
Abstract
This study investigates the creation and characterization of sustainable composite materials derived from waste cotton, coffee husk, and sawdust. The composites were manufactured using a compression molding technique with different blend ratios: CFS1, CFS2, and CFS7 (66.667% and 16.667%), CFS3 (33.333%), and CFS4, CFS5, and CFS6 (100%). The mechanical, thermal, and physical properties of these composites were evaluated following ASTM standards. Thermal conductivity was determined using the ASTM C177 guarded-hot-plate method, assessing the materials’ potential as thermal insulators. According to EN ISO 10456, materials with a thermal conductivity (λ) below 0.06 W/(mK) are classified as effective thermal insulators. The thermal performance of the samples was tested over a temperature range of 0°C–600°C. The findings revealed that the composite made of equal proportions of cotton fiber (33.33%), coffee husk (33.33%), and sawdust (33.33%) exhibited the best thermal insulation performance, with a thermal conductivity of 0.048 W/(mK) and an insulation value of 0.052%. Additionally, the thickness of the composites significantly affected their performance, with thicker samples demonstrating superior thermal insulation properties. The waste-based composites also displayed exceptional moisture resistance under high-humidity conditions, maintaining their insulation efficiency. This study underscores the potential of utilizing waste fibers as reinforcement materials, offering both environmental sustainability and economic benefits, particularly for rural communities. The results provide a strong foundation for the development of innovative and eco-friendly thermal insulation materials.
Introduction
The waste materials, such as cotton, coffee husk, and sawdust, pose significant environmental challenges. Repurposing these materials into valuable products offers a sustainable approach to addressing these issues while maximizing resource efficiency. Thermal insulation is one promising application, playing a crucial role in regulating heat transfer, especially in areas like automotive interiors. Research has highlighted the effectiveness of waste-derived materials as thermal insulators for automotive components. Cotton, coffee husk, and sawdust can be mechanically processed into short fibers and are widely used as reinforcements in epoxy composites. These materials are particularly appealing due to their abundance, favorable physical and thermal properties, ease of processing, biodegradability, low production costs, and light weight. However, their physical and mechanical properties can vary due to differences in their natural composition. 1 Composites made from waste materials offer distinct advantages over traditional biological thermal insulators, such as lower production costs, ease of handling, and reduced environmental impact. Industrial processes have been developed to transform these waste materials into thermal insulation products, unlocking innovative applications in fields like automotive manufacturing. Numerous studies have investigated the fabrication and performance of composite materials derived from waste fibers, emphasizing their thermal insulation properties. These studies confirm the effectiveness of natural fiber-based insulation materials in resisting heat transfer. Overall, the findings demonstrate the significant potential of waste-derived composites as efficient, eco-friendly, and sustainable solutions for thermal insulation applications. 2
The transfer of heat through various composite materials used as thermal insulators has been extensively studied. Researchers have found that the thermal, physical, and mechanical properties of insulation materials derived from cotton, coffee husk, and sawdust waste are significantly influenced by their thickness and density. Based on a thermal conductivity value of 0.033 W/mK observed in these waste-based textile composites, it was concluded that such materials hold great potential as effective thermal insulators. 3 The thermal insulation properties of waste-derived composites were investigated across samples with varying densities, thicknesses, and airflow resistance. The primary objectives in selecting these composites were to ensure they are lightweight and suitable for producing desirable thermal insulation materials. In this context, the relationship between composite thickness, density, and thermal performance was thoroughly examined. Furthermore, analyses revealed that increasing the density of composites results in higher thermal conductivity. Thermal insulation measurements also indicated that as the thickness of the composites increases, their heat insulation performance improves. Thermal insulation is among the most critical properties of textiles designed for technical applications. Various methods are commonly employed to evaluate thermal insulation values (TIV), including ASTM C177 guarded-hot-plate method, the constant temperature method, and the cooling method. These techniques enable precise assessment of the thermal performance of composite materials, contributing to advancements in insulation technologies. 4
