
Abstract
Natural fiber composites consisted of homopolymer polypropylene, polyoxymethylene, maleic anhydride–grafted polypropylene, and coconut fibers were produced by co-rotating twin screw extruder. The mechanical and thermomechanical properties of the polypropylene composites were determined by uniaxial tensile, impact, and flexural tests; thermogravimetric analysis; and differential scanning calorimetry. The dispersion of the coconut fibers in the polypropylene was studied by optical microscopy and scanning electron microscopy. It was found that the increase in coconut fiber led to an increase in brittleness and stiffness of the polypropylene composites. The addition of maleic anhydride–grafted polypropylene content to polypropylene matrix contributed to the increase in tensile strength of the related composites compared to neat polypropylene.
Introduction
The raising environmental consciousness and awareness increase the use of natural fibers as reinforcements in polymer composites in order to replace synthetic fibers and reduce matrix content. The advantages of applying natural fiber–polymer composite materials are lightweight, high strength, stiffness, corrosion resistance, lower impact on the environment, and low abrasive wear for processing machinery. However, the main limitations of related natural fiber composites are most of the natural fibers cannot disperse easily in polymer materials and low compatibility between the fiber and polymer matrix. Note that poor interfacial bonding of natural fiber–polymer matrix leads to lower mechanical and thermal properties of the final products; therefore, the improvement of the interfacial adhesion is considered.1–5 Maleic anhydride–grafted polypropylene (MAgPP) is a compatibilizer which is very effective and commonly used for natural fiber and polymer matrix at the interface. 6 Recently, most of the natural fibers can be obtained as a by-product such as coconut fiber generated from food industry and coastal touristic regions in Thailand. 7 The application of the coconut fiber composites is used in decoration and building industries, for example, board, slat, and wall. It was earlier reported by Kim et al. 8 on polypropylene (PP)–wood fiber composites with various wood fiber contents at 0, 10, 20, and 30 wt%; Ndiaye et al. 9 on wood-PP composites with MAgPP 3 wt%; and Beg and Pickering 10 on coir fiber–reinforced PP biocomposites. These studies mentioned that the tensile strength of the composites decreased with the fiber loading due to the weakest part of the composites and poor compatibility between PP and fiber. However, the flexural strength increases and impact strength decreases with increasing content of fibers, due to the high stiffness of fiber. Also, the result of Beg and Pickering 10 demonstrated that the Charpy impact strength of kraft wood-PP composites increased with fiber loading. Furthermore, MAgPP was used as a compatibilizer for improving the poor interfacial adhesion between the wood fibers and the PP matrix, in order to increase the tensile and flexural strengths of the PP composites.8,9 In addition, Karsli and Aytac 11 investigated the influence of MAgPP contents on carbon fiber–PP composites. MAgPP loading level was changed as 0, 2.5, and 5.0 wt%. The carbon fiber content varied as 0, 2, 4, 6, 8, and 20 wt%. The melting temperature (Tm) of the PP composites was not changed significantly with increasing carbon fiber content. The addition of 2.5%–5.0% of MAgPP to the PP composite did not affect the Tm. Moreover, Panaitescu et al. 12 studied the influence of silane-treated hemp fibers (HFs) and MAgPP on morphology and thermal and mechanical properties of PP modified with poly(styrene-b-(ethylene-co-butylene)-b-styrene) (SEBS). The results showed that the fiber loading enhanced both the tensile strength at break and the tensile modulus increase, especially for treated fibers. MAgPP had a small effect on the stiffness and strength of PP. The crystallinity observed for the related composites with 10 and 20 wt% HFs or silane-treated HFs was not significantly different, but for 30 wt% HFs and silane-treated HFs, the crystallinity increased to 6% and 20%, respectively. The goal of this work was to explore the potential of the conventional technique such as co-rotating twin screw extruder to disperse and modify suitable coconut fibers in PP matrix. A further goal of this work was to study the influence of coconut fibers and MAgPP addition on homopolymer polypropylene (Homo PP) by means of mechanical and thermal properties and also the structure–property relationships of the resulting compounds evaluated.
