
Abstract
The meltblow process was utilized to produce nonwoven fabrics from polylactic acid (PLA) in order to evaluate the potential of this bio-based polyester as an alternative to conventional polyolefins. Therefore, it was opposed against polypropylene (PP) meltblown as benchmark material, which is commonly used as a filter layer, for example in particle-filtering face masks. PLA was found to be processable at more moderate thermal process conditions, while its fiber diameters showed higher sensitivity to process parameter variation. This allowed the controlled deposition of both fine-fiber meltblown webs, but also coarse – spunbond-like – meltblown fiber webs. These showed minor mechanical performance but sufficient haptics and equal air permeability to spunbond PLA. Electret treatment of fine fiber PLA meltblown (1.43 µm average diameter) resulted in a raise of particle filtration performance (in paraffin oil) from 70% to >97%, exceeding the performance of PP meltblown of same grammage and fiber diameter distribution. The effect was also traceable over storage time (90 days), with just a slight reduction of 5% over the first days. These findings highlight PLA’s potential as a high-performance, bio-based alternative for filtration applications. Furthermore, the results contribute to the understanding of bio-polymer processing by comparing the processability, fiber morphology, and resulting performance of PLA and PP under similar process conditions.
Keywords
Introduction
The meltblow process offers a productive method to deposit a nonwoven web of fine(st) fibers, spun directly from the polymer melt. In the most common and most widely industrialized Exxon-type die setting, the melt stream emerges from a prismatic linear assembly containing several hundred capillaries and is immediately captured by two converging laminar streams of high-accelerated, hot “primary” process air. 1 This die design provides a limited resistance to pressure and significantly restricts the range of polymers that can be used. Along the die-collector distance (DCD), the primary process air rapidly accelerates up to 40 to 70 m s−1 and stretches the fibers. 2 Inflowing “secondary” air from the surrounding, approximately four times the volume of primary air as, determined by process simulations of the meltblown process conducted by Fraunhofer ITWM, Kaiserslautern, 3 results in a turbulent flow governing fiber whipping.4,5 Within this high turbulent flow, the fibers are swirled and deflected, ultimately reaching their final, predominantly fine diameters. Since the fibers are drawn and rejuvenated in diameter while in “semi-molten state,” no downstream stretching process is applied. However, meltblown nonwovens generally exhibit limited tensile strength but offer a distribution of fine fiber diameters (typically 2–7 µm in average1,6,7) and high porosity at quite low basis weights. This makes them ideal for filtration layers in multilayer media such as SMS (spunbond–meltblown–spunbond) composites used in medical masks or filtering facepiece (FFP) masks.
Depending on the polymer type, also finer fibers down to 0.1 μm and also coarser fibers are possible to be formed.1,8 Previous advancements have effectively addressed the shrinkage and web strength limitations of meltblown fabrics of aliphatic polymers and polyesters, such as Polyethylenterephtalate (PET), Polybutylentherephtalate (PBT), Polyetheretherketone (PEEK) and others by precisely regulating the temperature profile after the die exit.4,9 –12 The modular additions of the meltblow set-up allows to remain the molten polymer and subsequent fibers as long as possible, ideally up to the winder above the glass transition temperature (Tg) of the material4,12 promoting optimal crystallization and eliminating heat shrinkage. 4
A prerequisite for the processing of thermoplastics in the meltblow process is a high flowability of the material, characterized by a low viscosity (or respectively a high melt flow index (MFI) at the selected processing temperature. The typical MFI of a suitable polymer for meltlbowing ranges between ideally >1501 and 1500 g 10 min−1.1,6 In contrast, the spunbond process operates with higher polymer viscosities. MFIs around 20 g 10 min−1 are preferred 1 and must not exceed 70 g 10 min−1. 6 In principle, the process closely resembles melt spinning of yarns. Filaments are extruded through large spinnerets with multiple rows of nozzles (1000 to >60,000 holes per meter 13 ) into a quench duct, where they are cooled by conditioned air and subsequently stretched using suction (from inlet), pressure air (to outlet), a combination of both, or with additional support from godets (less common). 4 This critical phase of the process can be characterized as a non-isothermal extensional flow of the melt, 14 where stress-induced crystallization occurs based on the adjacent speed. 15 The air flow velocity, which ranges from 1.5 to 4 times the filament velocity, ultimately allows the filaments to reach speeds of up to 6000 m·min−1. 16 The resulting finer diameters in spunlaid fabrics range from 15 to 35 μm. 16 Directly bonding to a spunbond nonwoven or a SMS-layer-stack afterward, exemplary by calendaring, yields into fabrics with high mechanical strength and abrasion resistance1,16,17 but low filtration performance. Meltblown and spunbond technologies thus complement each other in layered nonwoven media, particularly where a combination of mechanical robustness and fine-fiber filtration is required.
