
Abstract
In recent times, para-aramid fabrics have become widely used in the design of composite structures for defense, automotive, and aerospace sectors, sports equipment, and other various applications. High-performance para-aramid fibers form the foundation of lightweight ballistic materials, typically as a woven fabric or a non-woven cross-plied unidirectional material, usually impregnated with a thermosetting or thermoplastic polymeric matrix. Currently, efforts are under way to enhance the impact protection performance of these composites by incorporating reinforcement such as ceramics, nanofibers, various nanoparticles, nanotubes, and their modified hybrid structures with a poly (vinyl butyral) (PVB) thermoplastic matrix. The aramid fibers reinforce the composite’s strength and thermal stability, while the PVB matrix offers flexibility, toughness and impact resistance. This survey presents the effects of adding different nanofillers and their hybrids on impact resistance and overall performance of these p-aramid fibers/poly (vinyl butyral) composites, focusing on improved elastic modulus and energy absorption following the ballistic impact and knife penetrations of the composites. Overall, incorporating hybrid nanofillers into aramid fiber/PVB composites results in materials with superior impact resistance, thus enhanced protective capabilities, making them ideal for high-performance applications.
Keywords
Introduction
Woven or multi-axial fabrics produced from para-aramid fibers (aromatic polyamide) of great stiffness are often used for body armor. They are also employed in protection against high-speed projectiles for aircrafts and vehicles. Para-aramid (p-aramid) fibers are high-performance polymer fibers with low density, high tenacity, high strength-to-weight ratio (five times higher than steel of an equal weight basis), high thermal and chemical resistance, flexibility, high impact resistance, high energy absorption capability, and high strength. Their extraordinary mechanical properties originate from the long, straight fibers of poly (p-paraphenylene terephthalamide). Aramid fabrics, due to their remarkable performance, impregnated with different kinds of resins or thermoplastic polymers, are often used as composite prepregs in the production of equipment for personal ballistic protection. Besides aramid, various high-performance polymer fibers have been developed, characterized by low density, superior strength and stiffness.1–7 These high-strength fibers react in tension as rate-independent linear elastic materials while in transverse compression they can resist large plastic deformation without a considerable loss in their tensile load-carrying capacity. These materials, besides p-aramids (Kevlar, Twaron, Kolon), include ultra-high molecular weight polyethylene (UHMWPE: Dyneema, Spectras, Dacrons), PBO fibers (Zylon), PIPD fibers (M5), Honeywell’s GoldFlex®, Spectra®, Pinnacle Armor’s Dragon Skin® body armor, INNegRITY Innegra S, etc. Besides excellent mechanical properties of the fibers themselves, the capacity of fabric armor for energy absorption depends on its weave structure; the number of fabric (laminate) plies and surface treatment of fiber yarns. The ballistic resistance of the fabric also depends on other parameters which are not in connection with the fabric properties, and they include impact velocity, impact angle, the shape of a projectile, boundary conditions, etc.3–5 Textile composites are widely used as a light-weight ballistic protection because of their good stiffness and strength, and low weight compared to many other classes of materials. Their use provides enhanced survivability and easier movement and transport of people and devices. 8
There are two basic categories of body armor materials that offer protection from various missile types. The “hard body armor” is used to guard against high-velocity (rifle) bullets and it is made of steel, ceramic, and composite materials while the “soft body armor” is made of textiles and it is used to defend against handgun and low-velocity bullets. Most often, the “soft body armor” consists of fabrics/fibers as multi-layer ballistic panels placed inside a “carrier” made of polyester/cotton or nylon fabric, sometimes covered with a light-resistant or water-resistant material. The military’s “hard body armor” is meant to protect against fragmentation threats, while police officers typically wear “soft body armor.” 9 Extensive work has been done on the development of novel armor materials, and flexible, lightweight materials are now used in body armor systems to protect users against specific types of dangers without limiting the mobility of the users.
The protective composite structures can be damaged by impact in two ways – the complete laminate penetration induced by high-velocity impacts from low-mass projectiles and non-penetration damage from low-velocity impacts like liquid jets or strong winds. 10 After impact loading, internal delamination in composites manifests as matrix fissures at the interfaces between layers. 11 The sum of fracture initiation energy and fracture propagation energy is equal to the total impact energy. Contrary to tough materials, which have low breakage initiation energy and high breakage propagation energy, fragile materials have a high value of fracture initiation energy and a low value of crack propagation energy. 12
The most used thermoset resins for ballistic composites are modified phenolics, epoxy and polyesters, while the most used thermoplastic resins are polypropylene, polyphenylene sulfide, bismaleimides and polyurethanes. Both types of resins have high impact and damping resistance. 13 The stiff Kevlar/PVB/phenolic composite helmet was introduced in 1970 to replace a steel helmet, in order to improve protection at lower mass. 14 Typically, the fabric used in these composite structures is impregnated with various thermosetting resins or thermoplastic polymers, or thermoplastic and resin mixtures. By adding some thermoplastics or elastomers, such as polyurethane, poly (vinyl butyral) (PVB), or carboxyl terminated butadiene acrylonitrile, the commonly used brittle resins are modified to enhance the performance of the composites. 9 It is critical to increase interlaminar adhesion and toughness for composites with brittle matrices to serve effectively. The elastomer dispersed in a resin controls the fracture mode and inhibits the brittle fracture of the resin by causing plastic deformation at the tips of spreading fractures and lowering the stress surrounding the crack tip below the critical point. This mechanism enables improved impact characteristics and fracture toughness. The brittleness of phenolic resin has severely constrained their widespread use, but it was proven that the fracture toughness of phenolic resins can be considerably increased by adding small amounts of elastomer, in form of rubbery particles chemically linked to the matrix. 10
Within this survey, it is presented an overview of the research results on aramid fiber/poly (vinyl butyral) based composites reinforced with various nanostructures for over a decade long period. A series of laminated composites has been developed, intended for ballistic protection or other demanding applications, with incorporated nanoparticles of silica, carbon nanotubes, tungsten disulfide nanoparticles and nanotubes, and hybrid nanostructures thereof, with enhanced mechanical resistance confirmed by various testing procedures. First, the main constituents were introduced and later the procedure of their incorporation into the manufacture of composites was described, and in the end, the mechanical performance of the new composites was presented.
Nano-size fillers may provide a large interfacial area in the composites that controls the degree of the polymer-filler interaction, affecting the final properties, as the interfacial region begins at the point in the filler from where the properties differ from those of the bulk filler and end in the polymer matrix to the point where properties become equal to those of the bulk matrix. Various nanofillers were studied for incorporation into the nanocomposites (carbon nanotubes (CNTs), graphene, silica, etc.) and proven to improve the mechanical properties, thermal properties, lightweight, etc. Many of such nanocomposites may have applications in the defense sector.15,16
Para-aramid fibers used in production of composites for ballistic protection
There are different types of p-aramid fibers under different names and grades produced by several companies worldwide. Most known is Kevlar®, a registered trademark for para-aramid (p-aramid) fibers developed by DuPont company. Kevlar® consists of long-chain polymer poly (p-phenylene terephthalamide), Figure 1. 14 The high degree of alignment of these chains forms extraordinary properties of this material like tensile strength, low elongation at break, high modulus, high chemical resistance, low thermal shrinkage and flame resistance. These fibers are characterized by great toughness suitable for light body armor such as bulletproof vests, but also for different kinds of ballistic protection products such as helmets, ballistic blankets and protective composite panels.
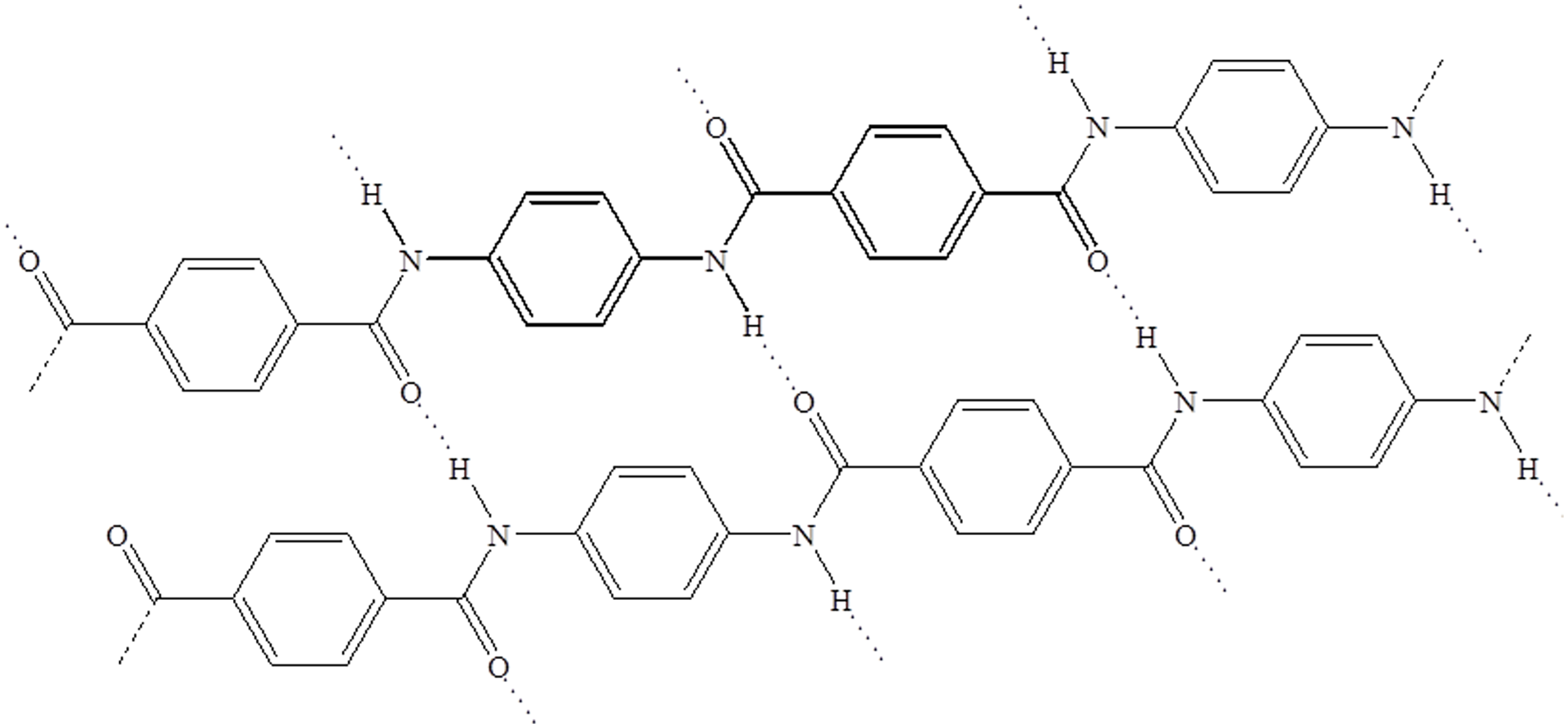
Chemical structure of para-aramid fibers. 1
These fibers have excellent stability at elevated temperatures, they are waterproof and these properties make them ideal armor for military armor.7,14 Twaron® fibers, developed by Akzo Nobel (now Teijin Twaron), have good heat resistance and high tensile strength due to a large number of microfilaments in their structure that improve the impact-absorbing capacity of body armor. Technora®, produced by Teijin company, is applied in need of high strength and chemical resistance, good fatigue resistance, dimensional stability and high heat resistance. 7 Heracron®, produced by Korean company Kolon Inc, also has high strength with thermal and chemical resistance. There is also a Russian aramid fiber known under its commercial name Rusar or Artec, with performances which are better than those of Kevlar, Twaron or Kolon aramids. Still, due to its small amounts outside Russia and the high price, it is not so often applicable.14,17 The mechanical properties of the above-mentioned high-performance fibers are presented in Table 1.

