
Abstract
Present study deals with the effect of variation in melt flow index (MFI) of maleic anhydride–grafted polypropylene (PP-g-MAH) as a polymeric compatibilizing agent on various properties of fly ash (FA)-filled polypropylene (PP) composites. The FA content was varied from 0 to 40 wt%. The effect of polymeric compatibilizing agents with different MFI and very high maleic anhydride (MAH) content on interfacial adhesion between filler and matrix and filler dispersion were studied. The mechanical and thermal properties of the composite material were evaluated, and the microstructure was investigated through scanning electron microscopy. The values of yield stress and breaking strength of compatibilized PP/PP-g-MAH/FA-based composites showed higher values compared to that of untreated FA-filled PP composites at corresponding filler content. Incorporation of FA into PP led to stiffer materials, as tensile modulus increased significantly. Tensile and impact properties varied with varying molecular weight of PP in PP-g-MAH and are essentially decided by wettability of the filler. It is also found that heat-deflection temperature and vicat softening point improved with the addition of FA filler. The use of PP-g-MAH as polymeric coupling agent provides improvement in mechanical and thermal properties of filled polymers. The higher effect of compatibilization is obtained using high-molecular-weight PP in PP-g-MAH as a polymeric compatibilizing agent and low-molecular-weight PP in PP-g-MAH resulted in better dispersion of FA in PP matrix. The overall results showed that FA dispersion and interfacial adhesion are greatly affected by the kind of PP-g-MAH.
Keywords
Introduction
Polypropylene (PP) exhibits an attractive combination of low cost, low weight, a heat distortion temperature above 100°C and extraordinary versatility in terms of properties, applications and recycling. The consumption growth rates have been high, with the material becoming widely used in various industrial areas for fibers, films and injection molding articles. In order to improve the mechanical performance of PP for application in engineering plastics, it is an important objective to increase its dimensional stability, heat-deflection temperature (HDT), stiffness, strength and impact resistance without sacrificing its easy processabilty. Further modification of PP by adding fillers, reinforcements or blends of special monomers or elastomers can render it more flexible with a variety of other properties, and its competitiveness in engineering resin applications has greatly improved. 1 –3 Property enhancement is usually achieved by fiber reinforcement, but some studies show that mechanical properties can improve with the addition of particulate fillers. Particulate fillers have played a vital role in the development of commercially viable compounds. Not only do they provide a significant cost reduction but certain fillers may improve various properties of the materials such as mechanical strength, modulus and HDT, material processing and its optical properties. In general, the mechanical properties of particulate-filled polymer composites depend strongly on the size, shape and distribution of filler particles in the matrix polymer and good adhesion of the filler–polymer interface. Numerous inorganic fillers like fly ash (FA), mica, talc, calcium carbonate, hollow glass bead and so on have been incorporated in polymer matrix. 4 –14 Since the addition of filler into a polymer matrix interferes with the macromolecular structure of the polymer, mechanical properties are often sacrificed. Most often surface modification of the filler is used to improve this interface. Stearic acid and coupling agents such as silane as well as plasma modification have been used to modify the surface of filler. However, in the case of PP, poor adhesion between matrix polymer and filler is present due to the absence of functionalities that could interact with the filler. Compatibilizing agents are most often used to improve the interfacial adhesion between blended polymers. This same approach can be made for composite systems rather than the conventional treatments that focus on filler surface treatments. By adding compatibilizers with reactive functional groups, it is expected that improved adhesion at the polymer/filler interface will result in more efficient stress transfer and better dispersion. 15
Chemical properties of maleic anhydride–grafted polypropylene (PP-g-MAH) and those that influence their effectiveness as polymeric coupling agent for filled composites are molecular weight and MA content. Some authors found that (1) high MA content generally improved the mechanical properties of the composites compared to low MA content under the same composition; (2) effect of molecular weight is less clear and low molecular weight (high melt flow index (MFI)) resulted in better dispersion, and high molecular weight (low MFI) caused better improvement in mechanical properties. There should be an optimum level for individual PP-g-MAH to be incorporated into the composite. High loading of PP-g-MAH is detrimental to the mechanical properties, and low loading cannot reach the desirable degree of filler dispersion. 1,16
FA is a fine ash by-product commonly produced by the combustion of coal during the generation of electrical power. Coal is composed of combustible organic matter with a variable amount of inorganic mineral matter. During combustion, the minerals in coal become fluid at high temperature and are then cooled. In a pulverized coal fired boiler, the furnace-operating temperatures are typically in excess of 1400°C. At these temperatures, mineral matters within the coal may oxidize, decompose, fuse, disintegrate or agglomerate. Rapid cooling in the postcombustion zone results in the formation of spherical, amorphous particles. Expansion of trapped volatile matter can also cause the particles to expand to form a hollow cenospheres; however, minerals with high melting points may remain relatively unchanged. The heating and cooling cycle has a significant effect on the composition and morphology of each particle. 17 Because of growing environmental concern and the need to conserve energy and resources, efforts have been made to utilize the FA in alternative environmentally friendly applications such as filler in the cement, geopolymers and polymer industries. 18 –23 Nath et al. 24,25 investigated the effects of FA—which is a new kind of filler—on temperature-activated dynamic thermomechanical properties of PP composites. They undertake a mechanistic study of the mechanical properties in terms of the microstructure and morphology and the formation of an interfacial interaction between the surfaces of FA and PP have also been quantified.
Recently, FA has been used as filler in polymer to produce particulate-reinforced polymer composites, saving the other commonly used mineral fillers used in polymers, thereby helping the environment. Many experimental studies using FA have shown that the presence of filler does increase the stiffness of the polymer composite but, like most fillers, reduces the impact resistance. To improve these properties, other components should be added to the composite formulation. 7,26 –30 Khan et al. 31 studied the effect of polyethylene-grafted MAH as a compatibilizer and showed improvement in modulus and tensile strength properties of low-density polyethylene and waste ash. Pardo et al. 32 –34 investigated the deformation and fracture behavior of PP/ash composites with different ash contents and the effect of a silane coupling agent was also analyzed. They found that the incorporation of a silane coupling agent in the formulations led to composites with slightly improved tensile and fracture properties. The effect of three different types of silane coupling agents mainly differing in the size of their functional groups of PP/ash composite on rheological, thermal and mechanical characterization was evaluated. They also investigated the fracture and thermal behavior of environmentally friendly composites based on PP with different ash contents from biomass combustion and 10 wt% olefin block copolymer (OBC). Ash particles were treated with a silane coupling agent before blending to promote interfacial adhesion between polymer matrix, OBC and ash. Sengupta et al. 35 studied a renewable, low-cost chemical-like furfuryl palmitate as an effective coupling agent for FA-reinforced recycled PP matrix composites. The highest enhancement in properties was observed in 2 wt% furfuryl palmitate-coated FA-filled composites.
So, the current study aims to investigate the effect of untreated FA as filler on the mechanical, thermal and morphological properties of the PP. Also, the compatibilization effect of three polymeric compatibilizing agents, PP-g-MAH (3 wt%), with different MFI and very high maleic anhydride (MAH) content on the performance of FA-filled PP composites was evaluated. The functional groups associated with these compatibilizers are expected to be with the filler, providing increased adhesion between the filler and matrix, ultimately resulting in enhanced mechanical properties. The success of the chemical modification in enhancing the properties of PP can lead to the production of cheap composites using waste FA. This will eventually lead to a positive impact on the environment by utilizing waste FA, while recycling these industrial residues.
Experimental
Materials
Homopolymer PP (Repol H110MA grade, MFI 11 g/10 min at 230°C) upplied by Reliance Polymers (Mumbai, India) was used as the polymer matrix. FA was supplied by Envirotech Engineers (Pune, India), its specific gravity was 0.65 g/cm3, and average particle size of 100 μm was used as filler. The concentration of FA was varied from 0 to 40 wt%. The polymer-based coupling agents used was grafted PP with anhydride and acid functionality (PP-g-MAH, Optim® P-405, Optim® P-408 and Optim® P-425 grades, with MFI 20 g/10 min at 190°C, 2.16 kg; with MFI 40 g/10 min at 190°C, 2.16 kg and with MFI 120 g/10 min at 190°C, 2.16 kg, respectively, and with very high MAH-grafted content of 1.6–2.5 wt% and density 0.91 g/cm3) received from Pluss Polymers (Haryana, India).
Preparation of the polymer composites
PP, PP-g-MAH and FA were pre-dried at 80 ± 5°C for 2–3 h in air-circulating oven. PP-g-MAH was used as polymer-based coupling agent to enhance dispersion and compatibility between polymer and FA at 3 wt%. The compounding of PP with various concentrations (0, 10, 20, 30 and 40 wt%) of the untreated FA (100 μm) was carried out on the extruder and in ternary systems, PP with various concentrations (0, 10, 15, 20, 25 and 30 wt%) of FA (100 μm) and fixed percentage of PP-g-MAH (3 wt%) were compounded using the extruder. In all the above processes, the temperature profiles used in the barrel were zone 1—170°C, zone 2—200°C, zone 3—210°C and die temperature—220°C and the screw rotation rate of 60 r/min was used and the extruded strands were then pelletized. The pellets were dried at 87 ± 5°C for 2–3 h in the air-circulating oven. The resulting pellets were injection molded to produce the tensile and Izod impact test specimens of PP/FA-filled composites and PP/PP-g-MAH/FA-filled composites. All the samples were conditioned for 24 h prior to testing. The resulting samples were used for the study of mechanical, thermal and morphological properties.
Testing
MFI of the samples is carried out by extruder using MFI tester (Davenport, UK) according to ASTM D1238. The MFI is measured by forcing the melt through the capillary at a temperature of 220°C under 2.16 kg load. Tensile properties were measured using dumbbell-shaped specimens on a tensile testing machine (model no. STS-248; Praj Laboratory, Kothrud, Pune, India) according to ASTM D638M-91 test procedure at 100% strain rate; the crosshead speed of 50 mm/min was maintained for testing. The values of tensile modulus were also determined at low strains. Optical extensometer was used to measure the tensile modulus accurately. Izod impact strength values were evaluated on a Zwick Izod Impact tester (digital; model no. S102, Germany; Praj Laboratory) according to ASTM D256 test procedure using notch samples. Flexural strength of all compositions was measured according to ASTM D-790. The average values of the mechanical properties and their SDs were calculated. All mechanical tests were performed at room temperature.
Thermal properties such as HDT and vicat softening point or temperature (VST) of all samples were measured using Davenport Vicat Softening Point Instrument, UK (Praj Laboratory) according to ASTM 648 and ASTM D1525. For HDT, the sample position was edgewise, test span was 100 mm and surface stress was 1820 kPa (264 psi). The specimen was dipped in silicon oil bath that was heated at the rate of 120°C/h. The oil bath was continuously stirred and circulated to maintain uniform temperature. The VST was obtained according to ASTM D1525 at the rate of 120°C/h and load of 66 psi was applied on the given sample through a pin (1 mm2) placed on the specimen. The test recorded the temperature at which the pin penetrated to a depth of 1 mm. Each test was duplicated for other samples.
