
Abstract
Determining the tensile strength of nonwoven fabrics is one of the important factors considered for operational performance of the fabrics, especially for fabrics that are exposed to acidic condition. Polyacrylonitrile (PAN), polyphenylene sulfide (PPS) and polyimide (PI) fibres are used to produce fabrics that can withstand harsh chemical condition and still possess the required tensile strength; however, over a period of time the tensile strength gradually decreases. The Box–Behnken design method results showed that it can model and describe the effects of process parameters on the tensile strength of spunlaced fabrics in both cross direction and machine direction. The contour plots’ results indicate that varying the fibres polyacrylonitrile (−1), polyphenylene sulfide (0) and polyphenylene sulphide/polyimide (1) from −1 to 1 increases the fabric tensile strength in both machine direction and cross direction. For water jet pressure 60 bar (−1), 80 bar (0) and 100 bar (1), increasing the pressure from −1 to 1 increases the fabric tensile strength in cross direction but in the machine direction the fabric strength decreases. Increasing the fabric area weight of 440 g/m2 (−1), 500 g/m2 (0) and 560 g/m2 (1) from −1 to 1 decreases the tensile strength. Exposing fabrics to sulphuric acid (H2SO4) decreases the fabric tensile strength in both machine direction and cross direction due to the degradation of the fibres and the loss decreases gradually with the duration of exposure. For PAN fabrics, the tensile strength decreases by 21% and that of PPS and PPS/PI fabrics decrease by 10% and 6%, respectively.
Introduction
Nonwoven fabrics are used in applications where they are subjected to various stresses during operation. As a result of it, the fabric strength decreases and the fabrics must possess appropriate structural stability and mechanical strength to withstand the stresses. Structural stability and mechanical strength are influenced by the fibrous structure composed of randomly and directionally oriented fibres. Fabric filter bags are used in filtration applications. Since filter bags are suspended and continuously expanded and contracted during operation, the bags must possess appropriate mechanical strength. In order to produce nonwoven fabric bags with appropriate strength, the needle-punching and spunlacing manufacturing methods are used [1,2]. Different types of fibres can be used to produce needle-punched and spunlaced fabrics. In this study, the focus is on the use of polyacrylonitrile (PAN), polyphenylene sulfide (PPS) and polyimide (PI) fibres which possess good chemical, thermal and mechanical properties. PAN, PPS and PI fibres are used in conditions where fabrics are required to possess good chemical and temperature resistance. Such conditions exist in filter baghouses of coal power plants where fabric filter bags capture fly ash [2]. Less expensive fibres like polyester and polyamide cannot be used as they are more susceptible in such conditions. Polyester fibres have good resistance to acid but long-term exposure rapidly degrades the fibres and with polyamide the fibres are even less resistance acid [3,4].
Spunlacing is one of the web bonding methods used to produce nonwoven fabrics. It uses high velocity water jets to entangle fibres in the web on a perforated screen to form a nonwoven fabric. In order to produce a fabric with a desired area weight, the web area weight is increased or decreased by controlling cross-lapping speed. Fibre entanglement occurs when the water jets hit and penetrate the web, and this creates turbulence which causes the movement and rearrangement of fibres and as a result the fibres are entangled. The degree of fibre entanglement is influenced by the water jet pressure. The water jet pressure is considered to have a linear relationship with fabric tensile strength [5]. By increasing or decreasing the water jet pressure, a fabric with the desired fabric strength can be produced [6,7]. The main disadvantage of the spunlacing method is the higher amount of energy consumed during the production processes unlike the needle-punching processes where energy consumption is at a lower side [8]. Despite this, the spunlacing method is considered to be more attractive than the needle-punching, as it causes minimal or no damage to fibres. This ensures long durability of spunlaced fabrics [2].