Materials
Coconut fiber used in this work was collected from Pattaya, Thailand. The coconut fibers were cut into two different sizes, short fiber (1 mm) and long fiber (3 mm), using the cutting mill machine. The length and diameter of the coconut fibers were measured using OM. The average diameter of the coconut fibers was around 0.18 mm in the range between 0.08 and 0.30 mm. These values represent the average lengths and diameters of >25 fibers.
The MAgPP was supplied by DuPont (Fusabond® P353, Thailand) and served as a coupling agent for coconut fiber and Homo PP. The melt flow rate (MFR) of MAgPP was 22.4 g/10 min, the melting temperature was 135°C, and the density was 0.904 g/cm3.
The granulated Homo PP (EL-Pro P702 grade) was provided by SCG Chemicals Co., Ltd (Thailand) and selected as a polymer matrix for all the composites. The density of PP was 0.910 g/cm3, the melting temperature was 163°C, and MFR was 230°C 2.16 kg 12 g/10 min.
Materials and composite preparation
The coconut fibers were washed with water and then dehydrated in the convection drying oven at 80°C for 24 h. Dehydration process was used for the coconut fiber, Homo PP, and MAgPP at 80°C for 2 h and then these materials were mixed in the tremble mixer for 10 min at various contents (Table 1). The PP-based composites were compounded by co-rotating twin screw extruder with a rotational speed of 32 r/min. Operated temperatures for barrel zones were 160°C, 165°C, 170°C, and 175°C, and the temperature of die zone was 180°C.
Compositions of investigated composite materials.

MAgPP: maleic anhydride–grafted polypropylene; PP: polypropylene.
The composite pellets were dehydrated in convection drying oven at 80°C for 3 h. The related compounds were subsequently injected by injection molding machine and then the testing specimen was formed which was used for morphology, thermal, and mechanical investigations. The specimens (ASTM D412 type C) were formed using injection molding machine (model 22M, diameter of injection screw was 24 mm; Dr Boy GmbH & Co. KG, Neustadt, Germany) with the injection pressure of 60 bar, the barrel temperature of 190°C–200°C, and the nozzle temperature of 210°C for SEM, OM, and thermal testing. The specimens (ASTM D638 type I) were formed using injection molding machine (Engel model EC88 50 ton, Schwertberg, Austria, diameter of injection screw is 35 mm) with the injection pressure of 90 bar, the barrel temperature of 190°C–200°C, and the nozzle temperature of 210°C for tensile, flexural, and impact tests.
The dumbbell-shaped specimens (ASTM D412 type C for rubber, cross section 6 mm × 2 mm) were cut into the sample size for dynamic mechanical analysis (DMA; 6 mm × 30 mm × 2 mm), and the specimens (ASTM D256 type I, cross section 12.3 mm × 3.3 mm) were cut into the sample size for flexural testing (ASTM D790) and impact testing (ASTM D638). Note that the temperature for injection molding process to prepare ASTM D638 sample was closer to the beginning of degrading temperature of the fiber as demonstrated in TGA results; thus, the black lines and spots in the marked circles (cf. Figure 1) represented the degradation of coconut fiber and dust of the fiber. The color of coconut fiber and Homo PP was brown and white, respectively.
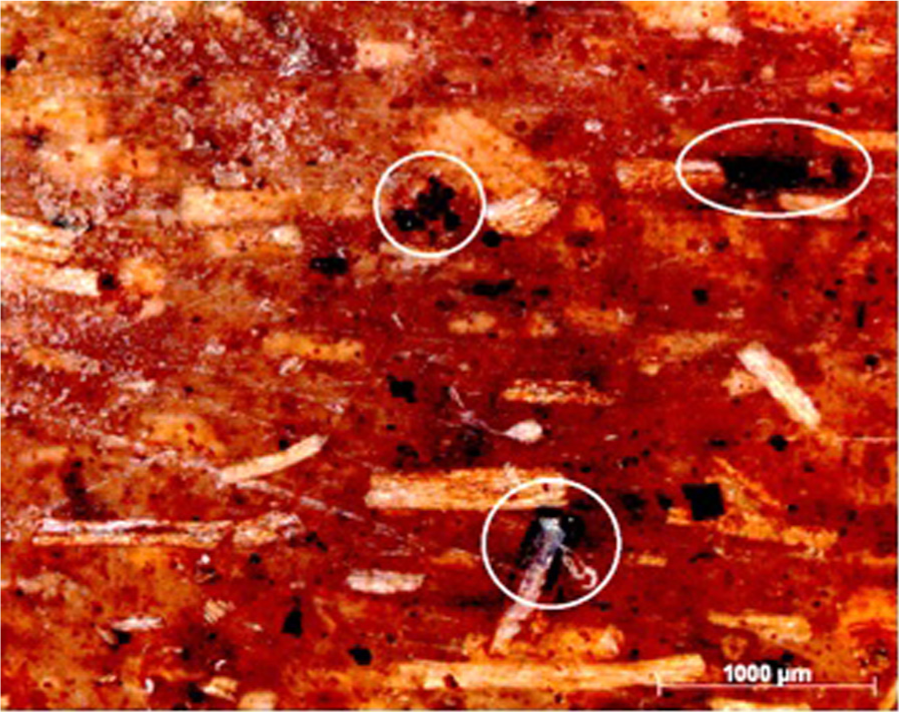
Optical microscopy image surface of injection molded part PP composite.