Among other bio-based polymers, polylactic acid (PLA) is the most developed, established, and most industrialized. The meltblown processing of PLA resulting in desirable nonwoven performances has already been achieved as represented by various studies.18 –24 One advantage over established olefin based polymers like PE, PP or PE is, that PLA is biodegradable, however only under industrial conditions.25 –28 For the current state, PLA-based nonwovens show advantages over other bio-based and biodegradable nonwovens such as Polyhydroxyalkanoates (PHAs) or Poly(glycolic acid (P(L)GA) in terms of costs, market availability, and application-specific properties like the bending behavior and temperature resistance.29 –31
Previous research has focused on achieving fine-fiber PLA webs, with the smallest reported diameters down to 0.5 µm, but achieved under specialized equipment and laboratory conditions. 22 Other studies have explored the influence of processing parameters on fiber diameter distribution, pore structure, and filtration efficiency.19,22,25 Using Exxon-type settings, fiber diameter distributions ranged around 2 µm, 22 between 0.1 and 3.0 µm (average 1.0 µm) 19 and between 1 and 9 µm (average 2.99 µm). 25 It was demonstrated that electret charged PLA fabrics can achieve filtration performance comparable to PP meltblown. In an interesting special approach Majchrzycka 32 obtained high filtration efficiency against selected bacteria in bioaerosols of 99.7% (charged) and 97.6% (uncharged) by preparing PLA meltblown fiber mats applied with biocide-bioperlite.
Despite these advances, several research gaps remain. First, due to the use of laboratory-scale or specialized processing conditions, the possible transferability to industrial Exxon-type meltblown setups remains insufficiently documented. Further comparative studies with PP meltblown of equivalent grammage and fiber diameter distribution are scarce, limiting the scientific understanding of PLA’s performance potential. The present study addresses these gaps by investigating the meltblown processability of PLA under industrially relevant conditions and comparing the resulting fiber morphology, web structure, and filtration performance directly with PP meltblown materials from the same process setting. Furthermore, the distinctive sensitivity of PLA to processing variations is examined, and the capability to deliberately produce both fine-fiber and coarse-fiber meltblown webs from PLA is demonstrated. With a focus on filtration performance, both the immediate and time-dependent electret behavior of fine-fiber PLA fabrics is evaluated in comparison with polypropylene (PP) as the industrial benchmark.
Materials and methods
Polymers
PLA Luminy L105, an L-PLA (PLLA), was procured from TotalEnergies Corbion (Gorinchem/Netherlands). It is specified by a density of 1.2–1.3 g cm−3, a melting temperature (Tm) of 176.9°C, a Tg of 59.3°C and a MFI of 70 g 10 min−1 (at 210°C and 2.16 kg). 33
Polypropylene (PP) Borflow™ HL712FB was obtained from Borealis AG (Vienna, Austria). The polymer is a fiber-type grade for meltblown applications and micro denier fibers at high spinning speeds with a Tm of 158°C, a density of 0.90 g cm- 3 and a MFI of 1200 g 10 min−1 (at 230°C and 2.16 B-1558925026141kg). 34
Spunbond samples
PLA spunbond nonwoven material as reference material was obtained in the grammage specification 40 g m−2 by ULTRATEX GmbH (Aachen, Germany).
Rheological characterization
The applied PLA was tested in shear rheological experiment using a “Physica MCR 501” rheometer (Anton Paar Group AG, Graz, Austria) in plate–plate geometry (25 mm in diameter). The gap was adjusted to 1.0 mm and the tests run under a nitrogen atmosphere (50 mL min–1). Temperature ramps (heat rate: 2 K min–1, strain: 10%, angular frequency: 10 rad s–1) were performed under adjustment of the gap in order to maintain a constant normal force over the measurement. The strain amplitude was adjusted to the linear viscoelastic regime by previous strain sweep tests at a constant angular frequency of 10 rad s–1. Measurements in the time-sweep mode (strain: 10%, angular frequency: 10 rad s–1) were conducted at selected process temperatures to prove the thermal stability of the materials.