The thickness swelling, water absorption, and mechanical properties of hybrid composites exhibited slight variations as the layering patterns of the composites were adjusted. Incorporating cotton fibers into waste material composites enhances their dimensional stability, extensibility, and density, improving the performance of pure waste composites. The microstructures of the composites were analyzed to investigate the mechanisms behind fiber-matrix interactions and their impact on mechanical properties. Coffee husk waste is derived from the husk of coffee seeds, while cotton fiber is a biodegradable and environmentally friendly material known for its excellent insulating properties and favorable physical, mechanical, and thermal characteristics. 5 The primary objective in selecting these composites was their lightweight nature, making them ideal for the production of insulation materials. Additionally, an increase in the density of the composites was found to enhance their thermal insulation performance. A key challenge with biocomposites is their high water absorption (WA) property, which was addressed in this study by applying an epoxy resin layer. The results from various tests revealed significant improvements in the overall properties of the biocomposites when compared to the pure biodegradable starch matrix. Furthermore, the biocomposites, made from a starch-glycerol biodegradable matrix and reinforced with waste fibrous materials, were fabricated using wet hand lay-up and compression molding techniques. Samples with different weight percentages of coffee husk, sawdust, and waste cotton fibers in the starch matrix were analyzed, demonstrating the enhanced performance of the reinforced biocomposites. 6
Experimental methodology
Materials
The materials utilized in this research include waste cotton fibers, coffee husk, and sawdust. The cotton fibers were collected as residual waste from textile manufacturing processes, specifically from carding operations. Coffee husk was acquired as a byproduct from coffee processing industries, while sawdust was derived from wood and furniture production activities. Density of raw materials is waste Cotton: ~0.04–0.1 g/cm³ (40–100 kg/m³) Coffee Husk: ~0.3–0.4 g/cm³ (300–400 kg/m³) Sawdust Powder: ~0.2–0.8 g/cm³ (200–800 kg/m³) Porosity plays a vital role in determining the mechanical strength, water absorption, and thermal insulation properties of composites made from waste cotton fibers, coffee husk, and sawdust. Due to its high cellulose content, waste cotton fibers have a moisture absorption capacity of around 8%–12%, which, if not regulated, can impact dimensional stability and overall strength. Coffee husk, characterized by its microporous structure and water retention ability of 5%–10%, influences the density and durability of the composite. Meanwhile, sawdust, with a lignocellulosic structure and an average porosity of 10%–15%, affects resin infiltration and adhesion. To enhance composite performance, porosity must be effectively managed through chemical treatments and compression molding, ensuring durability and structural integrity. 7 Alkaline treatment with a 5%–10% sodium hydroxide (NaOH) solution for 1–2 h eliminates impurities, enhances surface roughness, and strengthens the interfacial bond in all three raw materials. The pH is typically maintained between 12 and 14. This strong alkaline environment helps remove lignin, hemicelluloses, and other impurities, improving fiber-matrix bonding in composites. Silane treatment, which involves immersing fibers in a 0.5%–2% silane solution for 30–60 min followed by drying at 100°C for 2 h, enhances compatibility between hydrophilic fibers and the hydrophobic polymer matrix, thereby reducing moisture absorption. Acetylation treatment, conducted at 120°C–150°C for 1–2 h using acetic anhydride, minimizes fiber hydrophilicity, improving thermal stability and resistance to biodegradation. Hot water or steam treatment at 90°C–120°C for 30–60 min is particularly effective for coffee husk and sawdust, as it removes tannins and prevents color leaching. Resin or polymer infusion, with fiber-to-resin ratios of 40:60 or 50:50 by weight, promotes strong adhesion, reduces porosity, and enhances water resistance. The chemical treatment application, polymer blending through mechanical stirring at 500–1000 rpm for 10–15 min, and molding under compression at 150°C–200°C with a pressure of 5–10 MPa for 30–60 min. The final curing stage, performed at 80°C–120°C for 24 h, ensures the composite attains structural stability before finishing and quality control. By incorporating these treatments and standardized processing methods, the composite exhibits enhanced mechanical properties, moisture resistance, and longevity, making it a sustainable option for applications in construction, furniture, and automotive industries. 8
Methods of compression molding
For the production of composite materials with thermal insulation properties from waste fibers, a bi-component epoxy resin system was used as a binder to create a rigid structure with closed pores. The foam mixture’s polyol component contained polyol, a catalyst, and various additives (BASF, Elastopor H1221/41), while the isocyanate component consisted of a diphenylmethane diisocyanate (PMDI) blend. The composite fabrication process involved compression molding, where the mixed materials were shaped into pellets and placed in molds measuring 10 × 10 × 0.35 cm³. These molds were then subjected to compression molding at 185°C for 10 min, with pressure gradually increasing from 50 to 150 Pa. Seven different composite panels were developed by varying the proportions of cotton fibers, coffee husk, and sawdust. The compositions included CFS1, CFS2, and CFS7, each containing 66.667% cotton and 16.667% coffee husk, while CFS3 was formulated with a 33.333% blend ratio. The precise measurements were determined using an electronic balance. 9 Additionally, CFS4, CFS5, and CFS6 were manufactured using 100% waste materials, incorporating epoxy resin as a binder at different weight percentages. The detailed blend ratios are outlined in Tables 1 and 2. The thickness of the samples was measured in the direction of expansion. After molding, the structure was finalized by cooling the press with cold water. In total, seven composite samples, each with a thickness of 9.0 mm and a specific gravity of 1.00, were prepared for thermal insulation and mechanical property evaluation. 10
Composition ratio of samples by% percentage and weight.

