting size are shown in Table 4. One can recognize that SF had a highest value of aspect ratio when compared to the LF and MF fibers.
Results of dimension and aspect ratio of the hemp woody core after sorting size.

LF: large fiber; MF: middle fiber; SF: small fiber.
Effect on the mechanical properties of the composite
The effects of hemp fiber length on the tensile and flexural mechanical properties of PP systems are displayed in Figure 1. One can see that the addition of hemp fiber to PP matrix improved the tensile and flexural stiffness of composites. Note that a natural fiber reinforcing effect is generally accompanied with reduced strength in most composite materials. This is the case also for the PP/HWC composite, the tensile and flexural strength value of which is below that of the neat PP. It can also be noticed that the stiffness in tensile and flexural tests of the related composites was strongly enhanced by adding high aspect ratio of SF. The tensile and flexural modulus of PP/SF composites was 20% higher than that of the neat PP. On the other hand, the effect of PP/MF composite on the mechanical properties was less sensitive than that of the PP/SF composite. An increase in tensile and flexural modulus of the PP/HWC composites can be well explained by the reinforcing effect of the SF. This is in accordance with the observation of PP/wood chip composites reported by Hietala et al. 24 It was recognized earlier that the higher aspect ratio (SF) of the fiber composites has a strong impact on the mechanical properties.

