
Abstract
In electrospinning, a proper choice of a mean diameter for electrospun fibres plays a significant role in a number of applications. The diameter is dependent on various entry parameters (concerning polymer, solvent, solution or the process of electrospinning itself) and is qualitatively evaluated based on a series of experiments. However, the studies on quantitative evaluation are rather scarce. The aim of this contribution is to propose and experimentally verify simple algebraic relationships; interlacing the mean diameter, concentration of poly(vinyl butyral) (PVB) dissolved in ethanol, molecular weight, and viscosity. The proposed explicit relationship for evaluating a mean diameter is valid for discrete values of specific molecular weights and is also applicable in continuous ranges of the studied parameters with a mean deviation not exceeding 10%, where PVB molecular weight is 30-60 kg/mol and PVB concentration is full range. Hence, it also provides the ability to determine optimised values of molecular weight for a chosen mean diameter including a dispersion of its value dependent on dispersion of molecular weights for the individual PVB charges. A direct evaluation of mean diameter can substitute a classical trial-and-error method for determining a required diameter.
Introduction
The origins of the electrospinning process date back to the beginning of the 20th century or even earlier [1–3]. The classical works by Zeleny [4,5] founded a basis for the further description of this process which was shifted to the commercial sphere in the 1930s’ by a series of patents by Formhals, for instance [6], and by Rozenblum and Petryanov-Sokolov [7]. In summary, the electrospinning process uses a high-voltage power source causing at first the appearance of so called Taylor cones [8] -at the surface of polymer solution- and then subsequently after ejecting the individual viscoelastic jets, their accumulation on a grounded collector in the form of fibrous mats (optimally with no contents of solvent since this is supposed to evaporate during the passage to the collector). A thorough analysis of problems associated with Taylor cones is introduced e.g. in [9]. The electrospinning process attracted a great deal of attention in the last decades of the 20th century as documented e.g. in [10–13].
The invention of poly(vinyl butyral) (PVB) [14] in 1927 slightly preceded the industrial application of the electrospinning process. PVB represents a random terpolymer containing butyral and hydroxyl side groups with a small amount of acetate units [15]. This enables PVB tailoring according to potential usage, including changing hydrophobic and hydrophilic characteristics. Wettability can be changed for instance by the method chosen to prepare PVB films [16]. Films with the same chemical structures can exhibit different physical surface structures. The electrospun films exhibit hydrophobicity, the coated films are hydrophilic. Generally, PVB is a biocompatible, nontoxic and odourless polymer, it exhibits good solubility in alcohol and inorganic materials, improved flexibility and has good adhesion to various substrates [17]. Its primary application as an interlayer material in the automotive industry (safety windscreens) is still significant and participates in two thirds of all PVB production due to PVB optical clarity, toughness and flexibility. Mechanical (viscoelastic) properties of PVB were described for instance in the recent study [18] and references therein. PVB is also an excellent nontoxic material for food packaging as its composition of carbon, hydrogen and oxygen results in negligible residue after combustion.
All grades of PVB within the range of materials such as poly(ethylene oxide) or poly(vinyl alcohol) electrospin excellently [19–23]. For this reason PVB is not only used with other materials but also as an additive (in a very small percentage, in units of % practically not influencing rheological characteristics of a primary material) enabling electrospinnability to otherwise problematically spinnable materials [21]. For some applications -in contrast to classical electrospinning aimed at smooth fibres- in the case of PVB an appearance of singularities in the form of beads is required as it substantially improves adhesion [24,25].