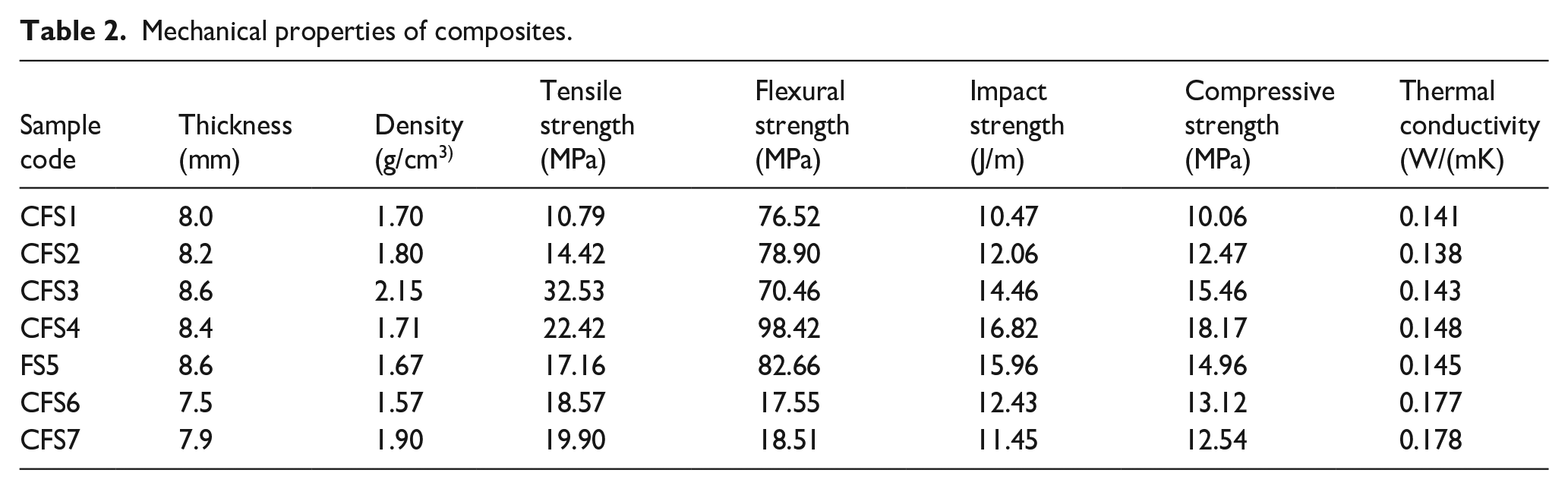
Mechanical properties of composites.
Testing methods
The distinct characteristics of both the fiber matrix and its arrangement significantly influence the physical, mechanical and thermal insulation properties of a composite material. To evaluate these properties, various composite samples were prepared in accordance with established standards.
Measurement of thickness
The thermal insulation capacity of natural fiber composite materials is significantly impacted by their thickness. ASTM D1777 Digital Micrometer to precisely measure this thickness, a specialized device known as a handheld thickness gauge is employed. This gauge boasts a maximum capacity of 10 mm with an impressive accuracy of 0.01 mm. Its function is to ascertain the thickness of composite materials with meticulous precision. In practice, the process involves placing the composite sample onto the gauge’s anvil and applying a specified pressure onto it. Through this controlled procedure, the gauge accurately determines the thickness of the sample. The readings provided by this gauge are exceptionally precise, down to a resolution of 0.01 mm, as outlined. 11
Measurement of density
ASTM C518 Density measurements Electronic Weighing Balance & Vernier Caliper/Archimedes Principle Setup the density of composite materials is determined by considering the densities and volume fractions of the individual constituents, such as the matrix and reinforcement. The most common method for measuring the density of composites is based on Archimedes’ principle, where the sample is weighed in air and then submerged in a liquid of known density to determine its volume. The density (ρ) is calculated using the formula: ρ = mV\rho = \frac{m}{V}ρ = Vm, where, mmm is the mass of the composite and VVV is its volume. 12
Measurement of tensile strength
Tensile strength of waste cotton, coffee husk, and sawdust powder composites is measured using a Universal Testing Machine (UTM) following ASTM D3039 (for fiber-reinforced composites). The specimen is cut into a standard dumbbell or rectangular shape, clamped in the UTM, and pulled at a constant rate until failure. The ultimate tensile strength (UTS) is calculated as the maximum force divided by the cross-sectional area. Proper gripping and alignment are crucial to avoid premature failure due to stress concentration. 13
Measurement of flexural strength
Flexural strength of waste cotton, coffee husk, and sawdust powder composites is measured using a Universal Testing Machine (UTM) following ASTM D790 (for polymer-based composites). The three-point bending test is commonly used, where a rectangular specimen is placed on two supports and a load is applied at the center until failure. The flexural strength (Modulus of Rupture, MOR) is calculated as: σ = 3FL2bd2\sigma = \frac{3FL}{2bd^2}σ = 2bd23FL. Where: FFF = Maximum applied load (N), LLL = Support span length (mm), bbb = Width of the specimen (mm), ddd = Thickness of the specimen (mm). This test helps evaluate the composite’s ability to resist bending stress. 14
Measurement of impact strength
Impact strength of waste cotton, coffee husk, and sawdust powder composites is measured using a Charpy or Izod Impact Test as per ASTM D256 (for plastics/composites). The test involves striking a notched or unnotched specimen with a pendulum hammer and measuring the energy absorbed during fracture. Charpy Test: The specimen is placed horizontally on supports, and the hammer strikes the center. Izod Test: The specimen is clamped vertically, and the hammer strikes one end. The impact strength is calculated in Joules per meter (J/m) or kilojoules per square meter (kJ/m²), indicating the material’s toughness and resistance to sudden forces. 15
Measurement of compressive strength
Compressive strength of waste cotton, coffee husk, and sawdust powder composites is measured using a Universal Testing Machine (UTM) following ASTM D695 (for rigid plastics and composites). A cylindrical or rectangular specimen is placed between two compression plates, and a steadily increasing load is applied until the material deforms or fails. The compressive strength (σc\sigma_cσc) is calculated as: σc = FA\sigma_c = \frac{F}{A}σc = AF, Where: FFF = Maximum applied load (N), AAA = Cross-sectional area of the specimen (mm²) This test helps determine the composite’s ability to withstand crushing forces, which is crucial for load-bearing applications. 16
Measurement of thermal conductivity and thermal insulation
ASTM C518 Lee’s Disc Method is a steady-state technique used to measure the thermal conductivity (k) of poor conductors like waste cotton, coffee husk, and sawdust powder composites. In this method, the test specimen is placed between a heated steam chamber and a metal disc (usually brass), allowing heat to flow through the sample. Once a steady-state temperature is reached, the temperatures of both sides of the specimen are recorded. The disc is then allowed to cool, and the rate of temperature drop is measured to determine heat loss. Using the thermal conductivity formula, k = mc(dT/dt)dA(T1−T2)k = \frac{m c (dT/dt) d}{A (T_1−T_2)}k = A(T1−T2)mc(dT/dt)d, where variables represent mass, specific heat, temperature difference, and specimen thickness, the material’s ability to conduct heat is calculated. 17
SEM analysis
Morphological analysis was conducted following ASTM D256 using a JEOL/EO SEM tool to examine fractured composite samples. The JCM-6000 Plus, a fully equipped benchtop SEM with versatile functions, was used for imaging at the press of a button. Additionally, an electron microscope (SEM) JEOL JSM-6480LV was employed to analyze the fractured matrix after rigorous mechanical testing. 18
Results and discussions
This study examines the factors affecting the thermal and sound conductivity of ceiling insulation. It explores the correlations between crucial parameters, including water content, thickness, and density, and their impact on both thermal resistance and sound insulation. The findings are summarized in Table 2.
