
Abstract
The use of wood residues in polymeric matrices is notable for promoting significant mechanical reinforcement of the matrix. Such composites are widely used in the development of new composite materials with tunable mechanical properties for a variety of applications. In this work, polymeric composites with epoxy resin as the polymeric matrix and Pinus elliottii wood residue as the reinforcement were obtained. The composites were obtained by adding wood residue (sawdust) with particle sizes of 0.30, 0.60, and 1.19 millimeters into an epoxy matrix to determine the best mechanical properties of the composite as a function of the particle size. The polymer/sawdust composites were characterized by scanning electron microscopy (SEM), Infrared spectroscopy (FTIR), thermogravimetric analysis (TGA), and stress–strain tests. SEM images revealed a smooth and homogeneous surface free of defects and holes. However, lateral profile images showed the presence of fine sawdust particles agglomerated and a considerable number of bubbles and cavities that could interfere in the mechanical properties of the composites. The FTIR characterization of the composite identified the main bands related to epoxy and lignin/cellulose chains. The results of the mechanical properties suggested that epoxy composites with sawdust can increase its tensile strength according to the sawdust particle size introduced into the matrix.
Introduction
Composite materials reinforced with natural fiber waste present interesting properties, such as low density, high rigidity, and low cost, and reduce the environmental impacts caused by incorrect disposal of these wastes.1–4 There have been several studies conducted with various types of natural fibers, such as bamboo, empty fruit bunch from palm oil production, and wood residue,4–7 to obtain polymeric composites reinforced with natural fibers. These composites usually have less complex manufacturing processes than other composites that perform similar functions.
Epoxy resin (ER) is a well-known thermoset polymeric material extensively employed as an adhesive because of its great adhesion to different types of surfaces, showing great mechanical properties after a curing process. 8 ER has high viscosity at room temperature, and after the curing process, this material usually exhibits tensile strength ranging from 40 to 90 MPa, Young’s modulus ranging from 2.5 to 6 GPa, rupture deformation ranging from 1 to 6% and compressive strength ranging from 100 to 220 MPa. 9 However, the rigidity of the material can result in product failure when used in high vibration applications. ER is a very interesting material because of its simple manufacturing and molding processes and high abundance at relatively low cost. In recent years, several studies have demonstrated the potential for natural fibers to overcome the limitations of ER introducing natural waste into ER matrices.4,10,11
The incorporation of natural fibers into an ER matrix has been used as a method to improve the rupture deformation and Young’s modulus of the final composite material, consequently decreasing its rigidity and making it possible to apply this material to different applications under mechanical deformation processes. These changes to the ER matrix are interesting for many technological applications in which good elastic deformation of the material is required.
Among the natural materials with great potential to be employed as reinforcement in a polymeric matrix, we highlight Pinus elliottii sawdust residue, which is found in great abundance in sawmills, and for which the main components are cellulose, hemicellulose, and lignin. The main advantage of using sawdust residue is the possibility of working with a wide range of different particle sizes; in a previous characterization, we found particles in the range of 0.074 to 2.38 mm.10,12
The epoxy/sawdust (Pinus elliottii) composite (EPS) can be expected to be a proper material for use in various technological applications that may necessitate the tuning of the mechanical properties of the matrix. The strong adhesive properties of ER together with proper particle size and chemical composition of Pinus elliottii sawdust residue can provide a suitable composite for technological and engineering applications. In this study, polymer composites using epoxy resin (ER) as a polymeric matrix reinforced with Pinus elliottii sawdust residue were obtained. Various composites were obtained by adding wood residue (sawdust) with particle sizes of 0.30, 0.60, and 1.19 millimeters into an epoxy matrix to determine the best mechanical response as a function of the particle size. Additionally, the microstructural and thermal properties of the composites were investigated.
Materials and methods
Sample preparation and raw material description
The sawdust residues were obtained after Pinus elliottii (PE) wood was cut in wood shops located in Campo Grande, Mato Grosso do Sul, Brazil. The sawdust was sifted for 10 minutes by using a mechanical vibrating sieve that can separate residues in the granulometric range of 4.75 to 0.074 millimeters according to NBR 7181:2016.10,13 Table 1 summarizes the PE sawdust characteristics.
Granulometric classification of Pinus elliottii sawdust.