Based on these attributes PVB exhibits a wide spectrum of applicability in the process of electrospinning. The process itself significantly contributes to homogeneous dispersion of silica nanoparticles in PVB fibres including their encapsulation [26,27]. The presence of PVB makes it possible to produce PVB/polyaniline conducting fibres that have potential in such advanced applications as batteries, sensors and fuel cells [28]. Pores induced by PVB in the carbon fibres act not only as reservoirs for the adsorption of lithium ions, but also provide an efficient pathway for their diffusion [29]. PVB/poly(acrylic acid) fibrous mats containing fatty alcohols serve as a base for form-stable phase change materials used in thermal energy storage applications [30]. Adding PVB in specific fibres is proved to enhance humidity sensing properties [17,31]. Another sphere of PVB application is in medicine. As for example it is possible to introduce antimicrobial properties of PVB fibres with TiO2 nanoparticles and TiO2 nanotubes [32], PVB fibres safely electrospun onto a monolayer of human dermal fibroblasts [33] or PVB/poly(vinyl pyrrolidone)-iodine fibrous meshes in wound dressing [34]. Favourable mechanical properties of PVB (toughness, flexibility) are used in fibrous membrane production. Pore-forming participation of PVB is used in SiO2/SnO2 [35] and polyvinylidene fluoride [36] membranes, blending polyamide 66 and PVB results in electrospun shape-controllable and aligned fibrous membranes [37]. PVB’s property as an excellent substrate to incorporate dopants like dyes is used for the preparation of dye membranes [38]. Poly(vinyl butyral) proved to be very efficient in the reduction of the fibre diameter during melt-electrospinning. Incorporation of immiscible PVB into low-density polyethylene and polypropylene prior to melt-electrospinning and its consequent removal using ethanol treatment, reflected an apparent drop of fibre diameters of both materials [39,40]. A further important factor -storage stability- of electrospun PVB fibrous mats was found to be practically constant within the analysed time period (half a year) [41].
Possible applications of electrospun fibrous mats -for instance filtration membranes- strongly depend on their morphology including (mean) diameter. Qualitative tendencies regarding changes in the diameter are dependent on other entry parameters (polymer concentration, applied voltage, viscosity, solution flow rate, tip-to-collector distance, addition of salts, composition of the mixed solvent, elasticity of the solution, addition of nanoparticles or polyelectrolyte) and are intensively studied and documented. However, quantitative numerical evaluation of the whole process of electrospinning is relatively rare. The beads-spring and other models describing the flow behaviour of electrified and electrospun viscoelastic jets are summarised in the paper [11].
In principle, there are four basic groups of factors that strongly influence the quality of fibrous mats: polymer (molecular weight, molecular weight distribution, topology of macromolecules), solvent (surface tension, solubility parameters, relative permittivity), solution (viscosity, concentration, specific conductivity), process parameters (electric field strength, tip-to-collector distance, temperature, humidity).
This list of factors is not complete and naturally an impact of all these factors cannot be analysed simultaneously. In practice, only a limited number of factors can be taken into account fixing the remaining ones. The influence of selected individual parameters on the electrospinning process is presented in [42–44]. A survey of the literature on expressing a fibre diameter has been recently introduced [45], where also proposed for poly(ethylene oxide) (PEO) were relatively simple algebraic relations for interlacing mean fibre diameter, concentration in distilled water and molecular weight of PEO, and viscosity.
Summarizing the preceding paragraphs, we chose for our study the PVB material due to its strong potential of applicability ranging across a wide spectrum of industrial branches, represented by the automotive industry on one side and the medical industry on the other.
The goal of this contribution is to provide corresponding simple relationships for electrospun PVB fibres (with ethanol as a solvent). Specifically, the aim is to present explicit relations for shear viscosity and mean fibres diameter dependent on PVB concentration in ethanol and PVB molecular weight under fixing other parameters. This provides a choice of which molecular weight of PVB is optimal for a concrete demand of mean fibre diameter. The proposed relations are experimentally verified.
Materials and method
Materials
Twenty nine solutions of PVB (Mowital B (Mw)H, Kuraray Specialities Europe) in ethanol (quality of p.a., Penta, Czech Republic) differing in molecular weight (Mw = 30, 45, and 60 kg/mol) and concentration were prepared using a magnetic stirrer (Heidolph MR Hei-Tec, Germany) under constant conditions (mixing rate 250 rpm and temperature 25 °C for 48 hours). The structure of Mowital B (Mw)H (the suffix H indicates the degree of acetalization) is composed of vinyl butyral, vinyl alcohol and vinyl acetate, in this case 75-81, 18-21 and 1-4%, respectively. The range of concentrations used for the individual molecular weights is listed in Table 1. All chemicals were used as obtained without further refinement.
