
Abstract
This study presents a novel hybrid polymer composite reinforced with carbon, basalt, and KMnO4-treated hemp fibers, further enhanced with dual organic fillers—calcium carbonate (CaCO3) and coconut shell powder (CSF). Unlike previous studies, this work uniquely combines chemically treated natural fibers with synthetic reinforcements and dual fillers, optimized using Taguchi’s L9 orthogonal array and regression modeling. The optimized configuration of 15 wt.% treated hemp fiber, 74 wt.% epoxy concentration, and carbon–basalt hybrid reinforcement exhibited superior mechanical properties, including a tensile strength of 132.56 MPa, flexural strength of 353.77 MPa, hardness of 78 Shore D, and impact energy of 7.5 kJ/m2. Thermal stability was significantly improved, with major degradation temperatures exceeding 383°C, as confirmed by TGA/DTG analysis. Regression models showed strong predictive accuracy, validated through residual analysis. The synergistic effect of hybrid reinforcement and optimized filler loading led to a dense, thermally stable matrix with enhanced mechanical integrity, making these composites highly suitable for applications in automotive, aerospace, and structural engineering sectors.
Keywords
Introduction
In particular, polymer composites embrace a wide range of reinforced polymers because of the exceptional mechanical strength, thermal stability, and durability they offer. To explain, composites are materials formed by the union of two or more dissimilar materials in order to achieve desired outcomes that each component would not have been able to satisfy independently.1,2 Furthermore, the advancement of mechanically functionalized nanomaterials as polymer fillers has shown incredible improvement in the friction and wear performance properties of polymer composites. As a classification, polymer composites are divided into particulate based and fiber based reinforcements, with the fiber based ones being a focus of lots of research.3,4
Moreover, the stacking of similar or dissimilar fiber materials in layers leads to the formation of Fiber-Hybrid Composites (FHCs) which have various engineering applications. This is because they provide high strength to weight ratio while being environmentally friendly and resource efficient as compared to traditional structures made from petroleum-based materials. 5
Natural fiber-reinforced polymer composites (NFRPCs) have gained popularity as a replacement for synthetic fibers because they are seen as a more eco-friendly option compared to glass, Kevlar, or carbon fibers. They possess several favorable attributes including low-cost, low abrasion to processing machinery, light weight, and CO2 neutrality.6,7 Natural fibers like jute, hemp, flax, and sisal are being increasingly integrated into the automotive, building, and furniture industries. Hemp has sparked much interest due to its low weight combined with strong mechanical attributes which makes it suitable for use as a hybrid reinforcement. 8
Lignocellulosic based agro-waste fibers are progressively used as sustainable reinforcements owing to their lower density and biodegradability. Treated Asparagus Bean Stem Fiber exhibited improved cellulose content (65 wt%), thermal stability (up to 247°C) and superior mechanical performance, with higher flexural strength from 90.53 to 122.71 MPa and flexural modulus from 2.41 to 2.95 GPa at 10 wt% loading. 9
Also, silane-treated Cardiospermum halicacabum and Mimosa pudica fibers exhibited superior tribological behavior in brake pad applications. Treated fibers explored higher cellulose content (57.2%), higher hardness (95 HRK at 5 wt%) and lower wear loss at 10 wt%, It was proved that effectiveness in sustainable automotive composites.10,11
Though natural fibers exhibit several outstanding qualities, some challenges exist such as: hydrophilicity, insufficient thermal stability, and breakdown in moist environments. 12 The aforementioned drawbacks can be improved via chemical modifications which increase bonding, thermal tolerance, and strength of the material. 13 For instance, it was found that water absorbed by hemp fibers was greatly reduced after treatment. This, along with the hybrid systems improved fibrous mechanisms, made the treated fibers perform much better.14,15 The introduction of synthetic fibers such as basalt and carbon reductions the overall performance limitations of natural fibers because they have an added benefit of increased strength and thermal resistance. 15 Notably, basalt fibers have high temperature resistance and carbon fibers have high strength, which provide the needed. 16 Hybrid composites, like combination of natural and synthetic fibers proposed better mechanical properties through optimized stacking sequences. Carbon–Innegra/pineapple fiber laminates with Carbon–Innegra as outer layers attained maximum tensile and flexural strengths of 136.28 and 284.08 MPa and achieved flexural strength of 147.48 MPa after 50 cycles. 17 Similarly, hemp/jute/hemp bio epoxy laminates exhibited the maximum tensile strength of 65.44 MPa and better flexural behavior when hemp was used as the skin layer. 18 These results focus the contribution of laminate structure in tailoring strength and durability for structural applications. Stacking sequences improve fiber–matrix adhesion. Fillers like CaCO3 and CSF further boost hardness, thermal stability, and reduce porosity, making such composites ideal for eco-friendly, high-performance applications.