Processing of meltblown nonwovens
Meltblown nonwovens of PLA and PP as reference with basis weight of 25 g m−2 were produced on a technical scale line of 500 mm working width and a maximum throughput of 8 kg h−1 m−1. The line is specified by a three-zone single-screw extruder with a diameter of 20 mm and a L/D (length to diameter ratio) of 20 from Extrudex GmbH, Mühlacker, Germany) a gear pump from Mahr Metering Systems GmbH (Göttingen, Germany) with a volume of 0.6 cm3 rpm−1 and an air system consisting of a Aertronic D12Hcompressor from Aerzener Maschinenfabrik GmbH (Aerzen, Germany) providing an air flow rate between 220 Nm3 h−1 (minimum) and 325 Nm3 h−1 (maximum) combined with a flow heating system from Schniewindt GmbH & Co KG (Neuenrade, Germany). The conveyor is adjustable in height relative to the spinning die from 200 to 500 mm in order to vary the die-collector-distance (DCD) with a steel mesh belt of Siebfabrik Arthur Maurer GmbH & Co KG (Mühlberg, Germany) in canvas weave with clip seam in a total width of 0.72 m (no. 16 cm–1 linen weave) with a warp and weft wire (both 0.22 mm in diameter) made of stainless steel (1.4404 AISI 316L). Below the deposition section, a suction box with effective suction area of 0.128 m2 (0.20 m × 0.64 m) with a maximum extraction volume of 2900 Nm3 h−1 (maximum flow rate: 11 m s–1) is installed to extract the primary and secondary process air and supports the web formation on the belt.
The used spinneret was an Exxon type die with 28 hpi (holes per inch) and capillaries of 0.3 mm diameter with a L/D of 8 with a pressure limit of the spinneret of 50 bar. An end gap of 1.5 mm and a DCD of 300 mm was used respectively, as well as an air throughput of 300 Nm3 h−1. Further process parameters are given in Table 1.
Process settings for the production of meltblown nonwovens.

For the elimination of undesired heat shrinkage, infrared heaters “MX 500/810”) of Heraeus Noblelight GmbH (Kleinostheim, Germany) were positioned above the conveyor belt between fiber deposition point and the winder. The heaters had a distance of 150 mm from the belt surface and a length of 0.6 m. By this means, the fibers were kept longer above the glass-transition temperature and thus, had more time for the crystallization process.
Online-electret charging of fibers
The fibers were charged online in the meltblown process by passing two electrodes “R131A” (Eltex Elektrostatik GmbH; Weil am Rhein, Germany) with a width of 0.50 m. The positive electrode was positioned 13 cm below the die exit, the negative electrode from the counter side 8.5 cm below the positive electrode. The distance between electrode and melt/air stream was 35 mm. A voltage of maximal + and − 30 kV, DC was applied by a “KNH 340” high-voltage generator Eltex Elektrostatik GmbH (Weil am Rhein, Germany).
Post-process (off-line) electrostatic charging
Post-process (off-line) electrostatic charging of the nonwovens was executed by un- and rewinding the nonwoven roll with integrated passage of two counter electrodes. First, one side of the fabric was positively charged by passing between the roller and the respective electrode (distance roll to electrode = 35 mm). Then, the counter side of the fabric was charged negatively by passing the next roller-electrode-pair to create a stable charge separation (electret) in the flat sheet material due to quasi-permanently aligned electric dipoles. This treatment intends to positively influence the separation performance of the treated medium, especially with regard to charged particles, by means of a quasi-permanent electric field.
As for the online charging, a “KNH 340” high-voltage generator (max. 30 kV, DC) with two electrodes “R131A” was used to generate the required high voltage. The applied conveying speed was 0.6 m min–1. Each fabric was loaded with an electrode voltage of ±30 kV (potential difference = 60 kV) using a roller-electrode-distance of 35 mm.
Nonwoven characterization
The basis weight (grammage) of the nonwovens was measured according to DIN EN ISO29073–1. Air permeability was determined in accordance with EN ISO 9237: 1995-12 with a test area of 20 cm2 and a differential pressure of 200 Pa.
The filtration performance of the fabrics was tested using a filter media test system “HFP 2000.” It is equipped with an aerosol generator “PLG 2010” for the defined atomization of oils to disperse aerosol with a known and constant droplet diameter distribution and a “welas® digital 2000” high-resolution aerosol spectrometers for aerosol/particle counting, aerosol/particle sizing, and research-grade aerosol/particle measurements (all PALAS GmbH, Karlsruhe, Germany). The measurements procedure refers to ISO 16890. Following the standard for filtering half mask classification (FFP according to EN 149), the test parameters were adapted to a test area of 100 cm2 (flat, circular rondes), volume flow of 95 l min–1, and a flow velocity of 9.3 cm s–1 using liquid paraffin oil (density 0.825–0.850 g cm–3 at room temperature). Of note is, that the results cannot be transferred 1:1 to ready-assembled masks, as parameters can change due to production conditions (e.g. due to stretching when joining a multi-layer media).