Mechanical test
Tensile response
Tensile test was performed at room temperature according to ASTM D638-10 using a Cometech QC-506M1-204, Taichung, Taiwan, with a load cell of 2 kN and a cross head speed of 50 mm/min. Each PP-based composite specimen was tested to determine the tensile strength and tensile modulus at 1% strain. At least four experiments were performed for each composite specimen, and the average values were considered for the comparison.
Impact response
Impact test was carried out at room temperature according to ASTM D256-04 (Charpy V-notch) using impact testing machine (model D7900, hammer 1 J; Zwick GmbH & Co. KG, Germany). The specimen with dimension of 65 mm × 10 mm × 3.3 mm was tested to determine the impact strength. At least four experiments were performed for each composite specimen, and the average values were considered for the comparison.
Flexural response
The standard flexural test was carried out according to ASTM D790-02 using universal testing machine (Cometech QC-506M1-204, load cell of 10 kN) at a cross head speed of 1 mm/min and operated at room temperature. Each composite specimen was tested to determine the flexural strength. At least four experiments were performed for each composite specimen, and the average flexural strength values were considered for the comparison.
Morphology
Optical microscopy
Optical microscopy (OM) was used for measuring the length and diameter of the coconut fibers. The composite pellets and the specimen of injection molded parts were scanned to determine their effect on the mechanical and thermal properties using the stereo zoom microscope, Stemi 2000-c from Carl Zeiss Company, Oberkochen, Germany.
Scanning electron microscopy
Scanning electron microscopy (SEM; Leo Gemini model 1530, Carl Zeiss GmbH, Oberkochen, Germany) was used for visualizing the structural details of the coconut fibers and the fracture surface of the composites. The specimen was prepared by cold fracture surfaces which was immersed into the liquid nitrogen for 10 s and then the specimen was broken immediately. The surface of samples was sputter coated with thin Au/Pt under argon gas, electric field of 20 mA, and plasma 40s by modular high-vacuum-coating system (type MED 020; Bal-Tec, Schalksmühle, Germany).
Thermal analysis
Thermogravimetric analysis
The thermogravimetric analysis (TGA) instrument was Mettler Toledo TGA/SDTA type 851e. The weight of Homo PP and PP 20/5 composite was 20–30 mg. The temperature range was 30°C–600°C under nitrogen atmosphere with a constant flow rate of 50 mL/min at a constant heating and cooling rate of 20 K/min for evaluated degradation temperature of coconut fiber and Homo PP.
Differential scanning calorimetry
The differential scanning calorimetry (DSC) instrument was Mettler Toledo DSC type 821e. The weight of the specimen was 5 ± 0.1 mg. The temperature range for Homo PP was between −50°C and 240°C with a constant heating and cooling rate of 20 K/min under nitrogen atmosphere with a constant flow rate of 50 mL/min for 2-min isotherm period. The MAgPP pellets and the composite specimens (16 batches) were prepared using injection molding machine and were cut into small pieces. The cut specimens were heated from 30°C to 240°C followed by cooling down to 30°C with a heating and cooling rate of 20 K/min under nitrogen atmosphere with a constant flow rate of 50 mL/min for 2-min isotherm period. Aluminum crucible standard was 40 µL with pin and lid (ME-27331; Mettler Toledo, Greifensee, Switzerland).
