
Abstract
The ultra-high molecular weight polyethylene (UHMWPE) fibers, as the fibrous morphology of polyethylene (PE), were first used to reinforce thermoplastic starch (TPS) by a twin screw extruder. The influence of the UHMWPE content on the mechanical and dynamic mechanical thermal properties, thermal stability, contact angle, torque rheological properties, and fractured surface morphology of the UHMWPE/TPS composites was studied in detail. We found that the UHMWPE fibers were well dispersed in the TPS matrix, and the mechanical properties and water resistance of the composites improved significantly. Especially, the incorporation of UHMWPE fibers at a content of 2 wt% generated a composite with better performance (tensile strength of 8.78 MPa and contact angle of 80.2°).
Great attention has been paid to the development of environmentally friendly biodegradable polymeric materials in recent years. 1 Among the candidates, starch, a cheap and abundant natural polymer, is one of the most promising materials, and it can be converted into a thermoplastic starch (TPS) by disrupting the granule starch structure when it is processed with low water content and with thermal and mechanical forces in the presence of plasticizers that do not easily evaporate during processing. 2 However, TPS is not widely used because of its retrogradation and relatively low mechanical properties, particularly in wet and dry environments. 3,4 Consequently, many studies focused on these problems.
Currently, three main strategies have been adopted: (1) chemical modification of starch (e.g., acetylation and oxidation); 5,6 (2) blending of TPS with other polymers such as polyvinyl alcohol, 7 polyethylene, 8 polylactic acid, 9 and poly(butylene adipate-co-terephthalate); 10 and (3) adding the fibers as reinforcement to TPS, such as natural fibers (e.g., cotton, 11 flax, 12 sisal, 13 and pea fibers 14 ), synthetic fibers, 15 and microfibers/nano-fibers. 16,17
Ultra-high molecular weight polyethylene (UHMWPE) fiber is a synthetic fiber with high degree of crystallinity and low density. 18,19 Compared with natural fibers, UHMWPE fiber has ultra-high strength and modulus and good impact resistance. Therefore, it was often employed as reinforcement in composite materials. Lin et al. studied the composites of UHMWPE fiber-reinforced polyurethane (PU)-modified epoxy resins (PU/DGEBA-g-IPNs), and they found that the composite exhibited better mechanical and bulletproof properties that were comparable to those of aramid fiber/PU composite. 20 In addition, Kondo et al. also studied the mechanical properties of surface-modified UHMWPE fiber-reinforced styrene–butadiene rubbers (SBRs), and their results showed that the initial modulus of fiber-reinforced rubber was improved about five times with respect to that of the pure SBR at the fiber content of 10%, and the strength was improved about twice. 21 Therefore, UHMWPE fiber has been widely used as a reinforced component in composite materials.
Conventional polyolefins (generally polyethylene or polypropylene) are often used as a blending matrix or grafting constituent in starch-based polymers. To the best of our knowledge, using UHMWPE fibers, the fibrous morphology of PE, to reinforce TPS has not been applied and reported. Compared with natural fiber-reinforced TPS, the advantages of UHMWPE fibers included two aspects. Firstly, as mentioned above, it has high strength and modulus; secondly, the UHMWPE fiber is a nonpolar material with hydrophobic property, which is important for TPS to enhance its surface hydrophobicity.
In this work, composites based on TPS reinforced by UHMWPE fibers at 0.5–3 wt% were processed by a twin screw extruder. Although UHMWPE is nonbiodegradable, the addition of small amounts of UHMWPE fibers in TPS will not impede obviously on the biodegradability of the resulting composites. Based on these, we studied the mechanical properties, fractured surface morphology, and thermal and surface contact angle of UHMWPE/TPS composites. The rheological processability behavior of the composites was also investigated in detail on a torque rheometer.
Experimental
Materials
The corn starch (13.6 wt% moisture content) used in this study was of food grade and supplied by Shandong Hengren Industry and Trade Company (Shandong, China). Glycerol was purchased from Sinopharm Chemical Reagent Co., Ltd (Shanghai, China). UHMWPE fiber strands with fineness of 1500D were supplied by Zhejiang Qianxilong Special Fiber Co., Ltd (Zhejiang, China).
Preparation of UHMWPE/TPS composites
Firstly, the corn starch and glycerol at a mass ratio of 3:1 were manually premixed in polyethylene bags and then stored overnight. Secondly, the long UHMWPE fibers were shortened to about 5 mm prior to use. Thirdly, different amounts of UHMWPE fibers (0, 0.5, 1, 1.5, 2, and 3 wt%) and mixed corn starch and glycerol were further blended at 25,000 r min−1 for 15 s using a high-speed mixer QE-500 (Zhejiang Yili Industry and Trade Co., Ltd, China). After these preliminary steps, the mixtures were further fed into a twin screw plastic extruder (SHJ20, Nanjing Giant Machinery Co., Ltd, China) operating at 150 r min−1. The temperature profile along the extruder barrel was based on four heating zones, that is, 115, 120, 125, and 115°C. Then, the extruded samples were cut by a dicing machine, and at last, we obtained the composite granules of UHMWPE fiber-reinforced TPS. Dumbbell-shaped specimens were prepared using these small particles using injection machines (BV90, APOLLO, Shanghai, China).