The fractional filtration efficiency was determined in accordance with EN 149 after a 3 min lead time as an average over a measurement period of 30 s for a aerosol size range from 0.2 to 4.0 µm. The fractional filtration efficiency (FR) and pressure drop across the filter ∆p (measured before and after filter insert) were calculated from the raw- and clean gas concentration (see Equation (1)) concerning the raw gas concentration (c0) and the clean gas concentration (c1) as a function of the aerosol/particle diameter (dp) (equation (1)), considering the results obtained with an empty container (i.e. without a filter sample).

For further evaluation, FR0.4µm, the filtration efficiency up to the aerosol size 0.4 µm (⩽0.4 µm corresponds to the MPPS (most penetrating particle size), and FRtot, the total filtration efficiency over the aerosol size range 0.2–4.0 µm were determined.
The fiber diameter distribution was determined using scanning electron microscopy (SEM). Randomly selected samples were taken from the nonwoven and sputtered in an argon plasma (40 s under a vacuum of 0.1 mbar, with a distance of 35 mm, a current of 33 mA, and a voltage of 280 V) using a “Union SCD 040” of Balzers Union Ltd. (Balzers, Liechtenstein) with a gold–palladium layer of 10–15 nm. Three SEM micrographs per sample were taken with a magnification of ×1000 using a “TM–1000 tabletop electron microscope” of Hitachi High-Tech Corporation (Tokyo, Japan) with an accelerating voltage of 15 kV in the “charge-up reduction mode.” The magnification was chosen to catch around 40 single fibers per image. Contrast and brightness were adjusted to gain an image of straight monochromic fibers in front of a dark monochrome background. To analyze the images with regards to automated fiber diameter distribution, the beta software “MAVIfiber2d” of Fraunhofer ITWM (Kaiserslautern, Germany) was applied. 35 First, the images were smoothed by an algorithm and binarized by the software before statistical analysis was performed over each fiber pixel without segmentation into individual fibers.36,37 After merging the output of the three images, the mean and median fiber diameter as well as the standard deviation and interquartile range were determined.
Results and discussion
Polymer characterization and meltblow processing
Figure 1 shows the temperature dependence of the complex shear viscosity of the PLA material for the estimation of the feasible process temperature range.

Viscosity-temperature sweep;
The viscosity range < 100 Pa s, which is targeted for a successful processability in the meltblow process, is reached at around 230°C. However, the range < 50 Pa s, which is suitable for the generation of finest fiber diameters 3 is obtained at around 240°C and higher temperatures. As the decomposition temperature of the PLA according to the manufacturer lies at >230°C, time sweeps were carried out at both temperatures to ensure the thermal stability of the material during the extrusion process. These are shown in Figure 2.

Viscosity-time sweep; t = 30 min, ω = 10 rad s−1, ε = 10%.
Although a slight viscosity drop can be observed over the measurement time at 240°C, its stability could be ensured, especially for common extrusion times (5–10 min). At the selected parameter settings, a homogeneous melt outflow, uniform fiber take-up by the process air, and a consistent and homogeneous web laydown was achieved. Furthermore, the process pressure at the die was moderate with 7.0 bar and higher, but still in the range of the PP reference (2.0 bar at twice the throughput).
At the selected parameter settings, a homogeneous melt outflow, uniform fiber take-up by the process air, and a consistent web laydown were achieved.
By slightly lowering the process temperature to 230°C and in parallel lowering the air throughput to 200 Nm3 h−1, the process stayed homogeneous under deposition of qualitatively coarser fibers, accompanied with a pressure increase to 17.5 bar.
Nonwoven characterization
The increase of fiber diameter by lowering the process temperature and air throughput was quantified and opposed to the filtration efficiency and the accompanied pressure drop as well against the air permeability of the respective nonwovens in Figure 3.

Filtration efficiency and pressure drop variation as a function of the median fiber diameter.