Latest researches exhibit that waste derived and functional fillers can considerably influence composite performance. The combination of 5–10 wt % clamshell microfiller (64–90 µm) into basalt fiber composites improved tensile strength, flexural strength, hardness and impact strength compared to laminates without fillers. 19 Epoxy composites filled with coconut shell dust produced higher erosion resistance, with three significant factors. Both experimental and CFD results showed strong relation. 20 The addition of 5 wt % TiO2 in Ficus Benghalensis composites higher tensile strength by 6%–10%, flexural strength by 3%–5% and hardness by 11%–22%, while micro hardness from 0.085 to 0.444 GPa at 6 wt.% fiber loading. 21 In red brick dust epoxy composites, 30 wt % filler produced a higher hardness of 30.82 HV2 and impact strength of 25.7 kJ/m2, signifying a 43.57% higher than neat epoxy, however tensile strength is 23.37 MPa and flexural strength is 10.37 MPa exhibited slight falls. 22 Over all these results proved that optimized filler content and modeling techniques can improve mechanical, wear and impact performance while supporting sustainable material development.
Walnut shell and pine needle ash fillers incorporated composites achieved higher impact strength of 77.27% and hardness of 14.54%, however tensile strength reduced by 11.62%. 23 PLA based green composites focus the effectiveness of natural fibers and bio fillers in increasing performance. PLA based Himalayacalamus falconeri fiber reinforced composites exposed optimal results at 15 wt % fiber and attained 44.59 MPa tensile strength, 75.68 MPa flexural strength and hardness reached 90.66 HD at 20 wt.%. 24 Treated Pinus roxburghii fiber composites showed better mechanical performance due to good interfacial bonding. 25
This study uniquely combines carbon, basalt, and chemically treated hemp fibers with dual organic fillers (CaCO3 and CSF) and employs Taguchi optimization and regression modeling to enhance and predict thermal and mechanical performance. This integrated approach—covering fabrication, statistical optimization, and predictive validation—has not been sufficiently addressed in earlier works.
Despite extensive research in natural fiber-reinforced composites, challenges persist in achieving optimal mechanical performance, thermal stability, and structural reliability when using eco-friendly reinforcements. Single-fiber systems and unoptimized filler-matrix compositions limit performance outcomes. Furthermore, few studies integrate statistical optimization and predictive modeling techniques to precisely tailor composite performance. This work addresses these gaps by developing and optimizing a novel hybrid composite system comprising synthetic (carbon, basalt) and treated natural fibers (hemp), enhanced with dual organic fillers, and statistically analyzed for its mechanical and thermal behavior.
While prior studies have examined polymer composites with individual natural or synthetic fibers, this work introduces a novel hybrid reinforcement strategy using carbon, basalt, and KMnO4-treated hemp fibers. Unlike conventional single-filler systems, this present study employ a dual organic filler approach with calcium carbonate (CaCO3) and coconut shell powder (CSF), which enhances matrix densification and mechanical integrity. Furthermore, our integration of Taguchi’s L9 orthogonal array for experimental optimization and regression analysis for predictive modeling of mechanical properties distinguishes this study from earlier work. This combined methodology provides not only empirical validation but also predictive capability, positioning our composite design as a strong candidate for high-performance and sustainable engineering applications.
Materials and method
The materials used in this study included carbon fiber, basalt fiber along with epoxy resin SYSBOND 757 and hardener Hardener 757. The hemp fiber and coconut shell filler were sourced from the local markets of Hyderabad India. The rest of the materials sodium hydroxide, calcium carbonate, potassium permanganate, and water were obtained from the Pioneer Chemical industries based in Hyderabad. These materials as well as the treated hemp fibers and fillers were used in the making of the composites. Work flow of present study is shown in Figure 1.