Mechanical tests
Measurements of mechanical properties (tensile strength, elongation at break, and Young’s modulus) were performed in accordance with the ASTM D638 standard. The tensile measurements were conducted on a testing machine (SANS, Shenzhen, China). Dumbbell-shaped specimens (2 mm thick) of the composites were obtained by injection molding. The samples were placed between the grips of the machine and stretched with a strain rate of 20 mm min−1 at room temperature. Five to eight specimens were tested for each sample, and the average values of the measured properties were reported. The modulus was determined from the slope of the linear portion of the stress–strain curves.
Scanning electron microscopy analysis
The fractured surfaces of the composites were studied on a Quanta 200 environmental scanning electron microscope (FEI, Hillsboro, Oregon, USA). The samples were obtained from the dumbbell-shaped specimens after the tensile measurements. The fractured part of the specimen was cut into 10 × 5 × 4 mm3 near the fracture surface. The fractured faces were vacuum-coated with gold prior to analysis, and the tungsten filament was operated at 20 kV.
Dynamic mechanical thermal analysis
Dynamic mechanical properties of the UHMWPE/TPS composites were measured using a Netzsch 242E dynamic mechanical thermal analyser (Germany). The measurements were performed at a frequency of 1 Hz in three-point bending mode, corresponding to the maximum displacement amplitude of 60 μm. The temperature range was set from −120°C to 120°C, and the heating rate was 3°C min−1. The dimensions of the test specimens were 50 × 10 × 4 mm3.
Thermal stability studies
Thermogravimetric (TG) and differential thermogravimetric (DTG) curves of the samples were recorded on a thermogravimetric analyzer (TG 209 F1, Netzsch), at a heating rate of 20°C min−1. The samples were heated from ambient temperature to 600°C to determine the complete thermal degradation of the UHMWPE and composites. All tests were carried out under nitrogen atmosphere with a 20 mL min−1 flow rate.
Contact angle measurement
The UHMWPE/TPS composites were subjected to contact angle measurements on a testing instrument (DSA100, Kruss, Germany). The contact angle results were obtained by averaging 10 independent specimens, and the contact angle was measured 20 s after the water droplet was placed on the specimen.
Torque measurements
The rheological processability properties of the composites were evaluated on a torque rheometer (RTIO-55/20, Guangzhou, China) at a rotor speed of 20 r min−1. The composite granules were added to the feed port in the torque rheometer, and the temperature of the feed plate is 135, 135 and 135°C, respectively. About 35 g composite granules were used in every measurement.
Results and discussion
Mechanical properties studies
The mechanical properties of the UHMWPE/TPS composites at varying fiber contents are showed in Table 1. The tensile strength of UHMWPE/TPS increased from 1.5 MPa to 8.7 MPa with increasing UHMWPE contents from 0 wt% to 2 wt%, whereas the elongation at break decreased; that is, the highest tensile strength (8.7 MPa) was achieved when the UHMWPE fiber content was 2 wt%. At the same time, the Young’s modulus values also exhibit the similar trend. This can be ascribed to the better mechanical properties of UHMWPE. 22 –25 Moreover, according to the previous report, 26 the Young’s modulus of UHMWPE fiber bundles attained 80 GPa at 25°C under the strain rate of 300 s−1. Thus, while performing the tensile strength measurement for the composites, the stress can be effectively transferred via the UHMWPE fibers through the TPS matrix with increased UHMWPE fiber. 27 On the other hand, there may not be possible chemical interactions between the UHMWPE fibers and TPS because UHMWPE is hydrophobic other than the hydrophilic corn starch. Therefore, the UHMWPE fibers play the key role to enhance their mechanical properties; in addition, it can be seen obviously that the introduction of a small amount UHMWPE fiber can improve the tensile properties of the UHMWPE/TPS composites significantly.
Mechanical properties of UHMWPE/TPS composites prepared at varying UHMWPE contents (0–3 wt%).a
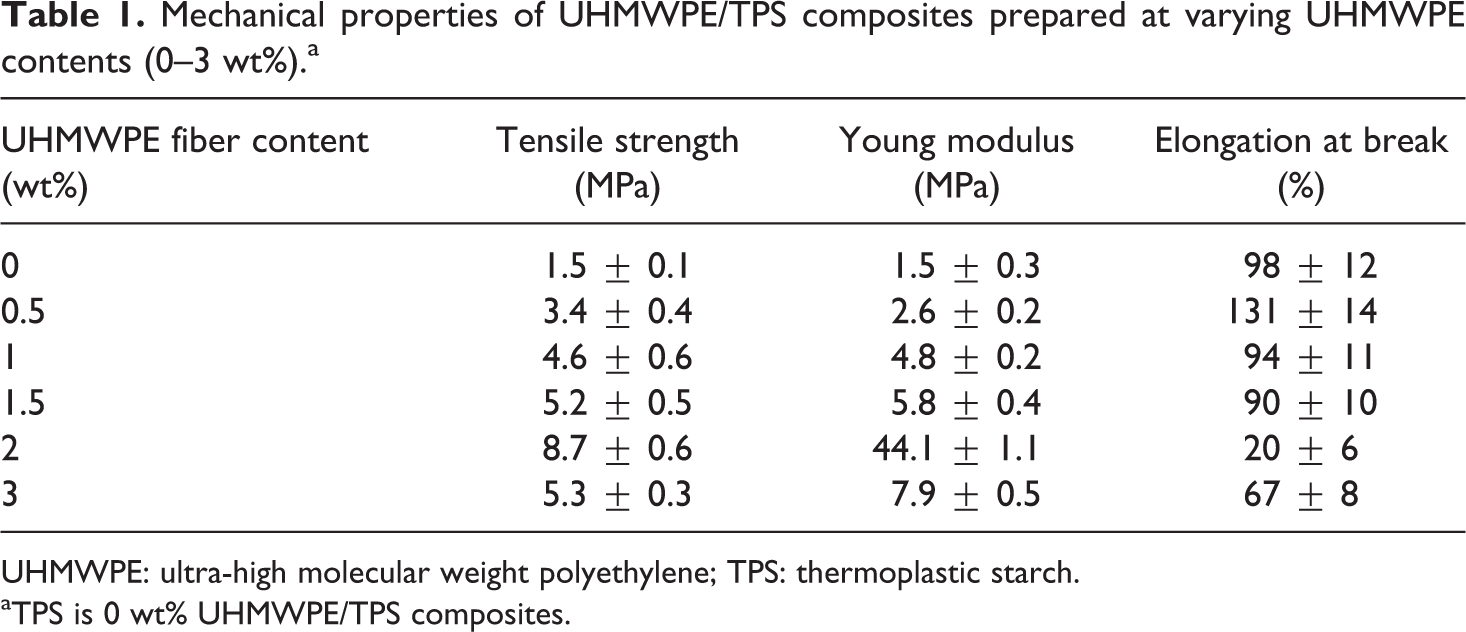
UHMWPE: ultra-high molecular weight polyethylene; TPS: thermoplastic starch.