With increasing viscosity of the melt due to their lower temperature as well as lower amount of process air to take-up and stretch the fibers (lower force acting), coarser fibers and more open (larger pores) structures can be laid down. This can further be supported by applying a higher per-hole throughput and the other way around. However, finer fiber diameters could not be achieved in this study within industrial reasonable process parameters. This agrees with the presented state of literature. Average fiber diameter of PLA meltblown webs could be suppressed to 0.5 µm by Hammonds et al. 22 using a special nano die equipment under laboratory-scaled process conditions. However using conventional Exxon-type setting und industrial conditions, their fiber diameter averages ranged around 2 µm agreeing to our findings and also to the studies of Zhang et al. 19 or Jafari. 25
For further consideration, the sample with higher fiber diameter is used as reference material (“PLA-Meltblow (coarse)”) as well as the sample showing the highest fiber diameters (“PLA-Meltblow (Super-coarse)” to the sample with the lowest fiber diameter “PLA-Meltblow (fine).”
Further reference samples are a meltblown face mask material of PP (self-produced), which was electret loaded online in the process as well as an industrial PLA spunbond fabric, which was used for the inner and outer layer of the “BioMask.” The expected effect of electret charging (online as well as offline) on the produced PLA fabrics is indicated by the white arrow in Figure 3 and targeted in a further study.
Figure 4 shows exemplary SEM images of the different produced nonwoven samples.

SEM images (×100 and ×500) of the nonwoven samples: (a) PLA-Meltblow (coarse); ×100, (b) PLA-Meltblow (coarse); ×500, (c) PLA-Meltblow (fine); ×100, (d) PLA-Meltblow (fine); ×500, (e) PP (reference); ×100, (f) PP (reference); ×500, (g) PP-Spunbond (industrial), ×100, and (h) PP-Spunbond (industrial), ×500.
The determined fiber diameter distributions of the nonwovens are shown in Figure 5.
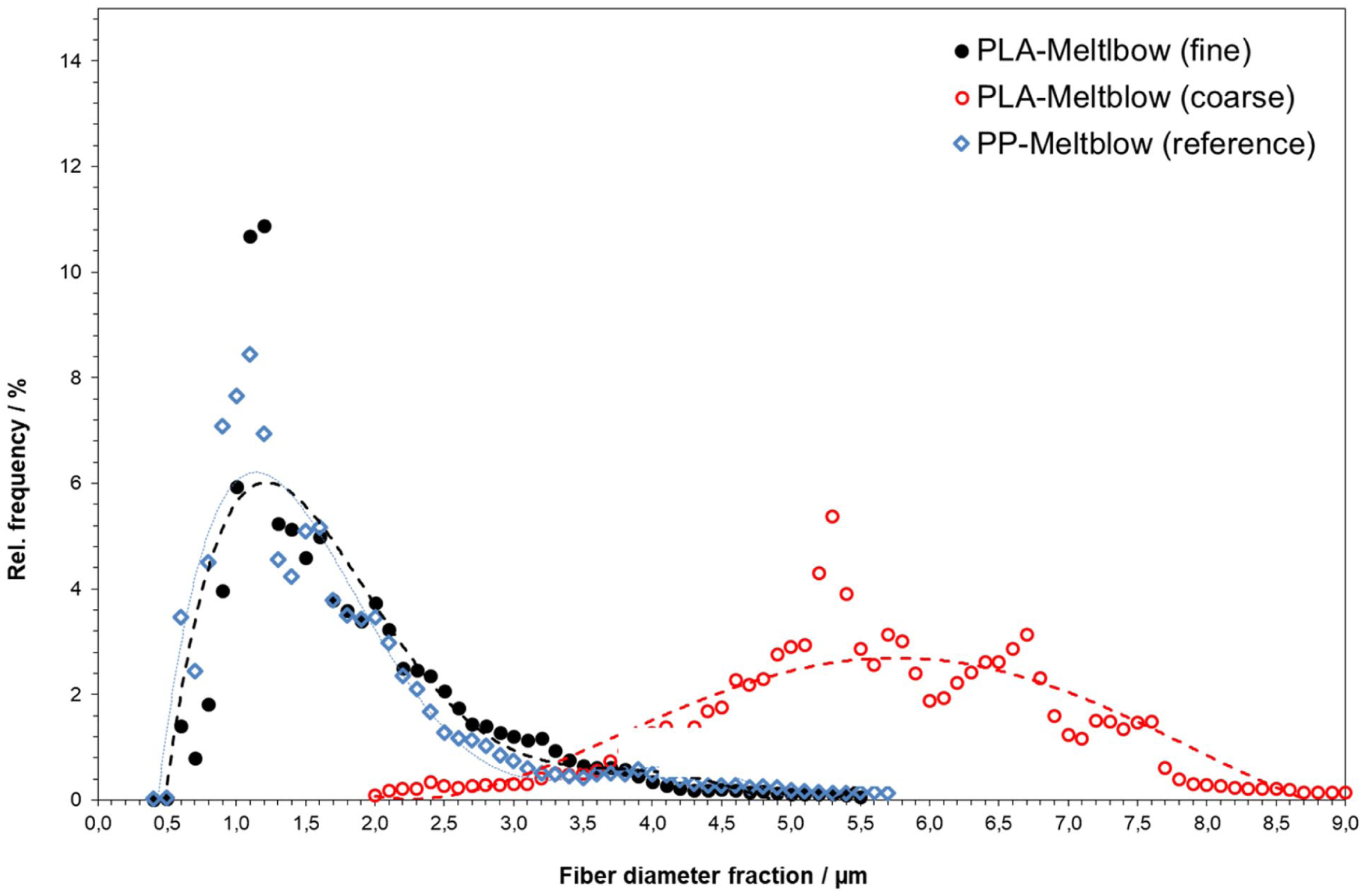
Fiber diameter distributions (from SEM, ×1000) of the meltblown nonwoven samples.
