
Abstract
High-performance fibers, particularly UHMWPE (Ultra-High Molecular Weight Polyethylene), are widely used in the textile industry due to their remarkable mechanical and chemical properties. However, their inherent inertia to conventional dyes, known as challenging coloration, has led to ongoing research to enhance their dyeing affinity without the use of insoluble pigment dyes. This research introduces an innovative dyeing approach to enhance the clean dyeing efficiency of UHMWPE fibers. The approach involves utilizing a mixture of eco-labeled elementary disperse dyes to develop a cleaner dyeing process. A mathematical model was developed to meticulously select appropriate elementary disperse dyes based on their dyeing performances. This led to the determination of a global color quality index using desirability functions. By utilizing this technique, four yellow, four red, and five blue eco-labeled elementary disperse dyes were selected to create the yellow, red, and blue synergetic blends dye, respectively. The implementation of this innovative clean dyeing process resulted in significant improvements in both dyeing yield and dyeing fastness compared to traditional processes that use individual disperse dyes.
Keywords
Introduction
Ultra-high-molecular-weight polyethylene (UHMWPE) fibers are classified as high-performance fibers due to their exceptional mechanical properties and chemical resistance. These fibers are derived from polyethylene, a linear thermoplastic polymer with a molecular weight typically exceeding 106 g/mol−1. This ultra-high molecular weight results in extremely long polymer chains, often comprising hundreds of thousands of monomer units, 1 which contribute to the extraordinary strength and durability of UHMWPE filaments. These fibers exhibit the highest impact resistance among all thermoplastic yarns and possess an outstanding tensile strength-to-weight ratio, outperforming steel and other traditional materials on an equivalent weight basis. 2
The principal characteristics of UHMWPE fibers are their high crystallinity up to 85% 3 and strong intermolecular van der Waals forces, which impart remarkable stiffness and tensile properties. 4 These fibers are lightweight, with a density below 1 g/cm³, additionally, UHMWPE fibers present an excellent resistance to chemicals, UV radiation, and moisture. Due to their properties, UHMWPE fibers are used in various fields, such as ballistic protection (e.g. bulletproof vests), marine and industrial ropes, medical devices (e.g. orthopedic implants), national defense and military industry, and sports equipment.5–7
Despite these advantages, UHMWPE fiber has low interfacial adhesion to polymer matrices due to its smooth surface, low surface energy, and chemical inertness. Additionally, its high hydrophobicity and dense crystalline structure make dyeing difficult by preventing dye penetration, making traditional dyeing methods ineffective. 2 As a result, traditional dyeing processes are ineffective on these filaments. Industrial dyeing of UHMWPE fibers typically involves two methods. The first method is mass coloration, where an insoluble pigment color is incorporated into the man-made filament during the extrusion process. This method allows the fiber to be colored by incorporating a pigment into a polymer before transforming it into yarns or fibers. This transformation is realized by extrusion of the molten polymer, through a spinneret at a temperature between 280°C and 300°C. 8 Generally, two coloration processes were applied: a continuous process for large tonnage and a discontinuous process for low tonnage which may be quite large, 10 tons or more. Ackroyd 9 examined mass coloration and found that it yields superior color fastness while maintaining good fiber handle and strength. Nevertheless, Ackroyd 9 also pointed out that a major drawback of this method is its lack of flexibility during production. Due to economic considerations, mass coloration is typically utilized for high-volume textile production. Additionally, the variety of dyes that can be employed with this technique is constrained by the limited availability of pigments that are stable at extremely high temperatures.
Another industrial method for coloring UHMWPE fibers is through a coating process using pigments along with a binder. This method is widely used due to its ease of application, but it provides moderate wet fastnesses. Schwindt and Faulhaber 10 studied color coating method. They presented a comparative study between ancient and modern binder agents used in pigment dye. According to the authors, there are a number of technical issues with this coloration method. Most of them are related to the quality of the binders that are being utilized. Good binders require high-temperature polymerization to prevent poor crock fastness of colored UHMWPE fibers, which may impact mechanical properties of the fibers. Unfortunately, high temperatures can cause UHMWPE fibers, whose melting points range from 144°C to 152°C, 3 to lose some of their mechanical characteristics. Additionally, binders often contain formaldehyde, posing ecological and technical concerns during the coating process. 9
To enhance the affinity of UHMWPE fibers to conventional dyes, researchers have explored chemical modification of fiber surfaces. This technique involves incorporating reactive functions on UHMWPE fiber surfaces to improve interaction with dyes. However, chemical modification may lead to loss of inherent fiber properties and lower color fastness. 11 Enomoto et al. 12 conducted a study focusing on modifying UHMWPE fibers through radiation-induced graft polymerization using methyl methacrylate (MMA), acrylic acid (AA), and styrene (St) as monomers. Subsequently, they investigated the dyeing of these modified UHMWPE fibers using acid and cationic dyes. Their research indicated that the grafting yield of styrenemonomer was quite lower in comparison to MMA and AA monomers. Typically, UHMWPE fibers grafted with St monomer were dyed with cationic dyes, while fibers grafted with MMA and AA monomers were successfully dyed with acid dyes. Thus, the color yield was influenced by the grafting yield, with higher yields resulting in darker shades.13,14 Elabid et al. 15 explored the surface modification of UHMWPE fibers through oxygen/argon plasma discharge mode with disperse dyes. Their analysis of the modified fibers confirmed the presence of hydroxyl groups without significant alterations in polymer crystal size. They noted enhanced wettability and dyeing efficiency, albeit at the expense of certain properties like rub colorfastness and slight reductions in tensile strength. Other researchers have also investigated chemical modifications of conventional dyes to enhance their affinity to UHMWPE fibers.13,14
In general, successful dyeing of hydrophobic fibers like UHMWPE requires the use of dyes with similar hydrophobic and non polar characteristics. Recent research has demonstrated advancements in dyeing techniques for UHMWPE fibers, including utilizing super hydrophobic dyes with extended alkyl substituents for effective coloring. Kim and Jeon 16 introduced an innovative process for dyeing UHMWPE fibers with yellow and red disperse dyes with varying alkyl substituent lengths on monoazo chromophores. They found that the color yield increases gradually up to butyl groups for yellow dyes and propyl groups for red dyes but decreased for longer alkyl substituents. They concluded that when the length of alkyl substituent are longer than propyl or butyl, disperse dyes molecules become bigger and struggle to penetrate the crystalline structure of UHMWPE fibers.