aTPS is 0 wt% UHMWPE/TPS composites.
However, when UHMWPE fiber content increases to 3 wt%, the tensile strength of the UHMWPE/TPS composite decreased to 5.3 MPa, and the elongation at break increased slightly to 67%. Due to the increased content of UHMWPE fiber, the probable agglomerates in the composite can make the fibers’ dispersion in the TPS matrix difficult, and these aggregations could act as the stress concentrators. 22 As a result, the tensile strength value reduced and elongation at break had small increment. The corresponding microstructure and mechanism will be discussed further in the following section.
Fractured surface morphology of the composites
As observed in Figure 1, the fractured cross sections of TPS and UHMWPE/TPS composites exhibited different morphologies. TPS featured a homogeneously smooth surface, which is consistent with the report in the literature. 28 With increasing amounts of UHMWPE fiber, the resulting composites displayed rougher cross sections, and small voids also increased gradually at the fractured surface, which is owing to the partial removal of the UHMWPE fibers during the tensile test. In contrast, the voids dispersed uniformly in the fractured surface at 2 wt% UHMWPE fiber content, which suggested that the UHMWPE fibers were also homogenously dispersed in the composites.
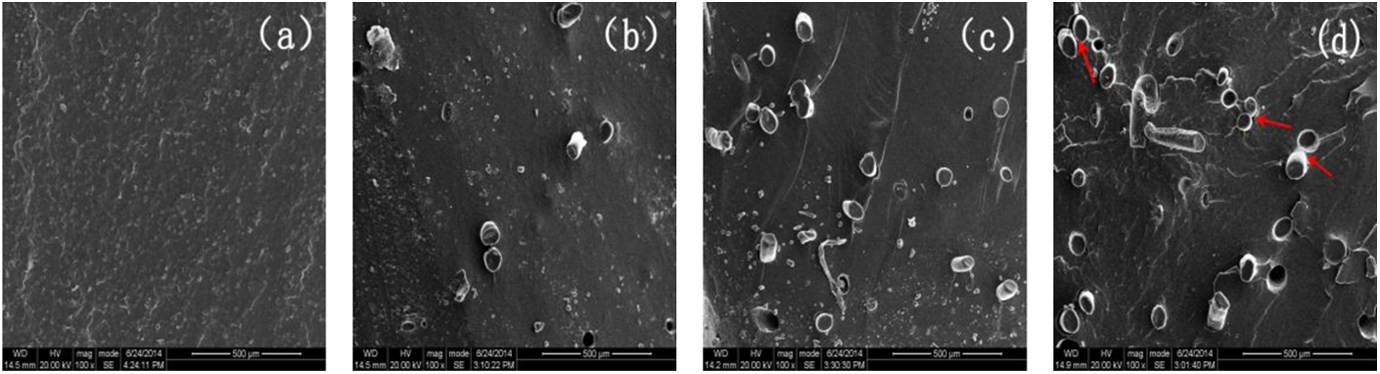
SEM images (magnification of ×100) of the fractured surfaces of the UHMWPE/TPS composites prepared at varying UHMWPE contents of (a) 0 (TPS), (b) 1, (c) 2, and (d) 3 wt%. SEM: scanning electron microscopy; UHMWPE: ultra-high molecular weight polyethylene; TPS: thermoplastic starch.
With increasing amounts of UHMWPE fibers, protruding UHMWPE fibers and voids became more obvious in the fractured surface of the composite. In addition, when the fiber content was 2 wt%, the protruding fibers dispersed homogenously in the fractured surface, which is in accordance with the highest tensile strength of composite.
However, when the UHMWPE fiber content is 3 wt%, the protruding UHMWPE fibers tend to aggregate in the cross section of the composite, as shown in Figure 1(d); in addition, some fibers being pulled out can be seen in the fractured surface. Because these fibers cannot transfer stress effectively during the tensile process, they do not contribute to the mechanical property of the material effectively. 13 Therefore, the tensile strength decreases. This finding is also consistent with the results of the mechanical property analysis.