Thermal insulation characteristics of the developed composite samples
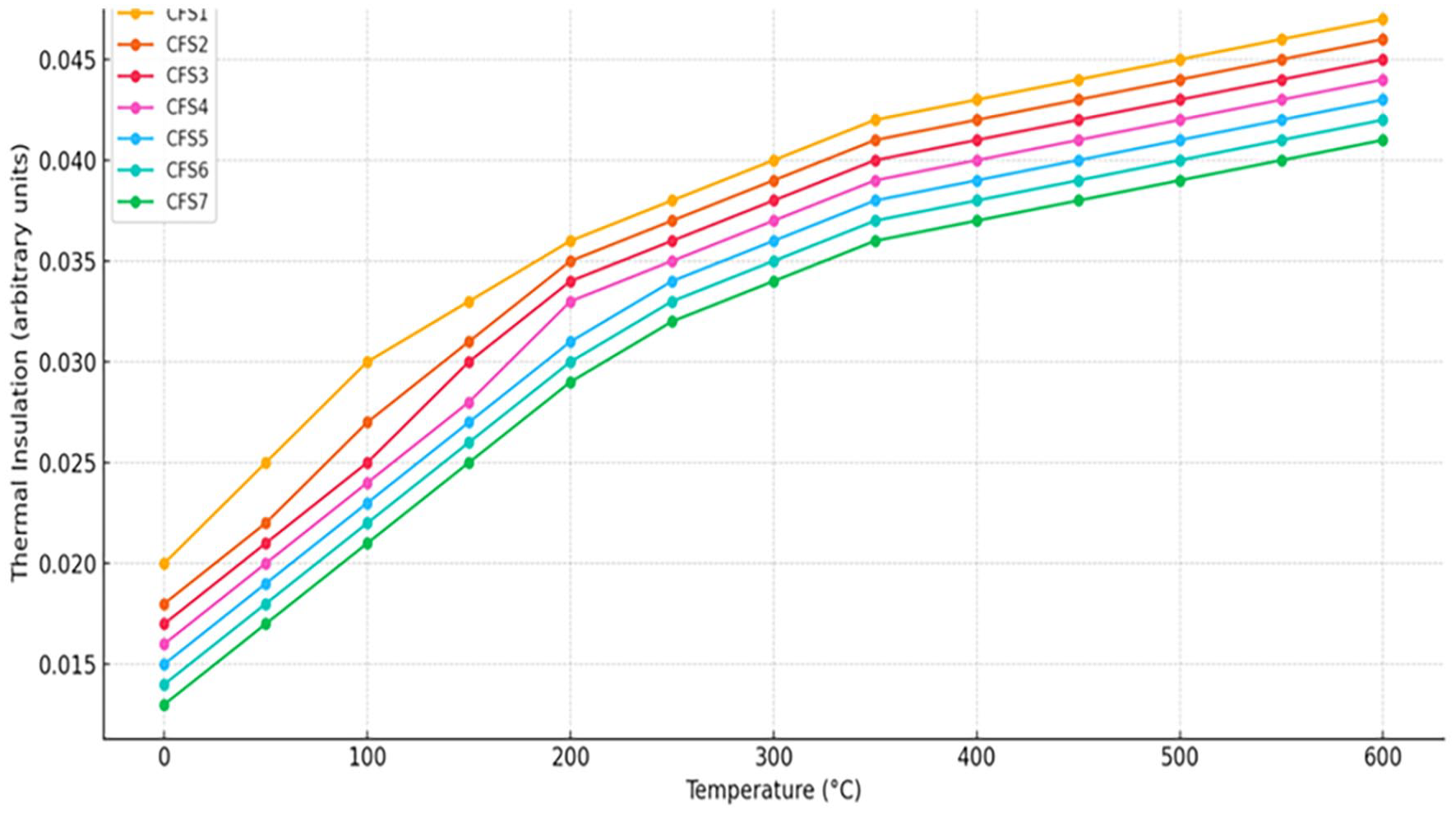
Among the tested composite samples, CFS3 composed of equal proportions (33.33%) of cotton fiber, coffee husk, and sawdust, exhibited the highest thermal insulation efficiency across temperatures ranging from 0°C to 600°C. This superior performance can be attributed to factors such as material thickness, density, and moisture absorption. As depicted in Figure 1, the insulation capability of the composite samples improved significantly at 600°C. In comparison, CFS3 demonstrated the best insulation properties, whereas CFS7 containing 16.67% cotton fiber, 66.67% coffee husk, and 16.67% sawdust had the lowest thermal insulation value of 0.035 m²•K/W. Literature suggests that the newly formulated composites in this study exhibit better thermal insulation performance than previously developed waste fiber composites. The influence of thermal conductivity on insulation efficiency is also highlighted in Figure 1. The findings suggest that incorporating waste cotton, coffee husk, and sawdust into a resin matrix enhances thermal insulation properties. However, while these composites perform well, their insulation capacity remains slightly lower than that of 100% rigid polyurethane foam, aligning with observations from earlier studies. 19 The CFS3 composite, consisting of equal proportions (33.33% cotton fiber, 33.33% coffee husk, and 33.33% sawdust), exhibited the highest thermal insulation performance, primarily due to the presence of air voids within the material. These air pockets act as natural insulators by reducing heat transfer through conduction. The porous structure formed by the fibrous and particulate components traps air, creating a low-density network that hinders thermal energy flow. However, while controlled air voids enhance insulation, excessive void formation can negatively impact mechanical strength by weakening the fiber-matrix interface. Proper material processing and fiber distribution help optimize air void content, balancing thermal insulation and structural integrity in the composite. 20
Thermal insulation performances of developed comp.