Both exemplary PLA samples (fine and coarse) as well as the PP reference show a typical left-weighted gaussian-like distribution. Here, both fine fiber samples, from PP and PLA, show an almost identical curve, represented by mean and average values close to each other, shown in Table 2 with additional specifications (which were determined on the nonwoven samples (as-produced and references). These determines median values agree – as discussed already before – to the findings of Hammonds et al., 22 while a similar distribution width was reported by Zhang et al. 19 Jafari 25 showed a distribution ranging from 1 to 9 μm with an average diameter of 2.99 μm indicating also a left weighting of the examined distribution.
Nonwoven properties of meltblown tests with PLA Luminy L105 and reference samples; data format: mean average ±

The results indicate that fibers produced using PLA exhibit a comparable diameter to those made with PP (PLA 1.37 µm vs PP 1.41 µm). Similarly, the resulting fabric thickness and air permeability fall within the same range, suggesting that the pore sizes and also the specific surface are directly comparable. However, the filtering effect is more efficient with PP achieving 90% and lower pressure drop. As influence of the specific surface was previously excluded, one hypothesis for this can be a tribological effect of friction and charge carrier transport at/along the surface. However, the filtration efficiency of the PLA nonwoven is with up to 75% higher as in the study of Zhang et al. (63.5% against aerosols with a flow velocity of 0.053 m s−1) and diameter size of 0.3–0.5 µm 19 – reflecting the state of the literature – and significantly higher than in the study of Jafari (40% against mono-disperse dioctyl phthalate particles of 0.3 μm at flow velocity of 0.053 m s−1) 25 – in both cases at even lower fabric grammage (25 in our study vs 45 g m−2 and 40 g m−2).19,25
The mechanical properties, determined by tensile test are listed in Table 3.
Mechanical properties of meltblown fabrics of PLA Lumny L105 and reference samples; data format: mean average ±

Of note is, that the fine PLA meltblown sample shows superior strength and elasticity compared to the PP reference, in machine direction (MD) as well as in cross direction (CD). Interestingly, even the coarse fiber PLA fabrics show comparable strength compared to (fine fiber) PP fabrics, indicating a very good fiber-to-fiber adhesion within the nonwovens. As can be seen in the micrographs no re-melting was observed contributing as binding points, which could lead to misinterpretation of the mechanical data.
As expected, the spunbond reference is mechanically stronger, but the difference to PLA meltblown is comparatively small (factor of ~2.5 in MD and ~1.9 in CD). In contrast, the strength gap widens considerably when compared to PP meltblown, showing factor of 6 (MD) and 3 (CD). However, while existing studies focus on achieving fine fiber diameters under the aspect “the finer the better,” the results show a so far unconsidered potential in generating coarse-as-possible meltblown fabrics. To mimic spundbond-like media by laying down fibers in the same range of diameters was successfully shown. To increase the mechanical performance into the direction of spunbond fabrics is an open issue, but post consolidation treatment, such as moderate thermo-mechanical calendaring offers an established process to at least reach higher strength. Even if spunbond-performance cannot be reached to 100%, application dependent values below could also be acceptable.
Statistical analyses of the nonwoven properties
Statistical analyses of the collected data were performed by ANOVA test (method: One-Way ANOVA with a significance level of 0.05) with the following result (Table 4):
ANOVA test results of the examined nonwoven properties.