Dynamic mechanical thermal analysis
The dynamic mechanical thermal curves for the composites, that is, the storage modulus (E′) and the loss factor (tan δ) as a function of temperature are shown in Figure 2. The variation of storage modulus (Figure 2(a)) and the peaks in the loss factor along with the increased temperature (Figure 2(b)) show that both TPS and UHMWPE/TPS have two transition regions. The low-temperature transition (Tβ) was attributed to secondary relaxation of the glycerol-rich phase, and the high-temperature transition (Tα) corresponded to plasticized starch. 29,30
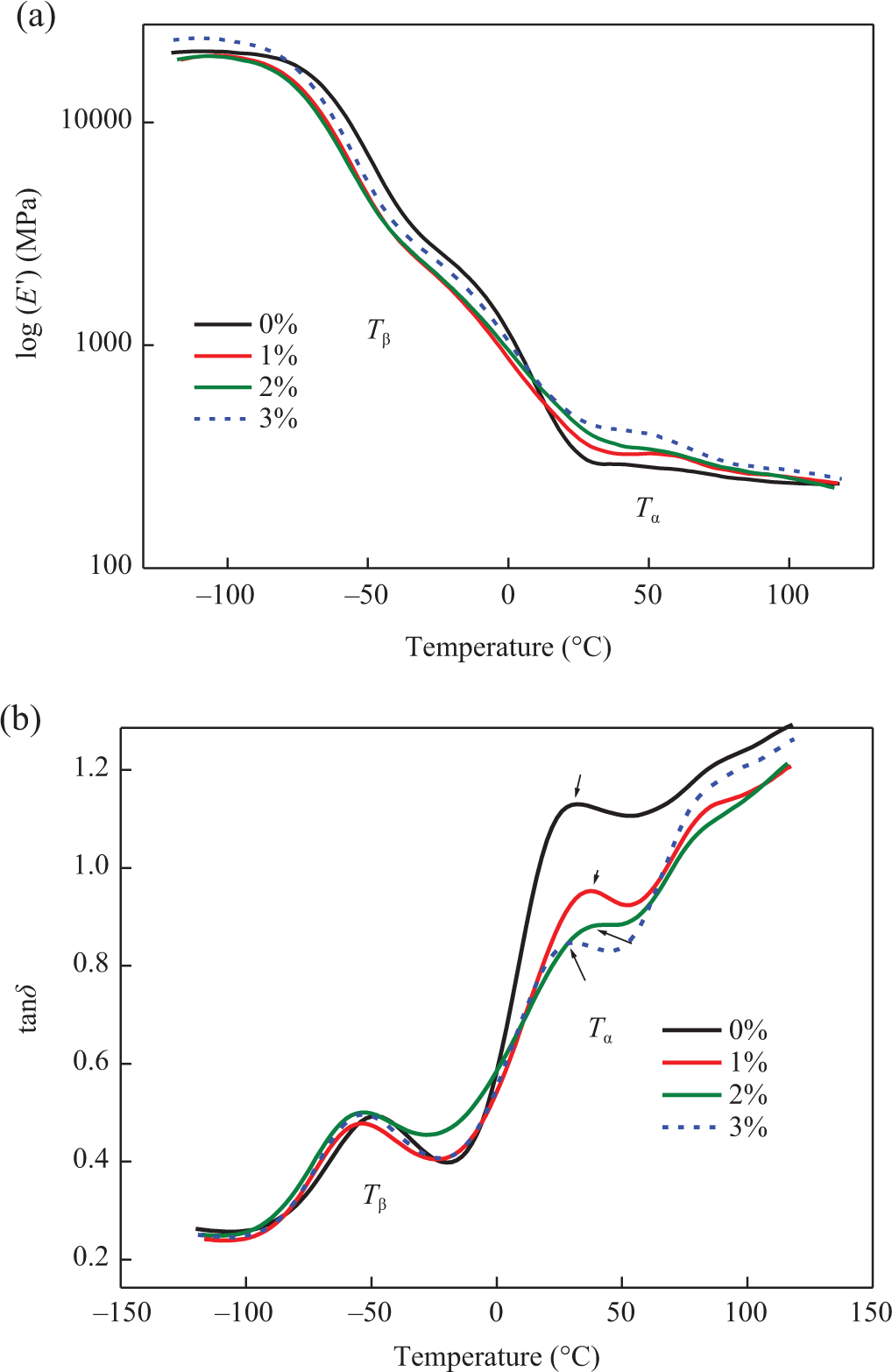
DMTA curves of the UHMWPE/TPS composites prepared at varying UHMWPE contents (0 (TPS), 1, 2, and 3 wt%; frequency: 1 Hz). DMTA: dynamic mechanical thermal analysis; UHMWPE: ultra-high molecular weight polyethylene; TPS: thermoplastic starch.
In the low-temperature transition region from −100°C to 0°C, for the initial storage modulus, the composite with 3 wt% UHMWPE fiber has a maximum value, this can be related to the mobility of the glycerol, and when the starch molecule is frozen effectively with more UHMWPE fibers at lower temperature, the system showed glassy state with the occurrence of small deformation caused by bond angle and bond length changes. Therefore, the composites have a high storage modulus. However, the initial storage modulus for 1–2 wt% composites was close to the TPS, which suggested that less UHMWPE fibers have no obvious effect on the initial storage modulus. In addition, the storage modulus of UHMWPE/TPS composites and TPS decreases with increasing temperature, showing that the glycerol and segmental motion of starch molecules improved gradually. Correspondingly, the tan δ value for composites is close to that for TPS, which further proved that the added UHMWPE fibers in the TPS matrix cannot transfer the stress effectively in this transition region, so they have similar loss factor.