The present study aims to propose an efficient approach for the dyeing of UHMWPE fibers using elementary disperse dyes, inspired by previous research on polypropylene dyeing. 17 This approach involves blending commercial elementary disperse dyes to achieve a range of colors in particular blue, red and yellow and employing a mathematical tool to select the best dyes for optimal dyeing performance.
Experimental
Materials and chemicals product used
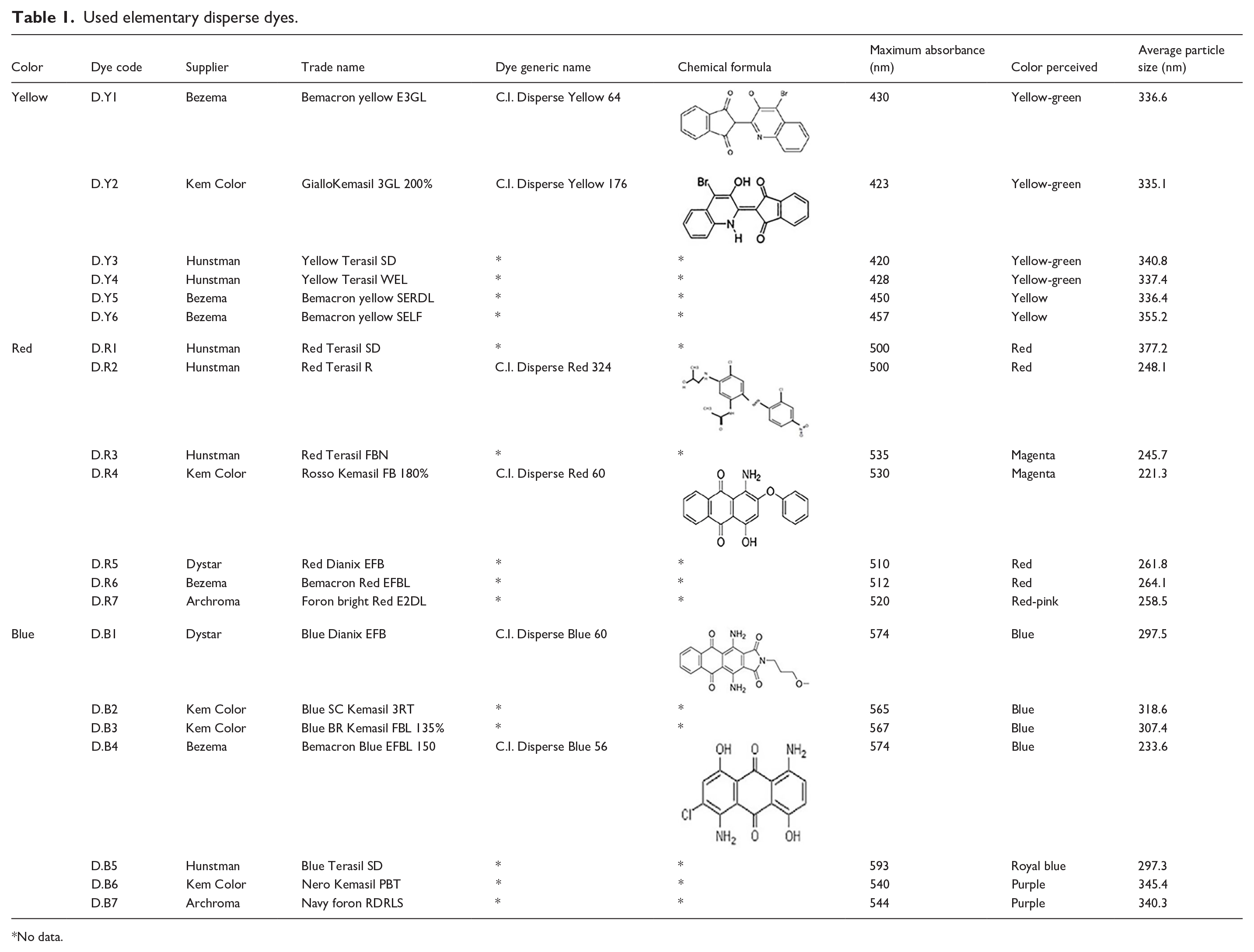
Ultra-High Molecular weight polyethylene cabled multifilament yarns “ready to dye” with a titer of 161/3 dtex were kindly obtained from LASOIE (Tunisia). Commercial ecolabelled disperse dyes were used for the study (Table 1). Egalen Start HTP supplied from Prochimica (Italy), was used as dispersing agent for dyeing experiments.
Used elementary disperse dyes.
No data.
Dyeing process
Each UHMWPE yarn (2.0 g) was dyed in a solution with 5% of disperse dyes, 1 mL of acetic acid and 1 mL of Egalen Start HTP at a liquor ratio of 1:50. The dye bath temperature was raised to 100°C at a rate of 1°C/min and maintained for 30 min in an autoclave (AHIBA, Datacolor International, USA). Subsequently, a cold rinse was performed, followed by air drying at room temperature. Dyeing process was presented in Figure 1.

Dyeing process.