A JEOL JSM-6380LA Scanning Electron Microscope, Japan was used to evaluate the microparticle dispersion in the polymer matrix. The cryogenic fracture surface was used to take scanning electron micrograph.
Results and discussion
Melt flow behavior
The results of MFI of the untreated FA-filled PP composite samples are shown in Table 1. With the addition of untreated FA in PP showed marginal change in MFI up to 20% loading of FA and then continuous decrease in the values at higher loading, which also supports FA principally restricted the free mobility of PP and also spherical FA particulates created a possible steric hindrance between intersegments of PP and the interfacial interaction between the –OH groups on FA surfaces and PP. 24 A more drastic increase in MFI for the virgin PP was observed when it was blended with PP-g-MAH, which supports the role of high MA content 3 and the effect of high- and low-molecular-weight PP-g-MAH. Addition of PP-g-MAH as a polymeric compatibilizing agent in the FA-filled PP composites showed a higher percentage reduction in MFI. This could be related with the polar interaction between FA and MAH groups in PP-g-MAH, which changes the viscosity of the compatibilized composites. The use of low-molecular-weight PP-g-MAH with high MAH content resulted in a drastic reduction in MFI, which also supports the role of diffusion of low-molecular-weight PP in PP-g-MAH at higher loading of FA, helps to improve the wettability of the filler with the matrix. The above results also showed that low-molecular-weight PP-g-MAH simply acts as a lubricant for filled composites.
Values of MFI of PP filled with fly ash composites with PP-g-MAH having varying MFI.a
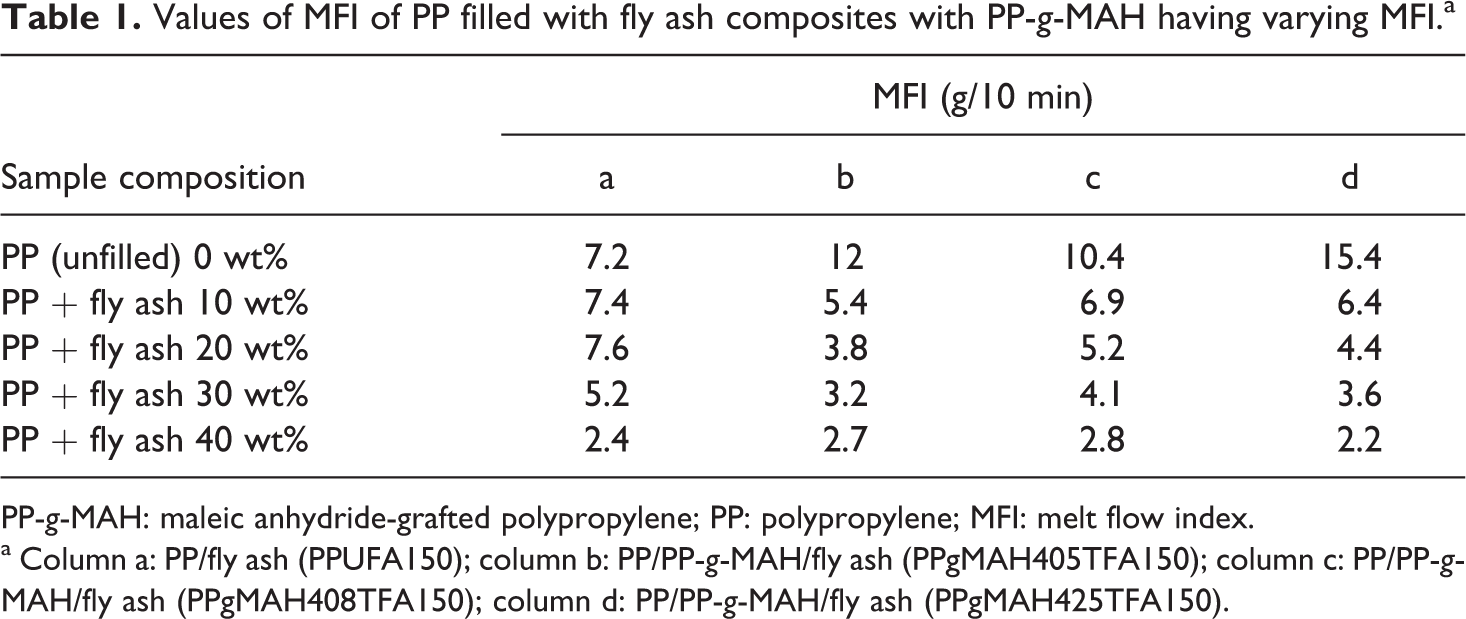
PP-g-MAH: maleic anhydride-grafted polypropylene; PP: polypropylene; MFI: melt flow index.
a Column a: PP/fly ash (PPUFA150); column b: PP/PP-g-MAH/fly ash (PPgMAH405TFA150); column c: PP/PP-g-MAH/fly ash (PPgMAH408TFA150); column d: PP/PP-g-MAH/fly ash (PPgMAH425TFA150).
Tensile properties
The results of tensile tests along with their SDs in parentheses are shown in Tables 2 and 3. In general, yield stress (σ y), yield elongation (∊ y) and breaking strength (σ b), breaking elongation (∊ b) values decreased with increasing filler content. The incorporation of FA into PP led to more brittle and weaker materials, as both tensile strength and elongation at break significantly decreased. The loss of strength could be attributed to the lack of interfacial adhesion between PP and FA. It has been reported that poor tensile strength and low failure strain are caused by particle debonding from the matrix prior to yielding, as a result of poor interfacial adhesion. Presence of big particles with a wide particle size distribution also contributed to the embrittlement effect as observed. 33 Furthermore, Table 2 showed that the compatibilized PP/PP-g-MAH/FA-based composites gave higher values of yield stress and breaking strength compared to that of untreated FA-filled PP composites at corresponding filler levels, which supports improvement in the interaction between polymer matrix and filler particle, which are due to the effect of high MA content. Although yield elongation and breaking elongation values showed significant deterioration with compatibilized PP-g-MAH/FA-based PP composites at all the filler loadings, which also supports proper interaction between polymer matrix and filler, the fracture path goes from particle to particle rather than giving a perfect smooth fracture surface; and reduction in the miscibility with PP matrix and PP-g-MAH due to high MA content and the inclusion of FA particles in polymer matrix results in the formation of stress concentrators.
Tensile properties of PP filled with fly ash composites with PP-g-MAH having varying MFI (SDs in parentheses).a
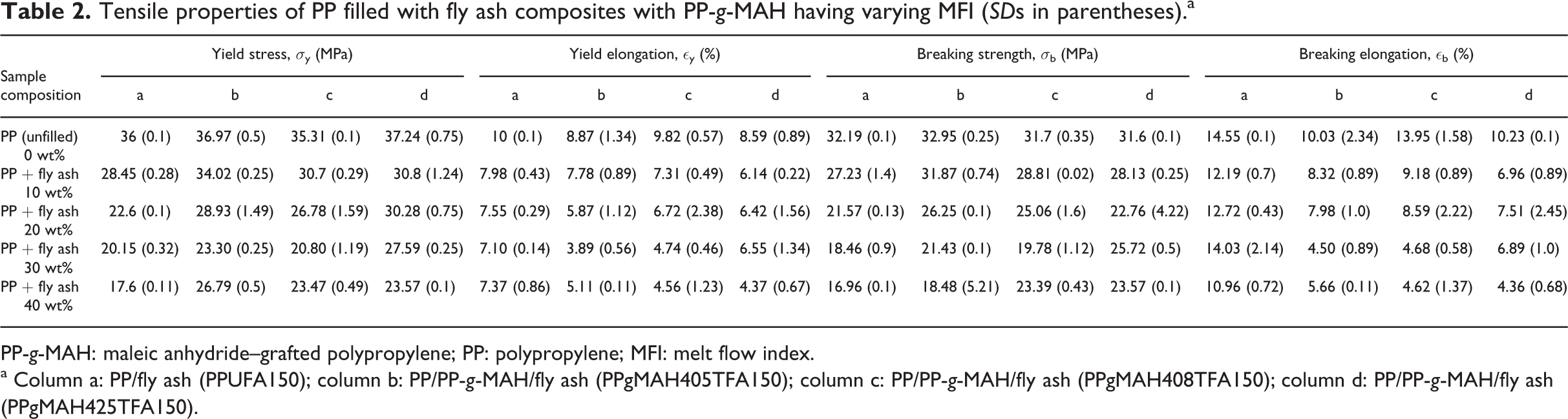
PP-g-MAH: maleic anhydride–grafted polypropylene; PP: polypropylene; MFI: melt flow index.
a Column a: PP/fly ash (PPUFA150); column b: PP/PP-g-MAH/fly ash (PPgMAH405TFA150); column c: PP/PP-g-MAH/fly ash (PPgMAH408TFA150); column d: PP/PP-g-MAH/fly ash (PPgMAH425TFA150).
Values of tensile modulus (SDs in parentheses), relative yield stress and relative strain at break of PP filled with fly ash composites with PP-g-MAH having varying MFI.a
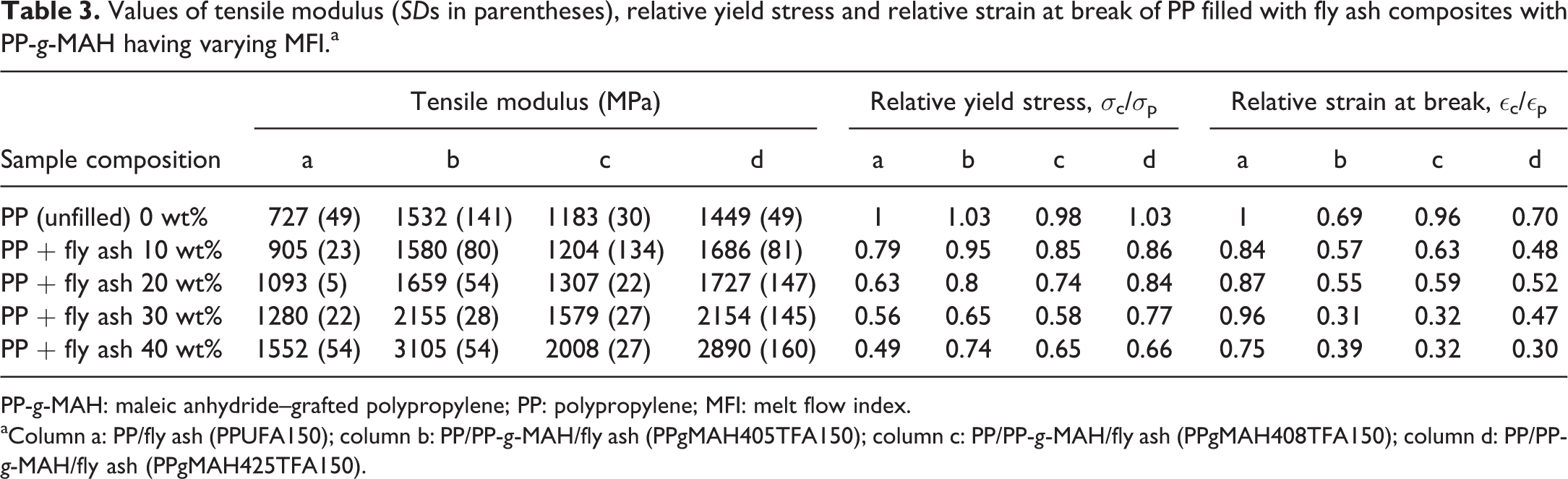
PP-g-MAH: maleic anhydride–grafted polypropylene; PP: polypropylene; MFI: melt flow index.
aColumn a: PP/fly ash (PPUFA150); column b: PP/PP-g-MAH/fly ash (PPgMAH405TFA150); column c: PP/PP-g-MAH/fly ash (PPgMAH408TFA150); column d: PP/PP-g-MAH/fly ash (PPgMAH425TFA150).