After the sawdust classification was performed, the residues were subjected to a thermal treatment to adjust the material humidity to approximately 12% according to the recommendations of the Brazilian technical standard ABNT NBR 7190:1997. 14
The epoxy resin was provided by Redelease Chemical Company, SQ-2001 obtained from the reaction of bisphenol-A and epichlorohydrin, and the epoxy catalyzer was SQ-3154. Because of the high viscosity of the epoxy resin, before use, acetone (C3H6O) was added at 15 vol% to promote a better mixture of the components. The epoxy/catalyzer ratio was kept at 2:1 by volume according to the product specifications.
The epoxy resin was mixed manually with sawdust and epoxy catalyzer at room temperature. Then the composites plates were produced with dimensions of 20 × 15 × 0.8 cm by deposition into a polypropylene mold. The epoxy/Pinus sawdust composites (EPS) were prepared by using Pinus elliottii sawdust of different granulometric sizes of 0.30, 0.60, and 1.19 millimeters. These granulometric sizes were chosen because they are present in greater amounts in the sawdust produced during wood cutting. The composite samples were prepared by adding 10 wt% sawdust to the epoxy matrix, in accordance with the literature. 15
Characterization techniques
The sample morphology was investigated by scanning electron microscopy (SEM) with a JEOL model JSM-6380LV, a thin gold film was sputtered onto the sample surface before the measurements. The interactions between the epoxy polymeric chains and the sawdust components (lignin, hemicellulose, and cellulose) were investigated by attenuated total reflectance Fourier transform infrared (ATR-FTIR) spectroscopy using a PerkinElmer model Spectrum 100 spectrometer over the range of 4000 to 600 cm−1 with 32 scans at a resolution of 4 cm−1. The thermal properties of the samples were evaluated under the nitrogen (N2) atmosphere by thermogravimetric analysis (TGA) and differential thermal analysis (DTA) in a TA Instruments model TGA Q50 instrument. The measurements were performed from room temperature to 800°C at a heating rate of 10°C min−1. XRD analysis was performed on powder samples by using a Shimadzu (Co Radiation) model XRD-6100 over the range of 10°–80° at 0.02°/min. Finally, the mechanical properties of the samples were measured according to the ASMT D638-03 standard. 16 The composite samples took the form of dog bones for the tensile tests. An EMIC machine model DL 30000 was used with a 20 kN load cell. The mean values of five samples of the same composition were calculated.
Results and discussion
SEM images of the EPS composite samples produced using sawdust of different granulometric sizes are shown in Figure 1. The sample morphology was evaluated by analyzing the sample surface and the lateral profile after a fracture. The left column in Figure 1 shows SEM images of the sample surfaces. Smooth and regular surfaces are observed for all the compositions tested. Only a few well-distributed periodic defects are identified, which are attributed to impurities in the raw material. In the right column of Figure 1, the lateral profiles of the samples are shown. The images reveal a good distribution of sawdust particles in the polymeric matrix, suggesting enough interaction between the two materials as the sawdust particles are covered by the epoxy resin.

SEM images of the surfaces and cross-sections of (a, b) the pure epoxy sample and EPS composite samples with (c, d) 0.30 mm, (e, f) 0.60 mm, and (g, h) 1.19 mm sawdust particles.
Figure 1(b) (pure epoxy resin) shows that the rupture surface is plane. This characteristic is associated with the brittle rupture observed in most pure epoxy materials. The lateral profiles of EPS samples in Figure 1(d), (f), and (h) show the formation of air bubbles in different numbers and of different sizes, which is a common occurrence in epoxy composites.5,17 Careful observation of the inset in Figure 1(d) and (f) reveals the presence of some circular patterns, such as bubbles or cavities, in the interface between the sawdust particles and epoxy resin. These cavities can be attributed to the pullout of the sawdust during the rupture of the sample, revealing that interaction between them and the matrix is not optimized; these phenomena can be understood as weak epoxy wettability of the sawdust surface. 5 Although the interaction between the sawdust and the matrix is not optimized, the presence of the cross-section of the broken fibers (see Figure 1(h)) allows us to say that the interaction is efficient. It is possible to see in Figures 1(d) and (h) that the sawdust is agglomerated. However, there are studies in the literature that prove that agglomerated sawdust can behave as isolated large particles.17,18
Figure 2 shows the XRD diffraction spectra of the raw materials and composite EPS samples. The pure epoxy sample shows a characteristic amorphous diffractogram, seen in Figure 2(a), with a wide halo centered at 21°. 19 The Pinus elliottii sawdust diffraction spectrum, seen in Figure 2(b), shows three main peaks at approximately 18°, 26°, and 40°, assigned to the crystallographic planes (101)/(100), (002) and (004), respectively, assigned to cellulose type I. 20

XRD spectra of (a) pure epoxy sample, (b) Pinus elliottii sawdust, and EPS composite samples with (c) 0.30 mm, (d) 0.60 mm, and (e) 1.19 mm particles.