Dyes characterization
Determination of maximum absorbency wavelength
The maximum wavelength of absorbency λmax of each disperse dye was determined by analyzing its UV-Visible spectrum using a spectrophotometer (Hach Lange, DR 3900, USA). The measurement was carried out under controlled conditions at 25°C using a dynamic light scattering technique. Each color solution contains 10 mg of dye in 1000 mL of distilled water. The absorbance values of all measured disperse dyes are presented in the Table 1.
Particle size measurement
The average size and size distribution of the dyes were assessed using a Zetasizer (Malvern Zetasizer Nano ZS, Malvern Instruments Ltd, United Kingdom). The instrument was connected to a He-Ne laser lamp (0.4 mW) at a wavelength of 633 nm. Measurements were conducted at 25°C in an isolated chamber using dynamic light scattering. The color solution contained 30 mg of dye in 1000 mL of distilled water. The measurements were made 12 times and the average value was considered. The obtained results of particle size were presented in Table 1.
Color evaluation
To measure the color strength (K/S) of the yarns, color measurements were conducted using a Datacolorspectrocolorimeter with dataMaster 2.3 software (Spectraflash SF 400, Datacolor International, USA) under illuminant D65 and 10° standard observer conditions. The color strength (K/S) values were calculated using the Kubelka–Munk equation18,19(1):

Where R is the decimal fraction of a reflectance of dyed yarn, K is the absorption coefficient, and S is the scattering coefficient.
The hue angle h° is expressed in degree and counted in the trigonometric (counter clockwise) direction. The hue angle value varies from 0° (a* axis, red) through 90° (b* axis, yellow), 180° (negative a* axis, green), 270°(negative b* axis, blue), up to 360 or 0° (a* axis). a* and b* are axes of the CIELAB color space. 20
Dye rubbing fastness measurement
Dye rubbing fastness was evaluated according to ISO105-X12 (2016) testing method using a crockmeter (James Heal, United Kingdom).
Mechanical properties measurement
The mechanical properties of the UHMWPE yarns were determined by measuring the maximum force. Before proceeding to mechanical evaluation, samples were stored under standard relative atmospheric conditions T (°C) = 20 ± 2°C, Hr (%) = 65 ± 4% for 24 h. Thus, the tensile strength levels of the dyed yarns were determined by straight-pull test conducted using a dynamometer (LRX, USA) with a strain rate of 300 mm/min initial gauge length according to ISO 13934-2 standard procedure. Each experiment was performed in triplicate and results were given in terms of the mean value.
Color visual evaluation by expert panelist
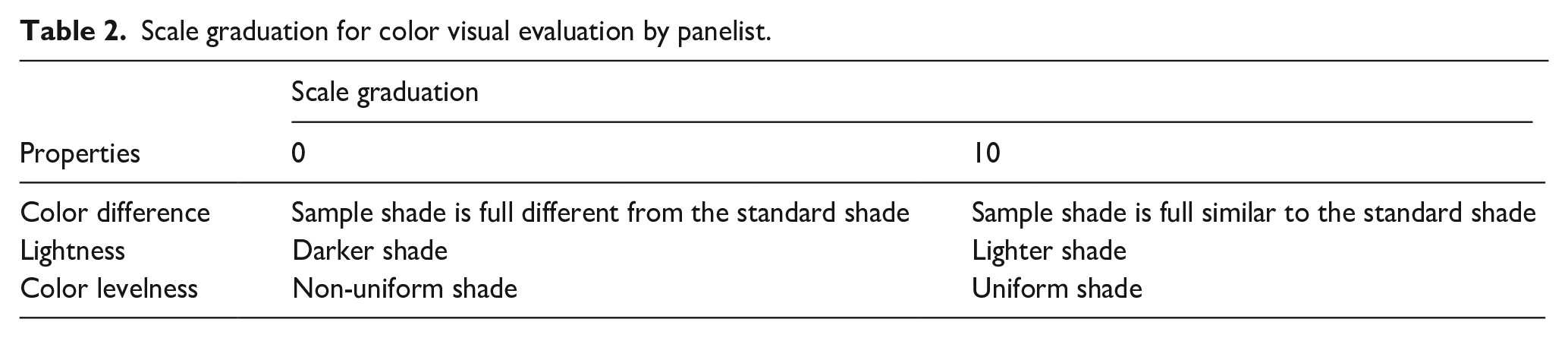
Expert panelists in dyeing conducted a visual evaluation of the yarns colors under a GTI Light Booth Daylight D65 (Figure 2). Color shade, lightness and color levelness were assessed and rated based on a scale graduation from 0 to 10 as shown in Table 2. Evaluation was performed 3 times by each panelist.

Yarns shades assessment under the light booth, (a) red dyes, (b) yellow dyes, and (c) blue dyes.
Scale graduation for color visual evaluation by panelist.
Process of dye selection using the Global Quality Index
A mathematical tool forthe global quality index calculation, was developed to select the best elementary disperse dyes based on the properties of dyed yarns. This index parameter was designed following the procedure presented in Figure 3 to aid in choosing the suitable elementary disperse dyes forming the targeted blend dye for each yellow, red, and blue color. The development process involved the following steps presented in Figure 3.

Design process of the global quality index and dye selection.
Definition of individual desirability functions
A desirability function corresponding to each measured property (color Strength, tensile Strength, rub color fastness, hue angle, shade, lightness and color levelness) has to be defined in the first step to transform the input database (values of the dyed yarn properties) into a new database of desirability indexes. 21 These indexes range from 0 (indicating unacceptable satisfaction) to 1 (indicating total customer satisfaction).22,23 Then, Derringer’s desirability functions were used. These functions can be classified into three types.If the characteristic has to be maximized, the desirability function presented in Figure 4(a) was used, where (di) was calculated according to equation (2). If the characteristic (Yi) has to be minimized, the desirability function presented in Figure 4(b) was used, where (di) was calculated according to equation (3). And if the characteristic has tobe in target value (Ytarget), the desirability function presented in Figure 4(c) was used, where (di) was calculated according to equation (4).