The mechanical properties of different aramid grades given in Table 1 reveal that most of them have similar values of the tensile strength, in the scope of 2800–3390 MPa, and the elastic modulus values from 70 to 121 GPa, where Twaron has the highest elastic modulus. The Kevlar fiber, produced by Du Pont has a similar chemical structure to the Twaron fiber, produced by the Dutch chemical company Akzo.19–23 DuPont has recently developed a new type of aramid fibers, called the Kevlar EXO with extraordinary properties, which will certainly be used in future armor design. 20 The properties depend on the crystallinity of the p-aramid in basic fibers, on the technological parameters of these fibers manufacture process, on the chemical modifications applied, etc. All composite materials surveyed by this paper contain p-aramid fibers of the specific grades intended for ballistic protection.
Poly (vinyl butyral) polymer matrix
Being a thermoplastic elastomer, poly (vinyl butyral) has high flexibility and elasticity, impact and tensile strength. Besides its good mechanical properties, it is compatible with many other resins. PVB can be added to polyurethanes, epoxy, melamine, phenolic resin, and the obtained mixtures can have a desirable combination of the properties of the two compounds, and under certain conditions, the resins can undergo chemical reactions, like between PVB and phenolic resin, resulting in a material of improved toughness. PVB is soluble in alcohols and other generally used organic solvents. PVB shows good adhesion to many surfaces, and when it dissolves, it shows fast solvent release and low solvent retention – this makes it a good ingredient in formulation of films, coatings or impregnations.24–28 The manufacture of laminated glass, binders, coatings and paints, are the most known industries where PVB has a significant role, but it is also used in the production of laminated composites for ballistic protection. Some of the important properties of the PVB type Mowital B 60 H, which was used for the preparation of the present composites, are given in Table 2.

Good adhesion to various substrates and fibers and compatibility with other resins is a consequence of the chemical structure and the synthesis procedure of PVB. Poly (vinyl butyral) is produced from the condensation of poly (vinyl alcohol) (PVA) with n-butyraldehyde in an acid environment. This unfinished reaction produces 1,3-dioxane rings leaving some unreacted hydroxyl groups. Poly (vinyl alcohol) is produced by the hydrolysis of poly (vinyl acetate) (PVAc) and there is a limited amount of remaining acetate groups, which could vary depending on the selected manufacturer. The process of conversion to PVB is incomplete, resulting in a multi-functional polymer made of residual acetate and hydroxyl groups. The glass transition temperature Tg of this polymer increases with increasing vinyl alcohol content.1,30 Not only PVB is compatible with them, but it chemically reacts with many resins, such as phenolic, epoxy, melamine resin, with dialdehydes and polyisocyanates. A chemical reaction that occurs between PVB and phenolic resin, at high temperatures (160°C), is shown schematically in Figure 2. A combination of phenolic resin with PVB is often used in composites for ballistic protection, since the addition of PVB to phenolic resin increases the flexibility, ductility and adhesiveness of phenolic resin.8,31–35

The chemical reaction between PVB and phenolic resin.
Additional reinforcement of laminated composites intended for impact resistant structures and ballistic protection, based on aramid fabrics and PVB, can be achieved by adding specific nanofillers to the polymer matrix. Some of them will be presented further in this paper, within a broad survey of the current research results.1,2,36–41
Nano-reinforcement for enhanced impact resistance
Nanosilica and modified silica nanoparticles
Nanosilica, SiO2, is one of the primary nanofillers which are used in polymer composites. The addition of nanosilica ceramic reinforcement to polymer matrices in the body armor improves its mechanical properties considerably. 1 In order to achieve improvement of impact resistance of the composites within which they are incorporated, the silica nanoparticles are often modified by silane coupling agents. Although they have nanometer dimensions and high surface area, nanosilica particles surface is modified for their better dispersion and deagglomeration, since silane coupling agents may form chemical bonds between them and organic components, and better interfacial interactions between the particles and the polymer matrix.1,42 The inclusion of nanosilica treated with silane in the matrix component of the composite was proven to increase resistance to the bullet impact and increase the storage modulus and stiffness of the composites.43,44 This modification is achieved by using different types of silane coupling agents, such as 3-aminopropyltriethoxysilane, vinyltriethoxysilane, etc. Stojanovic et al. modified the silica nanoparticles with a high specific surface area of 380 ± 30 m2/g and an average particle diameter of nanoparticles 7 nm, using γ-aminopropyltriethoxysilane and crosslinked by the glutaraldehyde for preparation of the high impact-resistance hybrid aramid fabrics. The modification introduces the hydrolysis of silane by the loss of alkoxy groups which react with the hydroxyl groups from the silica surface (Figure 3).1,2