In the high-temperature transition region from 0°C to 100°C, with increasing temperature, the activity improves between starch macromolecule segments, which resulted in further decrease in storage modulus. However, with the increasing amounts of UHMWPE fibers, the storage modulus of composite decreased slowly. This can be attributed to the high modulus of the UHMWPE fibers, which can effectively carry the stress and improve the mechanical properties of TPS.
When the temperature increased gradually to Tα, the segmental motion of the starch macromolecules accelerated. At the same time, with the increasing amounts of UHMWPE fibers, entanglement phenomenon occurs between the fibers, and segmental motion of the chain is inhibited, which resulted in a slower decrease in storage modulus. Meanwhile, we can find that the TPS and composites have different tan δ values apparently near the Tα. This can be attributed to the fact that the fiber, as the reinforcement, can carry and transfer a greater extent of stress at the interface, which consequently leads to a low dissipation factor for composites. 31 Therefore, with the increasing UHMWPE fiber content, the tan δ peak value of composites decreased remarkably, compared with that of TPS.
Thermal stability studies
The TG curves of UHMWPE fiber, TPS, and UHMWPE/TPS composites under nitrogen atmosphere are shown in Figure 3(a). Obviously, the UHMWPE fiber has better thermal stability with initial decomposition temperatures at about 400°C. For other samples, an initial mass loss at temperatures approximately below 150°C was observed, which could be related to the volatilization of water and glycerol. 32 A subsequent maximum mass loss was observed in the temperature range of 280–380°C that was attributed to the thermal degradation of starch. Furthermore, the UHMWPE/TPS composites showed another degradation stage, which occurred in the temperature range of 480–490°C that was due to the degradation of UHMWPE.
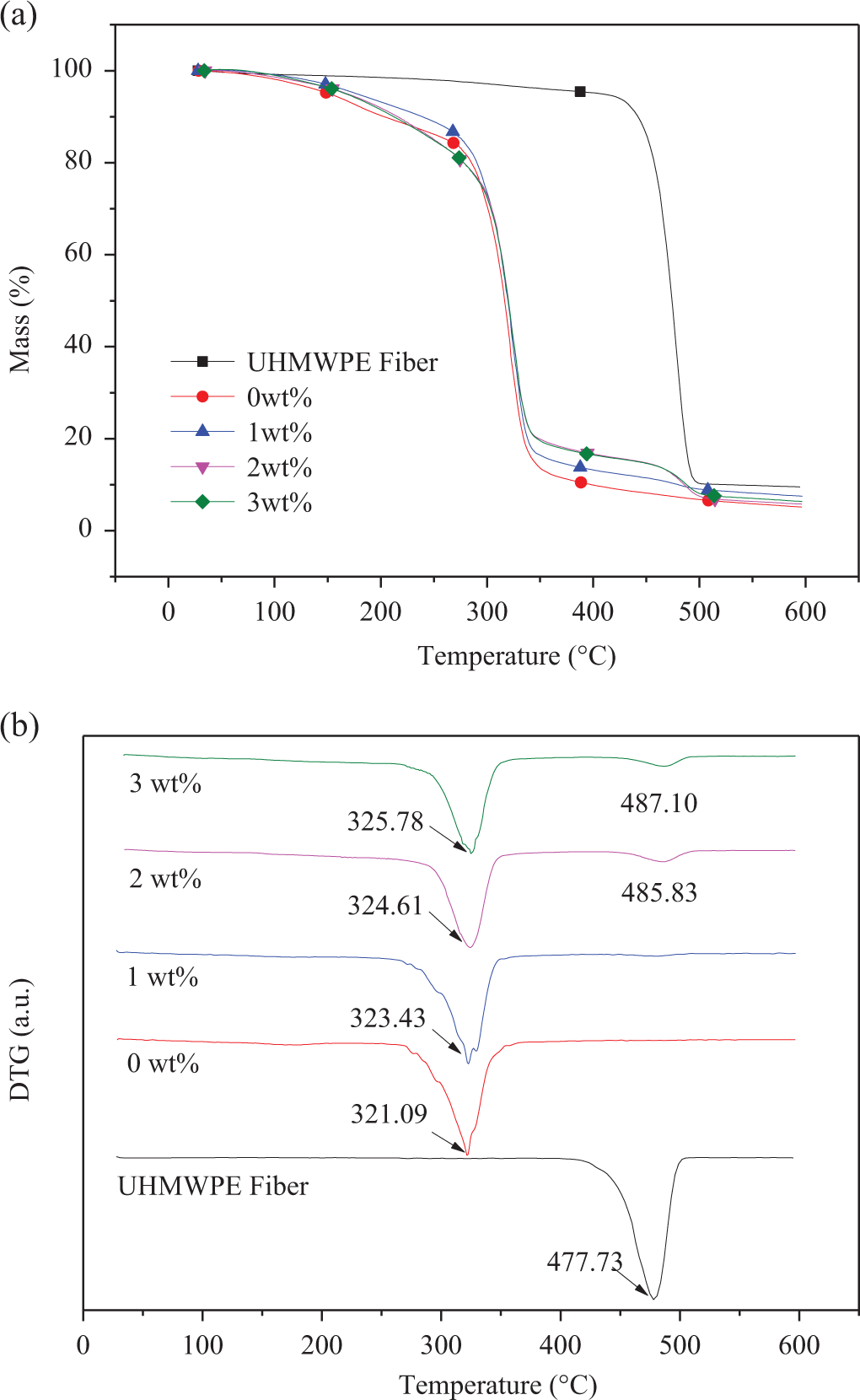
(a) TG and (b) DTG curves of the UHMWPE fiber and UHMWPE/TPS composites prepared at varying UHMWPE contents (0 (TPS), 1, 2, and 3 wt%). TG: thermogravimetry; DTG: differential thermogravimetry; UHMWPE: ultra-high molecular weight polyethylene; TPS: thermoplastic starch.