Effect of thickness on thermal insulation
Material thickness plays a crucial role in determining thermal insulation efficiency, as illustrated in Figure 2. Experimental data indicate that sample CFS5, with a thickness of 9 mm, achieves a thermal insulation value of 0.045 m²•K/W. The results further demonstrate that increasing material thickness enhances thermal resistance, particularly at moderate and low temperatures. The findings reveal a direct correlation between thickness and the thermal insulation capacity of composite materials. As thickness increases, heat transfer is reduced, leading to improved thermal performance. 21 This is consistent with prior studies, which have shown that thicker materials exhibit lower thermal conductivity due to their ability to impede heat flow through conduction and convection mechanisms. Additionally, researchers analyzing heat absorption in porous insulating materials have reported that while thickness contributes to thermal resistance, the overall temperature reduction remains relatively moderate. This suggests that while thicker composites improve insulation, other factors such as material composition, density, and porosity also influence thermal performance. Similar conclusions have been drawn in previous studies, reinforcing the significance of thickness in optimizing thermal insulation properties. 22

Thickness on thermal insulation value of composites.
Influence of density on thermal insulation
As illustrated in Figure 3, an inverse relationship exists between thermal conductivity and thermal insulation in composite samples. As density increases, thermal conductivity decreases, thereby improving the material’s insulation capability. However, beyond a certain point, further increases in density can lead to a reduction in insulation efficiency. Experimental data reveal that when the density of the composite increases from 1.70 g/cm³ in sample CFS1 to 2.15 g/cm³ in sample CFS3, the thermal insulation value rises from 0.038 to 0.052 m²·K/W, demonstrating a direct correlation. Similarly, when the density decreases from 1.71 g/cm³ in sample CFS4 to 1.67 g/cm³ in sample CFS5, the thermal insulation value increases from 0.051 to 0.053 m²·K/W. This trend suggests that lower-density composites contain larger air pockets, which enhance insulation by reducing heat transfer. Porosity plays a critical role in this relationship. Low-density materials tend to have more significant air voids, which improve insulation by trapping air and limiting heat conduction. 23 In contrast, as density increases, air pockets become smaller, and the composite structure becomes more compact, reducing its ability to retain trapped air. While this leads to decreased heat transfer, the increased presence of solid material components enhances the thermal resistance of the system. At lower temperatures (~50°C), thinner and more porous composites demonstrate superior heat absorption. However, at higher temperatures (above 350°C), denser materials perform better due to their structural integrity and ability to resist heat flow. These findings align with previous studies, which indicate that while lower-density materials provide enhanced insulation at moderate temperatures, higher-density structures are more effective in extreme thermal conditions. Void content in composites made from waste cotton, coffee husk, and sawdust powder refers to the air gaps or unfilled spaces within the material, which can affect mechanical strength and durability. These voids typically result from poor fiber-matrix bonding, inadequate compaction, or resin penetration issues. Measuring void content involves comparing the theoretical and actual density of the composite, with lower void content generally leading to better performance. Optimizing material mixing, resin selection, and molding conditions helps minimize voids, enhancing the composite’s structural integrity and resistance to moisture and wear. 24

Density on thermal insulation value of composites.
Impact on tensile strength of composites
Figure 4 showed the tensile strength values of the composite samples, labeled CFS1 to CFS7, vary significantly, indicating differences in material composition, fiber distribution, and interfacial bonding. CFS1 exhibits the lowest tensile strength at 10.79 MPa, suggesting weak fiber-matrix adhesion, possible porosity, or an uneven fiber distribution. CFS2 shows an improvement with 14.42 MPa, indicating better reinforcement efficiency. The highest tensile strength is observed in CFS3 at 32.53 MPa, which may be due to optimal fiber orientation, superior bonding, or reduced defects. CFS4, with a tensile strength of 22.42 MPa, maintains good mechanical performance, though slightly lower than CFS3, possibly due to slight variations in fiber content or matrix properties. CFS5 records 17.16 MPa, which is moderate but suggests a need for improved structural integrity. CFS6 and CFS7, with 18.57 and 19.90 MPa, respectively, fall in the mid-range category, implying a balanced fiber-matrix interaction with some room for enhancement. The variation in tensile strength across these samples highlights the influence of composite processing techniques, fiber-matrix compatibility, and overall material quality on mechanical performance. 25

Impacts on tensile strength of composites.