A list of studied PVB solutions in ethanol.

Rheological characterization
Shear viscosity of the individual PVB solutions was measured using a rotational rheometer Physica MCR 501 device (Anton Paar, Austria) equipped with concentric cylinders (inner/outer diameters - 26.6/28.9 mm) at a constant temperature of 25 °C. After determining the linear viscoelastic region (LVE) by means of oscillatory measurements (varying frequency and strain), the shear measurements were carried out for all three molecular weights. All three materials exhibited a constant (Newtonian) shear viscosity in the range 0.01-300 s−1. Used shear viscosity was measured at a shear rate of 0.12 s−1 (within the LVE). Each measurement for a fixed concentration and molecular weight (using a new sample) was repeated at least three times with very good reproducibility.
The electrospinning process
A detailed description of the laboratory needle-less apparatus used is provided in our previous study [41]. It is based on a high voltage power supply (Spellman SL70PN150, USA) generating an electric field between a carbon steel stick (10 mm in diameter) terminated by a hollowed semi-spherical pit serving for polymer filling and a grounded motionless flat metal collector. The volume of electrospun polymer solution filling the pit attained approximately 0.2 mL. The following process parameters were fixed: a tip-to-collector distance was 10 cm, ambient temperature 21 ± 1 °C, relative humidity 40 ± 1%. The voltage was fixed to 20 kV ensuring generation of fibrous mats without presence of blobs (sufficient rate of solvent evaporation).
Fibrous mat characterization
After sputtering the samples by a conductive gold layer (a sputter Quorum Q150R, Quorum Technologies Ltd, UK) to improve conductivity, a high resolution scanning electron microscope (SEM) Vega 3 (Tescan, Czech Republic) was used for imaging nanofibrous mats (working distance 7 mm, voltage 10 kV). For a determination of mean fibre diameter, the Adobe Creative Suite software was used and 300 diameters were taken from 3 different images. An approximate axis of symmetry of individual electrospun fibres can only be determined, measurement of the corresponding perpendicular segment (diameter) is thus also only an approximation. The errors are subject to deviation from the cylindrical shape of the fibres and the deflexion from their straightforward alignment.
Results and discussion
In spite of a ‘relatively’ uncomplicated process of electrospinning from the experimental viewpoint, its theoretical description is rather uneasy. This is given by the fact that there exists a series of mutually independent entry parameters participating in the resulting quality of electrospun fibres (and even their existence). However, it seems that not all the parameters are strictly separated and some interrelationships between chosen groups of parameters can be found.
In the following - for solutions of PVB dissolved in ethanol - attention is paid to four parameters: three entry ones (PVB molecular weight Mw, weighted concentration in ethanol c, solution viscosity η) and one documenting quality of electrospinning process (fibre diameter D). Fibre diameter has a substantial role in various applications [46–49] and is also closely connected with wettability of fibrous materials [50].
Shear viscosity of the PVB solutions listed in Table 1 was measured using a rotational rheometer Physica MCR 501 and the solutions were gradually electrospun. Using an SEM microscope VEGA 3 the obtained fibres were characterized as summarised in Table 2. For higher concentrations thicker fibres were obtained. This corresponds with [22], lower concentrations and lower molecular weights result in thinner fibre diameter, see Figure 1 for selected concentrations.
Variance of the measured fibre diameters.


Variety of fibres for selected concentrations.