Derringer function, (a) to maximize (b) to minimize, and (c) to reach a target value.
The desirability function depends on satisfaction limits (Ymin), (Ymax), and (Ytarget), for each property and the customer demand level (ri) where riequal 1 if the customer demand level is medium, ri higher than 1 if the customer demand level is considered too high and ri less than 1 if the customer demand level is considered too low.
Additionally, there are two requirement levels to consider when the desirability function needs to reach the target value: one is the (ri) level for values lower than the target, and the other is the (ti) level for values higher than the target. In this study, (ri) and (ti) were set to 1.



Determination of satisfactions limits
Satisfaction limits (Ymin), (Ymax), and (Ytarget) were determined based on literature review and industrial requirements.
Calculation of individual index
For each property, the individual desirability (di) was calculated, and the primary input database composed by dyed yarn quality was transformed into new database of individual desirability index. This index varies between 0 (total dissatisfaction) to 1 (total satisfaction).
Determination of the global quality index GQI
After calculation, the individual desirability index values were combined to obtain the global quality index GQI by using multi-criteria decision analysis. The GQI parameter ranges from 0 (no satisfaction) to 1 (full satisfaction) for the overall quality of dyed yarns. It can be determined by an arithmetic aggregation with a relative weight wi = 1 according to equation (5).

Where :
- CS is the color Strength;
- TS is the tensile Strength; CF is the rub color fastness;
- HA is the hue angle;
- S is the shade;
- L is the lightness;
- CL is the color levelness of the dyed yarn;
- and
Selection of the best initial dye and determination of the best blend dye
The selection of elementary disperse dyes was based on shades with the best GQI values. The evaluation of the best mixture was also performed by comparing the best GQI values for each yellow, red, and blue color.
Results and discussion
The primary objective of this study is to develop a useful tool that can aid in the selection of the best elementary disperse dyes for UHMWPE fibers dyeing based on various properties such as color strength, rub color fastness, tensile strength, hue angle, and color evaluation of dyed yarn shades. The selected elementary disperse dyes will be utilized in the development of synergetic blends dyes for dyeing UHMWPE fibers.
Analysis of color strength
Color strength (K/S) was evaluated for UHMWPE yarns dyed with different 5% elementary disperse dyes and the results were depicted in Figure 5 for yellow, red, and blue shades, respectively. A remarkable values of color strength was noted for each elementary disperse dye in Figure 5. It is evident that most disperse dyes exhibit similar and acceptable K/S values, except for the following ones: D.Y5 and D.Y6 for yellows, D.R5, D.R6, and D.R7 for reds and D.B6 and D.B7 for blues. This difference can be attributed to various factors such as hydrophobic properties and molecular weight of disperse dyes. First, the hydrophobic properties of disperse dyes play a significant role in their interaction with UHMWPE fibers. Disperse dyes with lower polarity are more likely to be attracted to the hydrophobic UHMWPE fibers, leading to better dye penetration and fixation. These results in higher color strength values compared to dyes with higher polarity. Overall, the combination of low molecular weight and hydrophobic properties of disperse dyes allows for better penetration and fixation on UHMWPE fibers, resulting in higher color strength values. These factors highlight the importance of molecular size and hydrophobicity in the dyeing process of UHMWPE fibers with disperses dyes.

Variation of the color strength according to the different dyes: (a) Yellow dyes, (b) red dyes, and (c) blue dyes.
Analysis of hue angle
As known, the hue angle covers a 360° range representing the color spectrum, including yellow (45°−90°), red (0°−15°/285°–360°), and blue (180°–270°) intervals. Figure 6(a) to (c) displays respectively the hue angle values for yellow, red, and blue shades achieved by dyeing UHMWPE yarns with elementary disperse dyes. Analysis of the hue angle of different yellow, red, and blue shades revealed significant variations among the shades of elementary disperse dyes:
- Among the elementary yellow dyes (Figure 6(a)), D.Y1, D.Y2, D.Y3, and D.Y4 produce yellow hues, while D.Y5 and D.Y6 result in yellow-green shades.
- In the case of elementary red dyes (Figure 6 (b)), D.R1, D.R2, D.R5, and D.R6 exhibit red hues, while D.R3 and D.R4 show magenta shades, and D.R7 displays red-pink tones.
- For elementary blue dyes (Figure 6(c)), D.B1, D.B2, D.B3, and D.B4 offer blue hues, D.B5 provides a royal blue shade, and D.B6 and D.B7 produce bluish purple tones outside the expected angle range. These findings support the color distinctions observed for each elementary disperse dye listed in Table 1, where maximum absorbance values were used to determine the color perceived on the color wheel.

Variation of the hue angle for the different dyes: (a) Yellow dyes, (b) red dyes, and (c) blue dyes.
Analysis of rubbing colorfastness
Table 3 summarizes the results of colorfastness to rubbing of UHMWPE yarns dyed with elementary disperse yellow, red, and blue dyes. From this table, it can be observed that rubbing color fastness ranges generally from low (2/5) to good (4/5) for the different disperse dyes studied. The low values of rubbing colorfastness can be attributed to the inherent crystalline nature of the fiber, which poses challenges for color diffusion deep within the fiber structure. Additionally, the lack of functional groups on the fiber molecular structure hampers effective dye fixation.
Rubber color fastnesses of UHMWPE yarns dyed by different studied disperse dyes.