The DSC results represent the values of melting temperature (Tm) and the specific melting enthalpy (ΔHm), which were studied from the second heating curves: the crystallization temperature (Tc). The specific enthalpy of crystallization (ΔHc) was studied from the cooling curves. The recalculated specific melting enthalpy (



Equation (1) shows the percent of Homo PP in the 100% composites (%HPC). For the preparation of the composites of 100 g, the mass of Homo PP, coconut fiber, and MAgPP is 95, 5, and 0.15 g, respectively. Equation (2) is the example for the calculation of percent of Homo PP.
Results and discussions
Tensile properties
Tensile strength of neat Homo PP and the coconut fiber–PP composites is shown in Figure 2. The tensile strength value of neat Homo PP was the highest compared to the other composites because the addition of coconut fiber leads to agglomeration. The stress transfer became blocked and increased the stress concentration of the related composites.3,9 The tensile strength of PP composite decreased with the addition of coconut fiber content. Note that such behavior was similar to that reported in Kim et al.’s 8 work. The highest tensile strength of PP 20/5 composites was 32.3 MPa, while the lowest tensile strength was 27.6 MPa for PP 20/0 composite. It can be concluded that additional of MAgPP in 20% coconut fiber/PP composite developed an increase in tensile strength, due to the improvement of their interfacial adhesion between the coconut fiber and Homo PP. This can be observed in SEM micrographs (Figures 9 and 10).8,13

Tensile strength of the composite ASTM D256 type I.
Tensile modulus of Homo PP and the coconut fiber–PP composites is shown in Figure 3. One can see that the highest tensile modulus value of PP 20/0 composite was 808 MPa, and the lowest tensile modulus value of neat Homo PP was 686 MPa. The tensile modulus increased with the increase in the coconut fiber, which can be attributed to high stiffness of the fiber. Note that for the same percent of the coconut fiber, the stiffness of short fiber–PP composite was higher than that of long fiber–PP composite. This can be explained by the consideration of the agglomeration for the long coconut fiber in PP matrix, as discussed earlier. However, the effect of addition of MAgPP in coconut fiber–PP composites on the tensile modulus value was marginal. For example, the tensile modulus of PP 20/0 composite was higher than that of PP 20/5 composite, which was 798.5 MPa. This observed result was according to the reported of Dong et al. that due to the state of bonding between fiber and matrix, the tensile modulus of the related composites was less sensitivity than that of tensile strength. The tensile modulus of a fiber-reinforced composite depends strongly on the modulus of the fiber and the polymer matrix.14,15

Tensile modulus at 1% strain of composite ASTM D256 type I.
Figure 4 represents the elongation at break of neat Homo PP and the PP-coconut fiber composites. One can recognize that the neat Homo PP indicated the highest strain value at break of 31.2%. The addition of coconut fiber content increased the stiffness and reduced the elongation at break of the PP composites. The lowest elongation at break of PP 20/0 composite was 8.6%. These results indicated that a characteristic of PP composites was more brittle as compared to the neat Homo PP, due to the addition of a rigid coconut fiber which obstructed the chain mobility of polymer molecules; thus, the molecule chains cannot move freely. Moreover, the stress concentration was also increased.9,11,16 Furthermore, the ductility of PP composites with MAgPP showed the same result as the untreated coconut fiber composites. These results indicated that the MAgPP did not contribute to improve flexibility and elasticity of coconut fiber which was similar to that reported in the work of Dong et al. 14

Elongation at break of composite ASTM D638 type I.
Flexural properties
Figure 5 shows the flexural modulus of PP-based composite system. A natural fiber reinforcing effect was generally accompanied with increased stiffness in all composite materials. The resulted flexural modulus confirmed that coconut fiber acted as reinforcement in PP matrix. It can be summarized that the highest flexural modulus value of PP 10s/0 composite was 1690.5 MPa, while the flexural modulus of all composites improved significantly compared to the neat Homo PP. One can also clearly recognize in Figure 5 that the short coconut fiber–reinforced PP composite provided higher flexural modulus when compared to the long coconut fiber–PP composite. This finding was according to the earlier report that the stiffness of related composites strongly depends on the aspect ratio of the natural fiber. 11 The different MAgPPs in PP-coconut fiber composites did not affect the flexural modulus. A decrease in flexural modulus after adding MAgPP was in case of natural fiber composites, but the opposite tendency should occur. It may be an effect of the partial burning of fiber that was observed in the OM image (Figure 1) and the dispersion quality of the MAgPP. However, a definite explanation for this behavior can hardly be given.