The DTG curves, which were used to further evaluate the thermal stability of the materials based on the temperature associated with maximum decomposition rates (Tp), are shown in Figure 3(b). The UHMWPE fiber has the highest Tp of 477.73°C. At the same time, the Tp (324.43–325.78°C) of the UHMWPE/TPS composites was slightly higher than that of TPS (321.09°C), thereby suggesting the enhanced thermal stability of the composites. Moreover, the UHMWPE/TPS composites with 2–3 wt% UHMWPE fiber displayed an additional Tp peak near 485°C, which corresponded to the thermal degradation of UHMWPE. Therefore, the higher thermal stability of the UHMWPE/TPS composites can be ascribed to the high thermal stability of the UHMWPE fibers. Similar results have also been reported for TPS composites containing different fibers such as eucalyptus fiber/corn starch, 33 winceyette fiber/corn starch, 32 and cotton fiber/rice starch. 11
Contact angle measurement
The contact angles of TPS and UHMWPE/TPS composites can be observed in Figure 4 and Table 2. TPS displayed the lowest contact angle of 41.6°, whereas UHMWPE/TPS composites had higher contact angles. This behavior can be related to the more hydrophobic characteristic of the UHMWPE fibers when compared with the hydrophilic property of starch. Furthermore, with increasing amounts of UHMWPE fibers, the contact angle of the resulting UHMWPE/TPS composites increased, thereby indicating that the water resistance of the composites increased with increased addition of the UHMWPE fibers owing to their hydrophobic property. The composites prepared at a UHMWPE fiber content of 3 wt% featured the best water resistance with an associated contact angle of 83.2°.
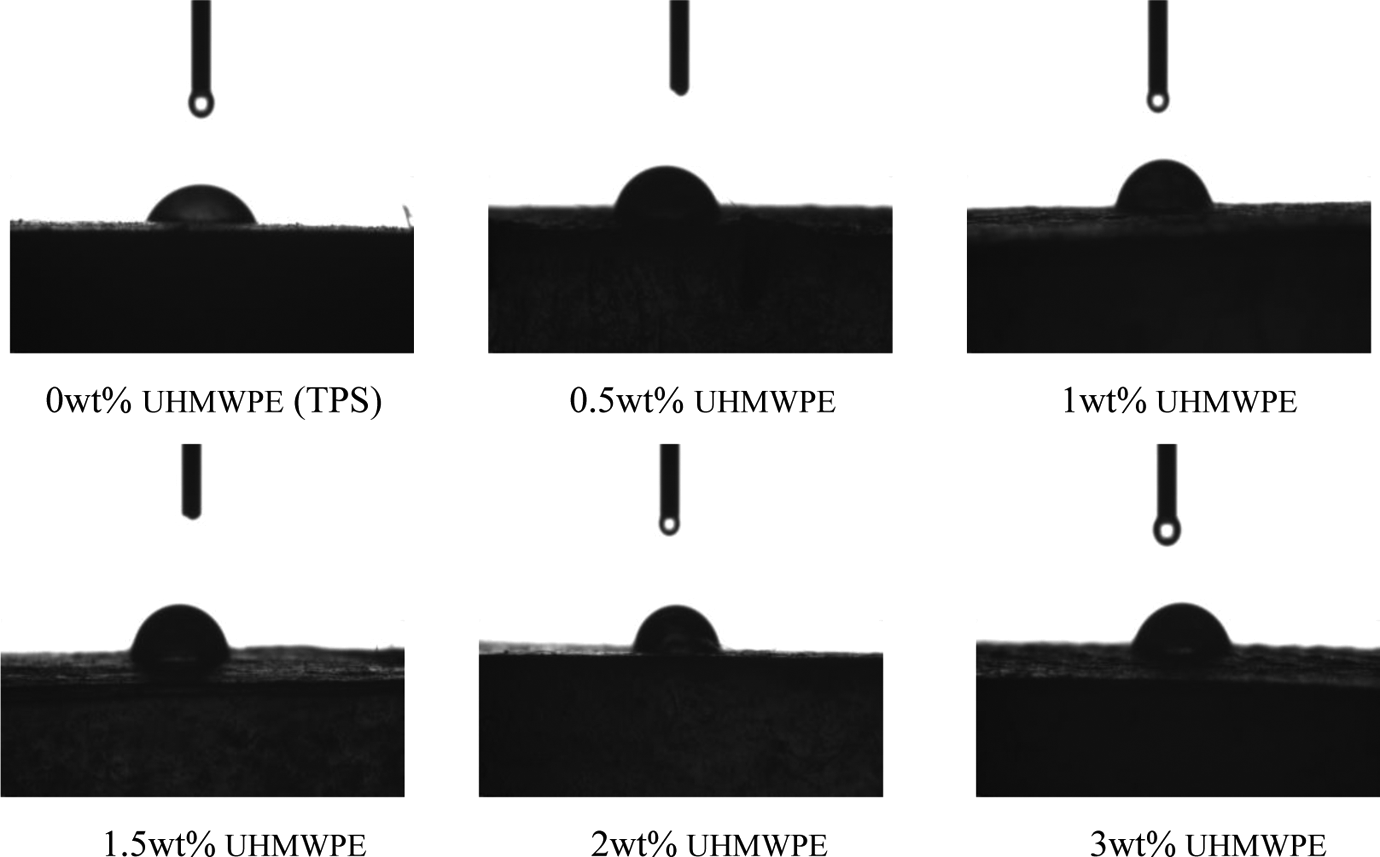
Images of contact angle test for the UHMWPE/TPS composites prepared at varying UHMWPE contents (0–3 wt%). UHMWPE: ultra-high molecular weight polyethylene; TPS: thermoplastic starch.