Analysis of mechanical properties
The mechanical properties of UHMWPE yarns dyed with elementary disperse dyes were also assessed through tensile strength measurements. The obtained results are shown in Figure 7. Before undergoing the dyeing process, UHMWPE yarn had a tensile strength of 279.3 N. Following dyeing at 100°C, a slight decrease in tensile strength was observed for all examined elementary disperse dyes. Yarns dyed with elementary yellow disperse dyes experienced a decrease of 8%–11%, while yarns dyed with elementary red disperse dyes saw a decrease of 5%–12%. Yarns dyed with elementary disperse blue dyes showed a decrease of 7%–10%. It is important to note that UHMWPE fiber has a low melting temperature of approximately 150°C, and the dyeing process was carried out at 100°C, close to the fiber’s melting temperature. This proximity may explain the slight decrease in mechanical properties of the dyed UHMWPE yarns. Researchers, such as Forster et al., 4 have studied the impact of temperature on UHMWPE fibers, finding that exposure to elevated temperatures can lead to morphological changes in the fibers. High temperatures can cause deformation of the crystal blocks in UHMWPE fibers, potentially resulting in a loss of fiber orientation, particularly in critical tie chains important for load-bearing. This may contribute to the observed decrease in tensile strength. 23
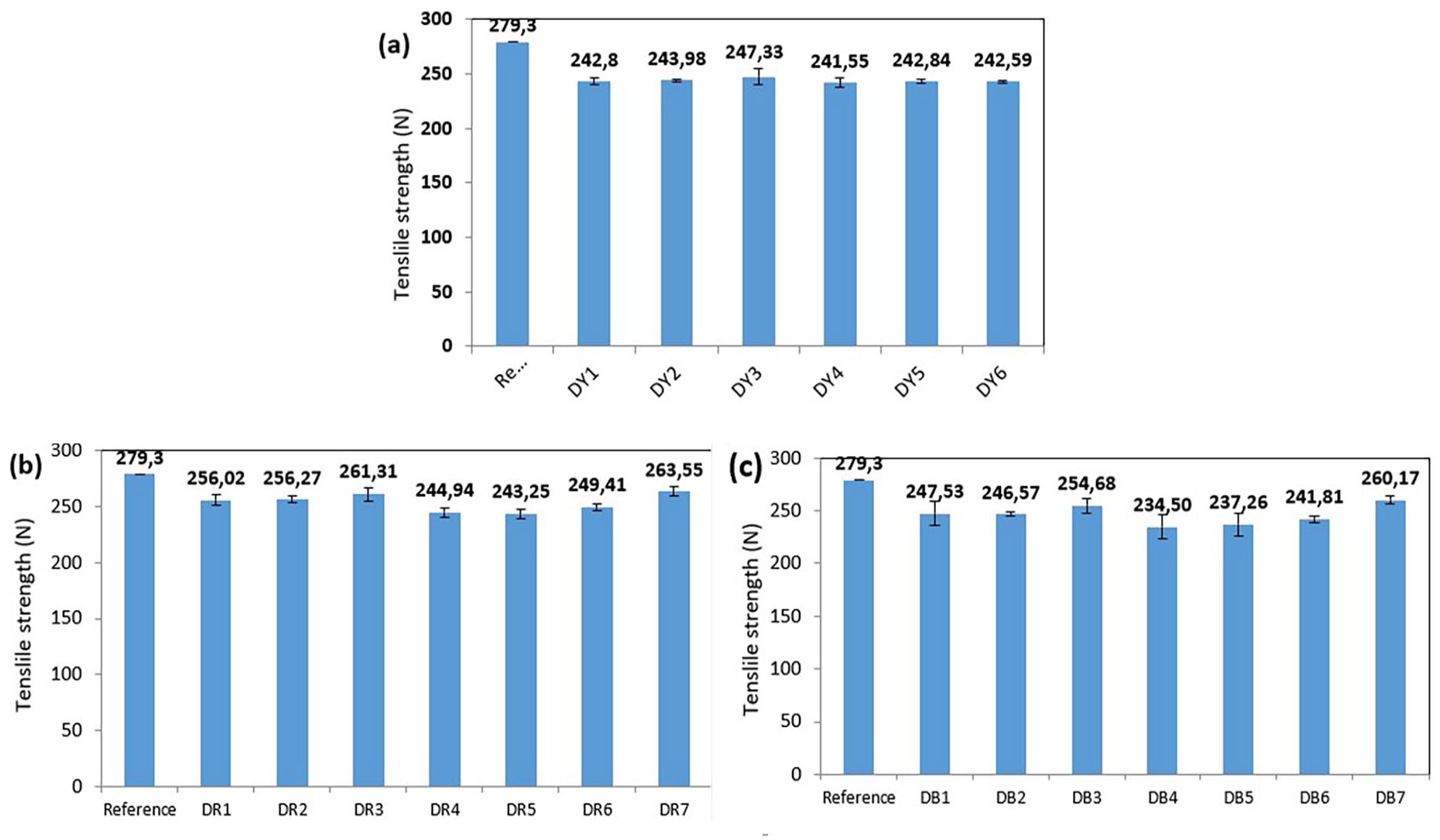
Variation of mechanical properties of UHMWPE fabrics dyed by yellow dyes (a), red dyes (b), and blue dyes (c).