Flow chart of work methodology.
Fiber and filler extraction with treatment
Natural hemp fibers were subjected to a chemical treatment to eliminate lignin, hemicellulose, and other surface contaminants. Fiber treatment was conducted at room temperature using a 2.5% potassium permanganate (KMnO4) solution for 6 h. 26 The cleaned fibers were then distilled, dried, and placed in sunlight for approximately 2 days. The crushed coconut shell powder was sieved using a set of standard ASTM sieves to obtain particle sizes in the range of 75–150 μm, ensuring uniform filler distribution in the composite matrix. Prior to use, the fillers were washed with distilled water, dried in a furnace for 4 h, and then chemically treated with 5% sodium hydroxide (NaOH) to improve adhesion and minimize moisture retention. The fillers were then placed in an oven for 3 h at 120°C. 27 The detailed fabrication and used materials shown in Figure 2 and properties of used materials are shown in Table 1. Carbon, basalt, and treated hemp fibers were selected to synergize strength, thermal stability, and sustainability. Carbon provides stiffness, basalt offers toughness, and KMnO4-treated hemp improves matrix adhesion. A 15%–25% fiber content ensures optimal performance and processability, as supported by previous hybrid composite studies.5,7

Materials used in composite preparation.
Material properties used in this study.

Composite fabrication
The epoxy resin and the hardener were mixed in a ratio of 10:1 and 2.5% CaCO3 and 2.5% CSF were used as fillers. The slurry was then mixed using a mechanical stirrer. The prepared matrix was applied with a brush on the carbon, basalt, and treated hemp fiber mats. The multilayered structure was encapsulated between two sheets of plastic containing a release agent on the inner surfaces. A compression molding machine was used during the curing process, where a pressure of 40 bar (≈4 MPa) was applied at room temperature for 24 h to ensure proper consolidation of the fiber layers and uniform resin distribution within the composite laminate. After this, cutting was done to achieve the desired dimensions of the composite specimens and further experiments were conducted on these specimens. The composition and preparation of the sample are shown in Figure 3.

Composition of prepared sample.
TGA and DTG
Thermogravimetric analysis (TGA) was performed under a nitrogen atmosphere with a gas flow rate of 20.0 ml/min to ensure an inert environment and prevent oxidation. The samples were heated from room temperature to 700°C at a constant rate of 10°C/min to evaluate thermal degradation behavior and stability. In the same direction, derivative thermogravimetry (DTG) cures identified the highest eligible thermodynamic point, allowing for comprehensive thermal resistance checking for these composites changes.
Mechanical properties analysis
Mechanical properties were evaluated following standard procedures. Tensile strength was measured using a universal testing machine (UTM) in accordance with ASTM D638 (165 mm × 13 mm × 3 mm), at a crosshead speed of 0.4 mm/min. Flexural strength was determined using a three-point bending test as per ASTM D790 (130 mm × 13 mm × 3 mm), 30 with a crosshead speed of 1 mm/min. Hardness was assessed using a Shore D hardness tester, following ASTM D2240. 31 Impact strength was measured using a Charpy impact test setup in accordance with ASTM D256 (64 mm × 12.7 mm × 3 mm) under standard notched conditions. For each mechanical property (tensile strength, flexural strength, hardness, and impact strength), a minimum of three specimens per composite configuration were tested in accordance with the respective ASTM standards. The average values are reported. The prepared samples are shown in Figure 4.

Sample specimen prepared for the (a) tensile test (b) flexural test.
Density and void fraction analysis
The theoretical density (ρ_theoretical) of the composite was calculated using the rule of mixtures:

where Wi and ρi are the weight fraction and density of each component (fibers, matrix, fillers). The experimental density (ρmeasured ) was obtained using the water displacement method (Archimedes’ principle).
The void fraction (Vf) was then calculated using:

The results for C2 (optimized composite) were as follows:
This small void fraction confirms efficient fiber wetting, good filler dispersion, and proper processing conditions. Similar analyses were performed for A and B series composites, showing that the hybrid C-series composites had lower void content, correlating with their superior mechanical performance.
Optimization
The Taguchi method was employed in this study due to its efficiency in optimizing multiple parameters with a reduced number of experimental trials. It provides a robust and systematic approach to identify the influence of various control factors on output properties, even in the presence of noise or variability. Compared to full factorial designs or response surface methodology (RSM), the Taguchi method requires significantly fewer experiments while still maintaining statistical reliability. Its use of orthogonal arrays ensures balanced data distribution and enables the simultaneous evaluation of factor interactions. This makes it particularly suitable for composite material studies, where processing involves complex interdependencies between fiber content, matrix concentration, and filler type. Additionally, the integration of signal-to-noise (S/N) ratio analysis enhances the ability to determine optimal conditions for improving mechanical performance with greater consistency and reproducibility.
The “Larger-is-Better” S/N ratio incorporates (3):

where n is the number of observations, and yi represents the observed values. Ensure this formula is correctly included and formatted in the optimization section for clarity.
where is the number of observations and is the jth observed value among m values. This was done to determine the best parameter combinations for improvement of tensile, flexural, hardness and impact properties of the composites. The factors were analyzed using ANOVA to understand the importance of each factor. The L9 factors and level is mentioned Table 2.
Factors and levels for Taguchi optimization.