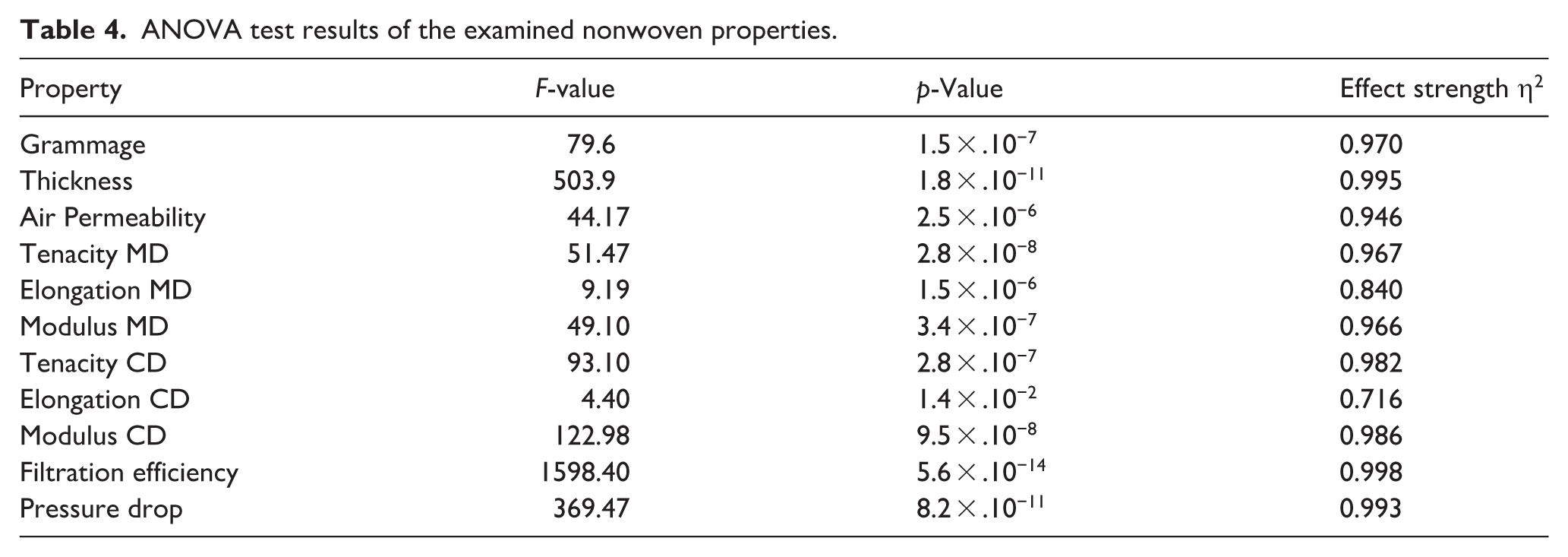
As all p-values lie below the significance level of 0.05, all measured properties differ statistically significantly among the five samples. As most effect strength values lie above 0.95 the differences are not only significant but also practical relevant. In particular, very strong deviating are the filtration efficiency and pressure loss as well as the fabric thickness, while for example, the elongation in MD and CD are only moderately dependent with η2 = 0.72 and 0.84. Following from this, the filtration performance is strongly influenced by the process parameters and thus can be tailored by adjusting the desired fiber length to the targeted fabric thickness.
As the null hypothesis (H0: all group means are equal) is rejected for all 11 characteristics, it is justified to perform the Tukey-HSD (Honestly Significant Difference)-Post-Hoc-Test for all characteristics. The critical span width (HSD) was calculated and all paired differences between the mean values compared. The results are shown in Table 5.
Tukey test (Post hoc HSD) results of the examined nonwoven properties.

A: PLA-Meltblown (fine), B: PLA-Meltlbown (coarse), C: PP-Meltlbown, D: PLA-Spunbond, E: PLA-Meltblown (super-coarse); ✓: difference is statistically significant (α = 0,05), ×: difference is statistically not significant; -: property not measured for at least one of both comparison partners.
Uniform significant differences, meaning a total separation of the values (differences in all 10 group pairs) are found for the fabric thickness the filtration efficiency and the pressure loss, confirming the conclusions from the ANOVA test. Furthermore, selective differences, indicating a process dependency, the grammage and the mechanical properties (tenacity, elongation and moduli) differ into significant groups of different means, but show no difference between groups with similar means. The property showing the lowest significant differences is the air permeability, where only the super-coarse meltblown PLA differs significantly from the other samples, which don’t differ significantly from each in terms of the air permeability.
Electret charging
The filtration efficiency of produced PLA meltblown fabrics are given in Figure 6.

Plots of filtration efficiency in paraffin oil (9.3 m s−1) versus aerosolsize fraction for the nonwoven samples with differing electret treatment.