Possible reactions silanization of the silica nanoparticles and crosslinking by the glutaraldehyde method. 2
Carbon nanotubes and chemically modified carbon nanotubes
Carbon nanotubes (CNT) are used as reinforcement in polymer composites because of their high length/diameter ratio, small size and mass, great stiffness and outstanding mechanical properties. The carbon-carbon bond in graphite is one of the strongest in creation and thus the CNT are excellent candidates for composing the stiffest structures. Their structure is probably the strongest and the lightest one with tensile strength which is higher than those in steel but it is six times lighter.45–48 The Single Walled Carbon NanoTube (SWCNT) presents a hexagonal cylindrical structure of carbon atoms, in the form of a rolled-up graphene sheet. The multiple rolled layers of graphene sheets make concentric tubes of a Multi Walled Carbon NanoTube MWCNT.49,50 The length of MWCNT could be in the range 3–30 µm with an outer diameter of 13–18 nm. Due to their light-weight and excellent energy absorption capacity, carbon nanotubes are applied in the fabrication of antiballistic materials for body and vehicle armor and explosion-proof blankets.51–53
CNT tend to agglomerate due to the presence of Van der Waals forces among their polarizable π orbitals. The compatibility of nanotubes with polymer matrix can be achieved by chemical modification of their surface, using various solvents, surfactants, strong acids, non-covalent and covalent bonding which contribute to the uniform dispersion of carbon nanomaterials in water, and other polymer matrix-related materials with appropriate interaction between nanotubes and polymer.51,53–56 One way of improving the dispersion of CNT consists of grafting the carboxylic acid-functionalized carbon nanotubes (CNT-COOH) onto an amino-functionalized surface of silica particles (SiO2-NH2). 57 One of the most used methods for covalent functionalization is the oxidation of carbon nanotubes by using oxidizing agents such as strong acids (e.g. HNO3/H2SO4), which results in the formation of carboxylic or hydroxyl groups (-COOH, -OH) on the surface of nanotubes. 58 Also, the good dispersion of nanotubes can be achieved with the ionic modification that provides a strong interaction between the π-electron clouds of the CNT and the cations of the modifier. 59 Finding the ideal CNT concentration is crucial since a large quantity of CNT might lead to aggregate formation due to their mutual interaction, which reduces the interfacial contact area for stress transmission to the surrounding polymer. Due to that, the composite loses some of its effective stiffness and strength.6,55 The bonding that forms between the filler surface and the polymer matrix, as well as the temperature and viscosity, determines the strength of this complex. 60
IF-WS2 nanoparticles and INT-WS2 nanotubes
The inorganic fullerene-like nanostructures of transition metal sulfides (MoS2, WS2, NbS2, etc.), first synthesized by Tenne et al.,61,62 of nearly spherical, hollow shape, have properties that can be exploited in many applications. In the form of inorganic tungsten disulfide (WS2) fullerene-like particles (IF) and inorganic nanotubes (INT) they exhibit excellent mechanical properties, chemical inertness and a high elasticity, excellent shock resistance comparable or higher than carbon nanotubes, which makes them great candidates for use in various demanding applications, such as aerospace and automotive technology, load bearing systems, for high-temperature applications, for corrosion protection, in lubricants, etc.63–65 Having these exceptional characteristics, IF-WS2 and INT-WS2 are recognized as promising fillers of the composites and are extensively studied. It was reported that the addition of these nanoparticles to composite materials provides enhancement in their thermomechanical and tribological properties.66–68 It is not simple to produce the IF-WS2 and INT-WS2 nanostructures and there are only several methods.63,69–71 The main properties of the above-mentioned nanostructures are given in Table 3.
Properties of the inorganic fullerene-like tungsten disulfide nanoparticles and nanotubes NanoLub™.

WS2 multilayer nanotubes have also been noticed for their exceptional shock resistance. When submitted to the shock-wave load, INT-WS2 were capable of preserving their integrity despite the shear stress caused by shock waves of up to 21 GPa, 66 and they also induced great improvements to flexural strength and bending of composites when added as reinforcement, as well as abrasion resistance of polymer matrices within which they have been incorporated.72,73 The main obstacle to their use is the tendency of these nanoparticles to agglomerate 64 which strongly affects the performance of IF-WS2. 74 The ultrasonic deagglomeration is a method that is often applied and which has been studied as a factor of the degree of reinforcing effect of IF-WS2 as a filler in composite materials.75,76 High-intensity ultrasound is used to disperse the powder in a liquid very effectively, but it is not easy to achieve good dispersion of the nanoparticles in polymer solutions of high viscosity.
Hybrid nanoparticles (o-SWCNT/mSiO2 and o-SWCNT/mIF-WS2)
When they are dispersed as individual nanostructures, CNT and WS2 have only physical interaction with the matrix, and do not have chemical interaction with the fibers. In case of a modified o-SWCNT/mIF-WS2 hybrid, there are free reactive amino groups (-NH2) that may interact with the polymer binders (with hydroxyl (-OH), carboxyl (-COOH) or carbonyl (-C=O) functional groups). The different functionalizations of SiO2 nanoparticles and CNT are required for the synthesis of o-CNT/mSiO2 hybrid nanoparticles. The use of silane coupling agents for the modification of silica nanoparticles was proven to result in the formation of free amino groups (NH2) on their surface, which could serve as reactive sites for chemical reactions with the functionalized CNT (Figure 4).1,77 In the preparation of composites by Obradović et al., carbon nanotubes were carboxylic acid-functionalized (CNT-COOH). One group of CNT-COOH contained multiwalled carbon nanotubes (MWCNT), made by using a solution of concentrated nitric and sulfuric acids (in a volume ratio of 1:3, respectively), while oxidized single walled carbon nanotubes (o-SWCNT) were produced by catalyzed chemical vapor deposition. The functionalization of CNT with oxidants (in the mixture of concentrated nitric and sulfuric acids) generates carboxylic acid groups on the surface defect sites and both ends of nanotubes. These COOH groups are converted into active groups which react with the amino groups from the mSiO2 nanoparticles, composing o-CNT/mSiO2 hybrids in the end (Figure 4). 57
Formation of o-SWCNT/mSiO2 hybrid.
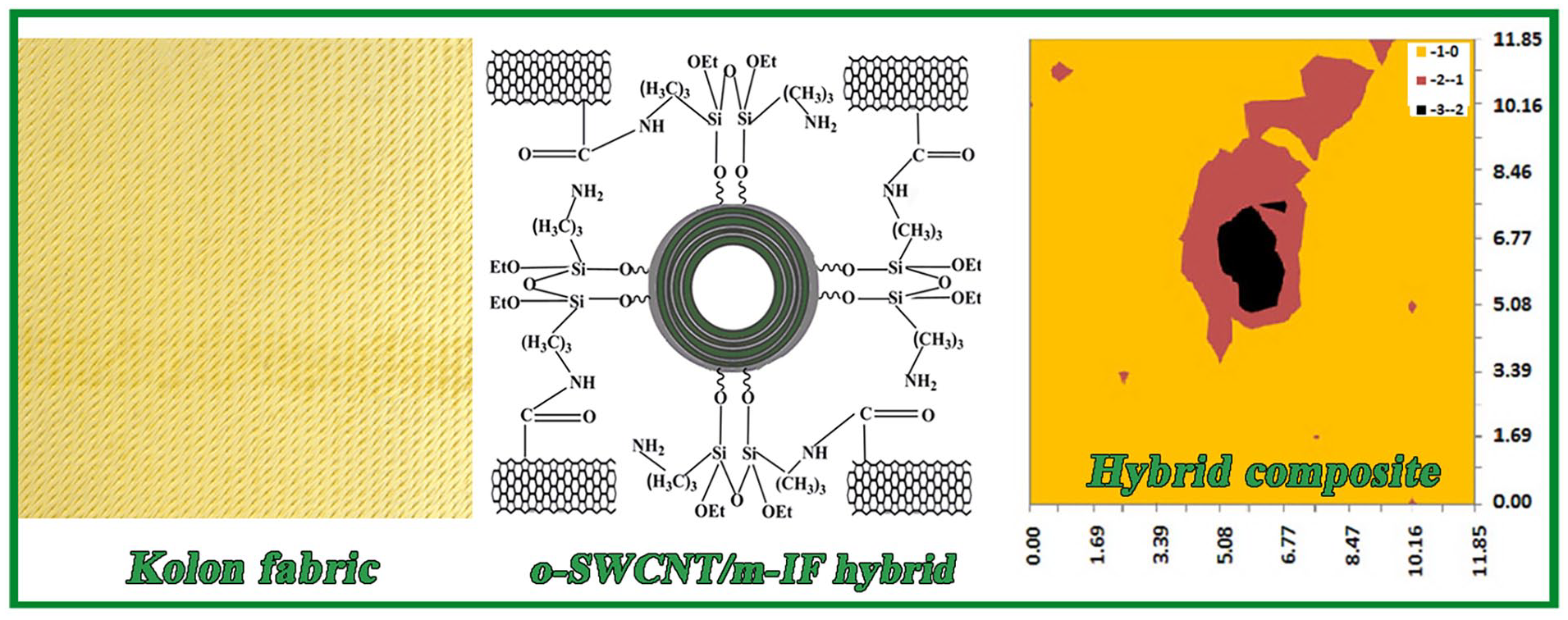
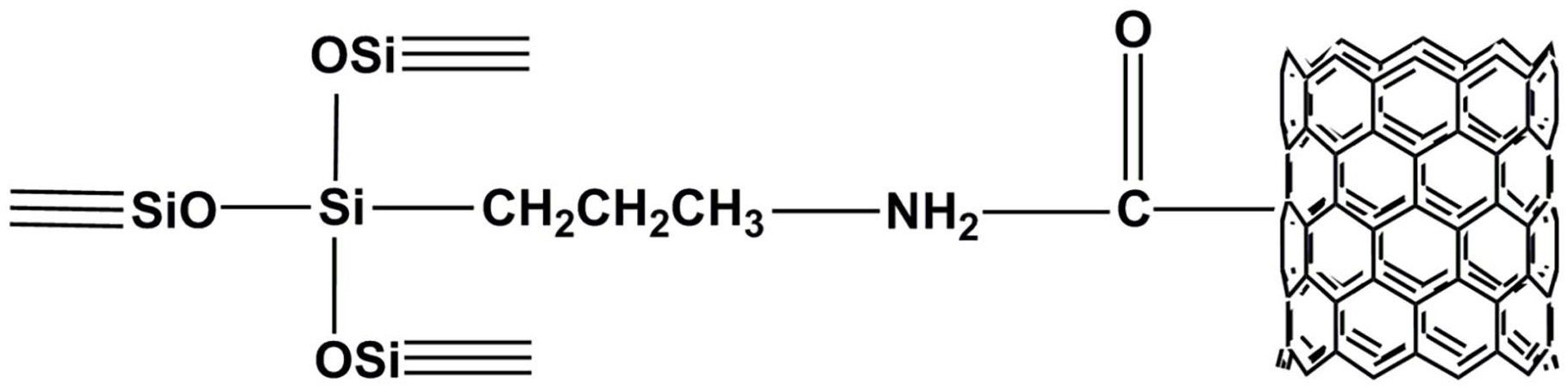
Similarly, the surfaces of IF-WS2 were coated with silane coupling agent and the CNT were oxidized for the fabrication of the CNT/m-IF hybrid nanoparticles (Figure 5). Here, in the structure of the hybrid particles there are free reactive NH2 groups that may interact with the polymer binder (with -OH or -COOH groups). 40