Result and discussion
Thermal stability analysis
Thermogravimetric analysis (TGA) was applied to study the thermal stability of the following composite series: A-series (carbon+ epoxy), B-series (basalt + epoxy), and C-series (carbon + basalt + epoxy) using different weight percentages of the hemp fiber treated with potassium permanganate, such as 15%, 20%, and 25%. The TGA was performed under a nitrogen purged environment to stop oxidation. The samples were taken from room temperature, and subsequently heated to 700°C at a temperature change rate of 10°C/min (Figure 5). For the A-series, the initial weight loss as observed under the TGA curve was below 150°C. This correlated to low molecular weight volatiles as well as moisture evaporation. There was a major weight loss seen from 300°C to 400°C that was due to thermal degradation of the polymer matrix, as well as treated hemp fibers. Cut back thermal degradation implies that carbon fibers in A-series composites have a greater resistance to early stage degradation than other materials, A-series composites are predicted to have better thermal stability. For the B-series, the use of basalt fibers has a positive impact on thermal stability when compared to B-series results. The initial stages of weight loss are not as sharply observable and the thermal degradation phase is now occurring at higher temperatures because of the improved thermal resistivity of basalt fibers. The B-series has progressed in thermal stability, especially at primary decomposition, because the basalt can absorb heat and delay degradation. The incorporation of treated hemp into the C-series of fibers made from carbon and basalt results in the highest thermal stability. The starting temperature of major decomposition increases demonstrating enhancement by both carbon and basalt fibers. The addition of treated natural fibers increases the composites resistance to thermal degradation. Assembled hybrid composites configurations (C-series) are thermally more stable than single-fiber systems (A- and B-series) polysiloxane. The combination of treated natural fibers, synthetic reinforcements and optimized filler content leads to increased thermal stability and thermal degradation to a higher temperature, expanding the application of these composites to high temperatures. Although the initial degradation temperatures of the A-, B-, and C-series composites appear relatively close (as seen in Figure 5), the KMnO4 treatment of hemp fibers plays a significant role in improving the thermal performance by enhancing fiber–matrix bonding and reducing early-stage moisture evaporation. This results in a delayed major weight loss and slightly higher peak degradation temperatures, especially in the C-series composites (~383°C), suggesting improved thermal resistance at the fiber–matrix interface. The chemical treatment does not drastically shift the onset temperature but stabilizes the overall degradation behavior by reducing surface impurities and enhancing interfacial adhesion.