Table 3 showed that the material stiffness increased, and this effect was more pronounced as the ash content increased, as reported earlier. 33 The increase in stiffness observed in the composites was expected from the incorporation of a stiffer second phase. Furthermore, according to Table 3 the compatibilized PP/PP-g-MAH/FA-based composites gave higher stiffness than that of untreated FA-filled PP composites at corresponding filler levels, which supports improvement in the interaction between polymer matrix and filler particle and the results are due to the effect of high MA content. The above results obtained for the modulus determined at low strains where the interface is still intact are more related to the presence of stiffer second phase and to the stiffness of the coupling agents rather than to interfacial adhesion. 33 The modulus values of compatibilized PP/PP-g-MAH/FA-based composites also support that the high polarity and mobility of high MFI would enhance the affinity and chain diffusion, which in turn help to improve the dispersion and the molecular weight PP in PP-g-MAH.
The molecular weight of PP-g-MAH with 10% loading of FA compatibilized with high-molecular-weight (low MFI)-based PP-g-MAH, as polymer-based coupling agent composite showed maximum yield stress; and at 20% and 30% of loading of FA it compatibilized with low-molecular-weight (high MFI)-based PP-g-MAH, as polymer-based coupling agent composites showed maximum of yield stress. This is also supported due to the high polarity and mobility of high MFI that would enhance the affinity and chain diffusion, which help to improve the dispersion. Again at 40% of loading of FA compatibilized with high-molecular-weight (low MFI)-based PP-g-MAH, as polymer-based coupling agent composite showed maximum yield stress, which may be due to high-molecular-weight PP in PP-g-MAH.
The rate of reduction of the yield stress and breaking strength was higher in the case of untreated FA-filled PP composites when compared with compatibilized PP-g-MAH/FA-based PP composites at all the filler loadings. The above observations are in good agreement with the importance of surface modification of fillers and extent of adhesion with polymer matrix. Figures 1 and 2 represent the variation in tensile strength and percentage elongation at yield of PP filled with untreated FA composites and PP/PP-g-MAH/FA-filled composites as a function of the content of FA (weight percentage).
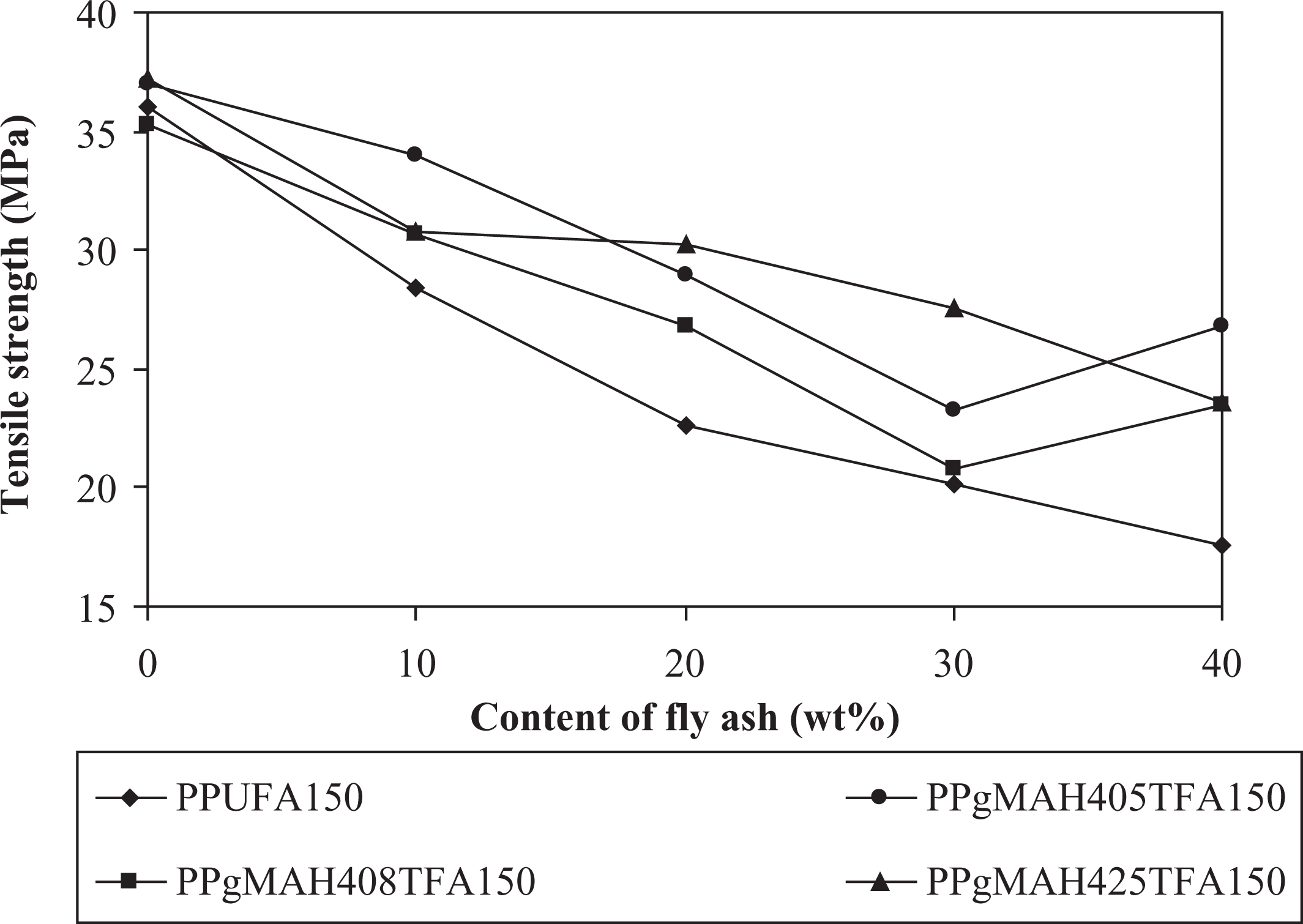
Variation in tensile strength of PP/untreated fly ash (PPUFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH405TFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH408TFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH425TFA150) composites against content of fly ash cenospheres (weight percentage). PP-g-MAH: maleic anhydride–grafted polypropylene; PP: polypropylene.
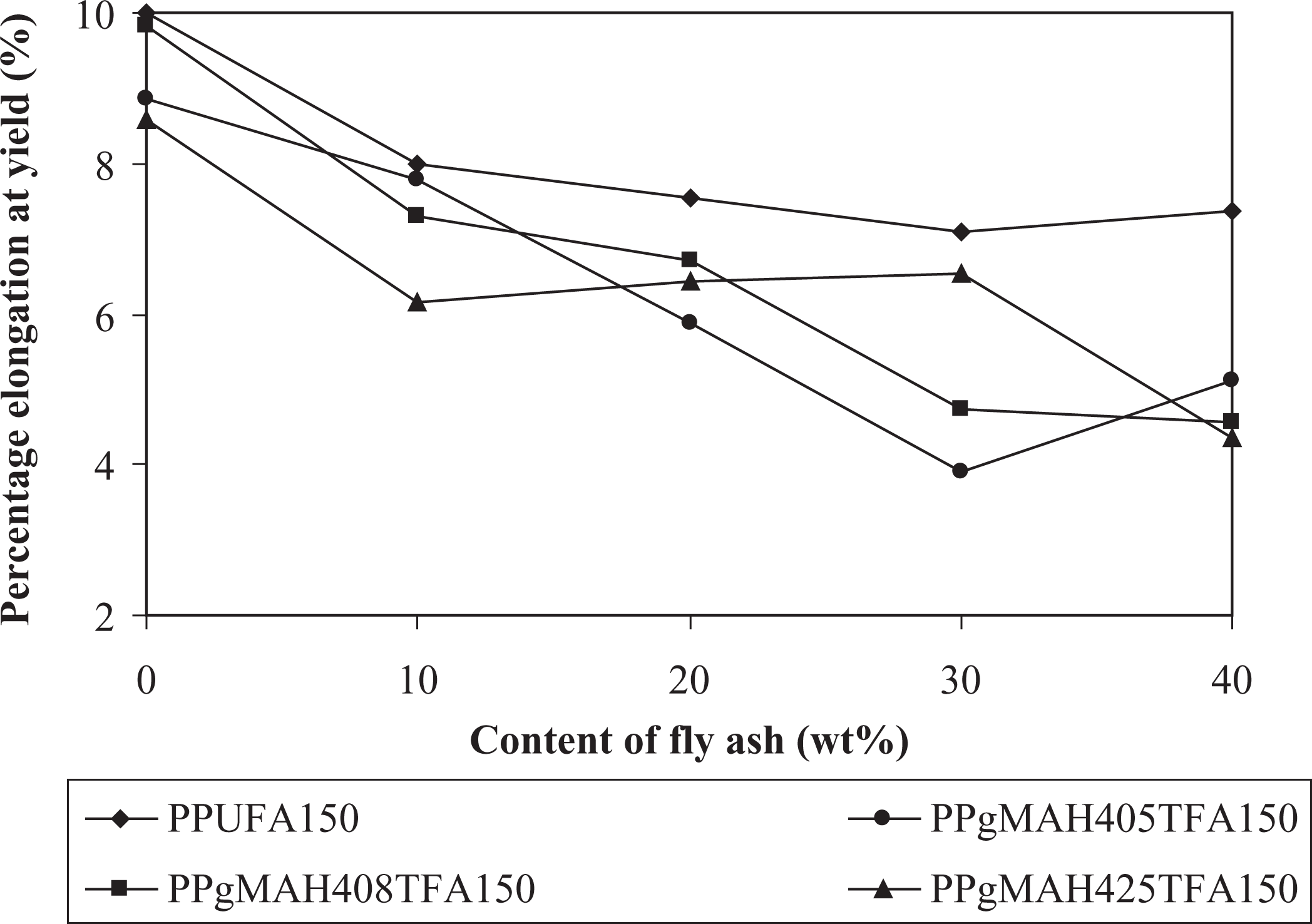
Variation in percentage elongation at yield of PP/untreated fly ash (PPUFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH405TFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH408TFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH425TFA150) composites against content of fly ash cenospheres (weight percentage). PP-g-MAH: maleic anhydride–grafted polypropylene; PP: polypropylene.