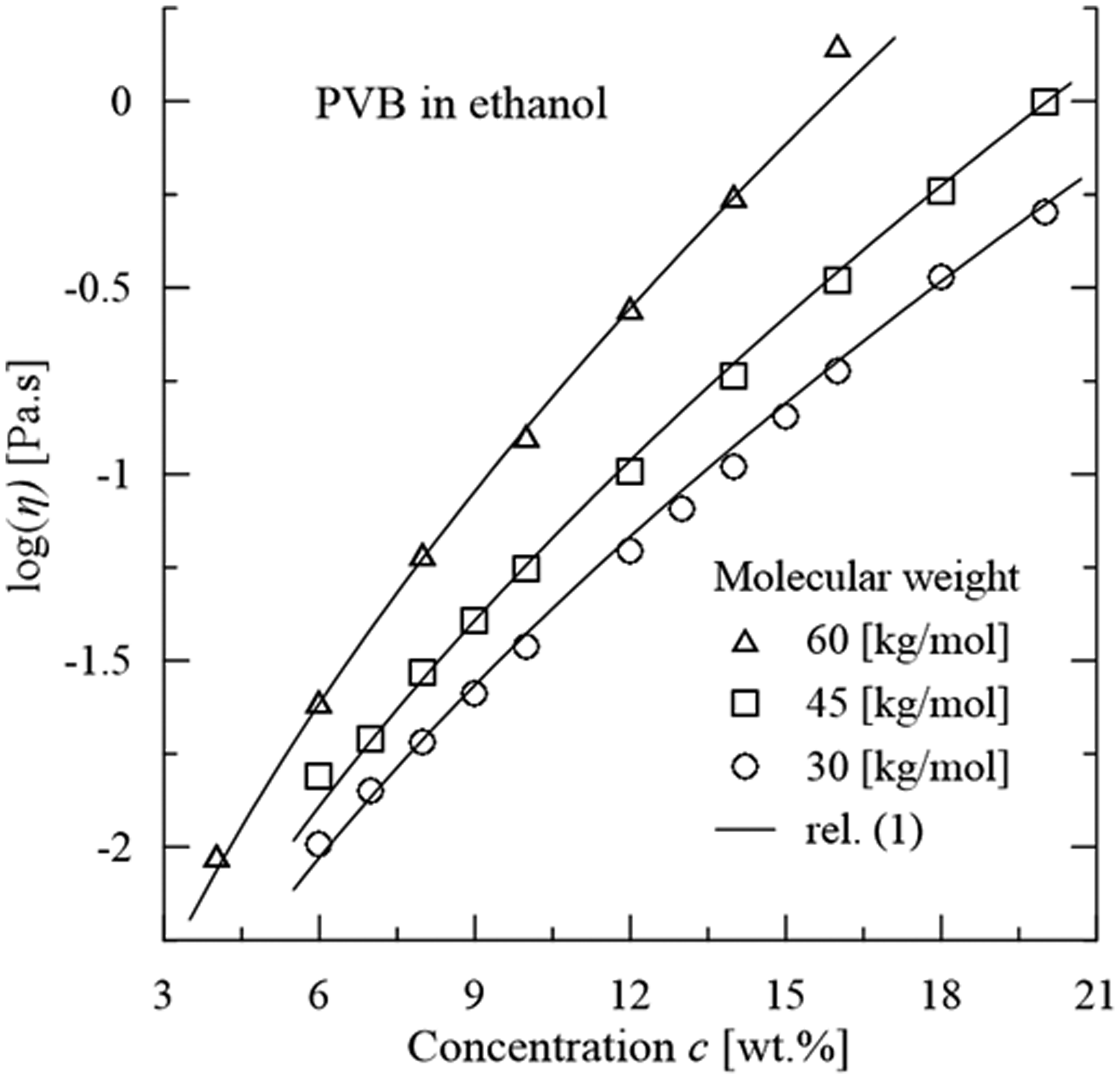
Based on analysis of the experimental measurements for three PVB materials differing in molecular weights and a series of different concentrations in ethanol (their ranges subjected the individual molecular weights) two linear expressions were indicated describing close relations between viscosity and concentration and between fibre diameter and concentration, see Figures 2 and 3, respectively. These linearities were found for all three molecular weights as confirmed by the correlation coefficients, see corresponding figure captions.

Dependence of shear viscosity (η) on concentration (c) in the logarithmic coordinates. Correlation coefficient in each case attains 0.999.