The composite samples show a large halo centered around 23°, resulting from the contributions of the epoxy and sawdust characteristic peaks. Ultimately, the EPS composite can be defined as an amorphous material with a low content of crystalline fillers (cellulose from sawdust).
Figure 3 shows the FTIR spectra of epoxy, Pinus elliottii sawdust, and the EPS composite materials. Figure 3(a) shows the FTIR spectrum of the EPS composite, in which characteristic bands can be identified from cellulose, lignin, epoxy, and catalytic groups.21–23
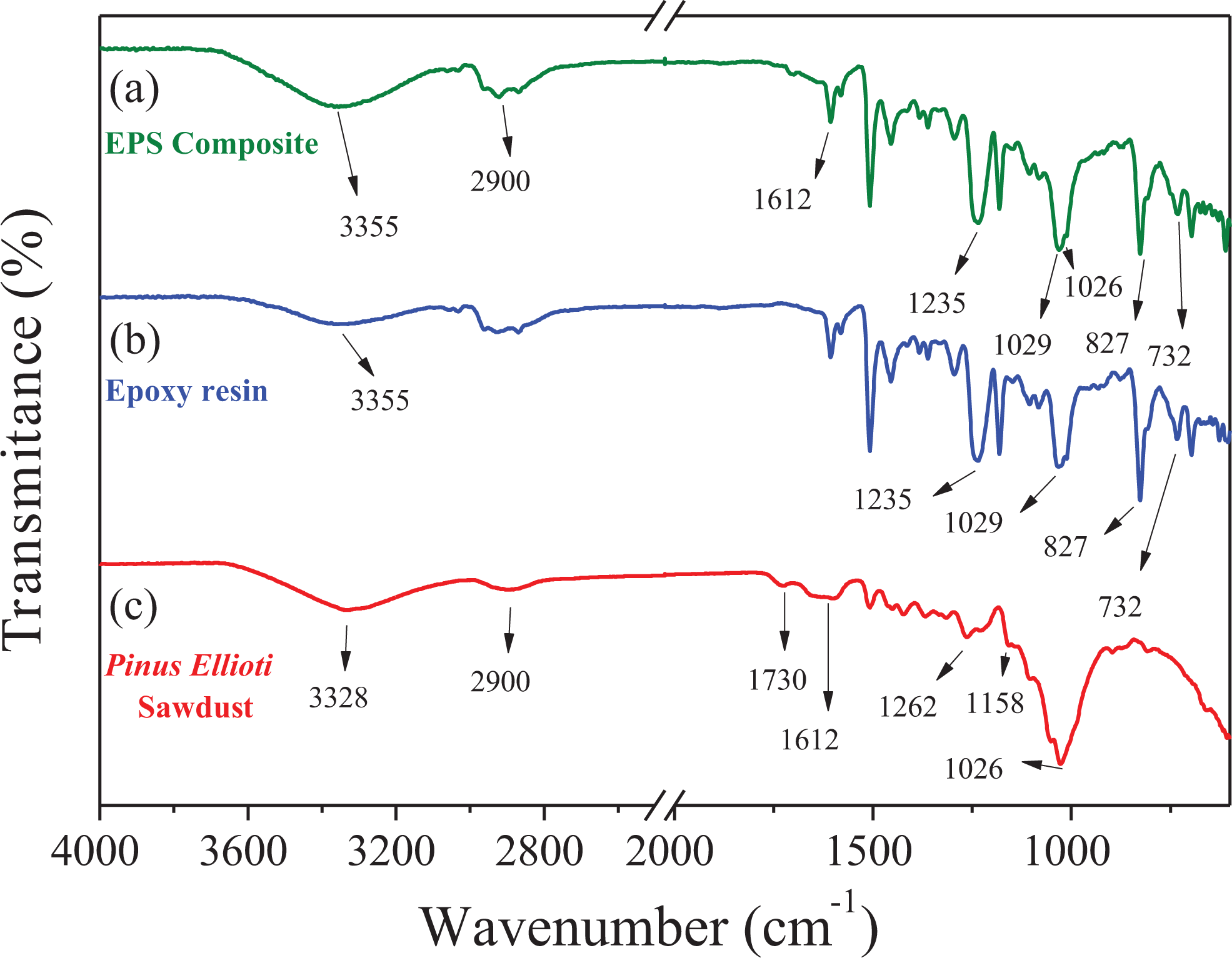
FTIR spectra of (a) EPS composite, (b) pure epoxy sample, and (c) Pinus elliottii sawdust. Highlighted in the spectra of EPS (0.30 mm): common bands at 1730 cm−1 from carboxyl groups in hemicellulose, 1262 cm−1, and 1158 cm−1 from C–O vibrations in lignin.