Table 3 depicts the variation in relative yield stress (σ c/σ p) and relative strain at break (∊ c/∊ p) of PP filled with untreated and compatibilized PP-g-MAH having varying MFI/FA-based PP composites.
Figure 3 shows the dependence of the relative yield stress (σ c/σ p; ratio of the yield stress of the composite, subscript c, and of the nonfilled polymer, subscript p) on the volume fraction of FA, φF, is shown in.
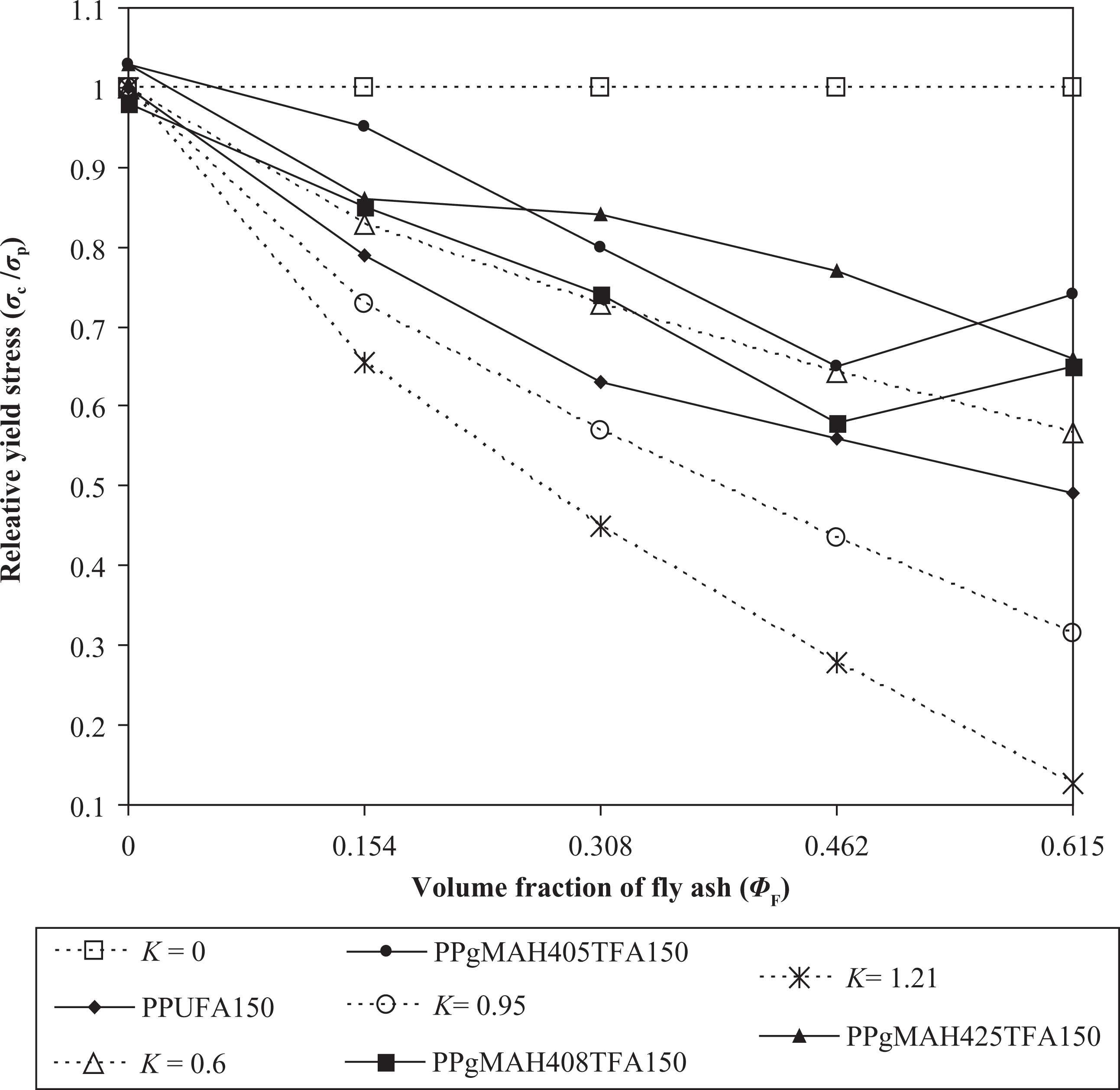
Variation in relative yield stress (σ c/σ p) of PP/untreated fly ash (PPUFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH405TFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH408TFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH425TFA150) composites against volume fraction of fly ash (Φ F). Dotted curves represent predicted behavior according to equation (1). PP-g-MAH: maleic anhydride–grafted polypropylene; PP: polypropylene.
The yield stress data were compared using the following equation
36

where the parameter K indicates the extent of adhesion between the filler and the polymer.
For spherical-shaped fillers, K equals 0 for perfect adhesion and 1.21 for no adhesion. The data for untreated FA-filled PP composites lie in between the curves with K = 0.6–0.95, which supports the secondary binding forces –OH groups on the surface of FA may have a role in the formation of weak interfacial interactions in PP chain. 25 The data for PP-g-MAH as polymeric coupling agent with different MFI/FA-filled PP composites lie in between the curves with K = 0–0.6. This suggests a better interfacial adhesion of FA due to PP-g-MAH as polymeric coupling agent than the untreated FA with PP matrix. This is also supported by the trend of variation in relative strain at break (∊ c/∊ p) of PP filled with untreated and compatibilized PP/PP-g-MAH/FA composites as shown in Table 3.
Impact strength
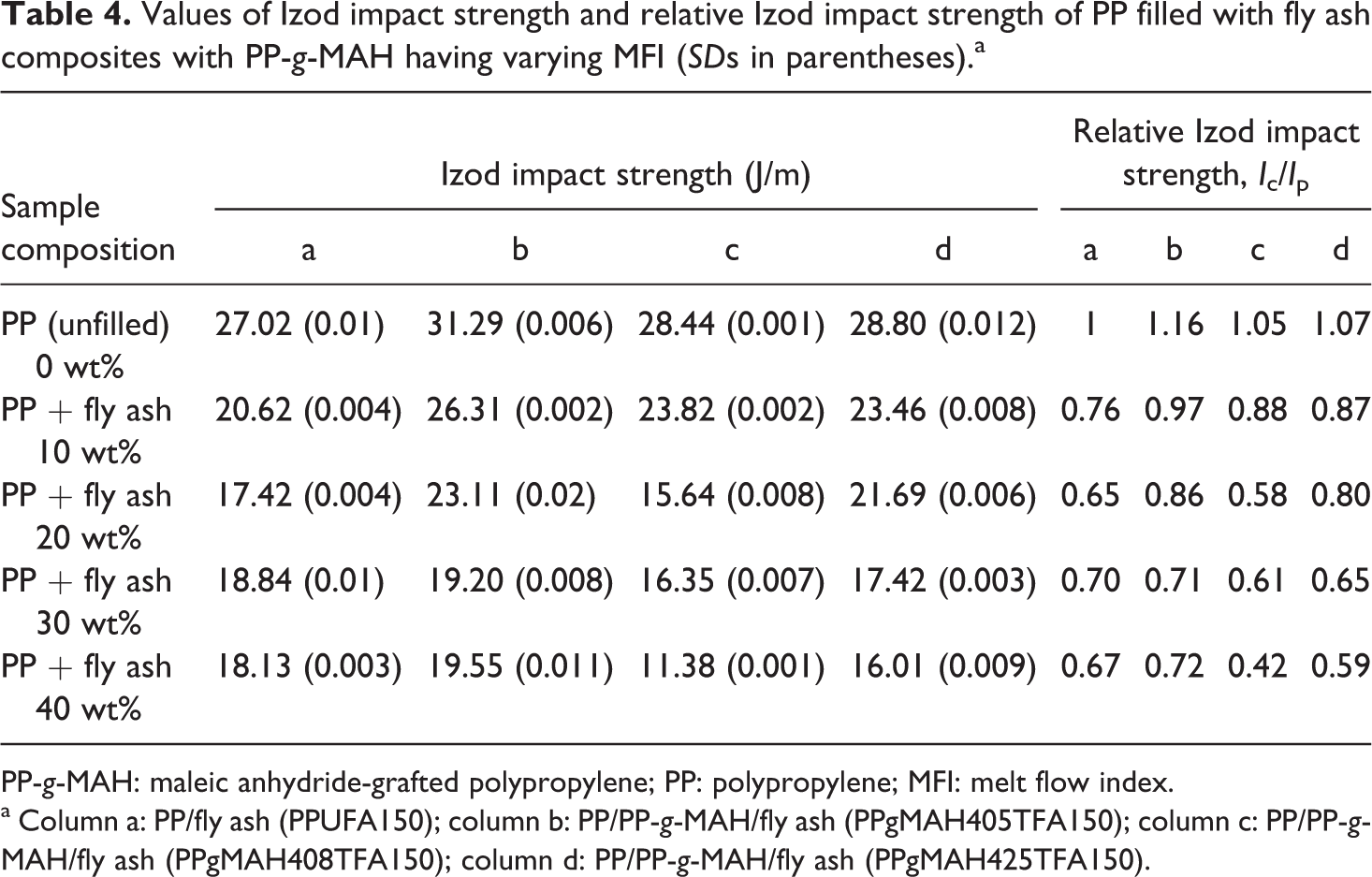
Table 4 showed the values of Izod impact strength and relative Izod impact strength of PP filled with untreated and compatibilized PP-g-MAH having varying MFI/FA-based PP composites. From Table 4, the above values of FA-filled PP composites decreased with increasing filler content, while the impact performance of the untreated FA-filled PP composites showed quick reduction up to 10%; and then at higher loading concentrations, the PP-filled composites showed much gradual reduction in the values. The rate of reduction in the impact strength was higher in the untreated FA-filled PP composites with more than 20% loading, which also attributed to the lessening of the interfacial interaction effect due to reduction in the intimate contact between the surface of FA and PP matrix and also supported the strong particle–particle interaction and their thermodynamic incompatibility with nonpolar PP matrix act as the driving force behind the kind of particle clustering at higher filler concentrations, leads to high stress concentrations. 22,25 The use of PP-g-MAH as polymeric coupling agent showed significant effect on all properties. The impact performance of the compatibilized PP/PP-g-MAH/FA composites showed comparable performance with that of PP up to 10% and then showed gradual reduction at higher loading concentrations. The impact performances of the compatibilized PP/PP-g-MAH/FA composites are superior to that with untreated FA-filled composites of up to 20% loading of FA. It suggests that the influence of the PP-g-MAH as polymeric coupling agent of the fillers is significant with up to 20% loading and may be due to improvement in interfacial adhesion between FA and PP matrix. The rate of reduction of the impact strength was gradual in the case of compatibilized PP/PP-g-MAH/FA composites when compared with untreated FA-filled PP composites with more than 20% loading, which also supports reduction in the miscibility with PP matrix and PP-g-MAH due to high MA content. The above trend also supports the specific interaction derived by hydrogen bonding between FA and MAH group. Such interaction is no doubt beneficial to overcome the energy barrier to form well-dispersion structure.