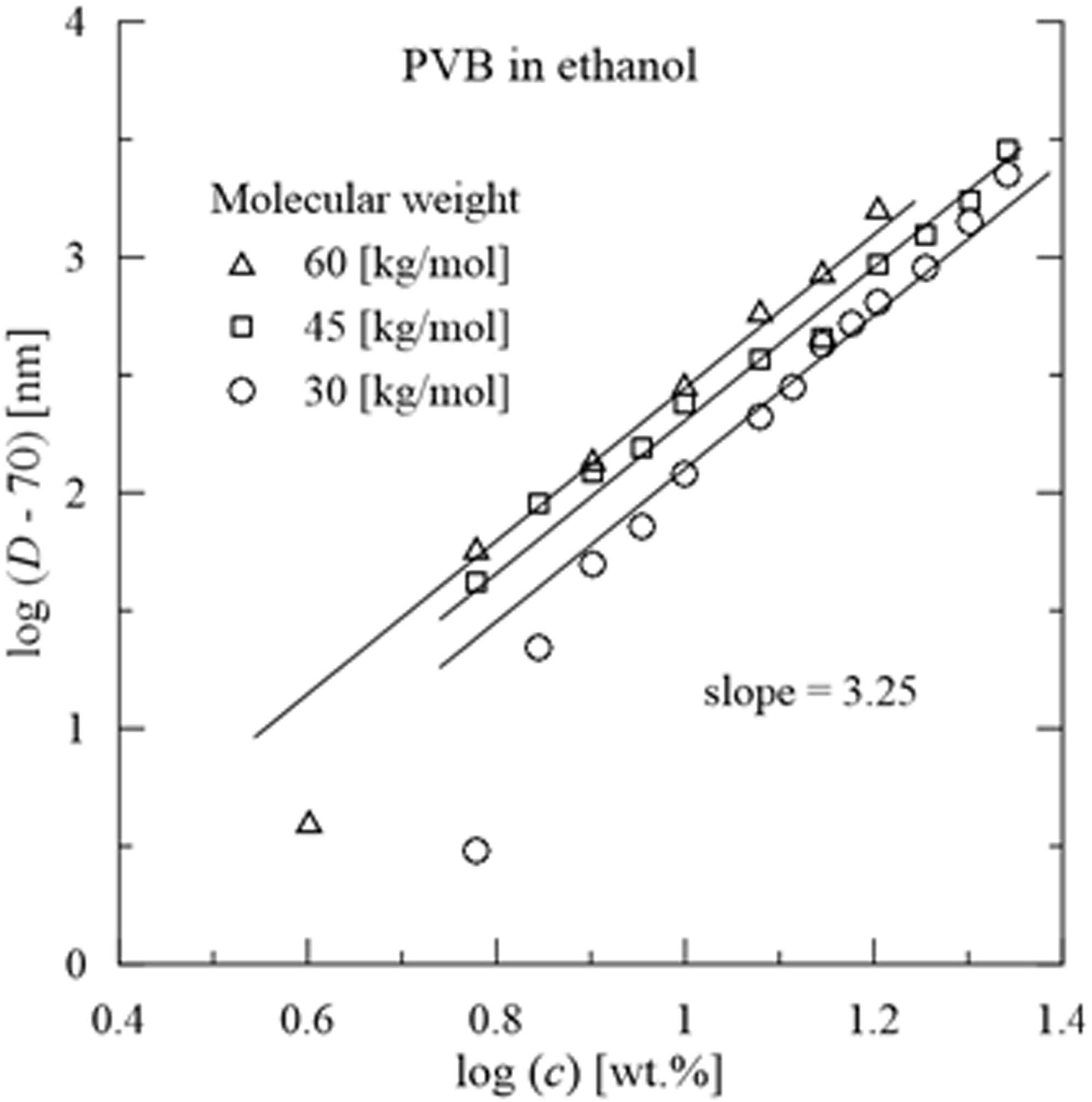
Dependence of mean fibre diameter (D) on concentration (c) in the logarithmic coordinates. Correlation coefficients attain 0.973, 0.995 and 0.987 with descending molecular weight.