Mechanical properties of PP/hemp (90:10 wt%) fiber composite of long fiber (LF), middle fiber (MF), and short fiber (SF): (a) tensile strength, (b) tensile modulus, (c) flexural strength, and (d) flexural modulus.
The results of the tensile and flexural mechanical tests, caused by the SF fiber contents and surface treatments, are obvious in Figures 1 and 2. It is clearly seen that the incorporation of hemp fiber increased the tensile and flexural modulus of the related natural fiber composites and reduced the strength of the composites in the whole surface treatments. This result is in harmony with the effect of aspect ratio of the tensile mechanical data as shown above. It is noteworthy that the upgrade in tensile stiffness for SF untreated and flexural stiffness for SF ALK treated was not a linear function of the fiber content.
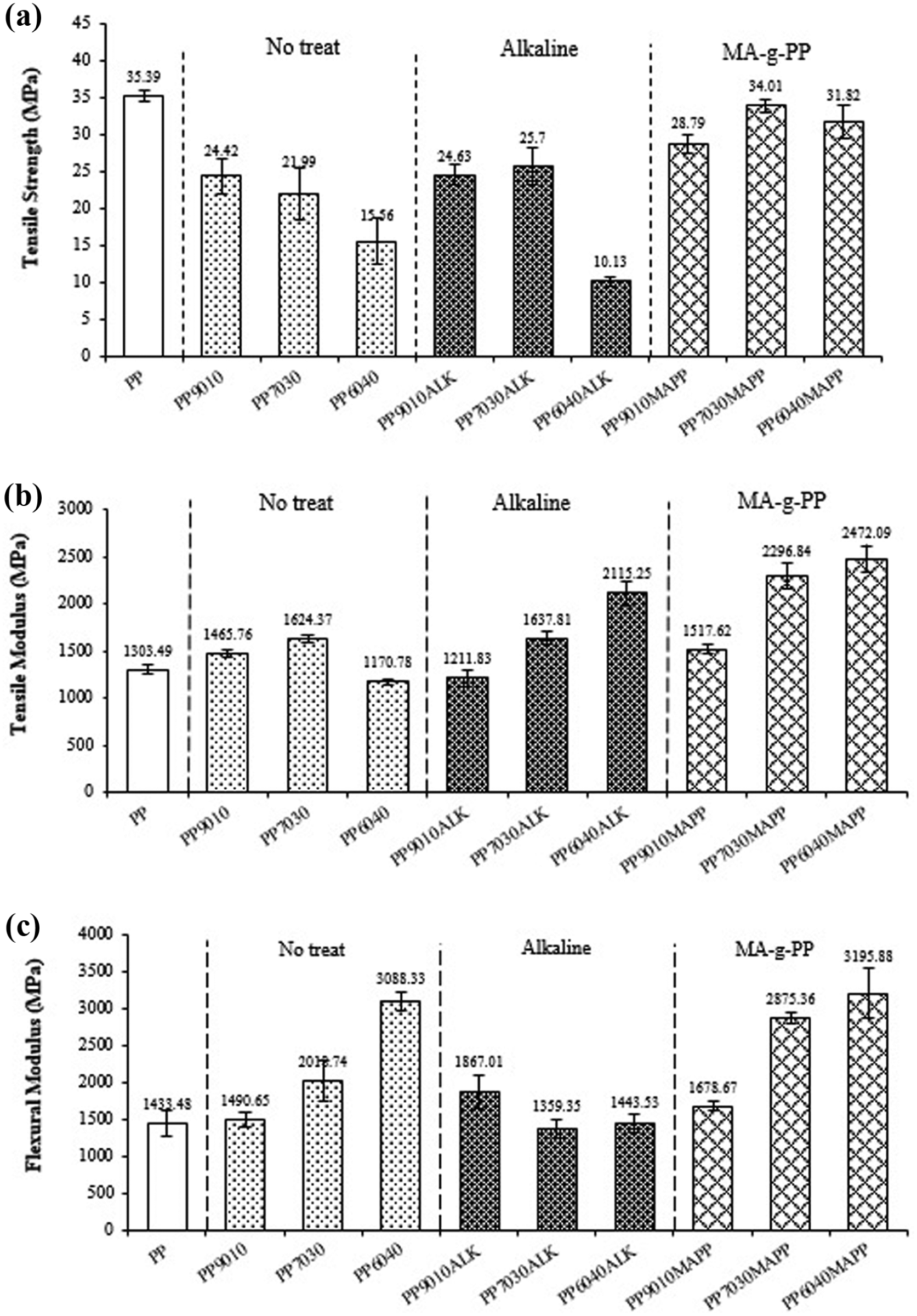
Mechanical properties of PP/SF composite different mixing ratios and surface treatments of HWC fiber: (a) tensile strength, (b) tensile modulus, and (c) flexural modulus.
Moreover, it was found that the modulus of the SF/MA-g-PP composites was markedly higher than that of the neat PP according to both tensile and flexural measurements. This finding hints for more restricted mobility of the PP segments with increasing amount of HWC fiber. This finding is in analogy with the results reported by Kabir et al. 23 that when mixed with fiber composite material using MA-g-PP, it enhanced the adhesion between the fiber surface and the PP matrix. During a composite preparation, the temperature will cause MA to react with hydroxyl group (OH) on cellulose fibers and make covalent bonding between hydroxyl groups of fibers and MA which can act as a bridge between the hemp fiber and PP matrix, further reducing the hydrophilicity of the surface and the mechanical properties of the composites increase. The scheme of chemical reaction between the surface fibers and matrix is shown in Figure 3. On the other hand, there was no effect of ALK-treated SF on tensile strength compared with untreated SF. It has to be mentioned that the sodium hydroxide (NaOH) reacted with the hydroxyl group on fiber surface and thus decreased of hydroxyl group at surface. 23 Note that NaOH eliminates hemicellulose, lignin, pectin, and wax from the fiber surface; as a result, the strength of hemp fiber and tensile strength of composite decreased (cf. Figure 2(a)). For ALK treatment, the observed tensile and flexural modulus of PP/HWC composites was likely increased due to the increase in surface roughness resulting in better mechanical interlocking. Moreover, it is an open issue whether there is a correlation between the stiffness and an increase in the amount of cellulose exposed on the HWC fiber surface. To contribute to this topic, the first task is, however, to assess the amorphous cellulose content at the expense of crystalline cellulose description. Figure 4(a) and (c) displays the fracture morphology of the PP/HWC composites without treatment. The fracture surface became the typical feature of brittle fracture in composite prone to crazing and presented a gap between fiber and matrix with hints for pulled out HWC fiber. In the presence of ALK treatment, the fracture surface indicated an increase in HWC surface roughness and developed likely semi-brittle fracture crazes (cf. Figure 4(b) and (d)). Nevertheless, the impact strength of the PP composite systems was negative impact on these properties (Figure 5). However, the impact strength values suggest that the improvement in the stiffness and strength was achieved at the cost of the ductility of the PP/HWC fiber composites. A similar trend has been reported for oil palm–reinforced high-density polyethylene (HDPE) composites with the influence of coupling agent (maleated PP) that the impact strength value of HDPE/oil palm composites decreased markedly when compared to the neat HDPE matrix and slightly influenced with MAPP content. 25