All samples are produced according to the sample PLA–meltblow (fine) under variation of the charging treatment. Again, compared to the literature in field, higher filtration efficiencies of 97% (offline + online charged) and 93,2% (only offline charged) were reached than reported by Zhang et al. (88.5% after charging with an electrical field of −30 kV at a pressure drop of around 40 Pa) and Jafari (93.2% after corona charging with +22 kV). 25
What can be observed is that filtration efficiency (at low particle sizes is significantly improved by applying an electret treatment. This, of course impacts the filtration performance in total and eliminates the particle size dependence on the filtration performance within the analyzed range.
Here, the online charging shows a lower influence than the offline treatment, which can be explained by the significantly reduced exposure time set by the process velocity, which is >100 m s−1 below the spinneret39 and 0.6 m min−1 in our offline process. Of note is, that more efficient loading with 99% filtration efficiency over all particle size fractions was achieved by using both, offline- and online electret charging. The advantage of the combination can be referred to a higher penetration of charge into the melt by online charging and a higher surface charge carrier generation by offline charging.
The stability of the charging treatments over time is presented in Figure 7.

Total filtration performance (d = 0.1–4.0 µm), filtration efficiency for 0.4 µm aerosols and pressure drop in paraffin oil (9.3 m s−1).
As expected, the pressure drop stays constant for all samples between 37 and 39 Pa. Both offline charged fabrics and “online + offline”-charged fabrics showed a drop of total and fractional filtration efficiency, when measuring the efficiency again after a couple of days. This stays in agreement to literature findings, where this loss was especially measured within the first day(s) after processing and in the range up to 5%. 19 However, it can be introduced and increased by further treatment, for example, following processing steps and assembling of the nonwovens, especially in contact with polar liquids like isopropanol. In our study, no further loss of filtration performance was observed for longer storage of fabrics up to 3 months (90 days).
The discussed loss over time was further examined for using two different voltages for the offline charging. Therefore, the filtration curves are compared in Figure 8 against the uncharged reference.

Plots of filtration efficiency in paraffin oil (9.3 m s−1) versus aerosol size fraction for the nonwoven samples with differing electret treatment.
Initially, the fabrics loaded with a voltage of 30 kV show a higher filtration performance compared to 20 kV, especially for low aerosol sizes (<0.6 µm). However, this difference vanishes after the initial reduction in applied charge, and both curves subsequently follow a similar trend, lying slightly below the initial curve of the “20 kV”-sample for particles smaller than 0.4 µm. Summarizing, the influence of the electret charging could be successfully used to introduce an additional filtration mechanism by electrophoresis, additional to the mechanical separation mechanism, represented and quantified by the untreated sample. In special lower sized particles are filtered by electrophoresis and dielectrophoresis effects, whereas the charge carrier stability was found to be independent by the voltage of application, but not by the type (only offline or only online or offline + online).
Conclusion
This study proved that PLA can be processed into high-performance meltblown filtration materials under industrially relevant Exxon-type conditions. In contrast to studies conducted under laboratory setups, our results demonstrate that PLA can achieve fiber diameters, nonwoven structures, and functional properties comparable to polypropylene (PP) when processed at the same specification at same scale. A key contribution of this work is the demonstration that electret charging can raise the aerosol/particle filtration efficiency of fine-fiber PLA meltblown (grammage: 25 g m−2) to approximately 99%, thereby exceeding or matching PP material of similar fiber distribution. Moreover, the electret-induced performance remained above 90% over several weeks, proving the temporal stability of charge storage.
It was further shown that PLA exhibits a distinct sensitivity to process parameter variation, enabling the controlled formation of both very fine (meltblown typical) fibers and coarse, spunbond-like media. Although the coarse fabrics still showed lack in mechanical strength opposed to consolidated PLA spunbond, these findings are promising to open the possibility to form multifunctional carrier – filtration layer – media only using the meltblow technology. One approach for further research is to consider post treat the laid down fabrics, for example, by comprehensive calendaring tests to improve the mechanical strength and reaching to strength values provided by spunbond media.
Overall, this research contributes to the identification of potentials for replacing fossil-based PP in filtration applications with bio-based PLA. It makes PLA a strong candidate for the future development of sustainable nonwoven technologies, particularly in air filtration, medical masks, and lightweight composite systems.
Footnotes
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The results presented in this article were obtained in the ZIM research project “Entwicklung und Fertigung eines biologisch abbaubaren Vlieses sowie dessen Verarbeitung am Beispiel einer OP-Maske (BioMaske)” (ZIM No. KK5028308RU2), funded by the German Federal Ministry for Economics and Climate Action.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.