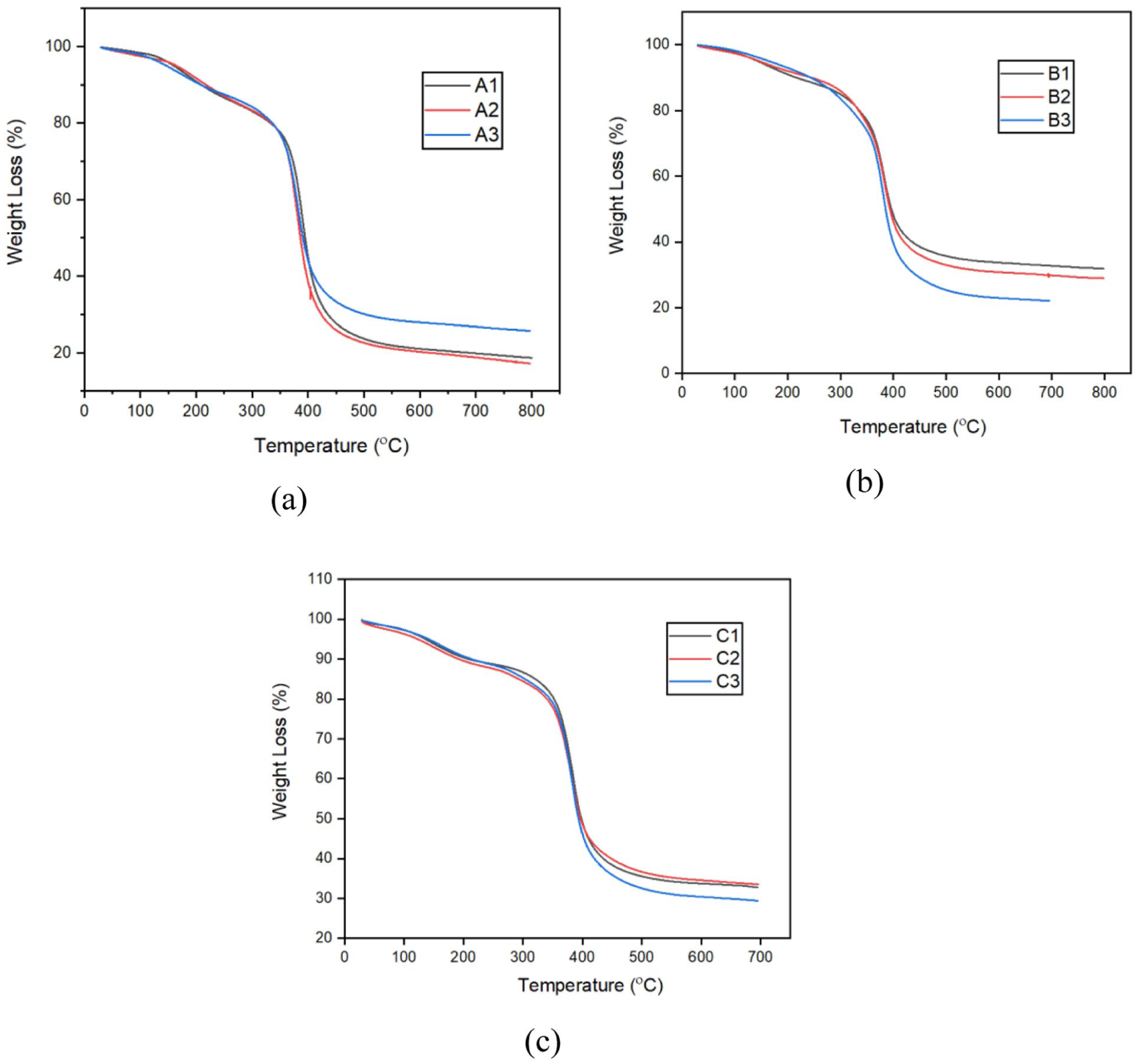
Weight loss versus temperature for the specimens: (a) KMnO4-treated hemp fiber + carbon fiber + epoxy, (b) KMnO4-treated hemp fiber + basalt fiber + epoxy, (c) KMnO4-treated hemp fiber + carbon fiber + basalt fiber + epoxy.
Finally it was observed that all composites showed minor weight loss below 150°C owing to moisture evaporation and major degradation between 300°C and 400°C. From all the samples, the C series (carbon–basalt hybrid) confirmed the maximum thermal stability, with a peak degradation temperature of 383°C and it was slightly higher than the A- and B-series. The enriched stability is attributed to the synergistic effect of hybridization of reinforcement and KMnO4 treated hemp fibers, which improved interfacial bonding and delayed decomposition. The higher thermal resistance of the C series makes it suitable for automotive under hood components, structural panels and moderately high temperature engineering applications.
The Figure 6 derived, derivative thermogravimetric analysis measures the rates of thermal degradation of composites that give information on the decomposition characteristics. The DTG graphs of the A-series (carbon fiber reinforced) present maximum degradation temperatures of about 382°C which can be explained by the decomposition of epoxy resin and treated hemp fibers. The heat resistance of the entire series remains steady because of the uniform heat distribution from carbon fibers. The B-series (basalt fiber reinforced) shows DTG peaks around 382°C with wider peaks indicating a greater level of decomposition due to the greater thermal stability of the basalt fibers which provide a barrier effect and delay the degradation of the polymer matrix. The C-series (carbon-basalt hybrid) presents peaks degradation temperatures of about 383°C, which signify delayed decomposition and enhanced structural integrity because of superior thermal resistance gained by combining the carbon’s heat dissipation and basalt’s insulation. The DTG results reflect the breakdown of polymer chains and natural fibers. Below 200°C, moisture and volatiles evaporate. The main degradation phase (300°C–400°C) is the decomposition of cellulose, lignin, and the polymer matrix. Carbon fibers enhance thermal conductivity, basalt fibers provide insulation, and fillers create cross-links in the matrix, collectively improving thermal resistance. The hybrid C-series optimally balances these effects, making it suitable for high-temperature applications. These structure–property correlations are also evident in the thermal analysis. The composite structure with tightly bound fibers and thermally resistant fillers delays the onset of thermal degradation. The TGA and DTG results show that composites with hybrid fibers and fillers exhibit superior thermal stability, as the layered and cross-linked structure resists heat transfer and mass loss more effectively.