Chemical bonding between maleic anhydride-graft-polypropylene and fiber. 22

The morphology of fractured PP/HWC composites: (a) PP with untreated fiber (PP9010), (b) PP with alkalization fiber (PP9010ALK), (c) PP with untreated fiber (PP6040), and (d) PP with alkalization fiber (PP6040ALK).
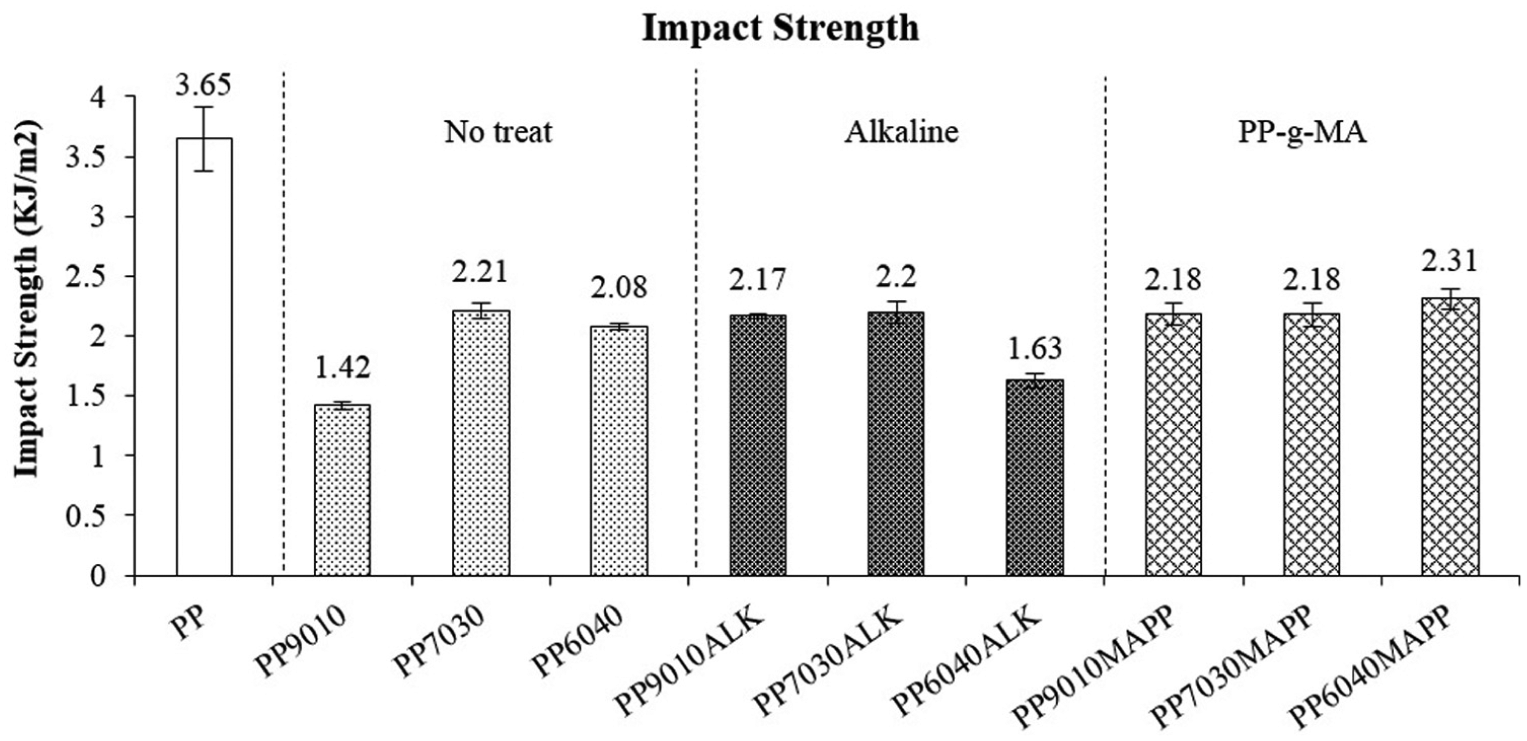
Impact strength of PP/SF composite different mixing ratios and surface treatments of hemp fiber.
Water absorption of PP/hemp fiber containing different amounts of hemp fiber composites as a function of time is demonstrated in Figure 6. One can recognize that the water sorption behavior was considered depending on the hemp contents. The neat PP recorded water uptake value at 0.002% after subjecting to water absorption at 417 h. The PP/HWC composites exhibited remarkably large amount of water absorption. Especially, the water absorption of PP with 40 wt% of HWC fiber during the first 48 and 417 h increased by 8.8% and 17.8%, respectively, compared to the neat PP. This can be explained by the chemical nature of cellulose and hemicellulose contents in HWC fiber according to the above result in Table 3. The water absorption of PP with treated hemp fiber and PP/hemp with MA-g-PP additives is also shown in Figure 6. As expected, the water absorption of PP/HWC fiber composites treated by alkali increased due to the weak interfacial bonding between HWC fiber and PP matrix and the roughness of HWC fiber, compared to the incorporation MA-g-PP in PP/HWC fiber composites. Accordingly, the observed water resistance was likely less due to the MA-g-PP themselves but more due to their adhesive covering polymer. Whether there is a correlation between the water resistance and the adhesion of HWC fiber and matrix. To contribute to this topic, the first task is to assess the dispersion by a suitable mathematical description. However, this aspect was not addressed in this work. The most striking and unexpected feature is that the water resistance increased in intensity after adding MA-g-PP; as in case of PP70/30 and PP60/40 composites, the opposite tendency should occur. The authors have no explanation for this behavior at present. Fick’s law in equation (2) is adopted to calculate the diffusion coefficient (D) of water absorption value. It is well resolved that there is a fair agreement between the water uptake and those calculated by Fick’s law. The calculation of diffusion coefficient is shown in Table 5. The D value of PP/hemp fiber composites increased with an increase in hemp fiber. This may be due to the hydrophilic character of the HWC fiber.