When designing fabrics that are subjected to mechanical stresses, one of the most important factors considered is the fabric tensile strength. The ability of the fabric to resist tensile stresses is important for maintaining the structural integrity of the fabrics, as the loss leads to premature failure. Other factors that can also influence fabric tensile strength are fibre types, degree of fibre entanglement and fabric construction type. Compared to other types of fabrics, nonwoven fabrics have better resistance to crack propagation due to the ability of fibres to slide against each other when elongated. Spunlaced fabrics with a high degree of fibre entanglement generally possess high fabric tensile strength; however, excessive fibre entanglement can decrease the fabric tensile strength due to the inability of fibres to slide against each other when elongated [5]. Each nonwoven web with a particular area weight has a capacity for maximum water jet pressure that can be used to achieve maximum fabric tensile strength and increasing the water jet pressure beyond this optimal point is found to have minimal or no improvement on fabric tensile strength [9,10].
In coal power plants, acid dew point occurs due to condensation of gases such as sulphur dioxide (SO2) and sulphur trioxide (SO3) that are generated during the combustion of coal. The gases react with moisture to form sulphuric acid (H2SO4). If the temperature drops too low, the H2SO4 condensates to form a liquid on the surface of the materials and causes degradation or corrosion. When the temperature of the flue gas drops below 176°C, SO3 reacts with moisture to form H2SO4. Since low temperature promotes condensation, the temperature of the flue gas is kept above the acid dew point of H2SO4 in order to suppress condensation of acid vapour [11–13]. When acid vapour condenses, it reacts with fly ash resulting in sticky fly ash and it is difficult to remove from the filters. The acid also causes corrosion of materials [14]. In order to minimise acid damage to fibres, the filter bags are made from fibres that are acid resistant. In addition to acid damage, the filter bags are subjected to constant expansion and contraction during the cleaning cycle and this gradually wear the filter bags and the fabric tensile strength gradually deteriorates. Exposing uncoated PAN fabrics to H2SO4 is found to decrease the tensile strength more than those coated with nanoclay. The nanoclay layer reduces the degradation of fibres by acting as a barrier between acid and fibres [15].
In order to optimize processes, the Box–Behnken design method (BBD) can be used and selected number of experimental tests are performed to achieve optimization [16]. By using the BBD method, the effects of process parameters on the dependent variables are studied simultaneously unlike other methods such as the univariate method that predicts the effects of one variable at a time. Another advantage of the BBD method is that it requires less experimental trials to study the effects and interactions of all the independent variables on the dependent variables unlike methods like univariate [17–19]. By using cost-saving modelling method such as BBD method, the spunlacing process parameters can be optimized to enhance fabric tensile strength, and to make the spunlacing more appealing than the needle-punching method. The aim of this study is to produce spunlaced filter fabrics and use the BBD method to model and predict the fabric tensile strength. In addition, an attempt is made in this paper to simulate the acidic condition the filter bags are subjected to in the power plants by conducting trials on H2SO4 exposure on fabric samples with varying exposure time and the tensile properties are evaluated and compared before and after H2SO4 exposure.
Experimental
Sample preparation
Three different groups of carded webs (PAN, PPS and PPS/PI) are prepared and woven fabric scrims are incorporated between the second and third layers before spunlacing (Table 1). PAN scrim was used for PAN fabrics, PPS for PPS and PPS/PI fabrics. The details of the woven fabric scrim are as follows: 2.2 dtex PAN, warp: 118 threads/10 cm; weft: 87/10 threads/10 cm for PAN scrim; 2.2 dtex PPS, warp: 118 threads/10 cm; weft: 87/10 threads/10 cm for PPS scrim. The fabric types are divided into three groups (A, B and C) and each group is subdivided with approximately the same weight per unit area of 440, 500 and 560 g/m2 and spunlaced at 60, 80 and 100 bars on the Fleissner Aquajet hydroentanglement machine, which has three manifolds (Table 2). The first manifold is used for prewetting, whereas the second and third are used for spunlacing at higher water jet pressure. The prewetting water jet pressure is kept constant at 10 bar for all types of fabrics. Samples are dried for 48 h and then conditioned for 24 h prior to testing at standard testing atmosphere of 21 ± 2°C and 65 ± 2% relative humidity (RH).
Specification of the spunlaced fabrics along with fibre arrangements.