(a) DTG for A1, A2 and A3, (b) DTG for B1, B2 and B3 and (c) DTG for C1, C2 and C3.
A quantitative analysis of the thermal behavior shows that the C-series hybrid composite had higher T5% and T10% values than the A- and B-series, which confirms that degradation started later. The DTG peak temperature of the hybrid system also went up a little (about 383°C) compared to the single-fiber composites (about 382°C). This means that the hybrid system is better at resisting main chain scission. The C-series also had a higher residual char yield at 700°C, which shows that it is more structurally sound and can handle higher temperatures better.
Mechanical properties
The analysis focused on the strength properties of C2 composites, specifically their tensile strength and flexural strength, along with the other performances of the A and B composites. The results are listed in Table 3. They demonstrate that C2 composites have the best tensile strength equal to 132.56 MPa, while the rest of the C composites exceeded 90 MPa. This is believed to be the result of the combined assistance on the load bearing structure provided by the carbon and basalt fibers. 5 Basalt fibers improve the tensile load bearing capacity and elongation of fibers between cracks. While carbon fibers contribute their high modulus strength to the structure as well as improve tensile strength. Treated hemp fibers are further embedded into the matrix polymer, aiding in stress distribution while minimizing stress concentration points. 7 Flexural strength results also demonstrate that C composites again outperform the A- and B-series performers, with C2 composite achieving a flexural strength of 353.77 MPa. This improvement is attributed to the combined stiffness and strength of carbon and basalt fibers, where basalt fibers bend but do not break, while the C fibers provide the structure with the rest of the support needed. The deformation is lowered due to effective load transfer across the matrix brought about by treated hemp fibers. As expected, the C-series shows the highest value, with C3 reaching 78, representing the elevated contributions of hardness, CaCO3, and CSF fillers which reduce porosity and improve interfacial bonding. 13 In addition, the hybrid reinforcement of carbon and basalt fibers adds rigidity, while chemically treated hemp fibers improve matrix-fiber interactions and surface hardness consistency. 26 The superior tensile and flexural strengths observed in the C-series composites, particularly C2, can be attributed to the synergistic load transfer mechanisms enabled by the hybrid fiber architecture. Carbon fibers, with their high modulus and stiffness, serve as the primary reinforcement resisting deformation, while basalt fibers add toughness and delay crack propagation.16,32 The treated hemp fibers further enhance interfacial bonding through chemical compatibility with the epoxy matrix, reducing stress concentration zones. This tri-phase reinforcement system creates a more uniform stress distribution under mechanical loading.
Mechanical properties’ outcomes of all the specimens under study.
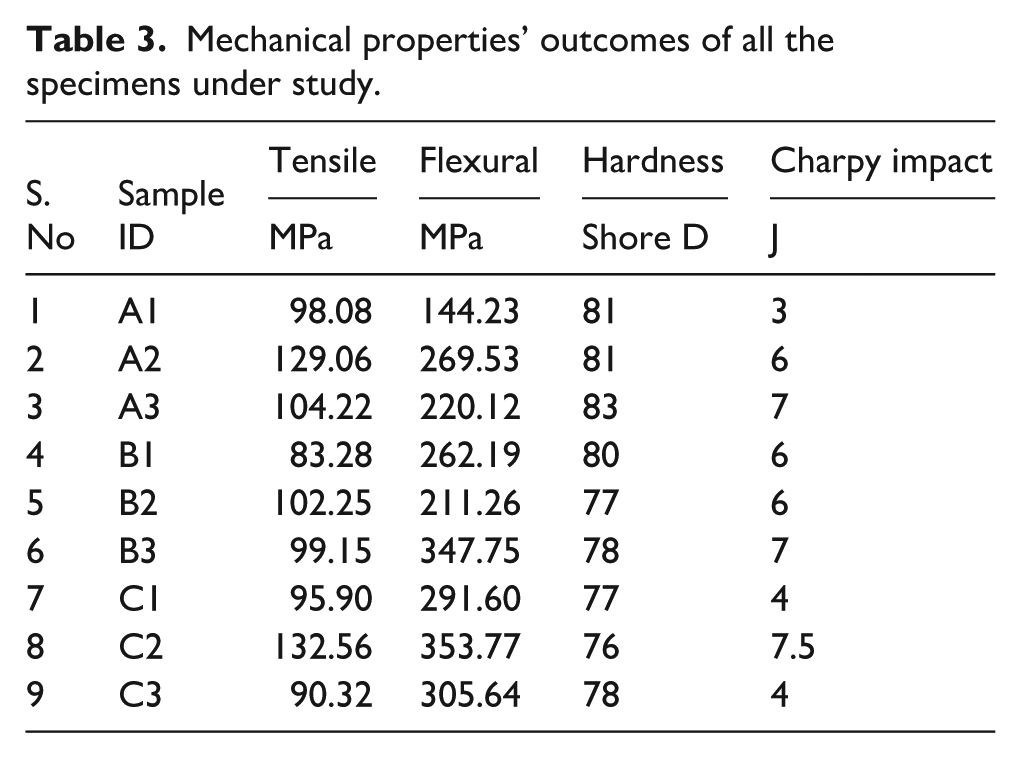
The C-series composites demonstrate higher impact strength with C2 having the highest impact strength (7.5 kJ/m2). This demonstrates the role of basalt fibers in energy absorption and as shock absorbers as well as the role of carbon fibers in suppressing crack propagation. The matrix contains treated hemp fibers and filler materials that aid in energy dissipation and decrease brittleness by cross-linking. It ascertains these properties and their changes are due to the reinforcement with fibers, the amount of fillers, and the adhesion of the matrix to the fibers. Carbon fibers have high stiffness and tensile strength, basalt fibers have good toughness and resistance to dynamic loads, while treated hemp fibers have good adhesion and the ability to distribute stress. Various fillers such as CaCO3 and CSF have an increased hardness and toughness by providing a dense matrix with low void content. The configuration of the C series composite is a hybrid which provides maximum tensile, flexural, hardness, and impact strength as well as mechanical performance of carbon and basalt fibers. This chemical treatment of hemp fibers increases the thermal and mechanical stability of the composites making them very desirable for engineering applications. 11 Additionally, the inclusion of CaCO3 and CSF fillers contributes to matrix densification, reducing microvoids and enhancing hardness and impact resistance. The improved filler-matrix compatibility following NaOH treatment increases filler dispersion and minimizes moisture absorption, resulting in a more stable composite structure. The observed improvement in impact energy absorption can also be linked to the energy-dissipating capacity of the hybrid fiber system and the cross-linking effects of the dual fillers.29,33
Optimization
The optimization matrix lies at the heart of this project which focuses on determining the right set of factors for the strengthening of the composite materials which is seen on a direct scale to the maximum value of tensile strength, flexural strength, hardness, and impact energy. The initial optimization was done with Taguchi’s L9 orthogonal array and looked at the impact of percentages of treated hemp fiber weight (15%, 20%, 25%), epoxy amount (74%, 69%, 64%), and fiber types (Carbon + Basalt, Basalt, Carbon). Based on the “Larger-is-Better Framework,” the padding of the S/N ratio method was utilized in conjunction with the orthogonal based system in an attempt to ameliorate the variability in the values of the mechanical properties. Higher values mean better and more consistent mechanical performance because of the larger the better S/N ratios. Sample A2 has the maximum tensile S/N ratio of 42.2158 dB, which means that the best tensile strength performance. Sample C2 has the maximum flexural S/N ratio of 50.9744 dB, which means that the best bending resistance. Sample A3 has the maximum S/N value of 38.3816 dB which means that the higher hardness. Sample B3 has the maximum impact S/N ratio of 18.0618 dB for impact strength, which means it can absorb the higher energy. Overall, different kind of samples work best for different properties, which means that optimization, depends on the particular mechanical needs of the application. Where are the values which were measured by the control techniques, denotes the variation within the data, while denotes the count of reference points. ANOVA was utilized in parallel to uncover the total contribution of each variable in the set to the composite’s mechanical strength. The S/N ratios for the flexure, tensile strength, impact, and hardness measurements for all samples are shown in Table 4.
Calculated S/N ratios for tensile strength, flexural strength, hardness, and impact energy.