Effect of fiber contents and surface treatment of PP/hemp fiber composites on water absorption.
Calculation of the diffusion coefficient (D).

N/A: not available; PP: polypropylene; ALK: alkaline; MAPP: maleic anhydride-graft-polypropylene.
In thermal tests, usually the decomposition temperature of natural fiber composite is reduced with increasing natural fiber content. 26 Figure 7 presents the overall TG decomposition process for the PP composite system studied. Concerning the pattern of TGA processes, it is well known that the natural fiber composite exhibits three steps. The initial stage at low temperature is used to remove the moisture contained in the natural fiber composite; the second and third stages at high temperature are usually attributed to the decomposition of hemicellulose and non-cellulose, respectively. 27 This is in accordance with our TGA observation. It is also clearly seen in Figure 7 that the thermal decomposition of the neat PP had only one step and started decomposition at the temperature of 443°C. Note that the thermal resistance of all PP/SF composites was lower than that of the neat PP at the whole temperature range. The resistance to thermal degradation at the high temperature of the SF/MA-g-PP composite was slightly higher than those of ALK-treated SF/PP composites. One possible explanation is due to the covalent bonding between hydroxyl groups of fibers and MA, but a definite explanation for this behavior can hardly be given.

Weight loss percent of the PP/hemp fiber composite.
Conclusion
This research is devoted to study the thermal and mechanical properties and water absorption behavior of a PP and its aspect ratio/content/modification of HWC fiber in PP composites. The MA-g-PP was introduced in the HWC fiber/PP composites via two-roll mill mixing. It was found that incorporation SF into PP improved the modulus in tensile and flexural tests. The stiffness of PP/HWC fiber composites increased with an increase in the HWC fiber content and aspect ratio but at the cost of reduction in tensile and flexural strength. The tensile and flexural modulus of the SF/MA-g-PP composites was enhanced when compared to the neat PP. Incorporation of HWC fiber increased the water uptake of the PP composites. The thermal degradation of PP/HWC fiber composite systems studied decreased markedly compared with the neat PP.
Footnotes
Acknowledgements
The authors are grateful to the Natural Composites Research Group (NCR) and King Mongkut’s University of Technology North Bangkok (KMUTNB) for laboratory support under the grant agreement KMUTNB-NRU-59-02.
Academic Editor: Vijay Kumar Thakur
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Higher Education Commission under the grant agreement KMUTNB-NRU-59-02. Part of this work was also linked with the Highland Research and Development Institute (HRDI).