Flexural modulus of composite ASTM D790.
Impact properties
Figure 6 demonstrates the impact strength of PP-based composites system. It can be concluded that an increase in the coconut fiber in PP matrix enhanced the impact strength significantly. The PP-20% coconut fiber without MAgPP composite (20/0) reached the highest value of 35.5 J/m2. One can also observe in this figure that the impact strength of PP composite was strongly affected by the coconut fiber. The reinforcing effect of the long coconut fiber of PP containing 10 wt% indicated an increase in the impact strength by approximately 15%, compared with the short coconut fiber–PP composite. Nevertheless, the incorporation of MAgPP content slightly decreased the impact strength due to inhomogeneous dispersion of MAgPP in the PP composites which led to a probability of a weak interfacial interaction between the fiber and the matrix and a stress concentration requiring less energy for crack propagation.17,18

Impact strength of composite ASTM D638 (Charpy V-notch).
Morphology analysis
SEM micrographs of the cold fracture surfaces of injection molded specimens and coconut fibers are shown in Figure 7. These SEM images are used for studying the compatibility between the coconut fibers and Homo PP. Figure 7(a) and (b) demonstrates that the surface of the coconut fiber was covered with substances, which may consist of wax, pectin, lignin, and other impurities which were the obstacles for adhesion with Homo PP.7,19 One can see from Figure 7(c) that some holes can be observed in the surface fracture of PP 20/0 composite specimen. Note that the hydrophobic characteristic of Homo PP led to incompatibility between coconut fiber and Homo PP. Furthermore, the addition of coupling agent (MAgPP) to the PP 20/5 composite indicated a better compatibility than that of PP 20/0 composite (Figure 7(d)).