Values of Izod impact strength and relative Izod impact strength of PP filled with fly ash composites with PP-g-MAH having varying MFI (SDs in parentheses).a
PP-g-MAH: maleic anhydride-grafted polypropylene; PP: polypropylene; MFI: melt flow index.
a Column a: PP/fly ash (PPUFA150); column b: PP/PP-g-MAH/fly ash (PPgMAH405TFA150); column c: PP/PP-g-MAH/fly ash (PPgMAH408TFA150); column d: PP/PP-g-MAH/fly ash (PPgMAH425TFA150).
The molecular weight of PP-g-MAH with up to 20% loading of FA compatibilized with low-molecular-weight (high MFI)-based PP-g-MAH showed properties comparable to that of FA compatibilized with high-molecular-weight (low MFI)-based PP-g-MAH as polymer-based coupling agent composite, which also supports the role of low-molecular-weight PP in PP-g-MAH diffusion and good wettability of filler particles, and then the values deteriorated at higher loading as the dewetting effect resulting from inadequate matrix to hold the filler particles. The above trend also supports that low-molecular-weight PP in PP-g-MAH enhances the FA diffusion and results in better dispersion, and high-molecular-weight PP-g-MAH gave rise to better improvement in mechanical properties.
Figure 4 represents the variation in Izod impact strength of PP filled with untreated FA composites and PP/PP-g-MAH/FA-filled composites as a function of the content of FA (weight percentage).
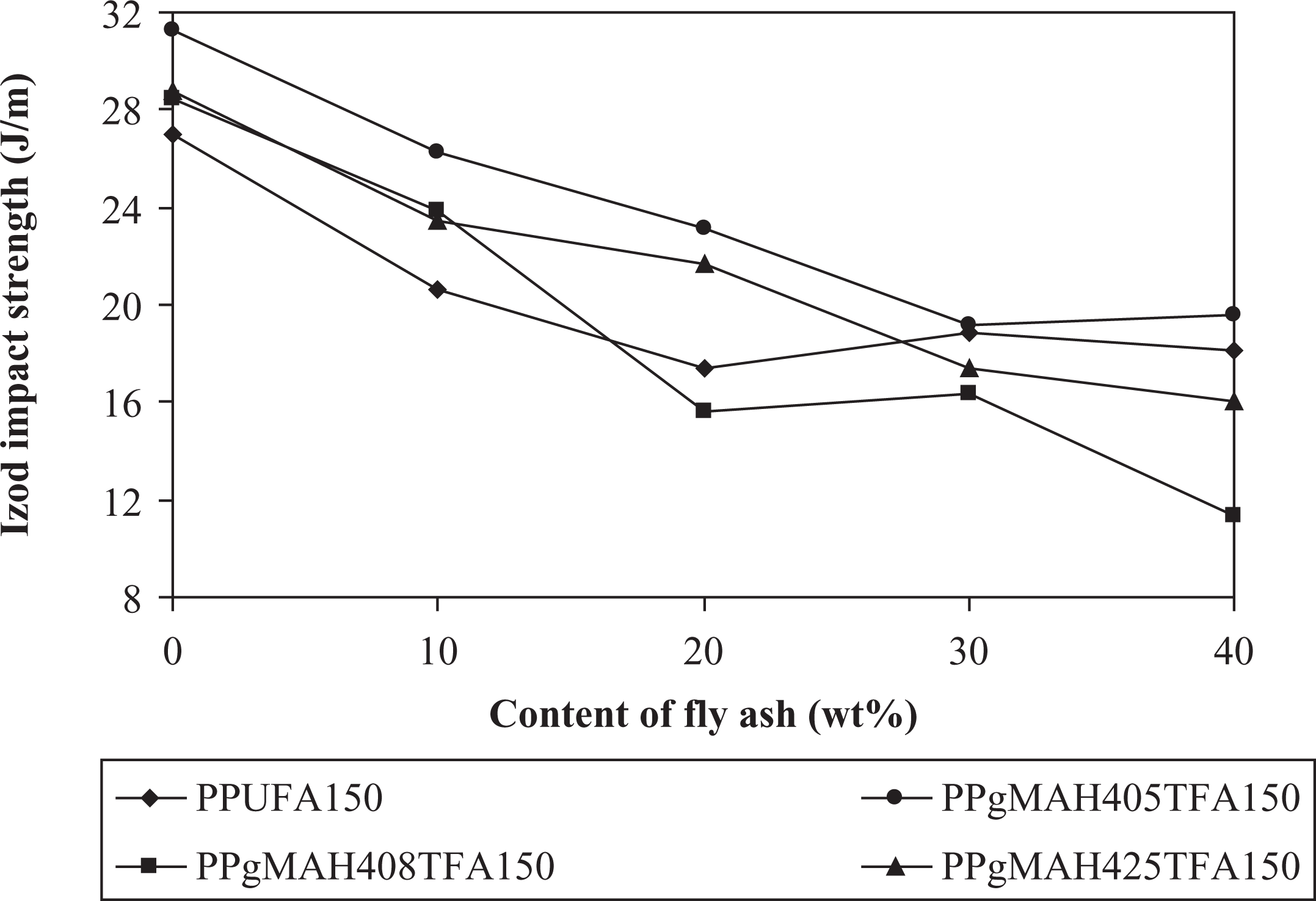
Variation in Izod impact strength of PP/untreated fly ash (PPUFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH405TFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH408TFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH425TFA150) composites against content of fly ash cenospheres (weight percentage). PP-g-MAH: maleic anhydride–grafted polypropylene; PP: polypropylene.
Flexural strength properties
Table 5 showed the values of flexural strength of PP filled with untreated and compatibilized PP-g-MAH having varying MFI/FA-based PP composites. From Table 5, it was observed that the values of flexural strength of the untreated and compatibilized FA-filled PP composites increased with increase in filler content of up to 20% loading of FA and then reduced marginally at higher loading of FA. The flexural strength values of the untreated FA-filled PP composites showed comparable performance of up to 20%; and then at higher loading concentrations, the PP-filled composites showed reduction in the values. This also supports the improvement in chain stiffness due to the addition of rigid particles and also supports the hollow spherical nature of the FA. The flexural strength values of the compatibilized PP/PP-g-MAH/FA composites showed comparable performance with that of PP up to 30% and then showed gradual reduction at higher loading concentrations. The flexural strength values of the compatibilized PP/PP-g-MAH/FA composites are superior to that with untreated FA-filled composites. It suggests that the influence of the PP-g-MAH as polymeric coupling agent of the fillers is significant and may be due to improvement in the interfacial interaction of filler particles with PP matrix.
Values of flexural strength of PP filled with fly ash composites with PP-g-MAH having varying MFI (SDs in parentheses).a
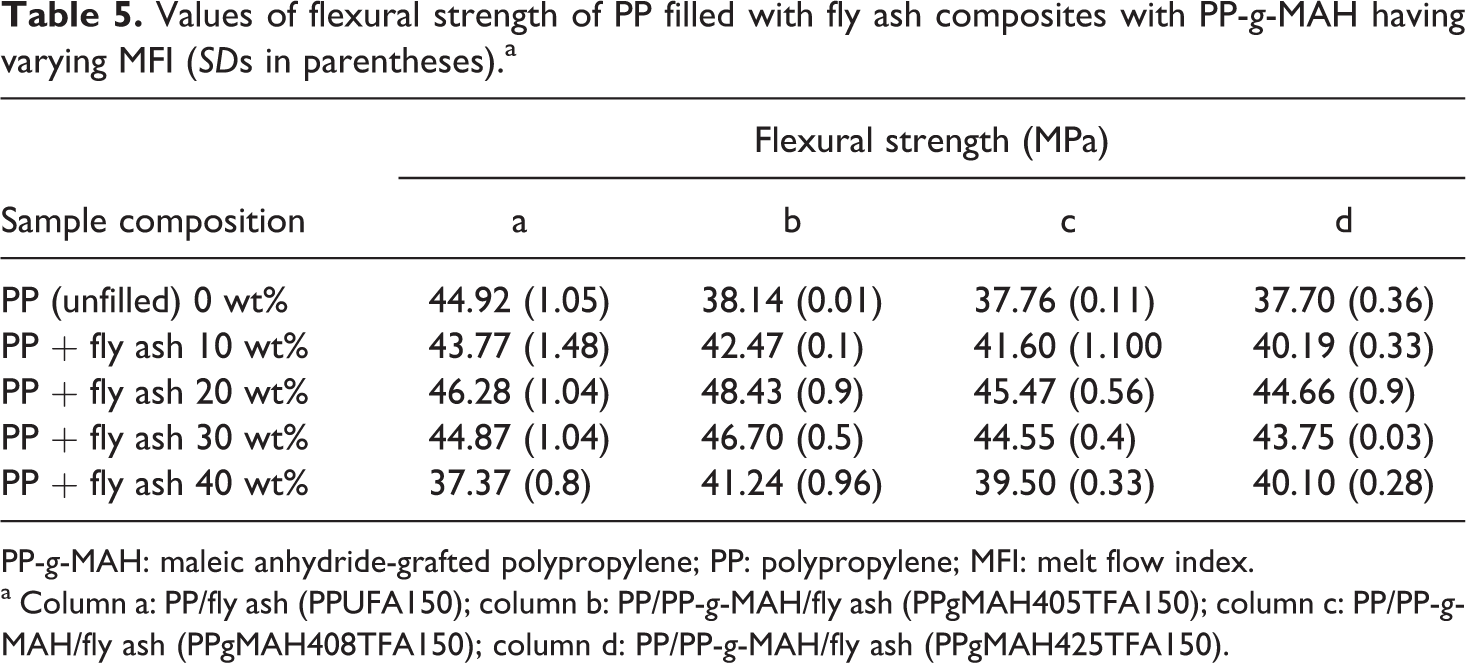
PP-g-MAH: maleic anhydride-grafted polypropylene; PP: polypropylene; MFI: melt flow index.
a Column a: PP/fly ash (PPUFA150); column b: PP/PP-g-MAH/fly ash (PPgMAH405TFA150); column c: PP/PP-g-MAH/fly ash (PPgMAH408TFA150); column d: PP/PP-g-MAH/fly ash (PPgMAH425TFA150).