Note: PAN = A, PPS = B and PPS/PI = C.
The coded and uncoded symbols of variables and values of fabric tensile strength.
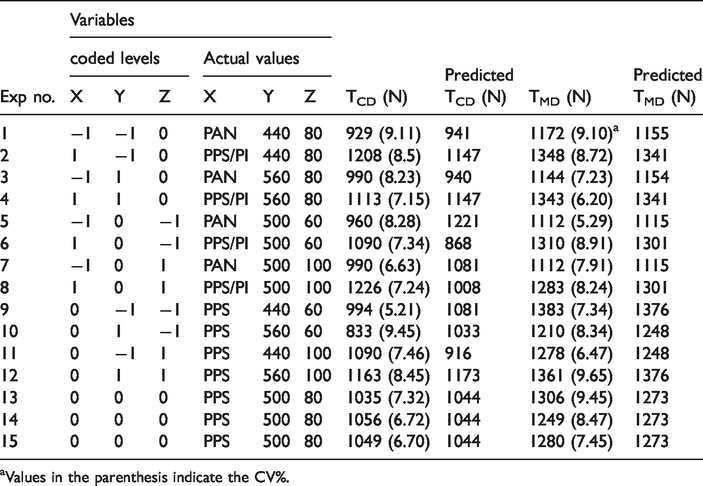
Values in the parenthesis indicate the CV%.
Tensile strength
Five samples from each fabric type (Polyacrylonitrile, polyphenylene sulfide and polyphenylene sulphide/polyimide) are randomly taken in the machine direction (MD) and another five in the cross direction (CD). The fabric tensile strength was measured on a tensile tester (Instron 3369) according to the EN ISO 13934-1 standard strip test method at standard laboratory testing conditions of 21 ± 2°C and a RH of 65 ± 2% [20]. The traverse speed was 100 mm/min and the gauge length was 20 mm. The rectangular samples measured 50 mm × 300 mm. Samples were tested in the machine direction (MD) and cross direction (CD) for each fabric type, as shown in Table 1.
Acid dew point
The acid dew point was measured according to the test methods as discussed in other publications [10,21]. PAN, PPS and PPS/PI fabric samples are divided into four groups (first, second, third and fourth). Samples from the first, second, third and fourth groups are immersed in 10% sulphuric acid (H2SO4) solution for 1 h before being removed and allowed to dry for 1, 7, 14 and 21 days at standard laboratory testing conditions of 21 ± 2°C and a relative humidity of 65 ± 2%. After one day, samples from the first group are tested for tensile strength according to the EN ISO 13934-1 standard strip test method. Similarly samples from the second group are tested for tensile strength after seven days. Likewise samples from the third and fourth groups are tested after 14 and 21 days, respectively.
Significance test
The difference between the average results of the fabric tensile strength is estimated using the multi factor analysis of variance (ANOVA) using Excel 2016 at P ≤ 0.05 levels. The difference between the fabrics is significant with a P value lower than 0.05.
Results and discussion
Statistical analysis of parameters on fabric tensile strength
Fibre type, area weight and water jet pressure are considered as the most important process parameters that have significant influence on the spunlaced filter fabric properties. To study the influence of the parameters on the fabric tensile strength, the BBD is used for both CD and MD and the regression coefficients values are shown in Tables 3 and 4. The models are developed on the basis of data indicated in the tables and are shown by the following equations

ANOVA of the relationship between independent variables on the dependent variable (fabric tensile strength) in CD.