The resulting relations between viscosity and concentration and between diameter and concentration respecting molecular weights were derived with the following points taken into accounts: relative algebraic simplicity of the relations using the elementary functions only, absence of adjustable parameters, in other words application of so called master curves, covering sufficiently broad ranges of the entry parameters (molecular weight, concentration), validity of the relations not only in the discrete (measured) points but continuously within the whole measured ranges with the aim to optimise entry parameters with respect to an a priori required fibre diameter, acceptance of the proposed relations, i.e. deviations of the predicted values should be in tolerance with the experimental errors.
As apparent from Table 2, higher inaccurateness among the studied parameters was exhibited by nanofibrous diameters. An increase in PVB concentration and molecular weight is accompanied by an increase in dispersion of fibre diameters as illustrated by the histogram for Mw = 60 kg/mol in Figure 4. An appearance of beads for lower concentrations (as corresponds to Table 1) represents a passage between appearance of blobs only (for very low concentration) and an onset of beadless fibres. These changes are closely connected with separation of a concentration range into four regions [51] – dilute, semidilute unentangled and semidilute entangled (separated by so called entanglement concentration ce), and concentrated. An onset of smooth fibres for concrete materials is usually expressed by means of a multiplicative constant preceding the term ce [52].
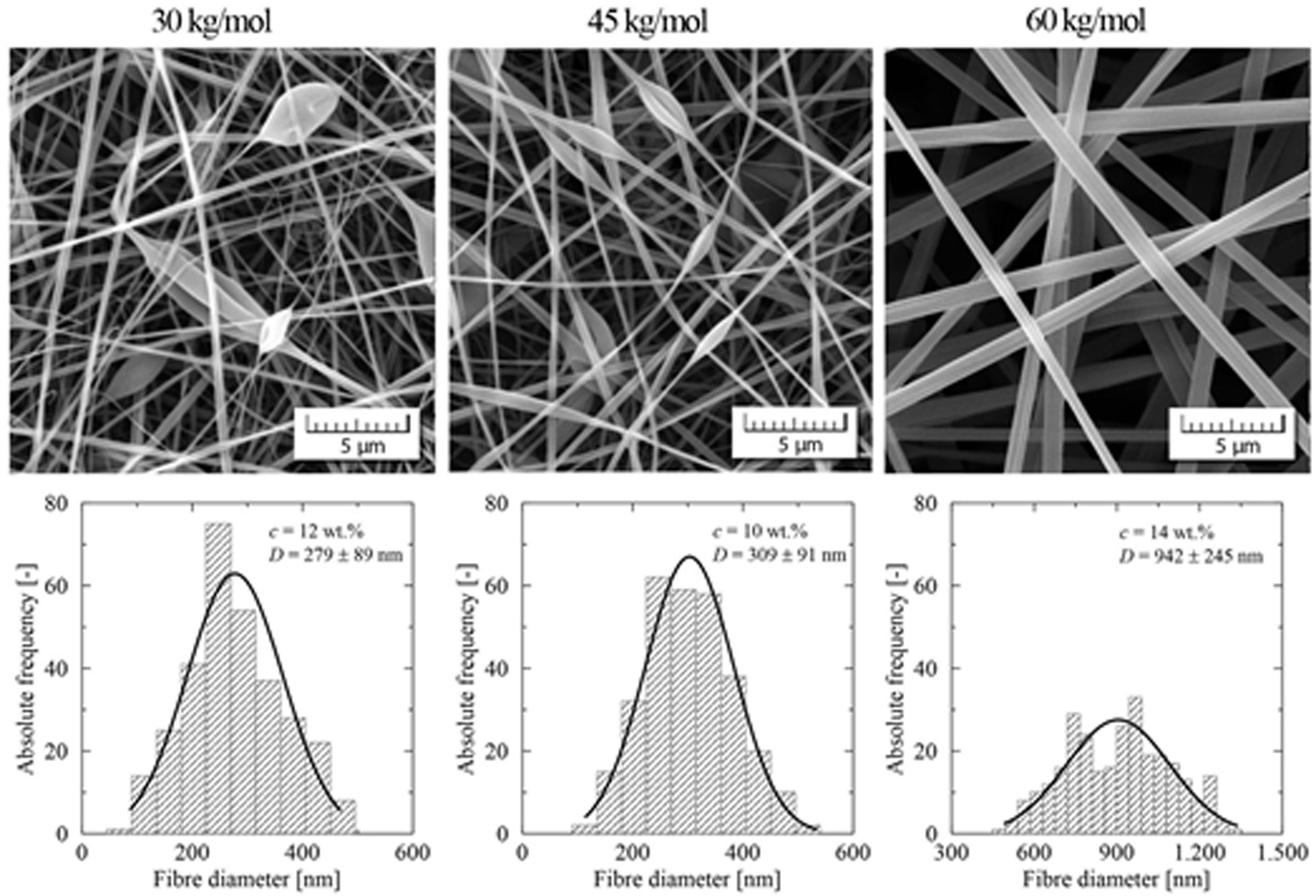
SEM pictures of nanofibrous mats for different PVB solutions: Mw = 30 kg/mol, c = 12 wt.%; Mw = 45 kg/mol, c = 10 wt.%; Mw = 60 kg/mol, c = 14 wt.%. The corresponding histograms describe variance of fibre diameters.
Analysing the experimental data the two following relations are proposed (first, power approximations of shifted shear rate and diameter were derived, followed by an approximation of a constant multiplying a power term through a quadratic (linear) polynom containing molecular weight)

Dependence of shear viscosity (η) on concentration (c).

Dependence of mean fibre diameter (D) on concentration (c).
However, in contrast to Figure 6, where a deviation of predicted diameters from the experimental ones is depicted in the normal coordinates, a deviation for a determination of shear viscosity is illustrated (Figure 5) in the semi-logarithmic coordinates providing limited idea about its projection from normal deviations of shear viscosity. We know that the mean value of deviation for an evaluation of shear viscosity attains 2.6% in the logarithmic scale. If we denote ηexp and ηmodel, md the values of an experimental measurement and model estimation (corresponding to the mean deviation 2.6%), respectively, then the mean deviation can be written in the following form