The molecular weight of PP-g-MAH with up to 20% loading of FA compatibilized with low-molecular-weight (high MFI)-based PP-g-MAH showed properties comparable to that of FA compatibilized with high-molecular-weight (low MFI)-based PP-g-MAH as polymer-based coupling agent composite, which also supports the role of low-molecular-weight PP in PP-g-MAH diffusion and good adhesion of filler particles and then the values deteriorated at higher loading as two competitive events in the form of polymer–FA and filler–filler interactions become the determinant factors for the crack-resistant behavior. 22 The above trend also supports the low-molecular-weight PP in PP-g-MAH enhances the diffusion into FA and results in better dispersion using low-molecular-weight PP-g-MAH, and high-molecular-weight PP-g-MAH gave rise to better improvement in the properties. Figure 5 represents the variation in flexural strength of PP filled with untreated FA composites and PP/PP-g-MAH/FA-filled composites as a function of the content of FA (weight percentage).
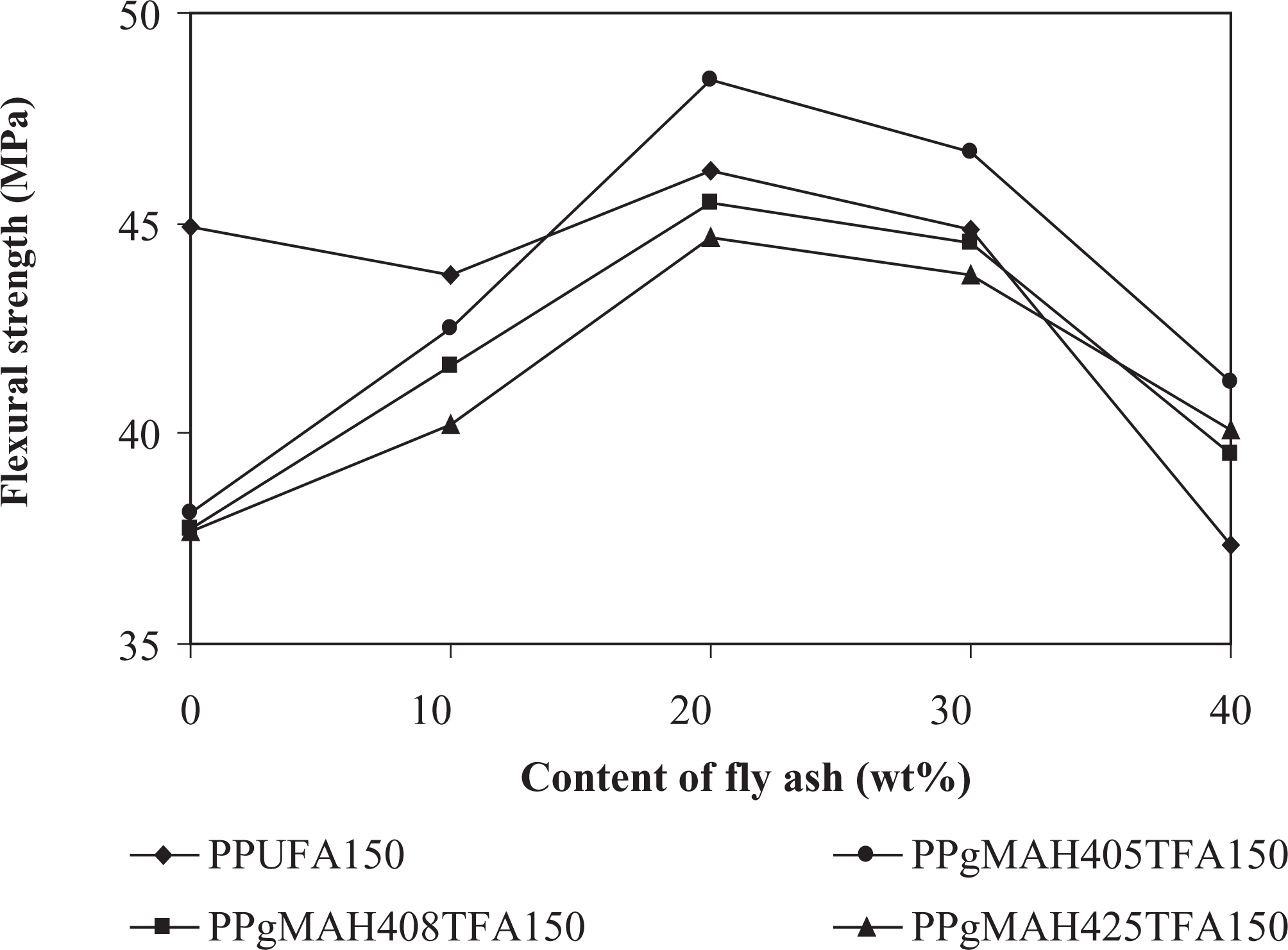
Variation in flexural strength of PP/untreated fly ash (PPUFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH405TFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH408TFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH425TFA150) composites against content of fly ash cenospheres (weight percentage). PP-g-MAH: maleic anhydride–grafted polypropylene; PP: polypropylene.
Thermal properties
Values of HDT and VST for all PP filled with untreated and compatibilized PP-g-MAH having varying MFI/FA composites are shown in Table 6. From Table 6, it was observed that the values of HDT and VST increased with increase in filler content. This may be due to the addition of rigid particles that make the relative movement of the matrix molecular chains more difficult, leading to the increase in flow resistance. The rate of change in HDT and VST was higher and gradual in the case of compatibilized PP/PP-g-MAH/FA composites as compared to that of untreated FA-filled PP composites at all loadings of FA. This is due to the addition of PP-g-MAH which helps in improving the interfacial adhesion between filler particles and PP and the dispersion. At higher filler loading, the HDT was higher with low-molecular-weight PP-g-MAH than that of other filled FA composites, which indicated that at higher filler loading the diffusion of low-molecular-weight PP-g-MAH helps to achieve better dispersion and improvement in interfacial adhesion between the filler particles and matrix. The variation in HDT and VST of PP filled with untreated FA composites and PP/PP-g-MAH/FA-filled composites as a function of content of FA (weight percentage) is presented graphically in Figures 6 and 7, respectively.
Values of HDT and VST of PP filled with fly ash composites with PP-g-MAH having varying MFI.a
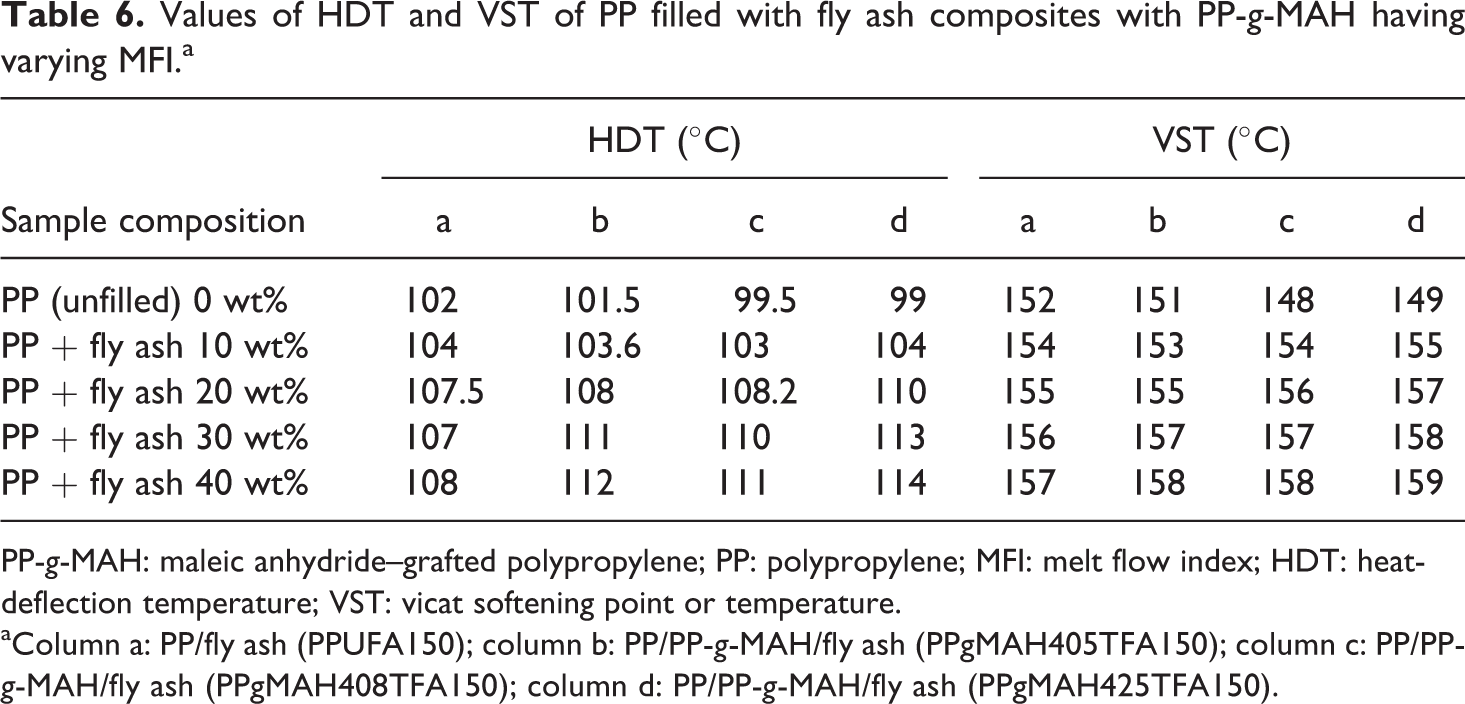
PP-g-MAH: maleic anhydride–grafted polypropylene; PP: polypropylene; MFI: melt flow index; HDT: heat-deflection temperature; VST: vicat softening point or temperature.
aColumn a: PP/fly ash (PPUFA150); column b: PP/PP-g-MAH/fly ash (PPgMAH405TFA150); column c: PP/PP-g-MAH/fly ash (PPgMAH408TFA150); column d: PP/PP-g-MAH/fly ash (PPgMAH425TFA150).