Contact angles of UHMWPE/TPS composites prepared at varying UHMWPE contents (0–3 wt%).a
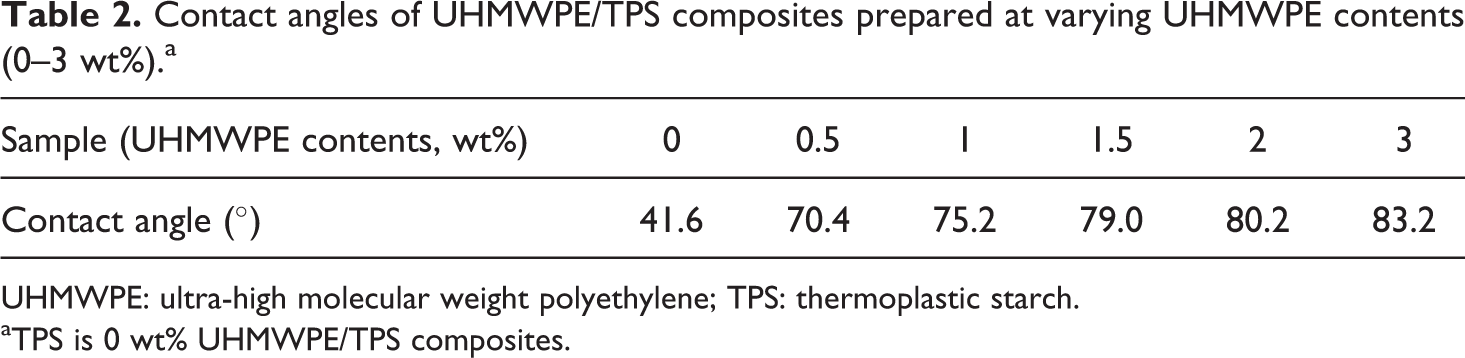
UHMWPE: ultra-high molecular weight polyethylene; TPS: thermoplastic starch.
aTPS is 0 wt% UHMWPE/TPS composites.
Torque measurement
Processability is another important property for the application of TPS composites. Hence, the rheological characteristics of the UHMWPE/TPS composites were studied. The torque rheological test simulates the processing conditions in an extruder and provides the basis for developing quantitative levels of processability as a function of mixing time. 34 Typically, a very sharp peak of torque can be detected during processing that occurs at the loading stage. After the loading peak, torque decreases quickly and gradually becomes constant, indicating completion of the plasticization process under shear stress. 35
As observed from Figure 5, TPS and UHMWPE/TPS composites displayed comparable torque profiles. Torque increased sharply to a maximum before decreasing to a stable value, thereby indicating that the melting and plasticization processes are complete. The maximum torque peak and equilibrium torques are shown in Table 3. TPS displayed an equilibrium torque of 15.70 N·m. With increasing UHMWPE fiber contents, the equilibrium torque of the corresponding UHMWPE/TPS composites first decreased and then increased, reaching a minimum of 12.52 N·m when the UHMWPE fiber content increased to 2 wt%. This result can be ascribed to the addition of UHMWPE fibers with low surface energy and low viscosity that may act as a “lubricant” in the continuous phase of TPS, thereby facilitating the melt processing behavior of the UHMWPE/TPS composites.