ANOVA analysis and response table
The ANOVA results reveal the percentage contributions of each control factor to the mechanical properties. The response Table 5 shows rankings based on the influence of treated hemp fiber, epoxy concentration, and fiber type.
Response and ranking based on the influence of treated hemp fiber, epoxy concentration, and fiber type.

The best combination in this case is 15% of treated hemp fiber, 74% of epoxy concentration, and a hybrid of carbon and basalt fibers, which ensure the optimum mechanical properties while achieving a synergy of material interactions within the composite matrix. Carbon fibers have a high modulus, high tensile strength, so they contribute to stiffness and resistance to deformation. Basalt fibers counterbalance this and provide toughness and dynamic loading resistance. The treated hemp fibers are beneficial for bonding the fibers to the matrix as they reduce stress concentration and aid in load transfer. Fillers such as CaCO3 and coconut shell powder help in creating a denser matrix, which most certainly will improve hardness and impact resistance. The hybrid reinforcement of carbon and basalt fibers allows for maximum tensile strength, flexural strength, hardness and impact energy, because carbon reinforces the fibers with stiffness without losing too much toughness. This balanced combination creates better energy absorption. Taguchi and ANOVA techniques revealed that this optimized composition results in composites with superior mechanical properties that are ideal for high engineering applications.
Regression analysis