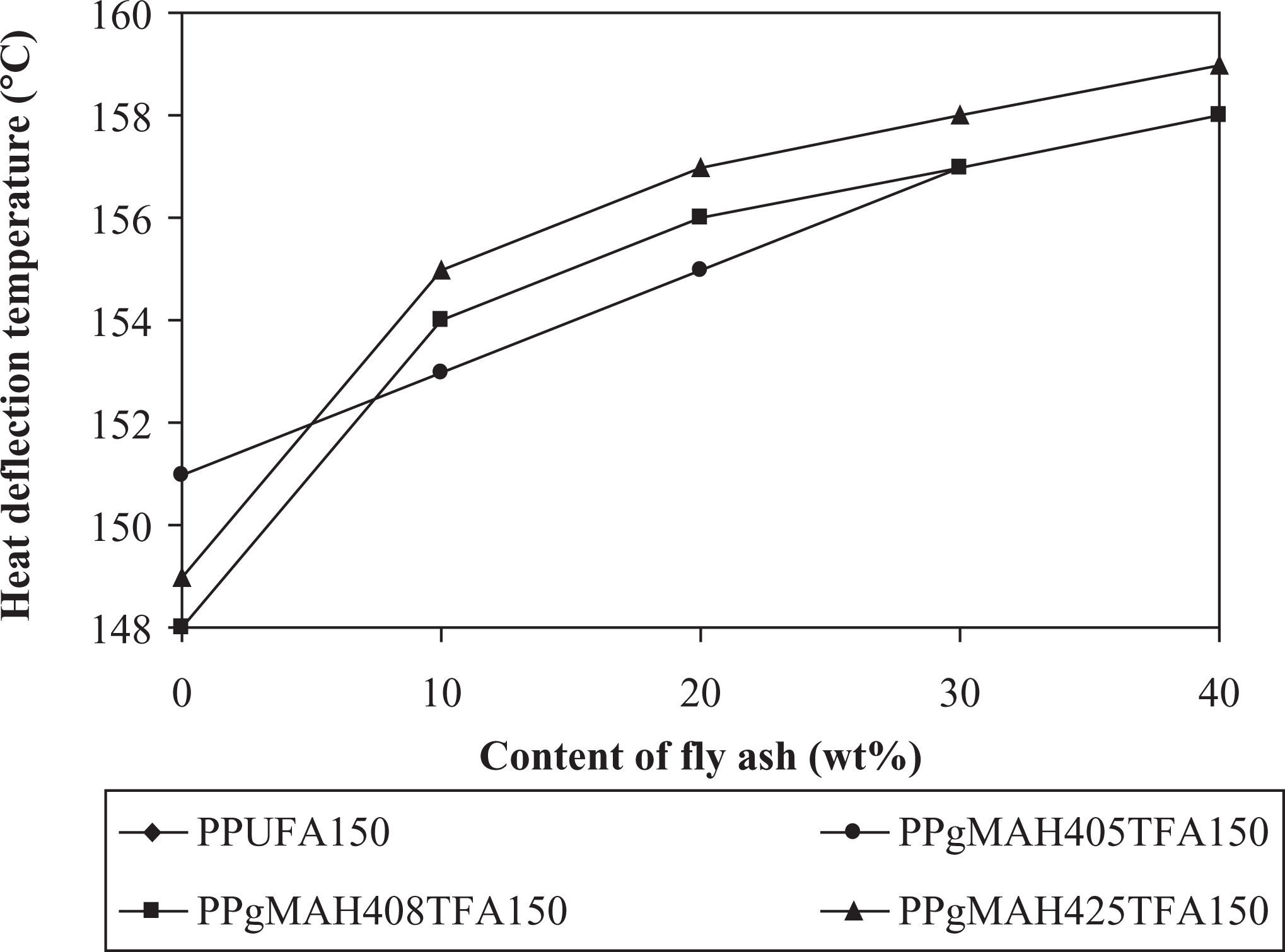
Variation in heat-deflection temperature of PP/untreated fly ash (PPUFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH405TFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH408TFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH425TFA150) composites against content of fly ash cenospheres (weight percentage). PP-g-MAH: maleic anhydride–grafted polypropylene; PP: polypropylene.
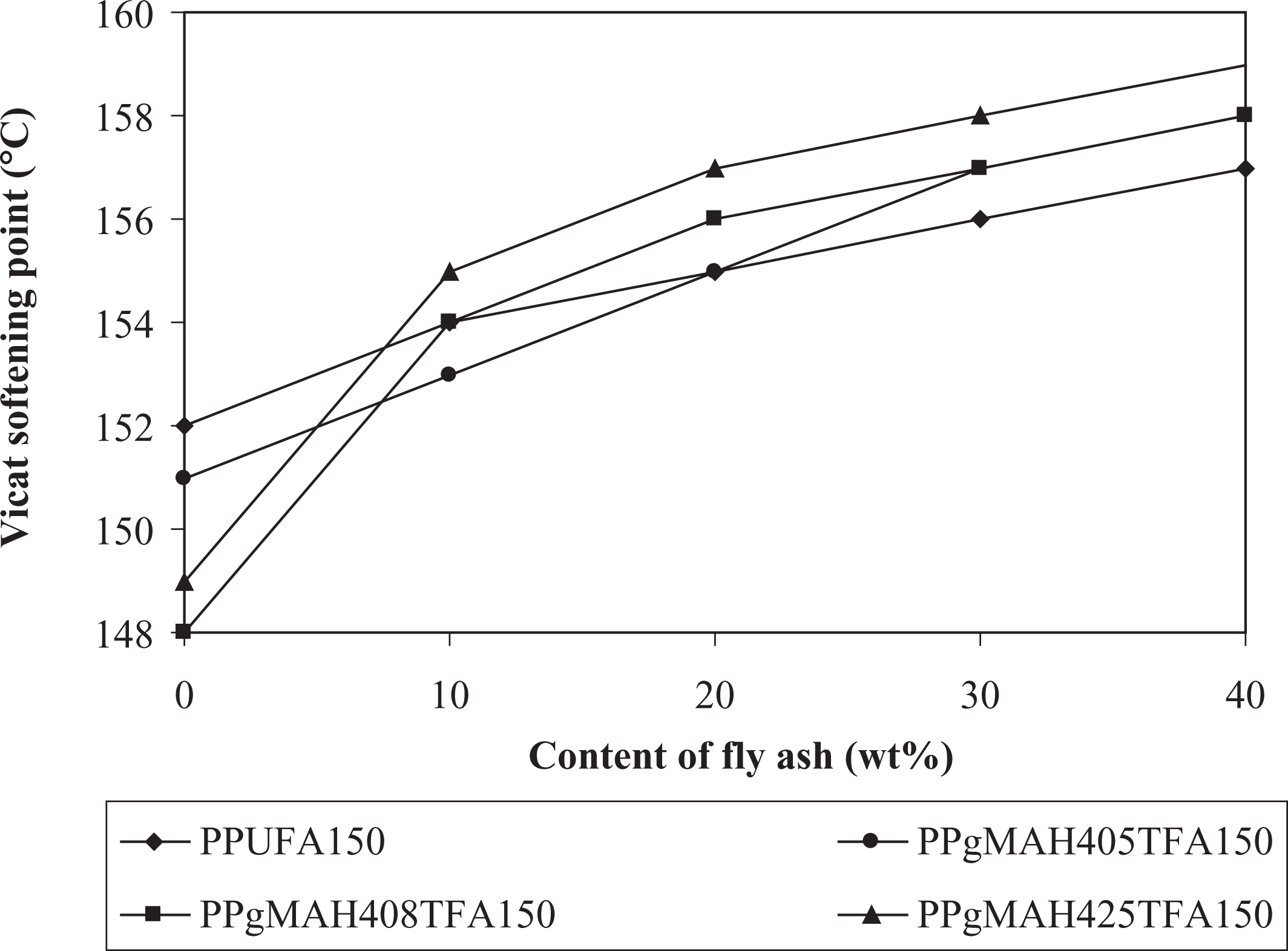
Variation in vicat softening point of PP/untreated fly ash (PPUFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH405TFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH408TFA150); PP/PP-g-MAH compatibilized fly ash (PPgMAH425TFA150) composites against content of fly ash cenospheres (weight percentage). PP-g-MAH: maleic anhydride–grafted polypropylene; PP: polypropylene.
Morphology of PP/PP-g-MAH/FA composites
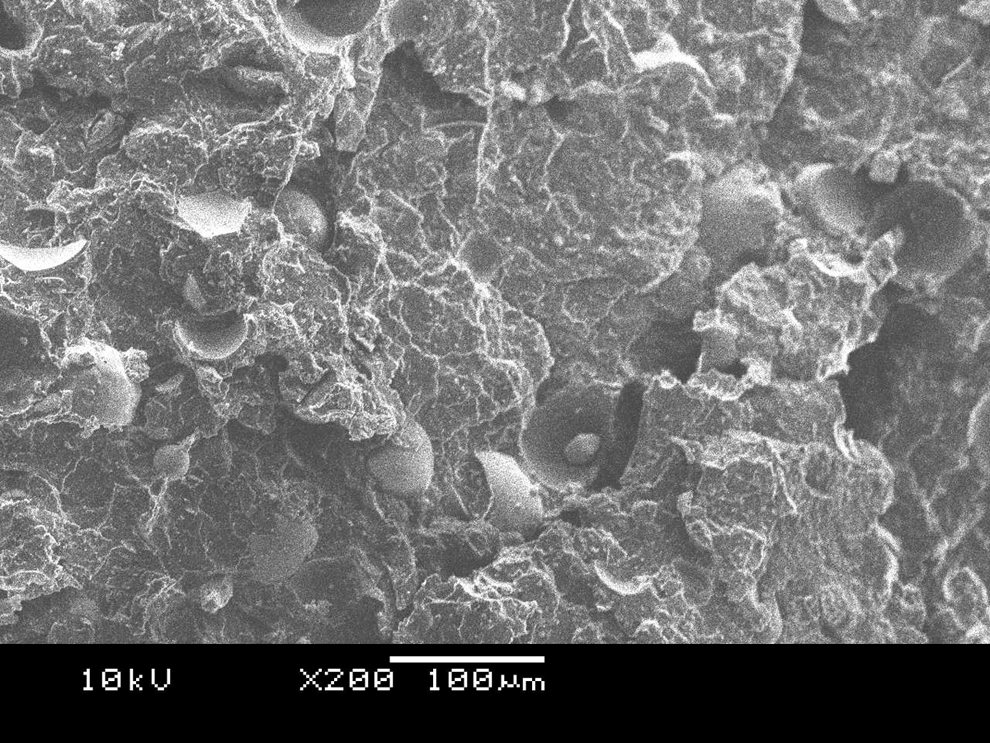
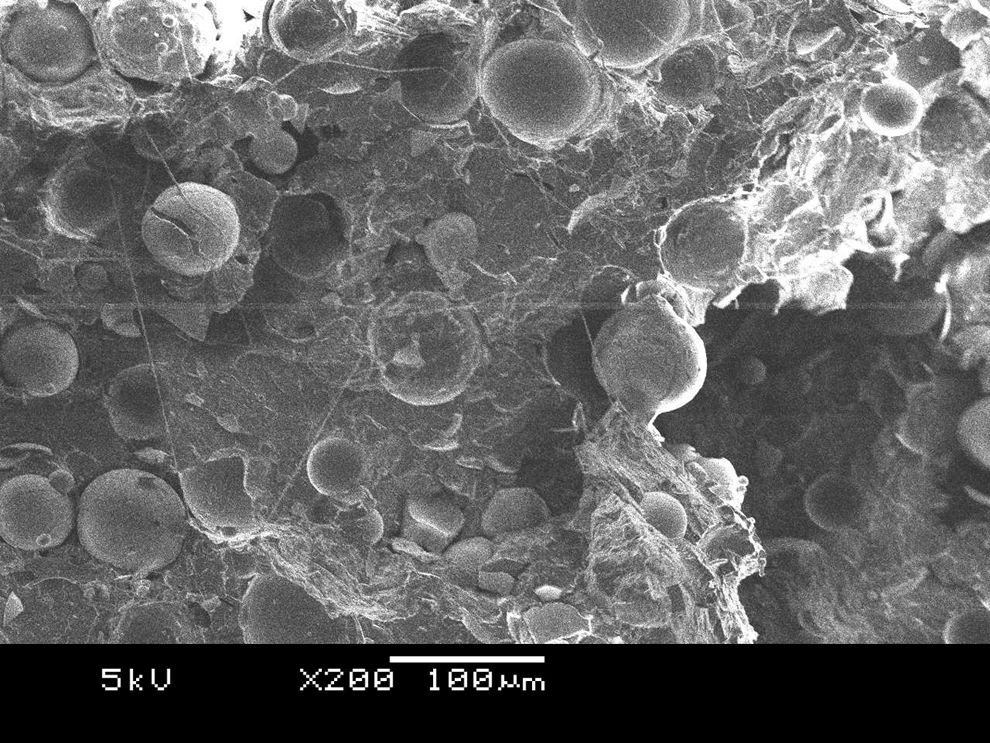
Scanning electron micrographs of fractured surface of PP filled with untreated FA composites (20%) and microstructures of addition of three polymeric compatibilizing agents PP-g-MAH (3 wt%) with different MFI and very high MAH content on the PP/FA-filled composites (20%) obtained in primary study is presented in Figures 8 to 11, respectively. The uncompatibilized composite shows poor dispersion and particle agglomeration within fracture surface. It was observed that the polymer matrix was insufficient to encapsulate the individual FA filler particles. It reveals the presence of voids and denuded FA particles, which results in poor adhesion between PP matrix and FA particles. However, the composites prepared using three polymeric compatibilizing agents PP-g-MAH (3 wt%) with different MFI and very high MAH content showed better dispersion characteristics with low-molecular-weight PP-g-MAH showing best dispersion. Addition of PP-g-MAH showed much improved adhesion at the FA surface and PP matrix and proper encapsulation of the individual FA filler particles by the polymer matrix.