Impact on flexural strength of composites
The Figure 5 exhibit the flexural strength of the composite samples, labeled CFS1 to CFS7, varies significantly, reflecting differences in material properties, fiber reinforcement, and structural integrity. CFS1 exhibits a flexural strength of 76.52 MPa, indicating a moderate bending resistance, likely due to effective fiber-matrix bonding. CFS2 shows a slightly higher strength at 78.90 MPa, suggesting improved load distribution and enhanced structural rigidity. CFS3 records 70.46 MPa, which is lower than the first two samples, possibly due to minor defects, weaker fiber interaction, or a less optimized composite structure. 26 The highest flexural strength is observed in CFS4 at 98.42 MPa, demonstrating superior material performance, possibly attributed to optimal fiber alignment, and increased load-bearing capacity. CFS5 maintains a relatively strong flexural strength of 82.66 MPa, suggesting a well-balanced fiber-matrix composition. However, CFS6 and CFS7 show significantly lower flexural strengths at 17.55 and 18.51 MPa, respectively. These values indicate weak structural integrity, which may be due to poor bonding, fiber misalignment, or defects such as porosity and cracks. The wide variation in flexural strength across the samples highlights the critical role of composite processing techniques, fiber distribution, and interfacial adhesion in determining mechanical performance. 27

Impacts on flexural strength of composites.
Impact strength of composites
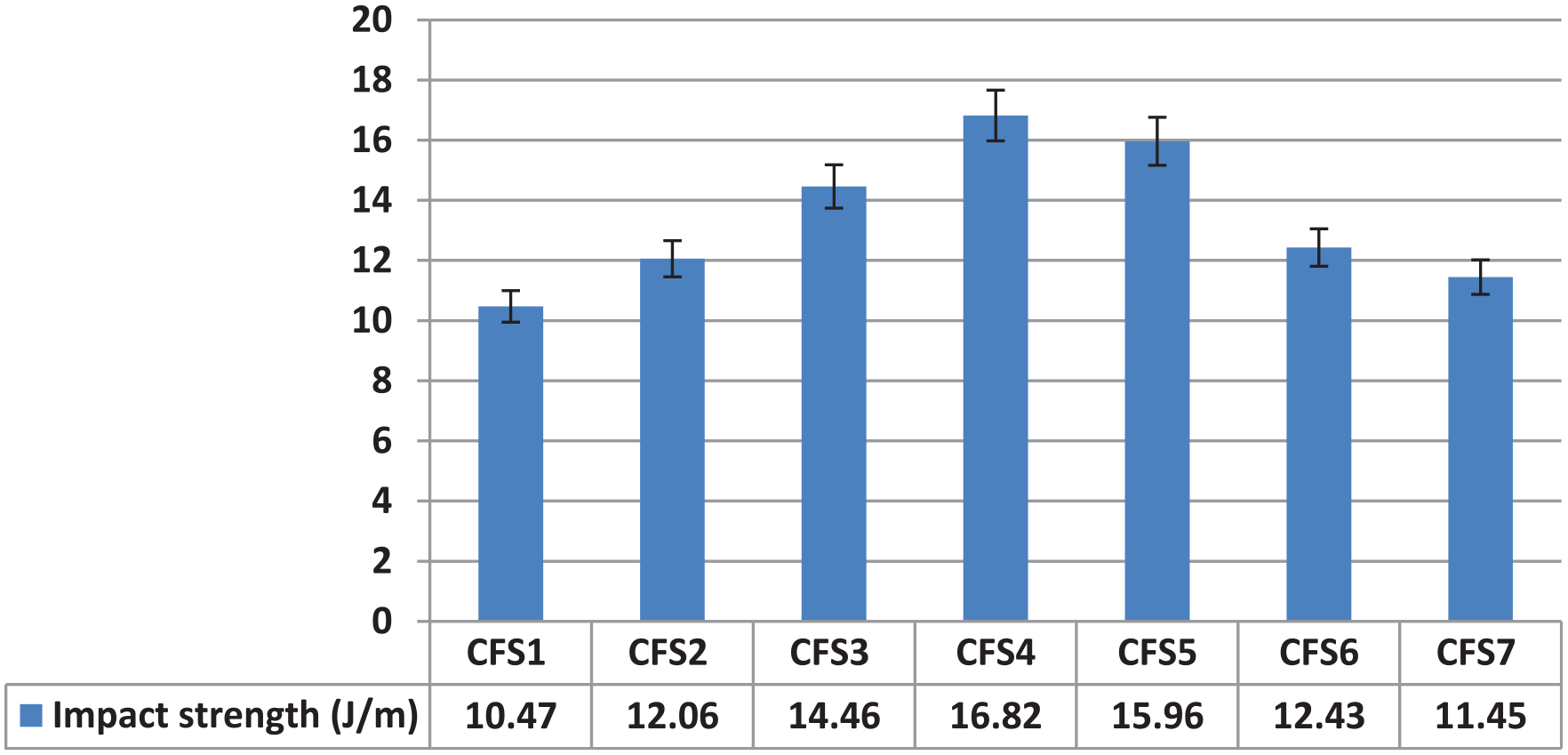
The impact strength of the composite samples, Figure 6 showed the CFS1 to CFS7, varies, reflecting differences in their ability to absorb and dissipate energy upon sudden loading. CFS1 exhibits the lowest impact strength at 10.47 J/m, indicating brittle behavior, possibly due to weak fiber-matrix adhesion, micro cracks, or a rigid matrix. CFS2, with 12.06 J/m, shows a slight improvement, suggesting better energy dissipation, possibly due to enhanced fiber dispersion. CFS3 achieves 14.46 J/m, reflecting improved toughness, which may be attributed to better fiber reinforcement and stronger interfacial bonding. 28 CFS4 records the highest impact strength at 16.82 J/m, demonstrating superior resistance to sudden forces, likely due to an optimized fiber-matrix combination and reduced defects. CFS5 follows closely with 15.96 J/m, indicating robust energy absorption, possibly influenced by higher fiber content or a more flexible matrix. CFS6, at 12.43 J/m, shows moderate toughness, which may suggest minor structural inconsistencies. Finally, CFS7, with 11.45 J/m, exhibits relatively lower impact strength, potentially due to suboptimal fiber orientation or the presence of micro voids. The variation in impact strength across the samples highlights the importance of fiber type, orientation, matrix properties, and processing conditions in determining a composite’s ability to withstand sudden forces without failure. 29
Impact strength of composites.
Compressive strength of composites