The two-step formation of o-SWCNT/mIF-WS2 hybrid. 40
Aramid fibers/poly (vinyl butyral) nanocomposites manufacture technology
Composite armor is made of multilayered structures where each layer has its appropriate function in stopping a projectile, designed in a wide variety of laminated structures. 78 The modern hybrid composite armor contains a front ceramic layer and a fiber-based layer in the back. Bandaru et al. 79 discovered that good ballistic resistance is achieved with placing Kevlar layers in the back side, glass fiber layers on the exterior and carbon fiber layers on the front. Experimental research of impacts in hybrid composites with different stacking sequences takes a long time, workforce and it is not cost-effective. Jonathan et al. 80 designed the armor where ceramic tiles were used as a strike face, followed by UD para-aramid sheets and 3D warp fabric for impact energy absorption.
In the composites designed by Stojanović, Obradović and Simić with coworkers, the p-aramid multiaxial fabrics (Kolon and Twaron) were impregnated with poly (vinyl butyral) and different types and contents of nanoreinforcement for improvement of their mechanical, thermal, and anti-ballistic properties. The nanoparticles which served as reinforcement were neat or chemically treated in order to reach better dispersion and formation of chemical bonds with the PVB matrix. The used nanoreinforcement was: neat SiO2 nanoparticles and carbon nanotubes (both MWCNT and SWCNT), IF-WS2 nanoparticles, INT-WS2 nanotubes, modified SiO2 (mSiO2) and IF-WS2 (m-IF), functionalized CNT (o-CNT), and the two types of hybrid nanoparticles, o-CNT/mSiO2 and o-CNT/m-IF, Figure 6.
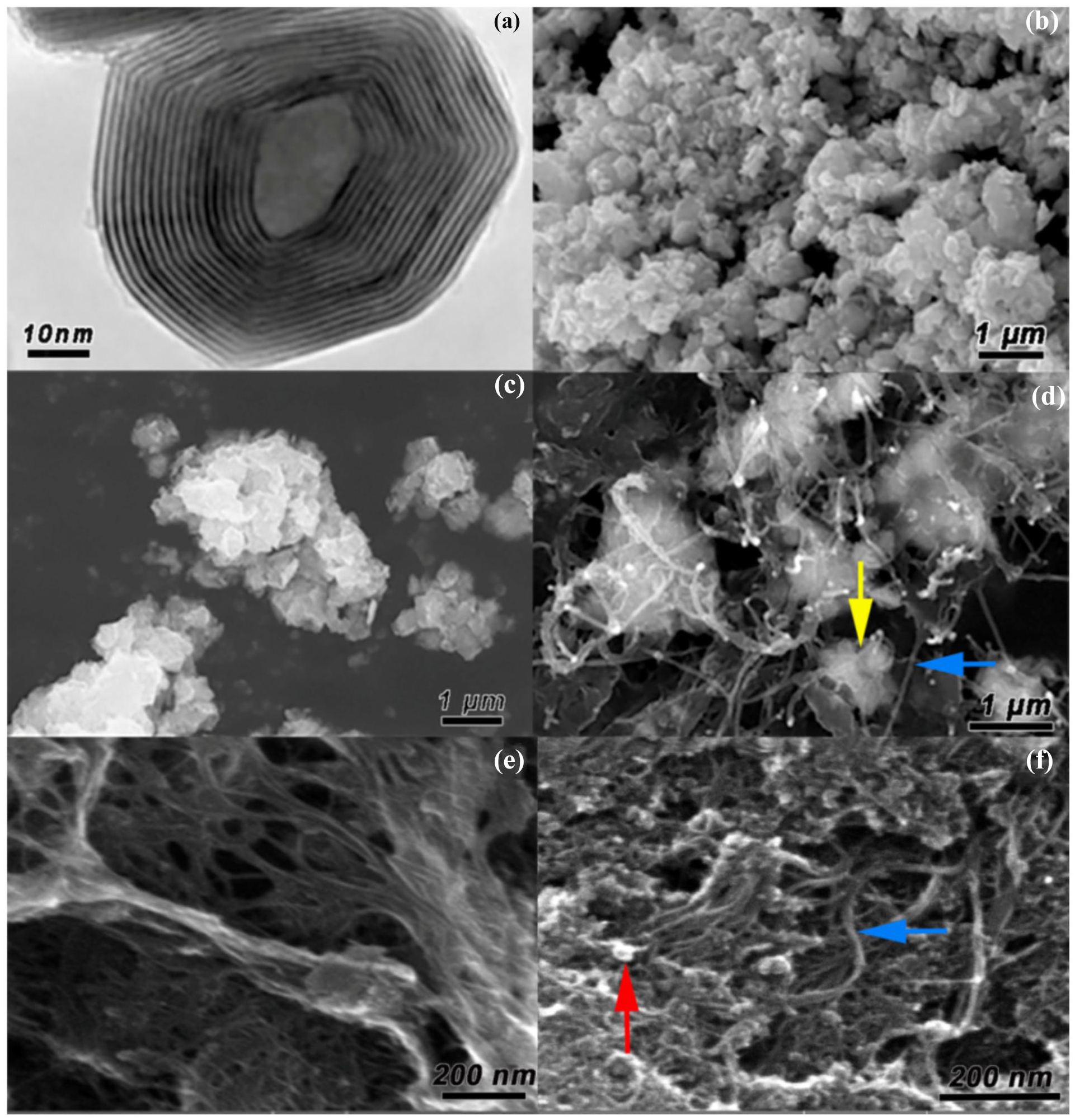
Electron microscope images of neat and hybrid nanofillers: (a) IF-WS2 (TEM), (b) IF-WS2, (c) mIF, (d) o-SWCNT/m-IF, (e) o-SWCNT, and (f) o-SWCNT/mSiO2 (SEM). 40
In the reported composites, several types of aramid fabrics were used: multiaxial aramid fabrics (Martin Ballistic Mat, Ultratex, Serbia), Figure 7, with the p-aramid fiber type Kolon (Heracron, Kolon Industries, Inc., Korea), Kevlar Prepreg 258HPP and Twaron. They were used in the sample manufacture in a different number of layers.
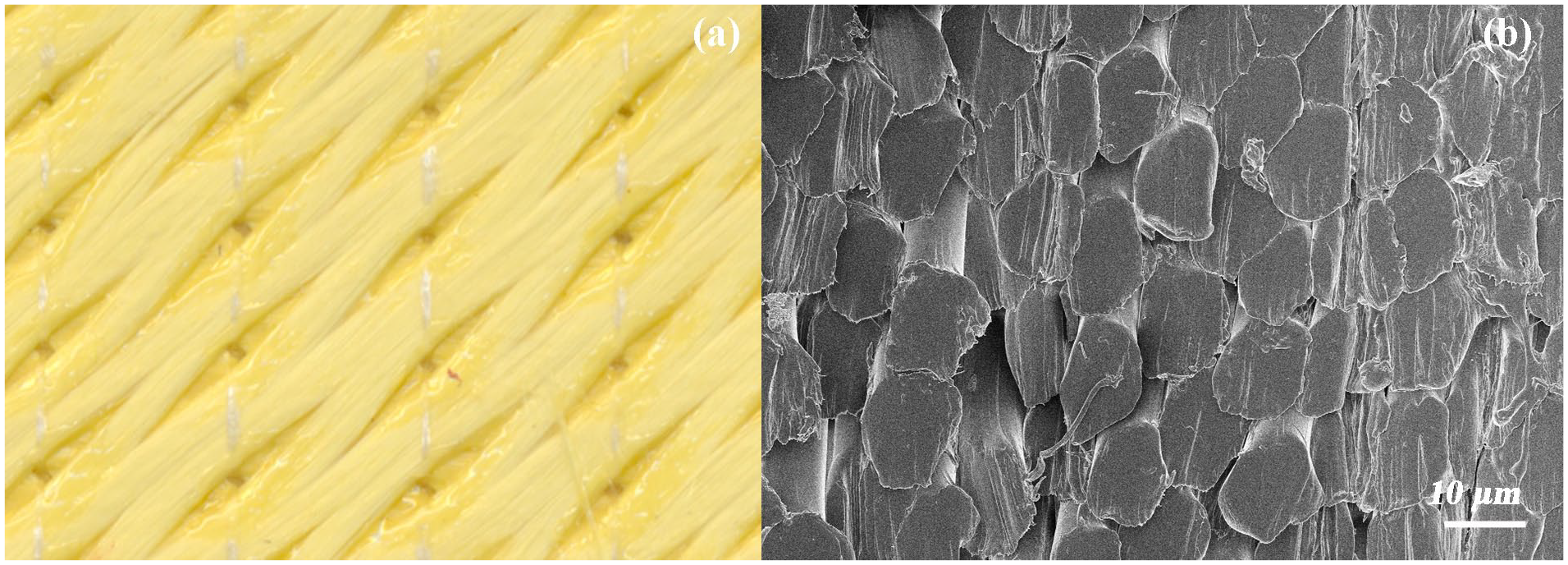
Kolon aramid fabrics Martin Ballistic Mat, Ultratex (a) and SEM picture cross-section of aramid fibers (b).
The authors used fine grade powder PVB that has dissolved in ethanol (10 wt.%) for impregnation of p-aramid fabrics. The nanoreinforcement was previously dispersed by ultrasound in ethanol before adding PVB, in all the studied composites. Composite materials, with or without nanoreinforcement, were produced in the form of laminate structures of impregnated aramid fabrics, using heat-pressing for the compaction and preparation of the test samples for a thorough mechanical testing: DMA tests, impact tests, tensile tests and ballistic resistance to shooting and to knife penetration.38,39,81 Figure 8 shows impregnated aramid fabrics with PVB/IF-WS2 and PVB/INT-WS2.

