
Abstract
One of the ultimate goals of this article is to produce antimicrobial polyester nonwoven fabrics on industrial scale. Therefore, the adaptation and development of pilot conditions for imparting polyester textile materials antimicrobial properties is highly needed. This will pave the way for establishment a technological package for the production of antimicrobial polyester nonwoven fabrics on industrial scale. The effect of semi-industrial scale treatment conditions, mainly antimicrobial substrate (AS) concentration, duration, and temperature on the (%) colony forming unit (CFU) reduction after treatment with aqueous solutions of AS was examined. The antimicrobial activity of treated with AS fibers against S. aureus, E. coli, and C. albicans was investigated using the shake flask method. All PET fibers bounded with AS showed outstanding antimicrobial activities against the previously mentioned three microorganisms. In fact the % of CFU reduction for all PET samples were significant, whereas it was null for the parent fibers.
Introduction
Textile materials are produced in the form of woven and nonwoven fabrics. They are good media for growth of microorganisms. The growth of microorganisms on textiles inflicts a range of unwanted effects not only on the textile itself but also on the wears. These effects include the generation of unpleasant odor, stains, and discoloration in the fabric, a reduction in fabric mechanical strength and increased likelihood of contamination. 1 For these reasons, it is highly desirable that the growth of microbes on textiles be minimized during their wear and storage and fabrics have so far not led to their practical utilization. This is mainly, due to the absence of suitable and simple method for attaching biocides to the fibers.2,3
Imparting textile fibers bioactivity can be accomplished by physical methods such as addition of bactericides to polymer chips before fiber formulation or by impregnation. However, this techniques suffers from several problems, including difficulties associated with spinning the fibers and with sustained antimicrobial activity. In addition, the agents may be washed away during the laundering of the garments. More promising and widely used methods for imparting antimicrobial activity to fibers is the chemical methods through preliminary modification of ready-made articles via reaction in polymer chains or by partial hydrolysis, with the objective of increasing the content or creating on the fibers new functional groups, which are able to react with biocides. This method was used for immobilization of lots number of antimicrobial agents.4–11
Polyester fibers are of considerable use in textile and other industries. 12 Several attempts which are carried out to immobilize antimicrobial agents in polyester fibers Recently, Shalaby, S.E. and Al-Balakocy, N.G. have developed an effective simple, and generally applicable method for imparting antimicrobial properties to polyester fabrics.13–24 The achieved antimicrobial functions on PET woven fabrics produced on laboratorial scale have excellent durability in repeated laundering process. To achieve this research and development work was designed to adopt special processes for production of high quality antimicrobial PET nonwoven fabrics. This was carried out through adoption and development of laboratory conditions. The manufacture of such fibers or articles from them was carried out through:
1 Physical fixation of antimicrobial substrate (AS) within the fine structure of polymer by adding (AS) to the polymer ships before formation. 18
2 Impregnation of the fibers or fabrics in bactericidal solution. 22
3 Chemical fixation of (AS) within polyester fibers on pilot scale and studying its antimicrobial properties. 19
4 Pilot scale production of antimicrobial polyester nonwoven fabrics. 23
5 Assessment the application of antimicrobial PET nonwoven fabrics in production antimicrobial surgical cloth face masks, in air conditioning and ventilation sectors.
Based on the above mentioned one can conclude that, the optimal conditions for the preparation of antimicrobial PET nonwoven fabrics on pilot scale are now available. Stemming from, this adjustment and adaptation of these conditions for the production of these functional fabrics on industrial scale would be of great importance. This new technology will pave the way for the textile industry to adopt such a new technology for the production of these functional fabrics, with quantities which would certainly contribute in covering the demand of medical sector partially. Accordingly, the “Establishment of technological package for the industrial production of antimicrobial functional fabrics for special applications” with high quality and quantity, will certainly substitute partially the deficient of amount of such fabrics using as a functional fabrics.
Experimental work
Materials
Polyester (PET) recycled staple fibers (R-PET) which were supplied by MakaremTex Co., ABO Rawash, Giza, Egypt. These fibers were obtained from recycling bottles.
Dimethyl alkylbenzyl ammonium chloride (DMABAC) belongs to Aromatic antimicrobial substrate was supplied by Sigma-Aldrich.
Polydiallyl dimethyl ammonium chloride (PDADMAC) belongs to Aliphatic antimicrobial substrate was supplied by Sigma-Aldrich.


Methods
Semi industrial scale production of R-PET fibers containing AS
Physical fixation
Adaptation and development of pilot scale conditions which have been set up, previously. 18
R-PET fibers (1.5 kg) (Figure 1(a)) were treated in a Stainless steel conical tank (Figure 2(b)) containing antimicrobial substrate (aromatic or aliphatic) at required concentration of DMABAC and PDADMAC, temperature, and duration (Figure 1(c)). At the end of treatment process the samples were filtered (without washing) and directly squeezed (Figure 1(d)) up to a pickup equal to 100% of its initial weights. These samples were then, dried at 100°C. Finally the antimicrobial assessment of physical treated with AS samples was investigated.