The compressive strength of the composite samples, Figure 7 CFS1 to CFS7, varies, indicating differences in their ability to withstand axial loading before failure. CFS1 exhibits the lowest compressive strength at 10.06 MPa, suggesting weak matrix properties, poor fiber-matrix adhesion, or possible microstructural defects such as voids. CFS2 shows a slight improvement with 12.47 MPa, indicating enhanced load distribution, possibly due to better fiber reinforcement. CFS3 records 15.46 MPa, demonstrating stronger resistance to compressive forces, which could be attributed to an optimized fiber orientation and increased matrix densification. 30 CFS4 achieves the highest compressive strength at 18.17 MPa, suggesting superior structural integrity, possibly due to high fiber volume fraction, reduced defects, and strong interfacial bonding. CFS5, with 14.96 MPa, maintains good compressive properties, reflecting a balanced fiber-matrix interaction. CFS6 and CFS7, with 13.12 and 12.54 MPa, respectively, exhibit moderate compressive strength, which may indicate slight variations in fiber dispersion or matrix composition. The variation in compressive strength across the samples highlights the impact of fiber-matrix interactions, reinforcement distribution, and processing conditions on the composite’s ability to withstand compressive forces without failure. 31

Compressive strength of composites.
Influence of thermal conductivity on thermal insulation
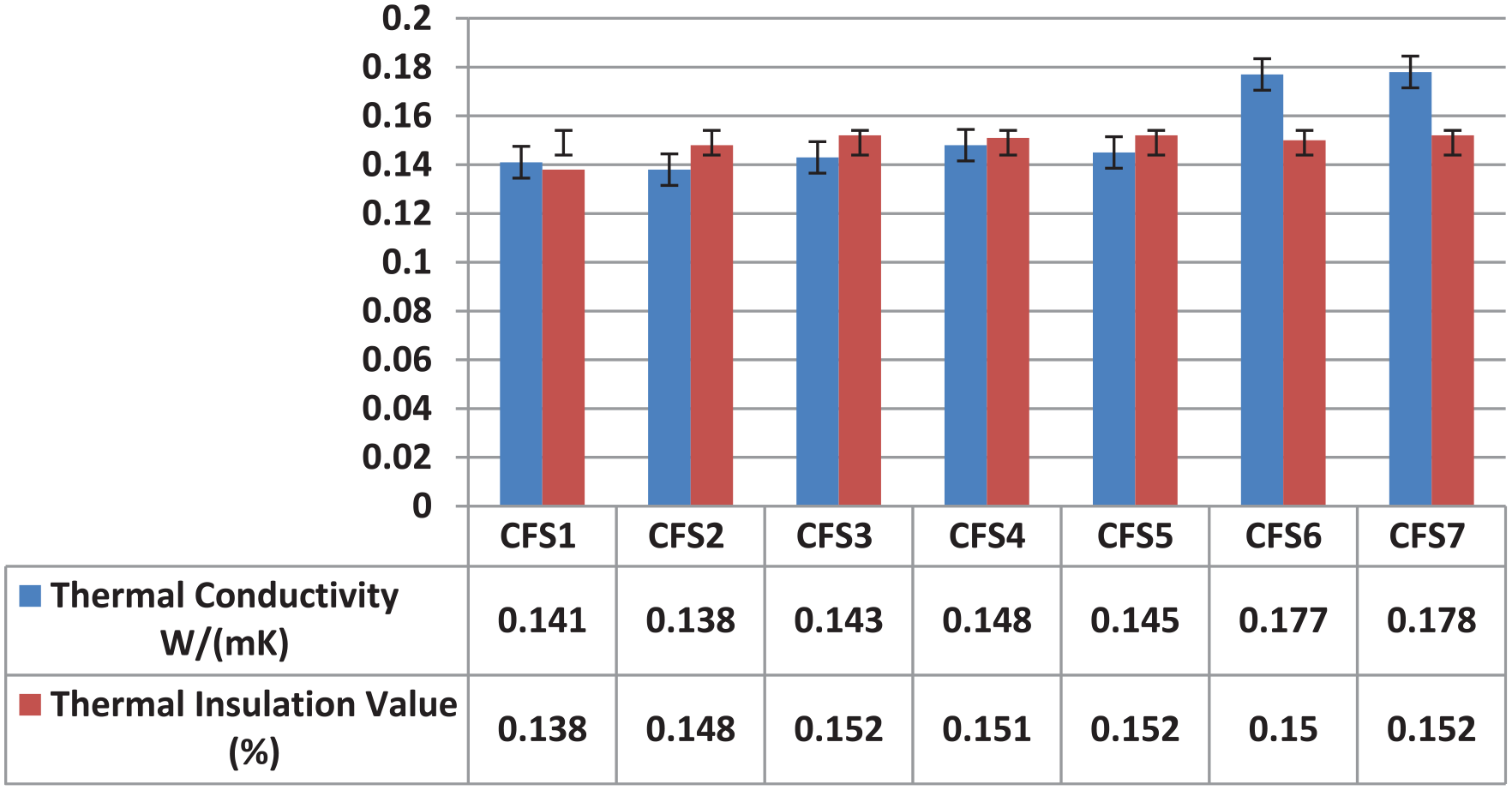
Figure 8 illustrates that low thermal conductivity enhances the thermal insulation properties of the produced composites, preventing heat from freely passing through the material. As temperature increases, thermal conductivity rises in samples with smaller thicknesses, whereas it decreases in samples with larger thicknesses. 32 Thermal insulation improves from 0.038 m².K/W in sample CFS1 to 0.048 m².K/W in sample CFS2 as thermal conductivity decreases. Additionally, thermal conductivity reduces from 0.038 W/m.K in sample CFS2 to 0.043 W/m.K in sample CFS3, resulting in an increase in thermal insulation from 0.048 to 0.052 m².K/W. Natural fiber-based materials, such as fibers, coffee husks, and sawdust, exhibit excellent insulation properties and are environmentally friendly, making them suitable for use in construction applications. Thermal conductivity refers to the rate at which steady-state heat transfers through a unit area of a homogeneous material perpendicular to its isothermal planes. This property is crucial for understanding heat transfer within materials. Composites made from cotton, coffee husks, and sawdust demonstrated superior thermal insulation. The study revealed that for composites with lower thicknesses, thermal conductivity increases with temperature, while for those with higher thicknesses; it decreases as temperature rises. 33
Thermal conductivity on thermal insulation of composites.
Analysis of SEM performance