Mathematical tool for global quality index development
Definition of the type of desirability functions
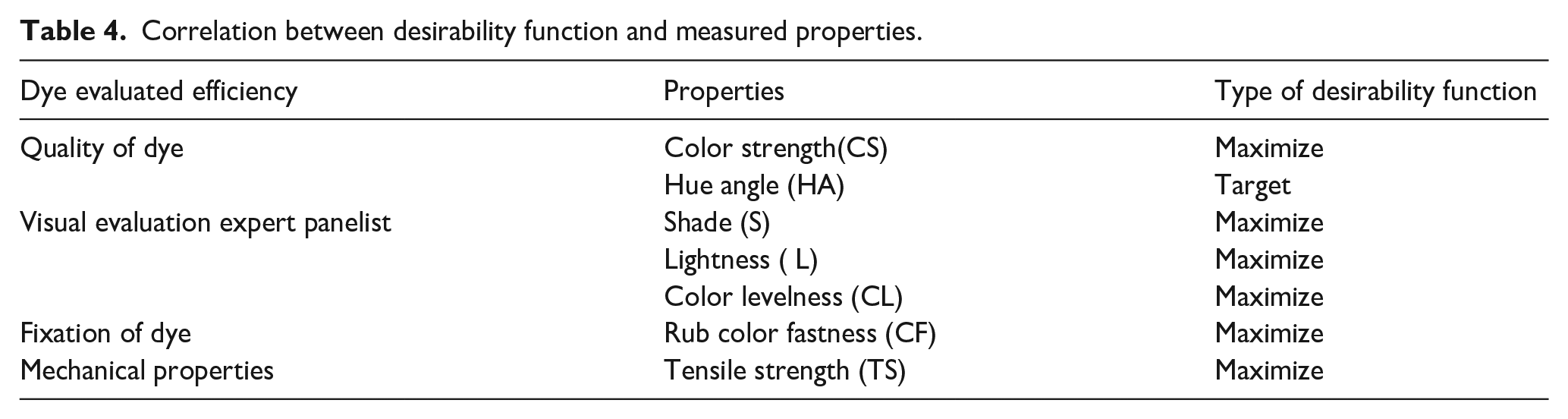
Desirability functions were established for each property based on existing literature and industrial expertise regarding the colorimetric assessment of dyed UHMWPE yarns. The key properties of dyed UHMWPE yarns were identified, and the measured properties have been compiled and presented in Table 4. The desirability functions associated with each property were established, aligning with the evaluated efficiency qualities of the dyes concerning various measured properties:
- Color strength (CS): Reflects the color yield of the dyed yarn, indicating the efficiency of dye penetration into the yarn.
- Hue angle (HA): A colorimetric measure that assesses color according to a circular spectrum covering primary (red-blue-yellow) and complementary colors, ranging from 0° to 360°.
- Shade (S): An influential factor and crucial for achieving the desired shade. Industrial experts assign a score, aiming to maximize this parameter.
- Lightness (L): Indicates the lightness or darkness of the shade and scored by an industrial expert for maximization.
- Color Levelness (CL): Critical for achieving uniform dye and scored by an industrial expert for maximization.
- Color fastness (CF): Evaluates the efficiency of dye fixation on the yarn and its durability against rubbing.
- Tensile strength (TS): It measures the mechanical resistance of the dyed yarn, indicating its strength after dyeing.
Correlation between desirability function and measured properties.
Determination of desirability functions parameters
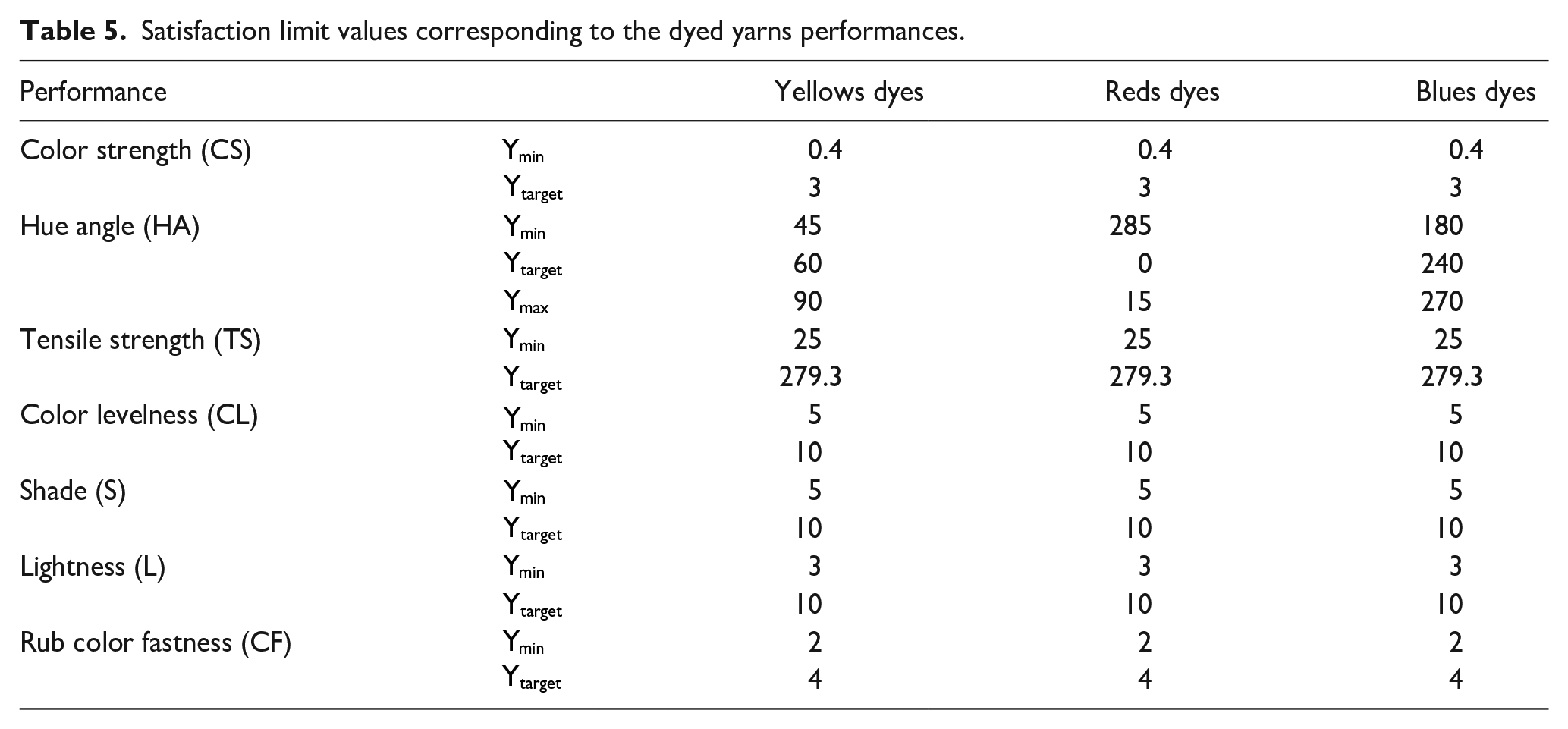
In this section, the satisfaction limits for each performance were established based on technical documents, literature references, and industrial expertise outlined in Table 5. The criteria for color strength, rubbing colorfastness, shade, color levelness, and lightness were defined by industry experts. Hue angle values were extracted from literature sources, 18 while tensile strength values were sourced from technical yarn documents. Across various elementary disperse dyes (yellow, red, and blue), all performances shared the same satisfaction limits, except for hue angle which varied among different dyes. Color evaluations, including shade, levelness, and lightness, were conducted through an inquiry led by industrial dyeing experts, using a graduated scale ranging from 0 to 10 in order to achieve the optimal score. Visual assessments were carried out with this graduated scale for all dyed samples to reach the highest level of satisfaction. The industry experts set minimum and target values for color strength at 0.4% and 2%, respectively, acting as benchmarks for evaluating coloristic yield.