(a) Aramid prepreg DuPont 258HPP/PVB, (b) 258HPP/PVB/INT-WS2, and (c) 258HPP/PVB/IF-WS2.
Composite materials properties
The dynamic mechanical thermal analysis of the aramid/PVB composites
For the observed composites, it is of a great importance to know certain dynamic mechanical and thermal properties which are in correlation with their further impact resistance: the storage modulus (E′), the loss modulus (E″), the loss factor (Tan Delta, tan δ) as well as their glass transition temperature, Tg , These properties are important to be determined prior to larger-scale composites manufacture and prior to conducting the shooting tests, since they may indicate the materials’ potential for ballistic protection.39,43,44,81 The loss factor (tan δ) is a measurement of mechanical damping that shows the ratio of the loss modulus to the storage modulus. The glass transition temperature ( Tg ) for these samples was determined as the peak in tan δ. 79
The overview of the results of dynamic mechanic thermal analyses (DMTA) for the surveyed composites is shown in Table 4, for the composite samples made of two and four layers of aramid fabrics, reported by Torki et al.,1,35 Obradović,36,37,40,44 and Stojanović2,41 with coauthors. These results refer to the composites made of Kolon and Twaron aramid fabrics. It is important to note that for the samples 1–7 and 16–23, the authors determined the glass transition temperature, Tg , as the peak in tan δ, and for the other samples, 8–15, Tg was read as the onset point of storage modulus curve. These two different ways of Tg determination (the onset point and the maximum of tan δ curve) showed some small differences in their values when compared to each other. Also, it is important to mention that for the samples 1–15 the pre-defined PVB/fabric ratio for the impregnation was 0.2 (20 wt.% of PVB) while for the other ones (the samples 16–23) the ratio was 0.1 (10 wt.% of PVB).
DMA test results for all the samples.