Mathematical models were established to predict the key mechanical properties (tensile and flexural strength, hardness, impact energy) of the material in question using regression analysis with regard to three main input parameters: the treated hemp fiber percentage, the concentration of the epoxy, and the type of fiber used. The general linear model approach made use of factor coding (−1 for carbon, 0 for basalt, +1 for hybrid carbon and basalt) with 95% confidence intervals which enabled the development of the regression equations to quantify the influence of all independent parameters. In tensile strength equation (4), fiber type is assigned the highest coefficient of 4.41, indicating that it is the most significant factor, followed by the epoxy concentration and the treated hemp fiber percentage. In the same way, the flexural strength equation (5) contains a positive contribution of hemp fiber weight but a negative contribution of fiber type and epoxy concentration. The strength reflects the competitive interactions between fibers during the flexural loading. For hardness, the regression equation (6) contains the strongest contribution from fiber type, which increases surface hardness due to the strong spindle structure of the carbon and basalt fibers. The impact energy equation (7) further emphasizes the role of hybrid reinforcement, where carbon and basalt fibers effectively dissipate energy and prevent crack propagation, with treated hemp fibers enhancing energy absorption through improved matrix adhesion.
The evidences obtained from residual analysis of these models are presented in Figure 7. The residuals of all properties were symmetrically and evenly arranged about the zero line, which confirmed very low systematic error and high accuracy of the models. Mechanistically, the effects of fiber reinforcement and matrix properties together with filler interactions explain the relationships within the regression equations. In particular, the carbon fibers provide stiffness and tensile strength, the basalt fibers provide toughness and resistance to dynamic loads, while the treated hemp fibers increase the bonding between matrix and fibers to minimize stress concentration points. The addition of fillers like calcium carbonate and coconut shell powder also increase the density of the matrix, which increases the hardness and impact resistance by decreasing the porosity. These regression models are not only beneficial for confirming the experimental results, but they also enable the estimation of composite properties which makes them appropriate for use in advanced engineering applications. Tables 6 to 13 show the ANOVA results for the transformed responses of the outcome parameters.

Residual plots for (a) tensile, (b) flexural, (c) hardness, and (d) impact energy.
Analysis of variance for transformed response of tensile.

Analysis of variance for transformed response of flexural.

Analysis of variance for transformed response of hardness.

Analysis of variance for transformed response of impact.

Model summary for transformed response of tensile.

AICc could not be computed due to model limitations.
Model summary for transformed response of flexural.

AICc could not be computed due to model limitations.
Model summary for transformed response of hardness.

AICc could not be computed due to model limitations.
Model summary for transformed response of impact.

AICc could not be computed due to model limitations.
The regression models fit very well, with high R 2 values of 95.09% for tensile, 97.54% for flexural, 96.52% for hardness and 95.50% for impact. Its exhibits more than 95% of the variability in responses is produced by the chosen factors. The adjusted R 2 values, which take into account the number of predictors range from 80.16% to 86.06%. It means that the model is best enough. The results of ANOVA show that the type of fiber has a strong effect on hardness (F = 22.43, p = 0.043 < 0.05), but other factors have weaker effects (p > 0.05). The relatively low standard error (S) values additionally support for better agreement between experimental and predicted results, representing acceptable predictive capability of the developed regression models within the studied range.
Conclusion
The key outcomes of this study on carbon–basalt–treated hemp fiber-reinforced polymer composites with organic fillers are summarized below:
The combination of carbon, basalt, and KMnO4-treated hemp fibers significantly improved mechanical properties—tensile strength (max: 132.56 MPa), flexural strength (max: 353.77 MPa), hardness (78), and impact resistance (7.5 kJ/m2) due to improved stiffness, toughness, and fiber-matrix bonding.
Dual fillers (CaCO3 and CSF) enhanced matrix densification, reduced porosity, and increased surface hardness and energy absorption.
Thermogravimetric analysis (TGA/DTG) confirmed enhanced thermal degradation resistance in hybrid fiber composites, especially in the C-series, suitable for high-temperature applications.
Taguchi L9 optimization revealed that fiber type had the most significant influence on mechanical performance, with the best combination being 15% hemp fiber, 74% epoxy, and carbon–basalt reinforcement.
Regression models accurately predicted mechanical behavior, supported by residual analysis, and validated the influence of each parameter on composite properties.
From an application point of view, the new composite is great for automotive interior panels, under-hood parts, lightweight structural brackets, UAV panels, protective casings, and semi-structural aerospace parts, where a high strength-to-weight ratio, thermal stability, and durability are very important. So, mixing treated natural fibers, synthetic reinforcements, and dual fillers creates a strong and durable option that lasts longer and performs better than regular synthetic composites in engineering uses that require support for heavy loads and impact resistance.
Footnotes
Author contributions
All authors are equally contributed to conceptualization, methodology, writing – original draft, writing – review & editing.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
The data that support the findings of this study are available on request from the corresponding author.* The data are not publicly available due to privacy or ethical restrictions.
AI tool usage declaration
During the preparation of this work, the authors used Grammarly and ChatGPT 5.3 to improve language clarity, grammar, and spelling. The authors carefully reviewed and edited all outputs and take full responsibility for the final version of the manuscript.