From here we obtain

This relation provides a transformation of the mean deviation in the semi-logarithmic coordinates to the normal ones as shown in Figure 7 in the range covering practically the measured shear viscosities for all studied PVB solutions. Starting with viscosities at 0.01 Pa.s a mean deviation in the normal coordinates increases from 2.6% to real 12%. Further increasing in viscosity gradually decreases a real deviation tending to approximately normal 1.3% instead of 2.6% semi-logarithmic value of deviation. It is natural that a ‘symmetrical’ distribution 2.6% in the logarithmic coordinates is replaced by a non-symmetrical distribution of the transformed normal deviation depicted by the upper and lower envelopes.

Transformation of deviations from the semi-logarithmic to normal coordinates.
Conclusions
As expected, shear viscosity of PVB solutions increases both with an increasing concentration and with an increasing molecular weight. The proposed master curve (1) enables continuous evaluation of shear viscosity η for the sufficiently broad ranges of concentrations c and molecular weights Mw with no adjustable parameters. It is sufficient to insert just the considered physicochemical quantities c and Mw. On average the mean deviation does not exceed experimental error (for measurement of shear viscosity traditionally introduced as 5%). To achieve a required diameter of electrospun PVB fibres, it is possible to choose among corresponding couples (c, Mw). Generally, to a given molecular weight Mw we can determine a corresponding value of concentration c according to the relation (2). Again a deviation lies within the uncertainty of determination of fibrous diameters. The principal impact is that there is a possibility to choose PVB of such molecular weight and in such concentration that the required diameter is reached according to rel. (2). This eliminates a necessity to use a traditional time-consuming and expensive trial-and-error method.
Footnotes
Declaration of conflicting interests
The author(s) declare no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the Ministry of Education, Youth and Sports of the Czech Republic (Project LTC 19034); and by the institutional support of the Czech Academy of Sciences, Czech Republic (RVO: 67985874). This work was carried out in the frame of the COST Actions CA17107.