The epoxy resin FTIR spectrum, seen in Figure 3(b), is characterized by three typical infrared bands at around 1250 cm−1, 916 cm−1, and 840–750 cm−1. The first band at 1250 cm−1 is related to symmetric axial deformation, in which all the ring bonds expand and contract in phase, the second band at approximately 916 cm−1 is attributed to the asymmetric axial deformation of the ring, in which the C–C bond increases and there is a contraction of the C–O bond, and the third band at approximately 830 cm−1 is assigned to symmetric deformation in the plane of the C–O–C bond. The sawdust FTIR spectrum, seen in Figure 3(c), shows common bands at approximately 1730 cm−1 from carboxyl groups in hemicellulose and 1262 cm−1 and 1158 cm−1 from C–O vibrations in lignin. No specific interaction between cellulose and/or lignin with the epoxy resin can be identified.
Table 2 describes the main vibrational modes associated with epoxy, lignin, and cellulose identified in the FTIR spectra of the samples.
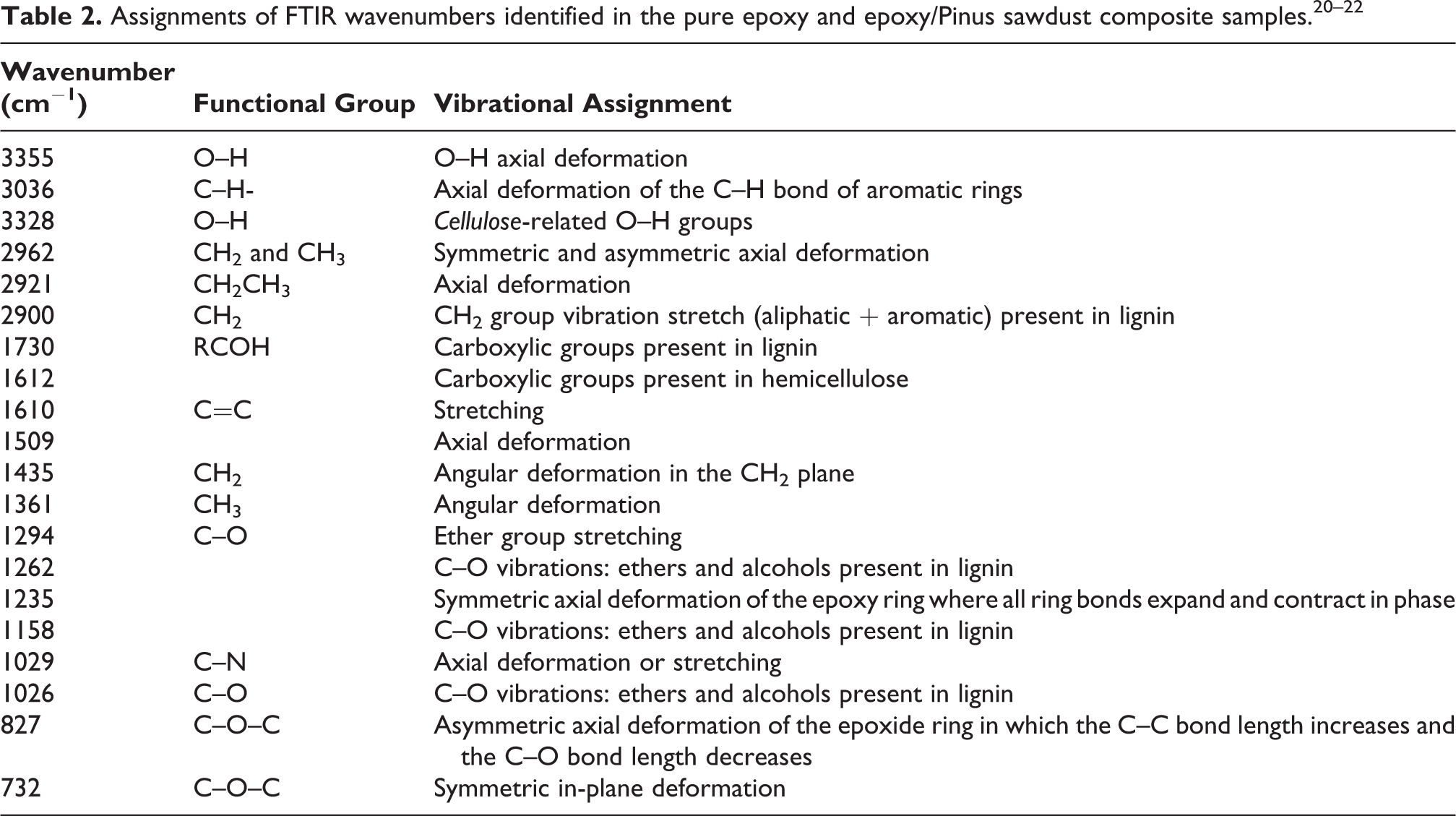
Figure 4 shows the thermogravimetric curves of the EPS composite samples. The thermal decomposition of the EPS samples is mainly driven by pure epoxy thermal decomposition behavior (inset Figure 4). Two main stages can be identified. The first stage occurs at temperatures ranging from 35°C to 271°C with a weight loss of approximately 16%, which may be related to the degradation of epoxy resin constituents such as bisphenol A and/or completely unreacted monomers and the evaporation of residual moisture and/or solvent. 8 The second stage occurs over the temperature range from 272°C to 515°C, wherein the highest process weight loss of approximately 68% occurs, which is related to the first decomposition step of the epoxy groups present in the resin. 8 The analysis performed on the thermogravimetric curve (DTG) derivative (dashed line curves) shows that the EPS degradation process occurs in two main steps, and the peak of DTG is observed at temperatures of approximately 160°C and 370°C.

TG curves for epoxy resin/sawdust composites produced with different particles sizes of 0.30 mm, 0.60 mm, and 1.19 mm.
Above 515°C to 800°C, there is a small weight loss of 6.7% attributed to the presence of sawdust filler in the composite. Lignocellulosic materials are the main components in the chemical composition of the sawdust: cellulose, hemicellulose, and lignin, and these components directly influence the thermal decomposition characteristics of the material.23,24 The inset in Figure 4 shows the TGA curve obtained for