Determined as the onset point.
As it may be seen for the composites 1–7 in Table 4, the storage modulus (E′) of the Kolon/PVB has been steadily rising with the addition of nanoreinforcement, where the Kolon/PVB/o-SWCNT/mSiO2 composite had the greatest storage modulus value (3920 MPa) at a temperature of 30°C, with around 50% improvement compared to the neat Kolon/PVB. Additionally, the storage moduli for the Kolon/PVB/mSiO2 and Kolon/PVB/o-SWCNT composites were enhanced by 10% and 17%, respectively, in comparison with the Kolon/PVB sample. 44 The glass transition temperature Tg for the Kolon/PVB sample was 65.91°C, while this temperature for the Kolon/PVB/1 wt.% o-SWCNT/mSiO2 was 67.33°C which approved that the sample with the o-SWCNT/mSiO2 had the highest thermal stability of all the two-layered fabric composites. 44
The DMA results for the four-layered Kolon fabric composites in Table 4 are under the group of composite samples 8–12. The storage modulus of Kolon/PVB composites gradually grew with the addition of MWCNT and the greatest value was obtained for the Kolon/PVB/0.5 wt.% MWCNT composite, where it increased by 26.6% in comparison with the Kolon/PVB composite. According to this value, more satisfying MWCNT dispersion was obtained with the 0.5 wt.% than with 1 wt.%. Due to the strong linkages that were created between AMEO silane and the Kolon/PVB surface with a good dispersion of MWCNT, the impregnation of Kolon fabrics with AMEO silane helped to raise the storage modulus (E′) for all the composites. The Kolon/AMEO/PVB/1.0 wt.% MWCNT composite had the greatest storage modulus value (2204 MPa), which was improved by 60% compared to the Kolon/PVB composite. 36 The Tg value for the Kolon/PVB sample was 70.52°C, and this value was growing with rising the content of MWCNT. The highest Tg was observed for the Kolon/PVB/1.0 wt.% MWCNT sample and it was 74.30°C. This value indicated that the overall mobility of the polymer chains was reduced since the particles behaved as a functional physical crosslink even in the absence of specific interactions with the polymer. With the AMEO silane modification Tg rose a little, with the value of 74.53°C for the Kolon/AMEO/PVB/1.0 wt.% MWCNT composite. 36
Regarding the Twaron composites (the samples 16–19 in Table 4), the reported improved thermomechanical properties of the Twaron composites with SiO2 reinforcement were attributed to residual acetate groups from PVB reacted with the hydroxyl groups on SiO2 surface, making hydrogen bonds. Compared to the Twaron/PVB sample (1466 MPa) the Twaron/PVB/5 wt.% SiO2 sample and the Twaron/PVB/5 wt.% mSiO2 sample yielded 49% and 97% increase in the storage modulus, respectively. The highest Tg was achieved for the sample with mSiO2 nanoparticles which were modified with AMEO silane (67.2°C). It was concluded that neat silica nanoparticles tend to agglomerate, and that the introduction of AMEO silane led to their deagglomeration and dispersion which were responsible for the improved thermomechanical properties of the composite. 1 Further, the Kolon composite samples (20–23 in Table 4) had the improvement of the storage modulus and Tg accomplished with the addition of modified SiO2 nanoparticles and glutaraldehyde (GA) in the end. The best results were reached for the Kolon/PVB/5 wt.% SiO2/AMEO/GA sample, with an increase of 86% in the modulus and 3.1°C in Tg. This confirmed that the amino-modified silica nanoparticles were well dispersed on the Kolon fabric with GA crosslinking reactions which significantly improved thermomechanical properties of the Kolon composite, Figure 9. 2

(a) Storage modulus and (b) Tan Delta as a function of temperature for hybrid composites. 2
Obradović et al. 82 also studied the possibility to introduce an interlayer of electrospun PVB composite fibers with 50 wt.% SiO2 nanoparticles between two layers of p-aramid fabrics impregnated with the PVB solution. The obtained composite with neat electrospun fibers (without nanosilica), p-aramid/PVB, exposed a lower value of the storage modulus at the temperatures of 40°C (2230 MPa) and 70°C (567 MPa) compared to the p-aramid/PVB/PVB-50 wt.% SiO2 fibers composite (2336 and 1355 MPa, respectively). The glass transition temperature of the composite with 50 wt.% SiO2 fibers was 76.4°C, about 8°C higher than that of the p-aramid/PVB composite.
For the composites reinforced with IF-WS2 nanoparticles, studied by Simić et al.,38,81 higher glass transition temperatures were recorded, confirming the positive effect of the IF-WS2 nanofiller on thermal resistance of the composite. Table 5 summarizes the obtained glass transition temperatures of the 4-layer composites made of aramid/phenolic resin/PVB, read at the point of maximum of tan(δ). 81

The authors concluded that, most probably, the presence of the nanoparticles limited the mobility of the polymer molecules at the interface with the filler, since it is known that Tg, tan(δ)max may be affected by the polymer chains mobility.81,83 The Kolon/PVB samples have shown an improvement for the hybrid nanoreinforcement, while for the neat and modified IF-WS2 there is a slight decrease of Tg. This might be due to the shape of the filler and poor interaction with the pure PVB, but the hybrid structure has more complex spatial configuration and a better interaction with the matrix. However, the tan (δ) factor also increased for the aramid/phenolic resin/PVB samples with reinforcement. Total energy absorbed by the material, as the area under tan(δ) curve, depends partly on the degree of molecular rearrangement, providing the material better absorption and dissipation of the impact energy. As shown in Figure 10, the area under tan(δ) curve is higher for the composites with higher content of the nanoreinforcement.
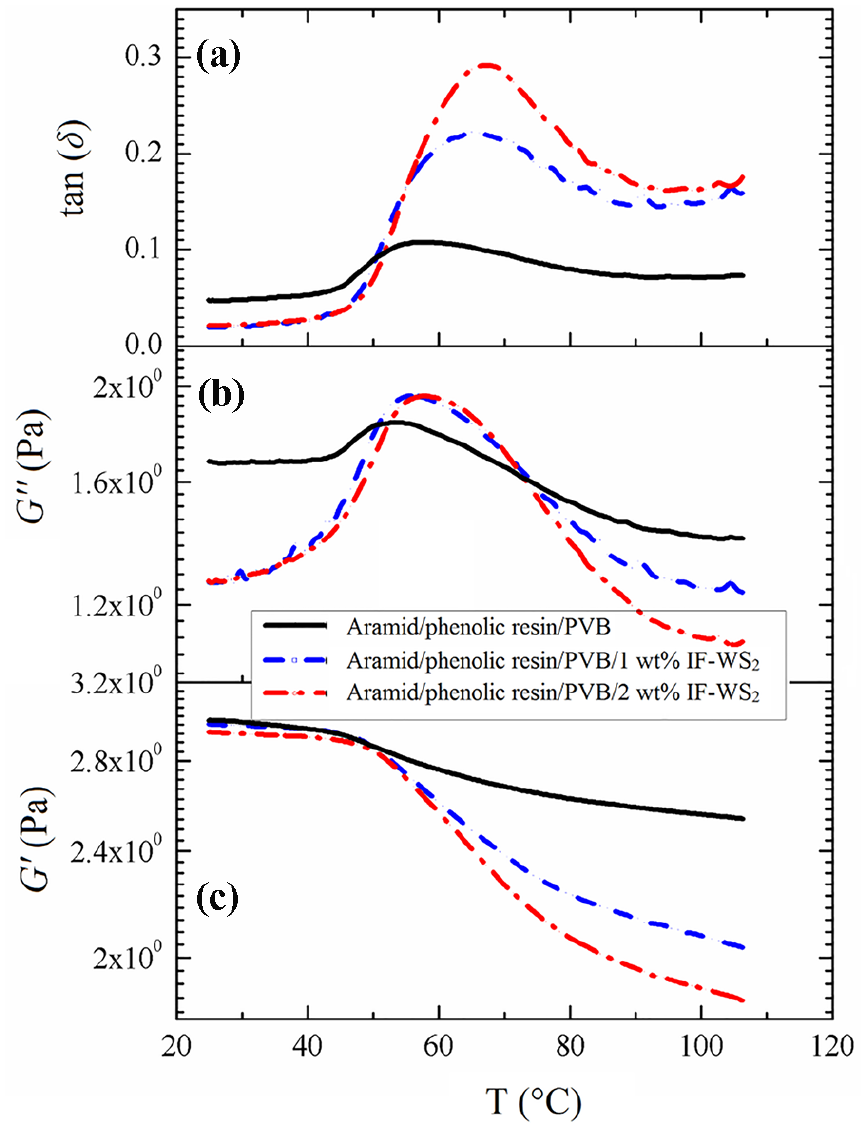
Temperature dependences of: (a) loss factor tan (δ), (b) loss modulus (G′), and (c) storage modulus (G″) for the tested composites. 81
The thorough analysis of the above summarized DMTA properties of the composite materials is important since it was proven in studies using different matrices and reinforcement material to establish a distinct relationship between the dynamic and impact properties, where the DMA data such as storage modulus, glass transition temperature, and damping peak area intensities were linked to the results of impact tests. It was shown that an increase in area under the tan δ curve will most likely improve the impact energy absorption. 84 The loss modulus and the high loss factor peak were also reported to show a good correlation with the impact energy absorption, as well as the storage modulus and the glass transition temperature with the impact energy. Gupta et al. 84 showed a relationship between the impact response and the dynamic mechanical properties of vinyl ester nanocomposites reinforced with nanoclay and graphite platelets. The higher storage modulus resulting from this reinforcement helps the composite to absorb and dissipate impact energy better. They showed that the improved loss modulus and the damping peak area are also associated with the enhanced energy dissipation during impacts, and that a higher Tg indicates better performance at elevated temperatures, which is useful for applications where the composite may experience both high temperatures and impact loads. It is crucial to control stiffness, Tg temperatures, and damping factors when designing the aramid nanocomposites for optimal ballistic protection properties, as these factors directly affect the material’s ability to absorb and dissipate impact energy.
Ballistic resistance of the aramid/PVB composites
In their research, Simić et al. examined the ballistic resistance of laminated composites based on Kevlar Prepreg 258HPP/phenolic/PVB, reinforced with WS2 nanostructures, with two kinds of bullets (0.357 Magnum and 9 mm FMJ) according to the NIJ 0101.06 standard (Type II protection against light guns). After the shots, the depth of the back face deformation (BFD) was measured in the ballistic clay, for the samples that had stopped the bullets. 39 Obradović et al. studied the ballistic resistance of composites based on the multiaxial aramid (type Twaron) fabric composites impregnated with the γ-aminopropyl triethoxysilane (AMEO silane)/ethanol solution, and then with the poly (vinyl butyral) (PVB)/ethanol solution, or with the same PVB/ethanol solution which contained 30 wt.% AMEO silane modified silica nanoparticles (mSiO2). 43 These samples were tested in accordance with the NIJ standard 0101.04 for modified ballistic resistance of personal body armor. 85 The 357 Magnum FMJ and the 44 Remington Magnum JHP were the bullets utilized in the shooting test. Table 6 presents the ballistic outcomes. The authors eliminated Twaron/PVB – hard option after the first shot, due to bullet No. 1’s complete penetration (where the sample’s thickness was 8.2 mm). For the sample Twaron/PVB - flexible option, four rather than five shots were provided because of the absence of a reported velocity for one bullet. The 44 Remington Magnum bullets caused deeper penetrations than the 357 Magnum ones, as anticipated due to their increased mass. The authors reported that both the composites containing the SiO2 nanoparticles stopped all the bullets, in contrast to the p-aramid/PVB composites. It is clear that the increased ballistic protection of p-aramid/PVB/30 wt.% mSiO2 composites was the result of the addition of nanoscale SiO2 reinforcement. In conclusion, AMEO modified silica nanoparticles, the polymer matrix PVB, the AMEO silane and p-aramid fabrics created the chemical bonds via -OH groups and this led to the improvement of the ballistic characteristics of the composites. 43