SEM micrographs of (a) coconut fiber in cylindrical appearance, (b) surface of coconut fiber, (c) PP 20/0 composite, and (d) PP 20/5 composite.
TGA results
Figure 8 presents the overall thermogravimetric decomposition process for the neat Homo PP and its composites at a heating rate of 20 K/min. One can clearly see in this figure that the thermal decomposition process of neat PP and PP 20/5 composite had similar characteristics as a result of only a step procedure representing depolymerization. The thermal decomposition of PP 20/5 composites was observed with an improvement, compared to the neat PP. This indicated the effect of the coconut fiber and MAgPP coupling agent on a thermal resistance.

TGA curves.
DSC results
The effects of coconut fiber and MAgPP on the DSC results obtained for the PP-based composites and neat Homo PP are shown in Figures 9–11 and Table 2. The neat Homo PP represented a tiny board of endothermic peak, which implied the melt crystallization capability, as shown in Figure 9(a), and the exothermic peak, which indicated cold crystallization capability, as shown in Figure 9(b). The peaks of the composites were sharper and smaller than those of the neat Homo PP which appeared at lower temperature. The recalculated specific enthalpy (
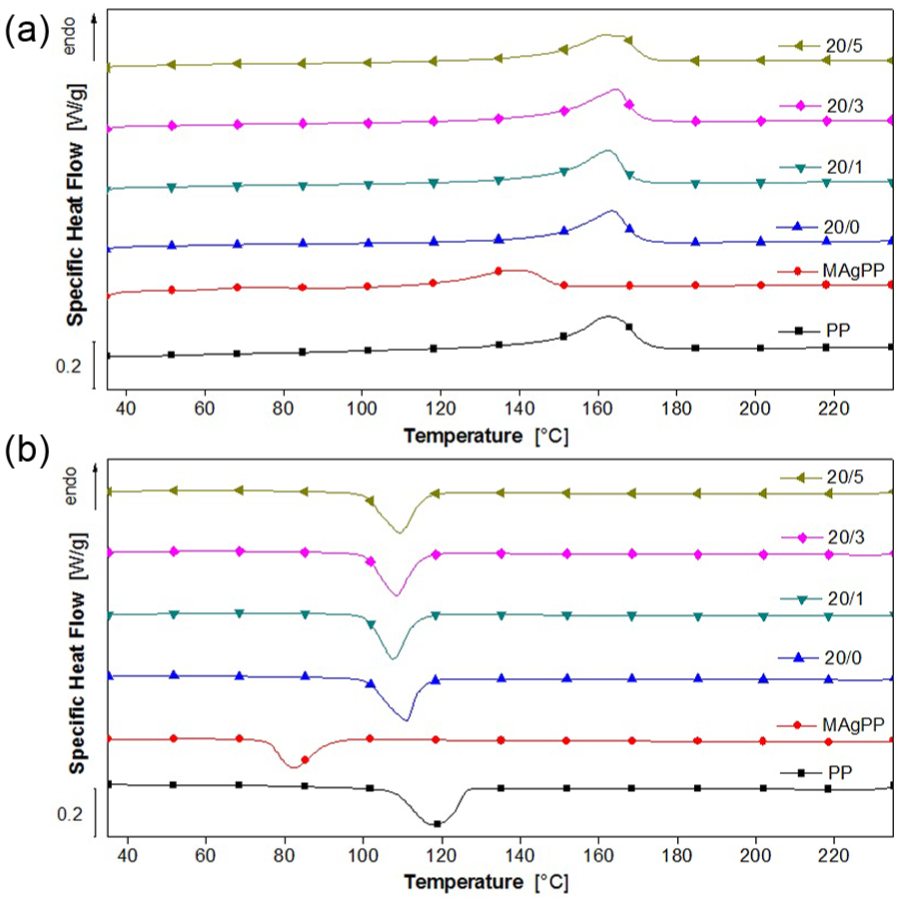
DSC curves of (a) second heating and (b) cooling curves of the composites.
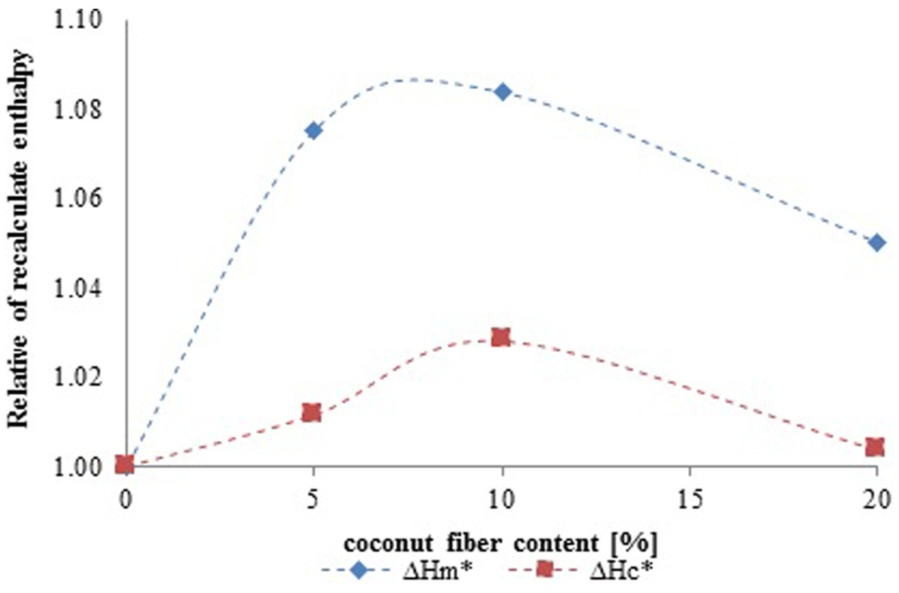
Relative specific recalculated melting enthalpy and relative specific recalculated crystallization enthalpy of the composites without MAgPP.

Specific enthalpy and specific recalculated enthalpy of the composites without MAgPP.
Content of Homo PP in the composites and the samples, and results of the second heating and first cooling DSC analysis.