ANOVA of the relationship between independent variables on the dependent variable (fabric tensile strength) in MD.

ANOVA for TCD.

ANOVA for TMD.

Terms composed of the products of two factors represent the interaction of the dependent variables. The regression coefficient of determination (R2) and adjusted R2 values and percentages for the CD are 0.833 (83.3%) and 0.788 (78.8), and for MD are 0.954 (95.4%) and 0.935 (93.5%). High values for R2 and adjusted R2 indicate high correlation between the observed and predicted values [16]. This shows that the variation in dependent variables is explained by the variation in independent variables. The statistical significance value (P) is 0.000 for both directions and a P value that is less than 0.05 is considered to be statistically significant. Both F values are large enough to be considered as significant. According to Tripathi et al. [16], a large F value (Tables 5 and 6) indicates that most of the variation in the dependent variables is explained by the regression model [16]. The coefficient of variation (CV) for all the samples is less than 10% and it is depicted in the parenthesis (Table 2). The results show that the independent variables in the regression models have significant effect on the fabric tensile strength. In order to verify the validity of each proposed model, the experimental values are compared with the predicted ones and the comparison indicates that both models can predict the trend, even though the models are not robust enough to predict values that are closer to experimental values.
Effects of tested independent variables on the fabric tensile strength
Effects of pressure and area weight on the fabric tensile strengths at different fibre types
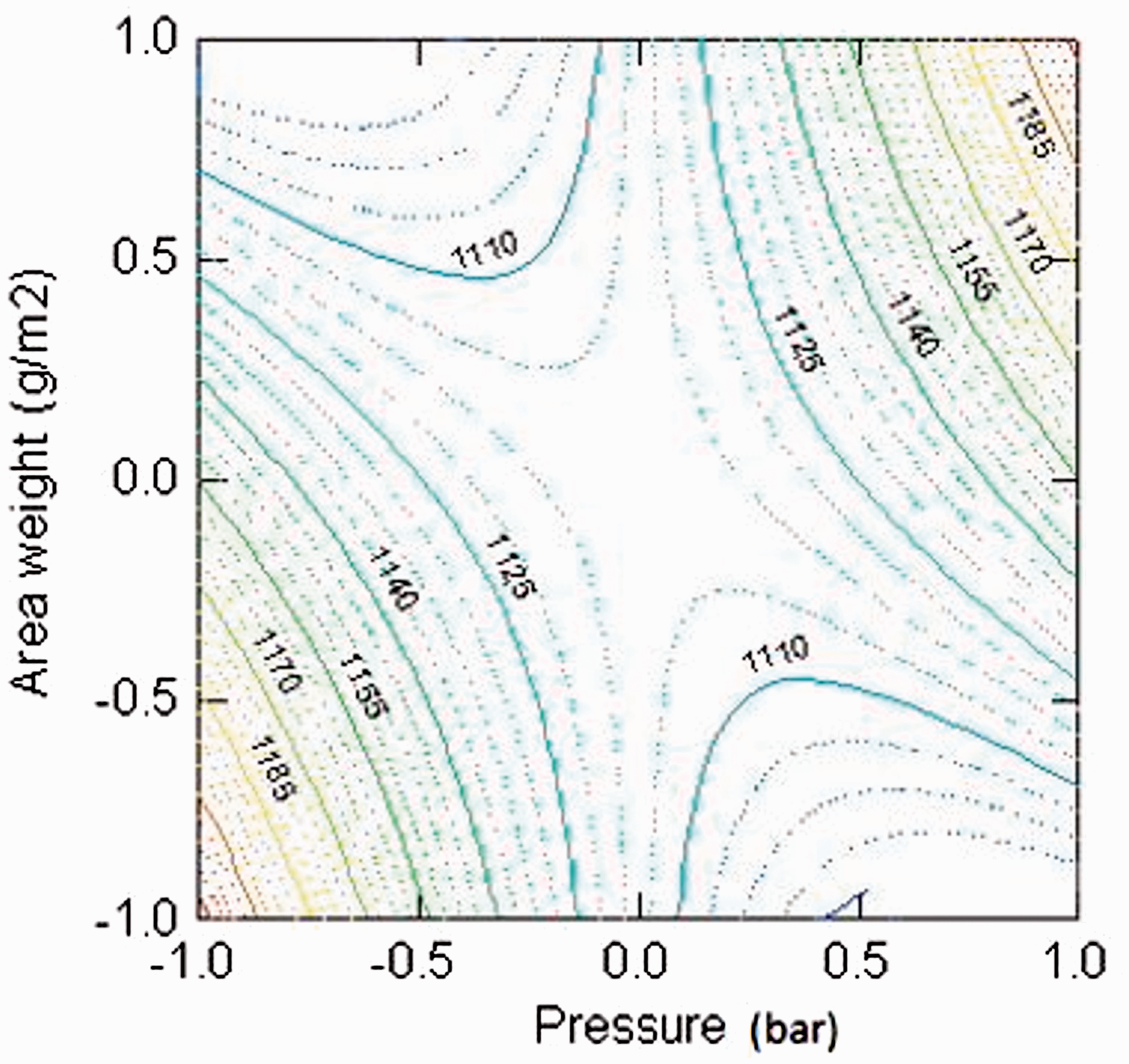
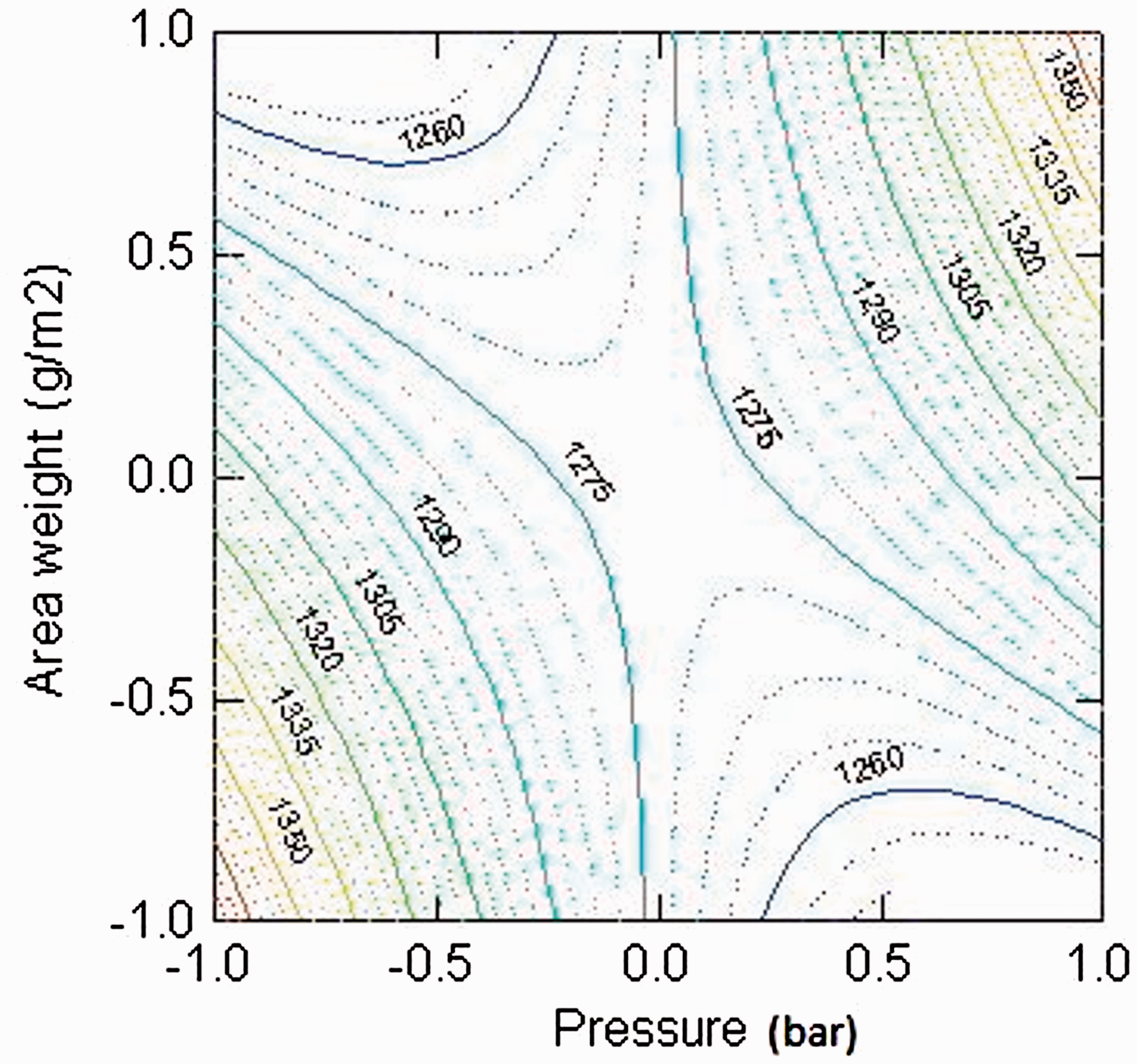
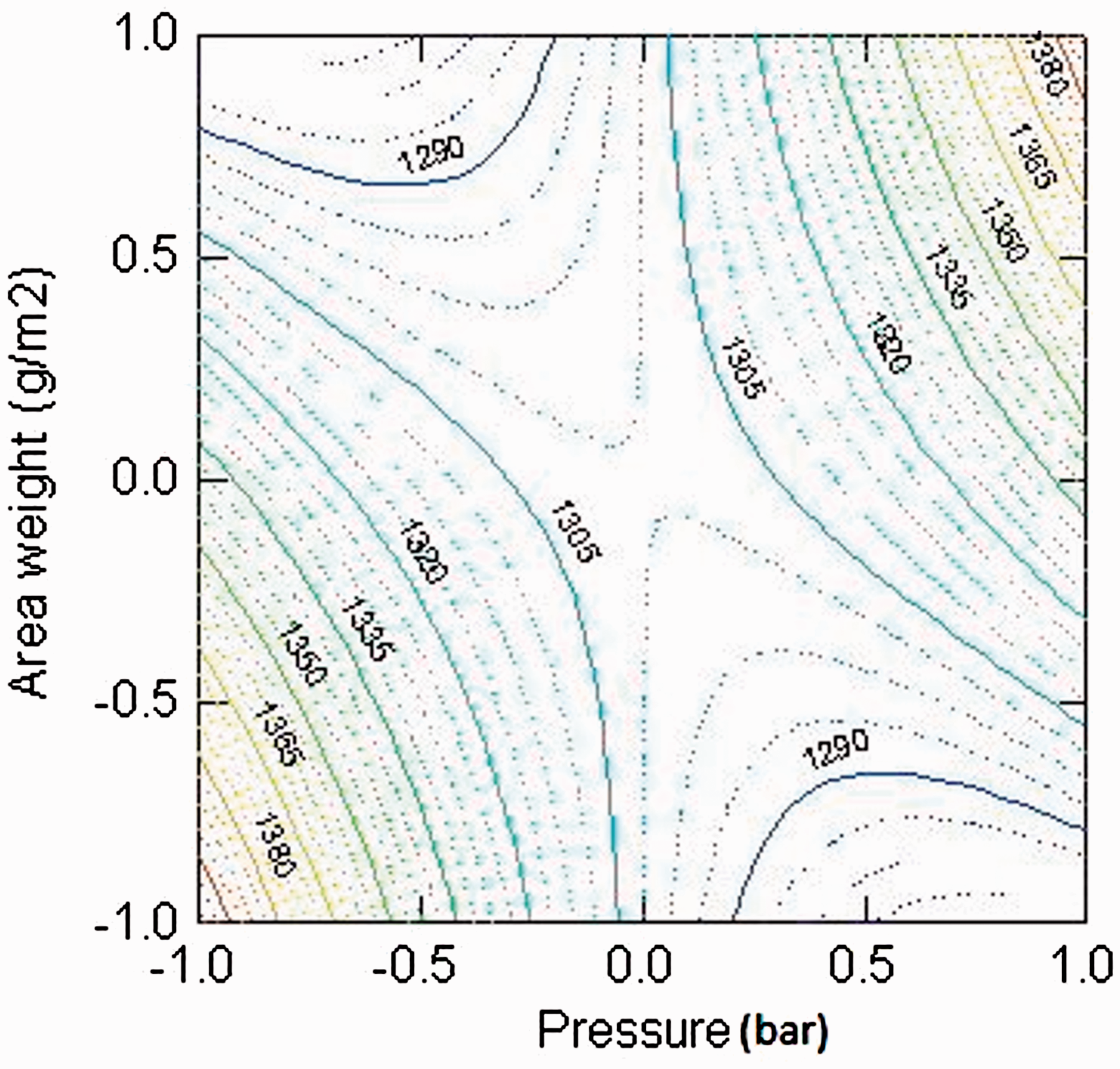
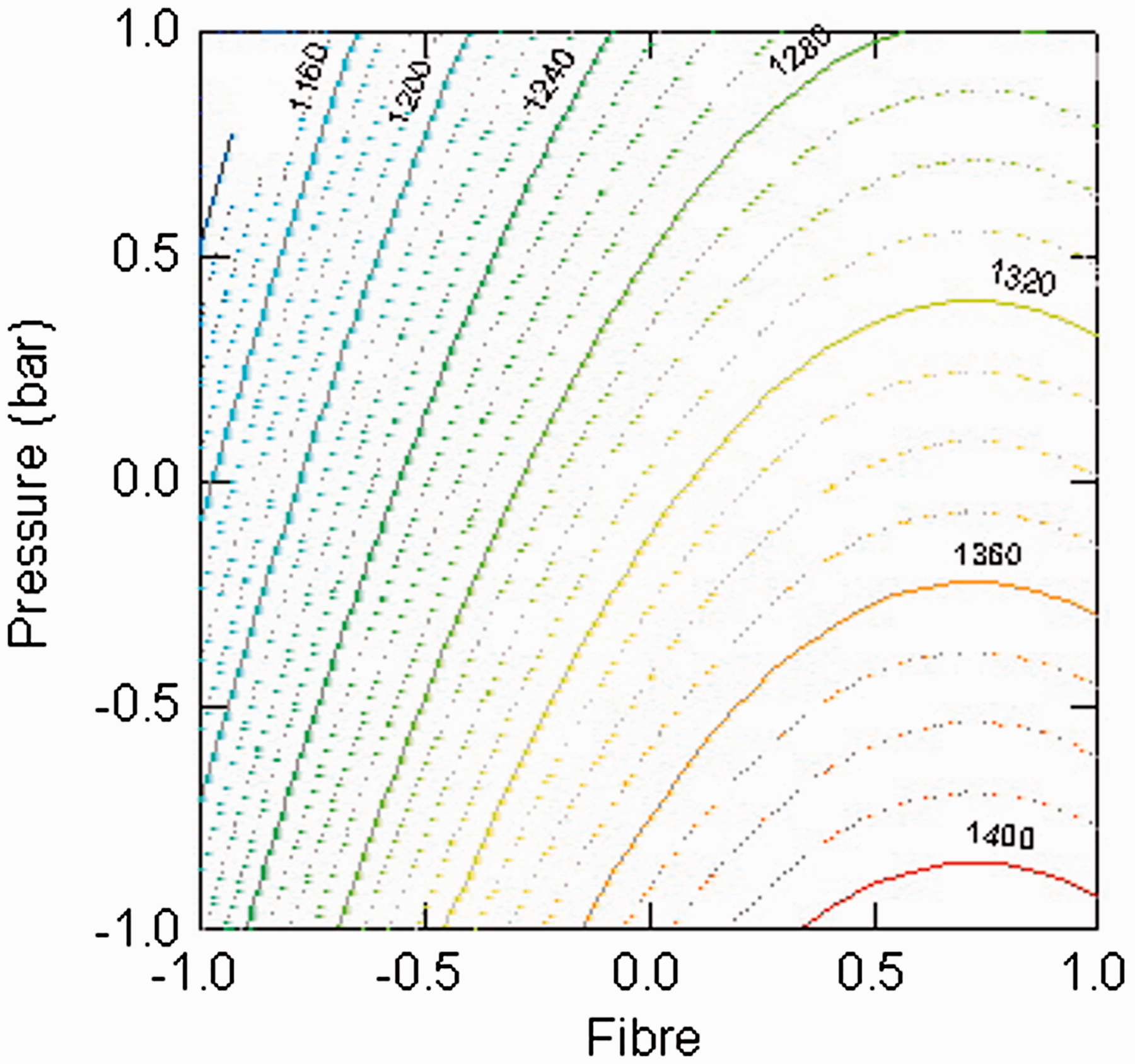
The effects of pressure and area weight on fabric tensile strength are studied by varying pressure and area weight from −1 to +1 level. Figures 1 to 6 show the effects of area weight and water jet pressure on the fabric tensile strength of PAN (−1), PPS (0) and PPS/PI (1) fabrics in both MD and CD. Increasing fabric area weight decreases the fabric strength due to decrease entanglement of fibres as less energy is transferred to increase the number of fibres contained per unit area. On the other hand, increasing the water jet pressure from −1 (60) to 1 (100) bar increases the fabric strength in the CD, but in the MD there is a decrease. Increase in fabric strength as the water jet pressure increases is in consistent with the observation of others [5] as well as that of increasing the water pressure increases the fabric strength due to the increase in fibre entanglement [22]. Decrease in fabric strength in the MD can be attributed to excessive fibre entanglement, which restricts the ability of fibres to slide against each other when elongated and since less fibres are orientated in the MD hence the decrease in fabric strength [5].
The effects of water jet pressure and area weight on PAN fabric tensile strength fabric in the MD.