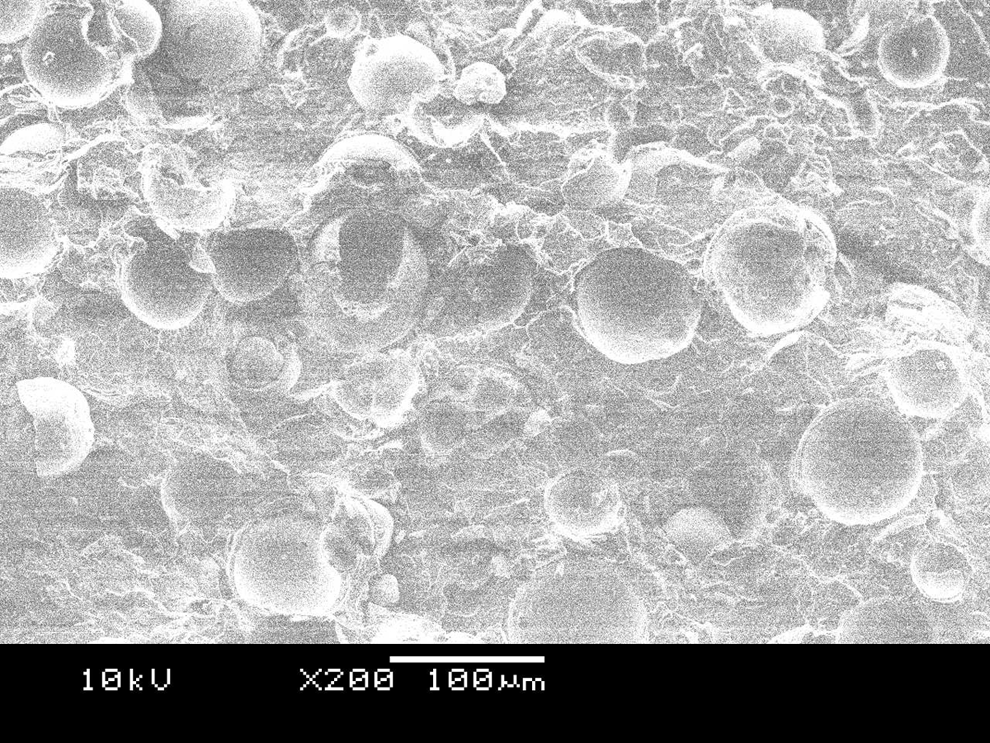
Scanning electron micrograph of fracture surface of PP/untreated fly ash (20 wt%) composites.
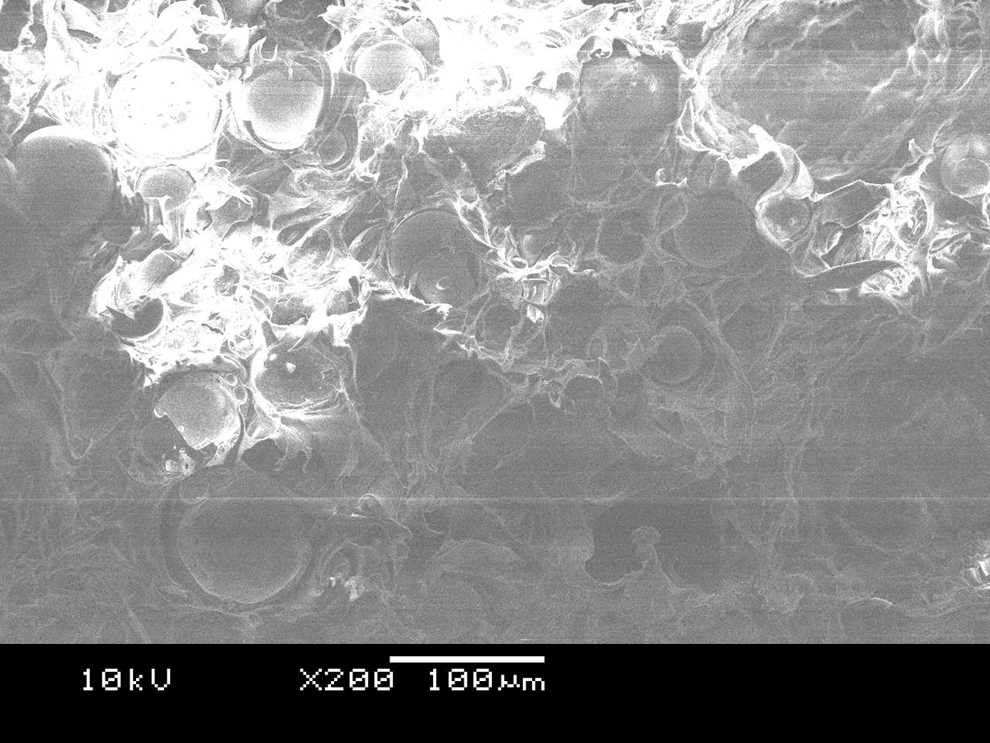
Scanning electron micrograph of fracture surface of PP/PP-g-MAH (3 wt% PPgMAH405) compatibilized fly ash (20 wt%) composites. PP-g-MAH: maleic anhydride–grafted polypropylene; PP: polypropylene.
Scanning electron micrograph of fracture surface of PP/PP-g-MAH (3 wt% PPgMAH408) compatibilized fly ash (20 wt%) composites. PP-g-MAH: maleic anhydride–grafted polypropylene; PP: polypropylene.
Scanning electron micrograph of fracture surface of PP/PP-g-MAH (3 wt% PPgMAH425) compatibilized fly ash (20 wt%) composites. PP-g-MAH: maleic anhydride–grafted polypropylene; PP: polypropylene.
Conclusions
Based on these experimental results, some conclusions can be drawn as follows: The use of PP-g-MAH (3 wt%) as polymeric coupling agent provides improvement in mechanical, thermal and morphological properties of filled polymers. When PP-g-MAH (3 wt%) as polymeric coupling agent was added to the composite formation, material with improved stiffness and strength were obtained. The molecular weight of PP-g-MAH is an important factor for preparing FA-filled PP composites and the interfacial adhesion and dispersion effect of FA-filled PP composites can be enhanced by the kind of PP-g-MAH with high MAH content as a polymeric compatibilizing agent. The rate of reduction of the yield stress and breaking strength was higher in the case of untreated FA-filled PP composites when compared with compatibilized PP-g-MAH/FA-based PP composites at all the filler loadings. The above observations are in good agreement with the importance of surface modification of fillers and improvement in the extent of adhesion between filler and polymer matrix. The values of yield stress and breaking strength of compatibilized PP-g-MAH/FA-based PP composites showed higher values compared to that of untreated FA-filled PP composites at corresponding filler content. The data for untreated FA-filled PP composites lie in between the curves with K = 0.6–0.95, while the data for compatibilized PP-g-MAH as polymeric coupling agent with different MFI-filled PP composites lie in between the curves with K = 0–0.6. This suggests a better adhesion of compatibilized FA than the untreated FA with PP matrix. The impact performance of the compatibilized PP-g-MAH/FA composites showed comparable performance with that of PP up to 10% and then showed gradual reduction at higher loading concentrations. The impact performances of the compatibilized PP-g-MAH/FA composites are superior to that with untreated FA-filled composites up to 20% loading of FA. The flexural strength values of the compatibilized PP/PP-g-MAH/FA composites showed comparable performance with that of PP up to 30% and then showed gradual reduction at higher loading concentrations. The flexural strength values of the compatibilized PP/PP-g-MAH/FA composites are superior to that of untreated FA-filled composites. Tensile, impact and flexural properties varied with varying molecular weight of PP in PP-g-MAH and are essentially decided by the wettability of the filler. It is also found that HDT and VST improved with the addition of FA filler. It indicates that FA fillers are beneficial to improve the heat resistance of the polymer matrix. The composites prepared using three polymeric compatibilizing agents, PP-g-MAH (3 wt%), with different MFI and very high MAH content showed better dispersion characteristics.
Footnotes
Acknowledgements
Authors sincerely thank the Honorable Director, Prof (Dr) Vishwanath D. Karad, MAEER’s, Maharashtra Institute of Technology, Pune, India, for his constant encouragement and support. Mr Ashok M. Bhagat, Proprietor of Praj Laboratory, Kothrud, Pune, India; Mr Swapnil Bhujbal, Mr Umang Shah, Mr Ashish Sharma, Mr Nikesh Samarth, Mr Tejash Bari, Mr Mihir, Mr Vivek Patil and Mr Akash Thorat, who in various ways contributed to the completion of this study.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.