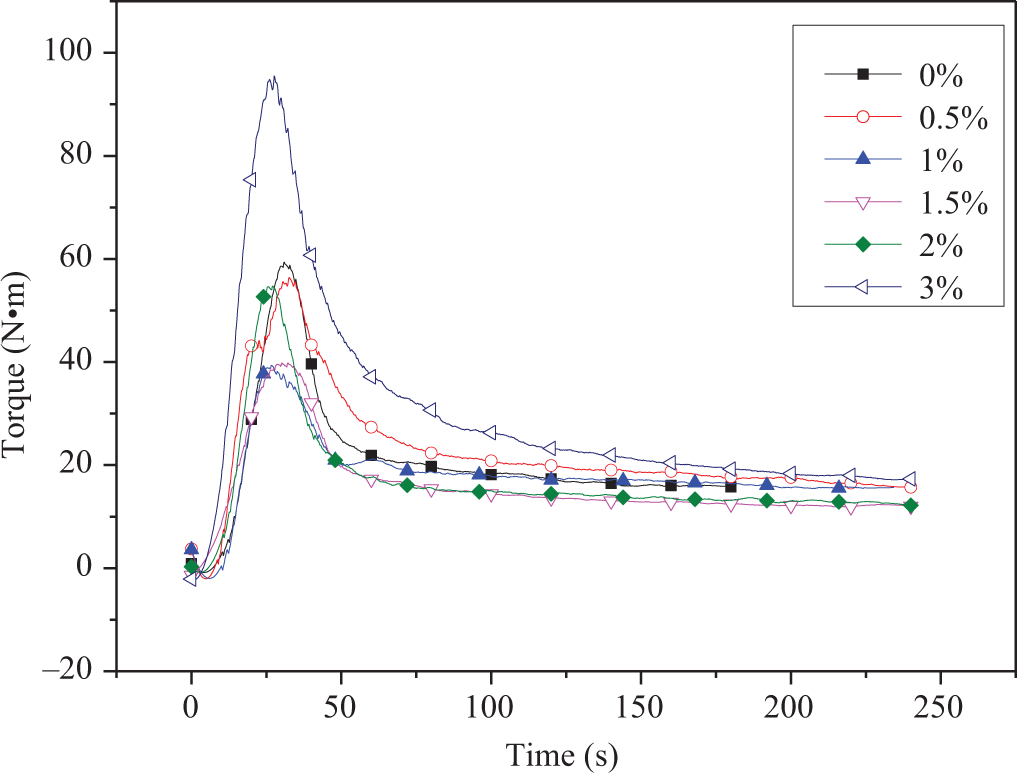
Torque curves of the UHMWPE/TPS composites prepared at varying UHMWPE contents (0–3 wt%). UHMWPE: ultra-high molecular weight polyethylene; TPS: thermoplastic starch.
Torque data of UHMWPE/TPS composites prepared at varying UHMWPE contents (0–3 wt%).a
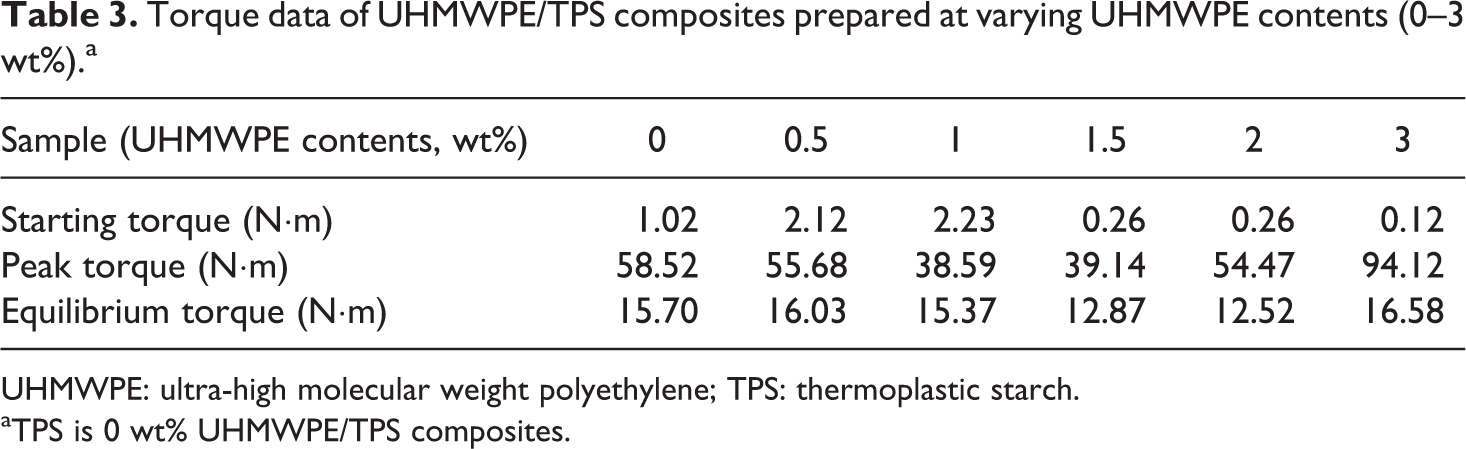
UHMWPE: ultra-high molecular weight polyethylene; TPS: thermoplastic starch.
aTPS is 0 wt% UHMWPE/TPS composites.
However, both maximum torque peak and equilibrium torque increased significantly to 94.12 and 16.58 N·m, respectively, when the UHMWPE fiber content increased to 3 wt%. This finding suggested that as the fiber content increased further, several UHMWPE fibers oriented randomly and were entangled with each other in the composite, thereby increasing the viscous flow activation energy of the UHMWPE/TPS composite. Therefore, the rheological processability of the composite deteriorated. These findings are also consistent with the mechanical property results.
Conclusions
In this article, different amounts of UHMWPE fibers were incorporated into TPS using a twin screw extruder to enhance the performance of the UHMWPE/TPS composites. The mechanical properties and water resistance of the UHMWPE/TPS composites improved significantly with increasing amounts of UHMWPE fibers. When the amount of the UHMWPE fibers was 2 wt%, the resulting composite material displayed improved performance (the tensile strength was 8.78 MPa, and the contact angle was 80.2°). In addition, the UHMWPE/TPS composites also possess better processability.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Jiangsu government Scholarship for overseas studies, the Nanjing Forestry University Yong top talent program, Natural Science Foundation of Jiangsu Province (Grant No. BK20140967), and National Natural Science Foundation of China (20904022 and 20904021).