The high-speed camera recordings (Figure 11) show how the non-reinforced and reinforced materials behave after the impact and penetration of the bullet through the layers of the material. In the case of the bullet kept in the layers (no penetration), it appears that the material moves back and forth, while in the case of the non-reinforced sample that has been penetrated, there is a clearer penetration and the pattern is not shifting considerably. The samples that successfully stopped the bullet had greater delamination between the layers, as well as a prominent projection from the front, due to the absorbed impact energy of the projectile. The samples with full penetration remain flat on the front, viewed with an ultrafast camera. With the 0.357 bullet, the deformation of the material which stopped the bullet is higher. 39

High-speed camera recordings: (a) composite Prepreg 258HPP/PVB that did not stop the bullet 0.357 Magnum and (b) Prepreg 258HPP/PVB/IF-WS2 that stopped the bullet 0.357 Magnum.
Anti-stabbing protection capability of composites – knife penetration resistance
The anti-stabbing protection capability of a protective composite material depends on the nature of the fibers, composite impregnation and structure followed by number of the fabrics and their thickness, etc., and it can be determined in a knife penetration testing procedure defined by NIJ standard 0115.00.86–90 Sometimes authors perform the tests in a modified procedure, in a quasi-static mode, like Stojanović et al.2,44,86 The appearance of the tested composites from the front and back side after this knife penetration test is shown in Figure 12. 2 These authors recommend using only four layers of the PU/aramid/PVB fabrics composite with the 5 wt.% silica nanoparticles which can provide an excellent stab and anti-ballistic resistance from the front impact. Thus, adding only 5 wt.% SiO2 can improve the thermomechanical properties and provide more flexibility and comfort of these materials.
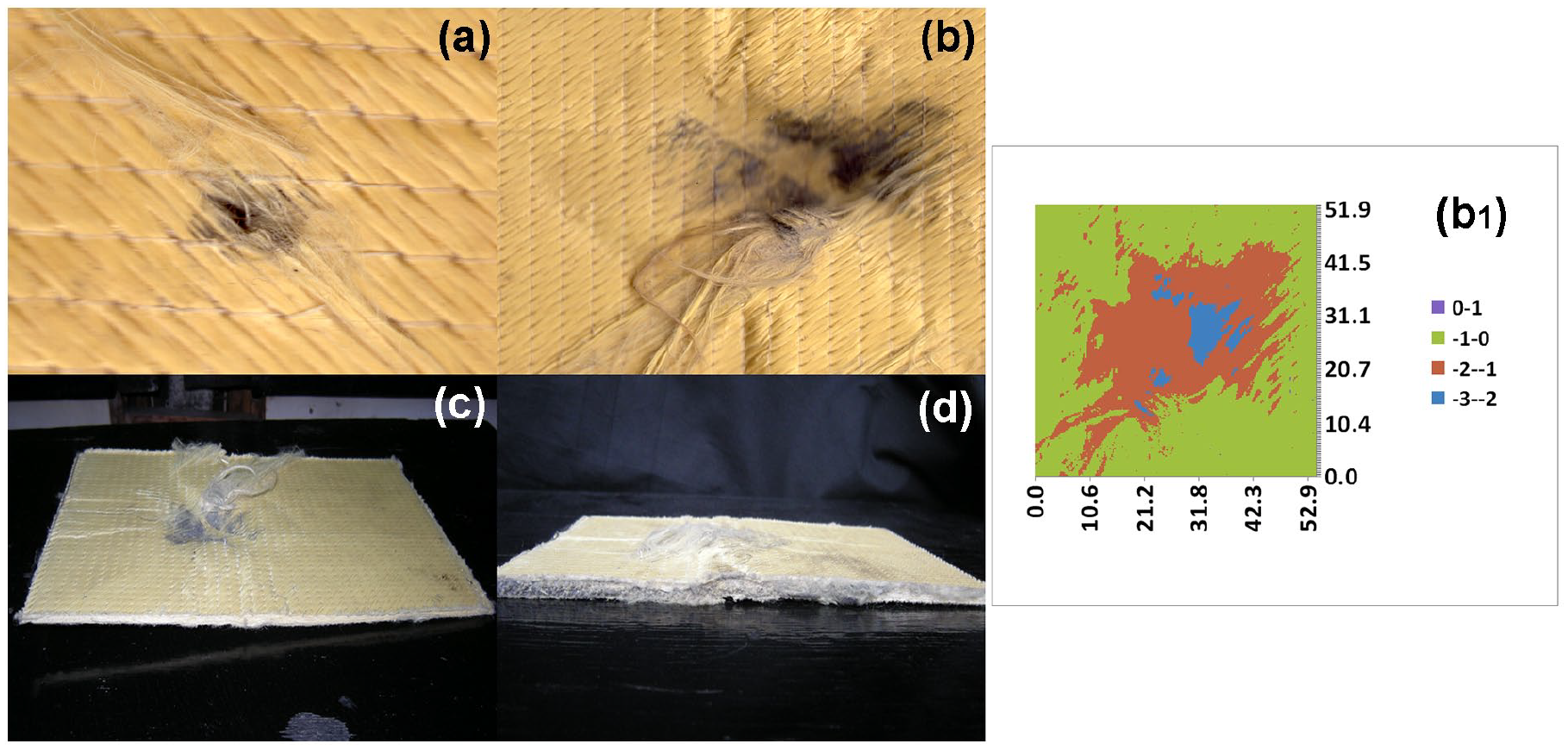
The hybrid multiaxial composites target with front and back side (a–d) and (b1) impact zone (front side). 2
As a result obtained from this test, the value of the total absorbed energy presents the energy dissipation of material for fiber/fiber friction, fiber/knife friction, fiber failure, etc. 87 The knife penetration test results reported by Obradović et al. 44 and Simić et al. 88 demonstrated that the value of the absorbed energy increased with the addition of nanoreinforcement, as may be observed in Table 7. When o-SWCNT/mSiO2 nanoparticles were used as reinforcement they performed better than the o-MWCNT/mSiO2 nanoparticles. The Kolon/PVB sample with o-SWCNT/mSiO2 hybrid nanostructures had the highest absorbed energy value of 7.90 J. In accordance with this result, the Kolon/PVB/o-SWCNT/mSiO2 composite achieved 35% improvement in absorbed energy in comparison with the Kolon/PVB sample. The greatest absorbed energy was produced with the Kolon/PVB/o-SWCNT/mSiO2 composite, demonstrating the successful synthesis of the o-SWCNT/mSiO2 hybrid nanoparticles via the reaction of carboxylic groups (COOH) on oxidized CNT (o-CNT) and amino groups on modified silica (mSiO2). The mutual bonding of well dispersed o-SWCNT/mSiO2 hybrids, PVB and p-aramid fabric provided the enhanced mechanical properties of the composite. As the measure of the materials toughness, or work of penetration during this test, the absorbed energy of the stab was analyzed and compared for these composites. It was determined as the integral – area below the force-displacement curves. 44 The composites based on 8-layer laminates made of Prepreg 258HPP, had much higher resistance to stabbing, and the most prominent resistance was noted for the INT-WS2 reinforced composites. Compared to the sample without any nanoreinforcement, 8% increase in absorbed energy was achieved for the Prepreg 258HPP/PVB/INT-WS2 sample and 6.6% increase in the maximum force was yielded for the Prepreg 258HPP/PVB/IF-WS2/INT-WS2 sample. 88
Knife penetration test results for all the samples.