SEM Image 5(a and b) display scanning electron microscopy (SEM) images of the composite surface at different magnifications, Morphological analysis was conducted to assess the bonding and adhesion between fibers and the matrix. The SEM images show a strong interaction between the matrix and the bamboo and sisal fibers, indicating effective adhesion and fiber integration. A small exposed matrix region is visible in the image, likely resulting from incomplete matrix formation during manufacturing. However, the majority of the surface exhibits well-distributed material, demonstrating strong interfacial bonding between cotton, coffee husk, and sawdust components. The fiber-matrix interface appears tightly bonded, with a rough surface texture that enhances mechanical interlocking. Additionally, some unmixed fibers were detected, which contributed to crack propagation during mechanical testing. This occurred due to poor adhesion in areas where fibers were not sufficiently bonded to the resin. These findings align with trends observed in previous studies. 34

Cotton fiber preparation.
Coffee husk preparation.

Sawdust preparation: (a) sawdust, (b) treated with NaOH, and (c) dried and sieved sawdust.

Developed composite samples.

(a and b) SEM images of composite samples.
Conclusion
The cotton/coffee husk and sawdust composite, derived from natural waste materials, does not cause a significant variation in the thermal conductivity of the composites. Although the differences are minimal, the lowest thermal conductivity was recorded in the composite containing 10% cotton, coffee husk, and sawdust. Among the tested samples, the composite with an equal composition of 33.33% cotton fiber, 33.33% coffee husk, and 33.33% sawdust exhibited the best overall performance in terms of physical, thermal, and mechanical properties, making it the most effective in thermal insulation. The results indicate that porous waste composites provide efficient thermal insulation, particularly in high-temperature conditions exceeding 350°C. Additionally, increasing the thickness of the composite enhances thermal insulation performance at moderate and low temperatures. To assess the surface topography, the perimeter and total fiber length of the samples were measured. Image 5(a) and (b) illustrate the fracture surface analysis of waste composites after undergoing tensile testing. The separation of fibers from the resin surface is attributed to weak interfacial bonding, especially in composites with 10 wt% fiber content and 3 mm fiber length, where fiber pull-out is observed. In contrast, composites containing 25 wt% fibers with a 10 mm fiber length demonstrate strong adhesion between the matrix and waste fibers. These recyclable composite materials offer excellent thermal insulation properties, making them suitable for applications such as interior linings in auditoriums, halls, residential buildings, automobiles, and aircraft. Additionally, they can be utilized in ducts, enclosures for thermal equipment, and machine insulation, enhancing energy efficiency and sustainability.
Footnotes
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.