Satisfaction limit values corresponding to the dyed yarns performances.
Developed global quality index (GQI)
In this work, a new mathematical tool was developed to calculate a Global Quality Index (GQI) based on various properties of dyed UHMWPE yarns, facilitating the selection of optimal dyes for dyeing. This tool considered properties such as color strength, hue angle, shade, lightness, color levelness, color fastness, and tensile strength for comprehensive evaluation. The aim is to simplify the decision-making process for manufacturers, aiding them in achieving optimal dyeing performances. This tool is especially beneficial in selecting the most suitable elementary disperse dyes for creating the best blends of dyes for each primary color: yellow, red, and blue. Figure 8 provides a visual representation of this global quality index. The method employs individual desirability functions. The method employs individual desirability functions, as outlined in Table 4, and predefined limits from Table 5 to calculate the satisfaction degree (di) for each dye property, summarized in Table 6.

Flowchart of the global quality index design.
Global Quality Index of dyed yarns with elementary dyes.
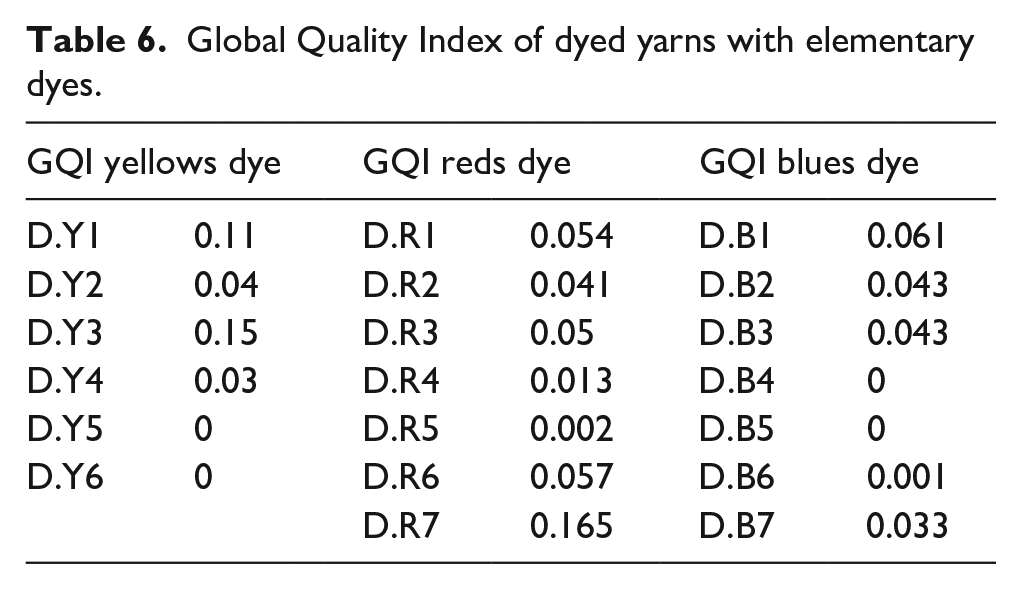
If desirability does not reach maximum values but remains within the limits, the shade is accepted but results in a lower global quality degree, which is not zero. However, shades with null or extremely low desirability values, such as those obtained from dyeing UHMWPE yarns by D.Y5 and D.Y6 in yellow, D.R5, D.R6, and D.R7 in red, and D.B6 and D.B7 in blue, are excluded from consideration. This ensures that only shades with acceptable desirability levels are analyzed. The GQI (Global Quality Index) is considered perfect when achieving a value of 1. By utilizing this program, a clearer understanding of the properties influencing the overall quality value is attained, enabling the best average values of each property to be determined.
Dyeing of UHMWPE yarns with synergetic blends dyes
To the best of our knowledge, limited research has been conducted on the dyeing of high-performance fiber using blended dyes, particularly for UHMWPE fibers. So, the development of this new mathematical tool offers an innovative approach to improve the conventional dyeing process of UHMWPE fibers with disperse dyes. To validate this method, the best elementary disperse dyes and their respective percentages were selected and applied for the dyeing of UHMWPE yarns.