the sawdust, revealing that the material has two decomposition steps, which is in accordance with the literature.15,24,25 The first stage occurs between temperatures of 20°C and 83°C, where there is a small weight loss of 3.18% that can be attributed to water loss in the material. The second stage occurs from 83°C to 457°C, where the largest mass loss of material occurs, with a value of approximately 75.55%, which occurs because of the degradation of the hemicellulose, cellulose, and lignin present in the material. In the third stage, the thermal stability of the material is evidenced, and a weight loss of 10.56% occurs at higher temperatures ranging from 457°C to 790°C.23–25 The presence of about 10% of residues at high temperatures can be attributed to the possible presence of inorganic residues (e.g., Ca, K, Mg, Na, and Si) in the mineral constituents originated from the soil and absorbed by plants for growth purposes. 26
A small increase in the thermal stability of the composite with the increase in particle size, Figure 4, can be also observed. This behavior may be related to the barrier effect that occurs in the volume of the composite, i.e. larger particles absorb more heat, which hinders the degeneration of the polymer matrix. 27 Similar behavior has been observed by Aguilar et al. in the study of the synergic effect of two inorganic fillers on the mechanical and thermal properties of hybrid polypropylene composites. According to the authors, the higher thermal stability of the hybrid polypropylene composites could be attributed to the pore diameter of MCC (biomineralized CaCo3) that acts with a thermal barrier. 28
The limits in the tensile strength and percent strain at break of the EPS samples produced by using different sawdust particle sizes are shown in Figure 5. The tensile strength of the EPS samples increases with increasing sawdust granulometric size, being more significant for samples with particles with 0.6 and 1.19 mm. The tensile strength of pure epoxy increases by approximately 43.5% with the addition of 10 wt% of sawdust (1.19 mm) to the epoxy matrix. This result corroborates with the information previously mentioned that the sawdust, even agglomerated, acted as a large isolated particle and reinforced the polymeric matrix. It is verified that the percent strain at break decreases with increasing sawdust particle size, transforming the composite into a less ductile material. The percent strain at break decreases from 8.1% (pure epoxy) to 3.1% (EPS-0.30 mm), 1.2% (EPS-0.60 mm) and 1.1% (EPS-1.19 mm).