The effects of water jet pressure and area weight on PAN fabric tensile strength in the CD.
The effects of water jet pressure and area weight on PPS fabric tensile strength in the MD.

The effects of water jet pressure and area weight on PPS fabric tensile strength in the CD.
The effects of water jet pressure and area weight on PPS/PI tensile strength in the MD.

The effects of water jet pressure and area weight on PPS/PI fabric tensile strength in the CD.
Effects of pressure and fibre types on the tensile strengths at different area weights
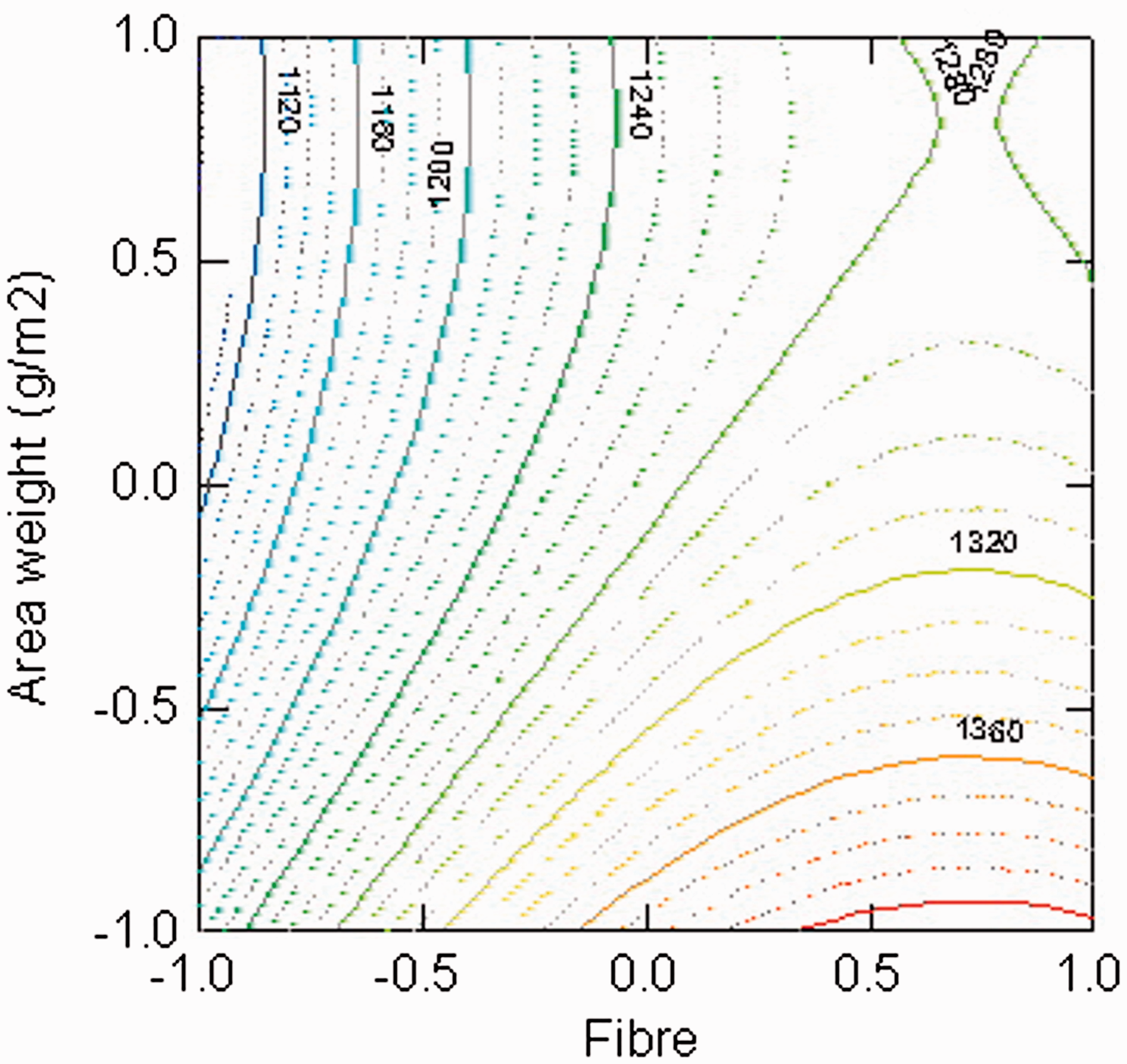
There are no contour plots for the effects of water jet pressure and area weight on the tensile strength of 500 g/m2 fabric in MD. In Figures 7 to 11, varying the fibre types from −1 to 1 increases the fabric tensile strength. This can be attributed to the composition and behaviour of different fibres when they were spunlaced. On the other hand, increasing water jet pressure shows mixed results. In Figure 7, increasing the water jet pressure decreases the fabric strength, but in Figures 8 to 11 the fabric strength increases. Decrease in strength for MD 440 g/m2 fabric was attributed to the same reasoning given under ‘Effects of pressure and area weight on the fabric tensile strengths at different fibre types’ section even though CD 440 g/m2 fabric shows an increase in fabric strength. It should be noted that spunlacing nonwoven webs that contain less fibres per unit area at extremely high water jet pressure causes a decrease in fabric strength as the water jets quickly penetrate the web and were deflected and lose some of the energy when they hit the belt and standing water on the belt. This decreases the amount of energy that was transferred to the fibres, and as a result less fibres are entangled [8,23]. Fabrics like 500 g/m2 and 560 g/m2 contain more fibres per unit area, and hence an increase in fabric strength was noticed when the water jet pressure was increased, as shown in Figures 9 to 11.
The effects of fibres and water jet pressure on 440 g/m2 fabric tensile strength in the MD.

The effects of fibres and water jet pressure on 440 g/m2 fabric tensile strength in the CD.

The effects of fibres and water jet pressure on 500 g/m2 fabric tensile strength in the CD.

The effects of fibres and water jet pressure on 560 g/m2 fabric tensile strength in the MD.