Standard deviation.
The extension of the knife penetration test can be a proposed method of print analysis of the knife penetration zones,2,44,88 where the images of the stab zone are converted to grayscale, and subjected to bitmap analyses in some image analyses software, like Image-Pro Plus. The obtained images are analyzed by calculating some of their distances and dimensions in pixels and converting them to millimeters in order to achieve 3D image analysis of the knife penetration depth.2,89,90 Obradović et al. reported the penetration depth of the Kolon/PVB sample, 3.2 mm, while the smallest value for the depth was accomplished for the Kolon/PVB/o-SWCNT/mSiO2 sample, 2.8 mm, which indicates that this sample with hybrid reinforcement had some improved mechanical properties (Figure 13). For the other two samples the depth was 2.9 mm. 44

Knife penetration zone for Kolon/PVB/o-SWCNT/mSiO2 sample: (a) scanned image, (b) print analysis, and (c) penetration depth analysis. 44
The single-walled carbon nanotubes and the inorganic fullerene-like tungsten disulfide nanoparticles used as reinforcement also enhanced the knife penetration resistance. In order to create the o-SWCNT/m-IF hybrid nanoparticles, the IF-WS2 nanoparticles were coated with AMEO silane (m-IF), and SWCNT were oxidized (o-SWCNT). The same print analysis of the knife penetration zones described above was applied in these composites, which gave the similar results. The penetration depth of the composite Kolon/PVB/IF-WS2 sample was 2.9 mm (Figure 14(a) and (a1)), while for the Kolon/PVB/o-SWCNT/m-IF sample was 2.6 mm (Figure 14(b) and (b1)). 40

Print analyses of the knife penetration zone for: (a) Kolon/PVB/IF-WS2 and (b) Kolon/PVB/oSWCNT/m-IF samples; penetration depth analyses for (a1) Kolon/PVB/IF-WS2 and (b1) Kolon/PVB/oSWCNT/m-IF samples. 40
Figure 15 depicts the results of print analysis of the knife penetration zone for the Prepreg 258HPP/PVB composite sample reinforced with WS2 nanostructures. 88 The penetration depth for the sample without nanoreinforcement was 7.00 mm, while the smallest depth was observed for the sample with the combination of the two types of nanostructures, 6.23 mm (11% decrease of the penetration depth).

The print (left) and penetration depth (right) image analysis of the composite samples: (a) Prepreg 258HPP/PVB and (b) Prepreg 258HPP/PVB/IF-WS2/INT-WS2.
The improvements in tensile toughness, reported for composites of p-aramid with hybrid nanoparticles, reflect in the greatest storage modulus and absorbed energy after the knife penetration. These advances were made possible by the strong mutual bonding among the p-aramid fabrics, PVB matrix, and the nanoparticles. The results indicated that the AMEO silane self-polymerized and a siloxane layer formed on the surface of the nanoparticles. The reaction of carboxyl groups (COOH) on the o-SWCNT and amino groups on the m-IF produced the successful synthesis of the o-SWCNT/m-IF hybrid nanoparticles. The Kolon/PVB/o-SWCNT/m-IF sample improved significantly in tensile energy absorption (51%), tensile strength (62%), impact toughness (24%) and absorbed energy after the stab testing (48%) in comparison with the Kolon/PVB sample. This significant impact of the new o-SWCNT/m-IF hybrid nanoparticles on the improvement of tensile energy absorption and absorbed energy after knife penetration is crucial for future research of new composites with high impact resistance and their application in body and vehicle armor.40,91
The highest storage modulus, glass transition temperature and absorbed energy after the stab testing were achieved with the Kolon/PVB/o-SWCNT/m-IF sample, together with the enhanced thermomechanical properties, confirming that the o-SWCNT/m-IF hybrid nanoparticles were the best kind of the reinforcement.
Alternative aramid fibers/PVB composites design
Besides the surveyed combinations of aramid fibers with PVB or PVB and phenolic resin, with or without nanoreinforcement, there are also some PVB/aramid composites combined with the addition of natural fibers, researched by two groups of authors. Salman et al. with the co-authors in their research studied the ballistic performance of Kevlar/PVB and hybrid composites based on Kevlar and natural fibers, such as the Kenaf fibers with PVB films.92–95 In their experiments they varied the stacking sequence and a number of Kenaf and Kevlar fabrics in the panels and reported that the Kevlar-only/PVB composites absorbed the highest energy while the Kenaf-only/PVB ones the least. The fact that the increase in Kenaf layers in the composite caused the composite’s impact performance reduced goes in favor of the above surveyed PVB/aramid type of hybrid materials. Other authors used different matrices than PVB, by studying thermosetting matrix epoxy with Kevlar/Kenaf.96,97 Their results also indicated reduced impact performance of these hybrid composites.
Khan et al. with the coworkers investigated the impact performance of thermoset/thermoplastic composites of p-aramid fabric and demonstrated that the p-aramid fabric/PVB thermoplastic composites had some superior impact properties as compared to thermoset (phenolic, vinyl ester) composites,98,99 which also goes in favor of PVB/aramid composite materials. This group of researchers investigated the p-aramid thermoplastic composite produced with PVB using glass/silica microparticles as reinforcement and showed that by adding the microparticles the impact properties were improved significantly, similar to the above surveyed composites. Shaker et al. 100 explored the hybrid carbon/aramid composites which combined the properties of different fabrics – stiff carbon fibers and ductile aramid fibers. The epoxy/PVB matrix can be used in hybrid systems where aramid fibers can also be combined with carbon fiber to reinforce epoxy/poly (vinyl butyral) composites to obtain more favorable mechanical properties. 101
Conclusion
This review surveys the recent progress in studies of impact-resistant material for antiballistic protection and is a result of 15-year-old research on hybrid aramid fibers/PVB nanoreinforced composite materials. Due to their characteristic properties such as low density, high tensile strength, compressive strength, low flammability, and good resistance to impact, abrasion, chemical, and thermal degradation, p-aramid fibers and fabrics have highly been explored for high-performance impact-resistant composites. By using hybrid fillers, a more intense combined effect of included coupled nanospecies can be obtained in the composite, that is, yielding better performance (tensile energy absorption, energy absorbed by the impact, absorbed energy after knife penetration of hybrids, etc.). The combination of p-aramid fibers with thermoplastics polymers in the observed laminated composites is currently increasingly being applied in several different fields such as development of advanced ballistic protective equipment, materials for automotive, aircraft, aerospace, sports, building marine, and other industries. The achieved results in development and design of p-aramid/poly (vinyl butyral) composites provide a wide insight in the current state-of-the-art in this field and emphasize the need for continuous research and a multidisciplinary approach to solve the new challenges in ballistic protection. An examination of the hybrid composites with different fibers and hybrid nanoreinforcement can be a topic for future research.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors pay tribute to Prof. Radoslav Aleksić (1952–2014) for acting as an inspiring supervisor. Also, this work was supported by the Ministry of Science, Technological Development and Innovation of the Republic of Serbia (Contract Nos. 451-03-65/2024-03/200135, 451-03-66/2024-03/200287, and 451-03-66/2024-03/200325).