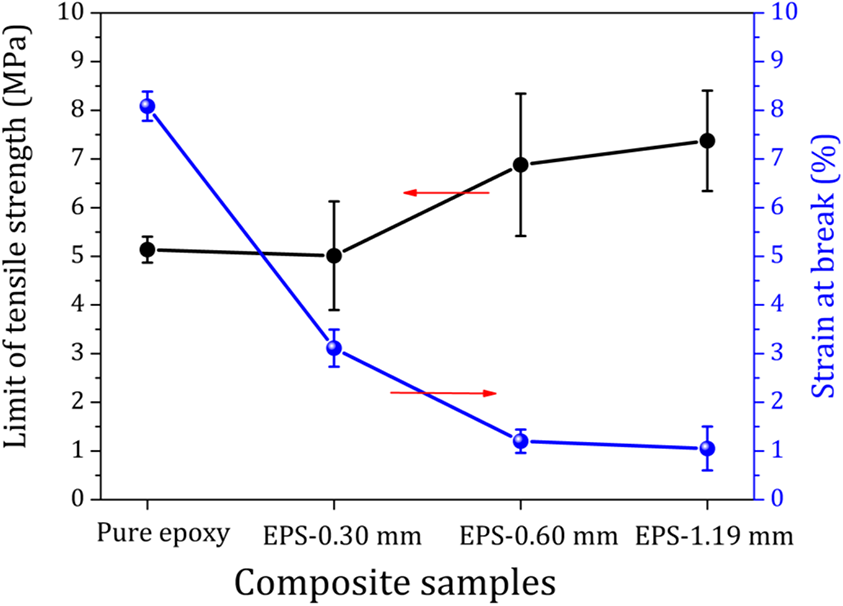
Limits of tensile strength and percent strain at break of pure epoxy sample and EPS composite samples with 0.30-mm, 0.60-mm, and 1.19-mm sized particles.
The interaction between sawdust and epoxy resin is not optimized. The tensile strength observed to our samples were around 10 times lower than composites produced by the glass (54.8 MPa) and caraua (71.9 MPa) fibers 29 but was around the values observed to composites produced with date palm (12 MPa). 30 One-way ANOVA test, Table 3, showed that there is a statistical difference for tensile strength values obtained to sawdust composites, then it can act as a reinforcement element into the matrix. Nevertheless, composites of epoxy with sawdust must be avoided in applications where ductility is important but can be considered in the applications where the tensile strength is the most important factor.
One-way ANOVA for tensile strength.

Because of the potential application of sawdust as a reinforcement element in epoxy resin, it is interesting that studies are carried out to obtain more dispersed sawdust in the polymer matrix to optimize the reinforcement mixture. Besides, the inclusion of toughening elements with sawdust in the polymer matrix is also another factor that further expands the potential for sawdust application.
Conclusion
SEM images of EPS composites show agglomerated sawdust, bubbles on the surface of the sawdust, and holes in the polymeric matrix indicating that the interaction between them is not optimized. It was possible to prove by FTIR spectroscopic studies associated with XRD and thermal gravimetric analysis that no significant interactions between the matrix and the filler influenced its microstructural properties or thermal behavior. The tensile strength of pure epoxy increase with increasing sawdust granulometric size in the polymer matrix. This shows that the reinforcement increases the mechanical resistance of the epoxy, even when it is agglomerated and with non-optimized interaction between sawdust and the polymer matrix. However, the ductility of the epoxy resin decreases with the increase of the granulometric size of the sawdust. Nevertheless, EPS composites are environmentally friendly, low-cost materials that must be avoided in applications where ductility is important, but can be considered in the applications where the tensile strength is the most important factor.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported in part by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior–Brazil (CAPES), Finance Code 001.