The effects of fibres and water jet pressure on 560 g/m2 fabric tensile strength in the CD.
Effects of area weight and fibre types on the fabric tensile strengths at different water jet pressures
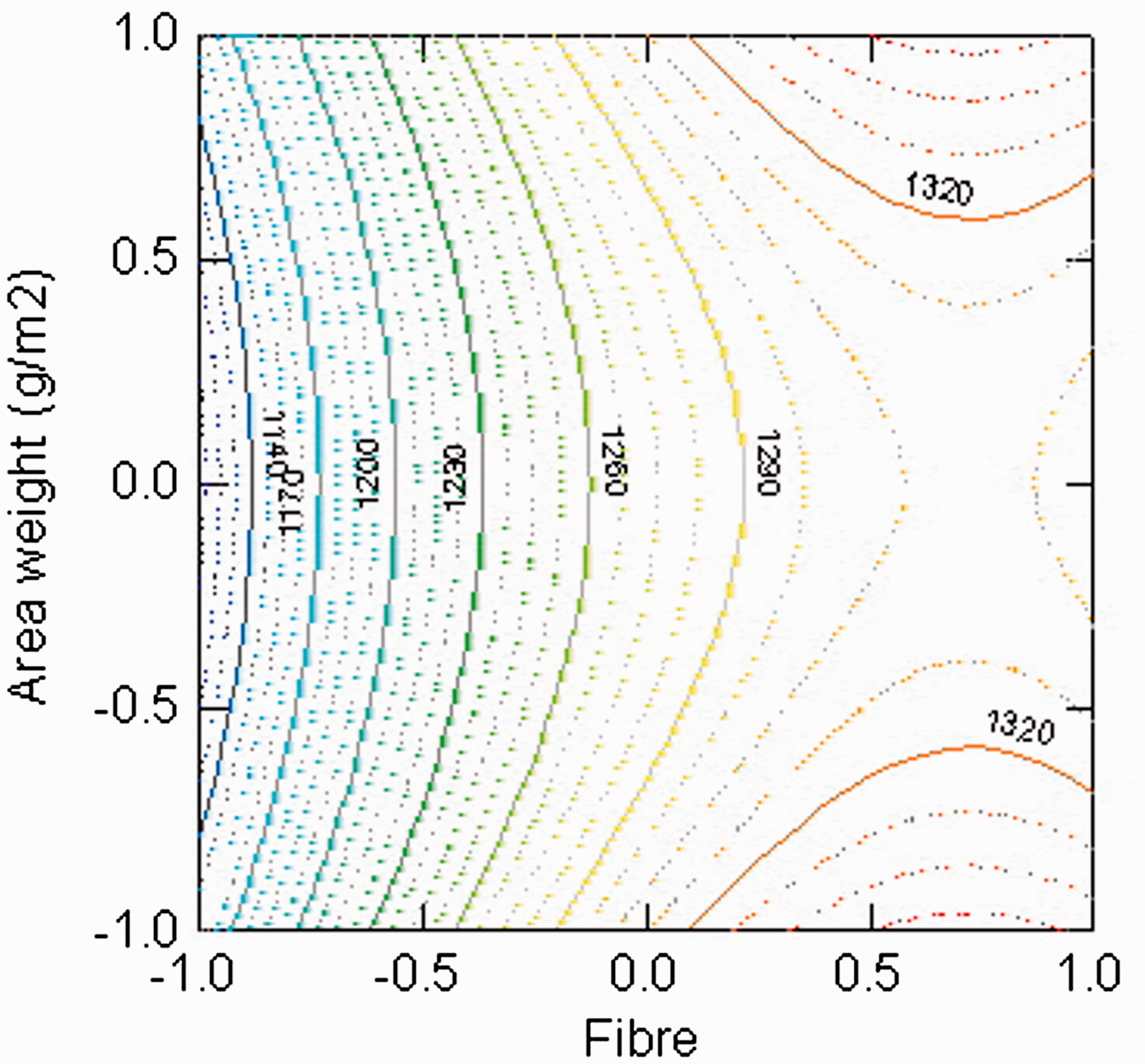
No contour plots for the effects of fibres and area weight on the fabric strength of fabrics spunlaced at 80 bar in the CD. Similarly, the variation of the fibre types from −1 to 1 in Figures 12 to 16 is accompanied by an increase in fabric strength. In Figures 12 and 13, an increase in area weight at low water jet pressure is accompanied by a decrease in fabric strength and it is attributed to less fibre entanglement as less energy is transferred to increased number of fibres. However, in Figures 15 and 16 when the water jet pressure is increased, more fibres are entangled and the fabric strength increases. Each nonwoven web with a particular area weight has a capacity for maximum water jet pressure that can be used to achieve maximum fabric tensile strength and increasing the water jet pressure beyond this optimal point is found to have minimal or no improvement on fabric tensile strength [9,23].
The effects of fibres and area weight on the fabric tensile strength at 60 bar in the MD.

The effects of fibres and area weight on the fabric tensile strength at 60 bar in the CD.
The effects of fibres and area weight on the fabric tensile strength at 80 bar in the MD.

The effects of fibres and area weight on the fabric tensile strength at 100 bar in the MD.

The effects of fibres and area weight on the fabric tensile strength at 100 bar in the CD.
Fabric tensile strength before and after acid exposure
Some of the selected samples (Table 7) are tested for H2SO4 exposure with varying time frame of 1 to 21 days. The purpose of this test is to simulate the H2SO4 acidic condition in the bag house found in the coal-fired power plants. It throws some light on the behaviour of the bags in the acidic condition and it is related to the durability of the bags.
Fabric tensile strengths before and after acid exposure.

It is observed from the above table that exposing spunlaced fabrics samples to H2SO4 decreases fabric strength due to the degradation of the fibres [22]. The fabric strength decreases gradually with the duration of exposure. PPS/PI fabrics are more resistance to acid than PPS and PAN fabrics. After 21 days, the fabric strength of PAN 440 g/m2 80 bar decreases more than that of PPS/PI 440 g/m2 80 bar and PPS/PI 560 g/m2 80 bar. For PAN 440 g/m2 80 bar, the decrease is about 21% and that of PPS/PI 440 g/m2 80 bar and PPS/PI 560 g/m2 80 bar is about 6%. The difference in the loss of fabric strength is due to the chemical composition of the fibres. This shows that exposing fabrics to acidic condition gradually accelerates the loss of fabric tensile strength.
Conclusion
This study shows that the BBD method can be used to optimize the tensile strength of the fabrics; however, when it comes to prediction, the model is not robust enough. Varying the fibre type increases the fabric strength. Increasing water jet pressure increases the fabric strength in the CD but in the MD the fabric strength decreases. Increasing the fabric area weight decreases fabric strength; however, if the water jet pressure is increased simultaneously, the fabric strength increases. Exposing fabrics to H2SO4 decreases the fabric tensile strength (MD) and this decrease increases with the duration of exposure. PPS/PI and PPS fabric showed good and moderate resistance to H2SO4 as compared to the PAN samples showing least resistance. For PAN fabrics, the tensile strength decreases by 21% and that of PPS and PPS/PI fabrics decrease by 10% and 6%, respectively.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is based on the research supported in part by the National Research Foundation of South Africa (grant-specific unique reference numbers (UID) 96714 and 104840).
ORCID iDs
Asis Patnaik https://orcid.org/0000-0001-7203-7185 Rajkishore Nayak ![]()