For primary yellow shades, the selected disperse dyes include D.Y1, D.Y2, D.Y3, and D.Y4. Similarly, primary red shades consist of D.R1, D.R 2, DR3, and D.R4, while primary blue shades involve D.B1, D.B2, D.B3, D.B4, and D.B5 as the chosen elementary disperse dyes. The dyeing process by dyes blends is the same as of elementary disperse dyes which is carried out at 100°C in 30 min using 5% of dyes blend. The predicted percentages of elementary disperse dyes are:
For the yellow dyes blend: 1.25% of D.Y1, 1.25% of D.Y2, 1.25% of D.Y3, and 1.25% of D.Y4.
For the red dyes blend: 1.25% of DR1, 1.25% of D.R2, 1.25% of D.R3, and 1.25% of D.R4.
For the blue dyes blend: 1% of D.B1, 1% of D.B2, 1% of D.B3, 1% of D.B4, and 1% of D.B5.
This innovative approach of using dyes blends for dyeing of UHMWPE fibers showed promising results in enhancing dyeing efficiency and improving color strength, hue angle values, rubbing colorfastness, and tensile strength compared to those of traditional elementary dye methods. Figure 9 shows obtained dyed samples with elementary dyes and mixed dyes.
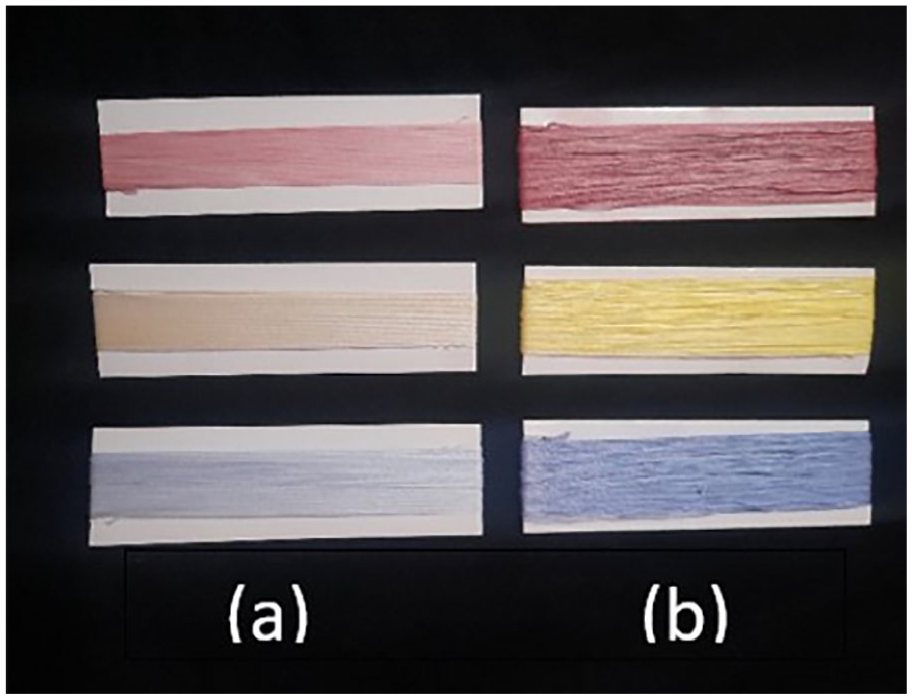
Samples dyed with elementary dyes and mixed dyes.
Figure 10 displays the color strength values for yellow, red, and blue dyes blends, which are 2.55, 3.71, and 3.95 respectively. These values represent a significant improvement of 72%, 80%, and 33% for yellow, red, and blue shades. Additionally, improved rubbing color fastness values of 3/4 for red and yellow dyes blends and 4 for blue dyes blend were observed.

Variation of the color strength of the dyed yarns according to the different blended dyes.
Dyeing with blended disperse dyes together remarkably raises the diffusion rate of dyes by using elementary disperse dyes with varied particle sizes. The particle sizes of elementary disperse dyes in the blends (ranging from 335.1 to 340.8 nm for yellow, 221.3 to 248.1 nm for red, and 233.6 to 318.6 nm for blue) enhance dye diffusion within the fiber structure, promoting better penetration and dispersion of dye particles for higher color yield and improved dye fixation.
For the tensile strength, slight enhancements were obtained with 2.66%, 0.7% and 3% for yellow, red and blue shades, respectively. The use of blended dyes also resulted in hue angle values within specified intervals for each shade (65.21 for yellow, 285.23 for red and 253.68 for blue). Finally, it can be said that the developed mathematical model and selection criteria provided a comprehensive framework for selecting optimal dyeing and achieving high-quality dyeing results.
Conclusion
This research presents an innovative approach for enhancing the dyeing efficiency of UHMWPE yarns through the use of dyes blends composed of ecolabelled elementary disperse dyes. The global quality index, a mathematical tool, was devised to aid in selecting suitable elementary disperse dyes for the blends based on various parameters such as color strength, tensile strength, rubbing colorfastness, and expert visual assessment of shade, lightness, and color levelness. Following the rigorous selection procedure guided by the mathematical tool, four yellow elementary disperse dyes (D.Y1, D.Y2, D.Y3, and D.Y4), four red elementary disperse dyes (D.R1, D.R2, D.R3, and D.R4), and five blue elementary disperse dyes (D.B1, D.B2, D.B3, D.B4, and D.B5) were chosen for the preparation of the yellow, red and blue dyes blends, respectively. The subsequent cleaner dyeing process using these formulations yielded a significant improvement in color strength, rubbing color fastness and tensile strength, surpassing conventional methods that utilize individual disperse dyes.
Footnotes
Acknowledgements
We sincerely thank La Soie Sarl (Tunisia) for their valuable collaboration and support in this research.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.