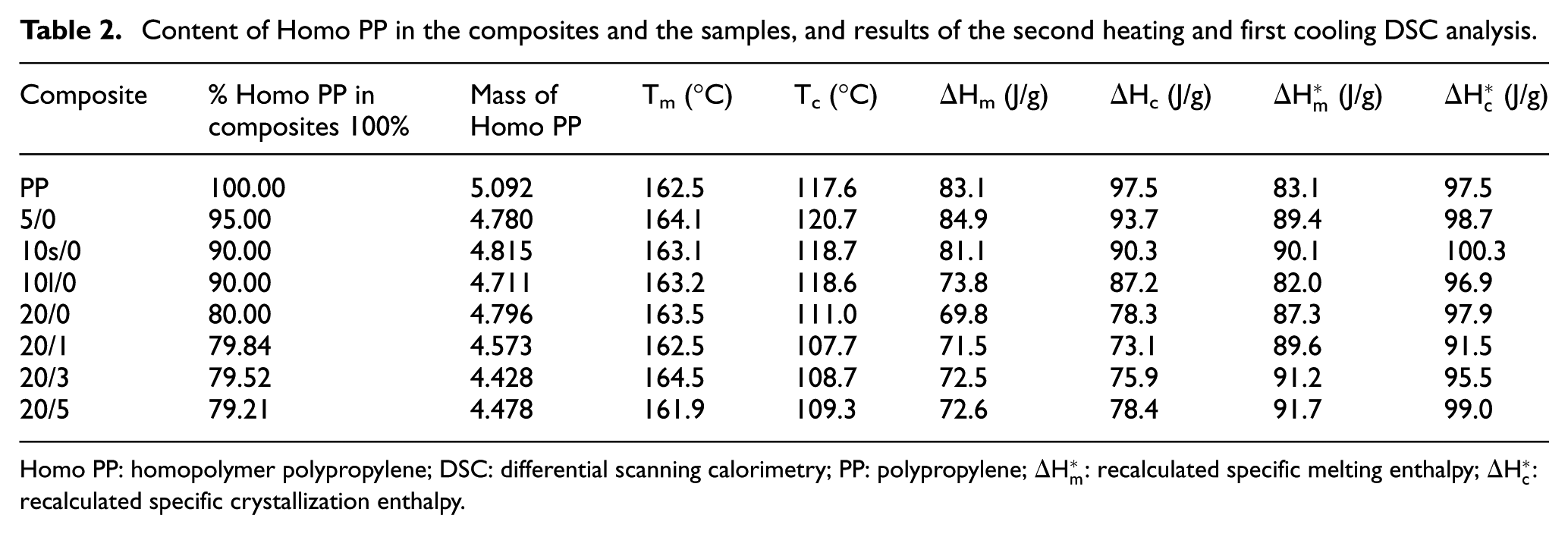
Homo PP: homopolymer polypropylene; DSC: differential scanning calorimetry; PP: polypropylene;
Conclusion
This work was devoted to study an influence of coconut fibers and MAgPP on morphology and mechanical and thermal properties of Homo PP-based composites. The addition of coconut fibers increased the tensile modulus and impact strength but cost of reduction in the tensile strength. However, the flexural modulus did not change significantly with an increase in the content of the coconut fibers and MAgPP. The rise of coconut fiber content indicated an increase in brittleness and stiffness of the related PP composites as demonstrated in tensile strain and modulus, respectively, due to the agglomeration and concentration of stress transfer. Improvement of tensile strength and thermal stability of PP composites by adding MAgPP was due to enhanced interfacial adhesion of the coconut fibers–Homo PP composites which can be observed in SEM. The coconut fibers acted as an role of nucleating agent to accelerate crystallization in PP matrix. The results suggested that the Homo PP composites reinforced 20 wt% fiber and MAgPP 5 wt% of coconut fiber content (20/5) were the most optimum composites for reduction in weight and material cost.
Footnotes
Academic Editor: Vijay Kumar Thakur
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Office of the Higher Education Commission and King Mongkut’s University of Technology North Bangkok KMUTNB-ART-60-01. Natural Composites Research Group (NCR) at KMUTNB, Thailand, and polymer laboratory at Aalen University, Germany, provided laboratory support and financial assistance. Baden-Württemberg Stipendium provided the scholarship at Aalen University, Germany.