Machines used for physical and chemical fixation of AS anto R-PET fibers on semi-industrial scale: (a) sampling, (b) stainless steel conical tank, (c) centrifuging machine, and (d) treatment.

Machines used for physical and chemical of fixation of AS anto R-PET fibers on industrial scale: (a) sampling, (b) washing & dyeing machine, (c) centrifuging machine, and (d) treatment.
Chemical fixation
R-PET fibers (10 kg) (Figure 2(a)) were alkali treated in a washing and dyeing machine (Figure 2) using the following conditions: [NaOH], 2.0 mol/l; Reaction time, 60 min; Reaction temperature, 90°C; M;L, 1:10 (Figure 2(c)). The treated fibers as mentioned above were washed with hot and cold water and dried at 100°C and directly squeezed (Figure 2(d)). The carboxylic content of dry PET fibers hydrolyzed with sodium hydroxide was determined using the method described.
19
Industrial scale production of R-PET fibers containing AS
Physical fixation
Technological parameters for the production of Antimicrobial R-PET fibers on industrial scale as following (Figure 1):
a- Scouring conditions: Sodium hydroxide, 2%–4%; Non ionic detergent, 4.0 g/l; Duration, 30 min; and Temperature, 100°C. Washing with hot water for 15 min, and with cold water for,10 min.
b- Treatment: The washed R-PET fibers were imparted antimicrobial properties by treatment with aqueous solutions of AS (Aromatic or aliphatic) under the following condition: DMABAC and PDADMAC, 8% (owf); pH, 11; Treatment Temperature, 90°C; Treatment Time, 60 min; and M:L, 1: 10. Squeezing: R-PET fibers treated with AS were squeezed using centrifuging machine up to 100% increase in its initial weight. Drying: Antimicrobial squeezed R-PET fibers were dried at 100°C until constant weight was received.
Chemical fixation
Technological parameters for the production of Antimicrobial R-PET fibers on industrial scale as following (Figure 2):
a- Scouring R-PET fibers were treated for 30 min at 100°C in a bath containing: Sodium hydroxide, 2%–4%; Non ionic detergent, 4 g/L; Washing: At the end of souring the R-PET fibers were washed: With hot water for 15 min, with cold water for 10 min.
b- Alkali treatment: NaOH, 8%; Treatment Temperature, 90°C; Treatment Time, 60 min; and M:L, 1: 10.
c- Treatment with DMABAC and PDADMAC: The washed R-PET fibers were imparted antimicrobial properties by treatment with aqueous solutions of aromatic antimicrobial substance (Ar-AS) under the following condition: AS, 8% (owf); pH, 1; Treatment Temperature, 90°C; Treatment Time, 60 min and M:L, 1: 10. Squeezing: R-PET fibers treated with AS were squeezed using centrifuging machine up to 100% increase in its initial weight. Washing: Antimicrobial R-PET fibers were washed with hot water for 15 min, with cold water for 10 min. Drying: Antimicrobial squeezed R-PET fibers were dried at 100°C until constant weight was received.
Analysis
Antimicrobial activity of R-PET fibers loaded with DMABAC and PDADMAC (aromatic or aliphatic) was quantified using the Shake Flask Method. In this case the antimicrobial activity of immobilized antimicrobial substances is determined under dynamic contact conditions according to ASTM standard test method 2149 (2001).
Materials: Nutrient broth medium (NB), one set of samples &100.0 mL sterile conical flasks

Qualitative evaluations were carried out in nutrient broth according to Abdelghaffar et al., 25 El-Anssary et al., 26 El-boraey et al., 27 El-Gendi et al., 28 El-serwy et al., 29 and Frey and Meyers. 30 The inoculation of pathogenic microorganisms used in this study were Gram positive bacteria Staphylococus aureus (ATCC 6538), Gram negative bacteria Esherichia coli (ATCC 25922) and pathogenic yeeast Candida albicans (ATCC 10231) was prepared from fresh overnight broth cultures using nutrient broth medium that were incubated at 37°C. The inoculum suspension of pathogenic strains was prepared and adjusted to approximately 0.5 McFarland standard (1.5×108/ml) [11], 15.0 µl of the Bacterial suspensions was inoculated separately into each 100.0 ml conical flask containing 25.0 ml of the sterile nutrient broth medium (NB). The samples were applied on these tested strains by using shake flask method to calculate the antimicrobial activity is expressed throughout (%) reduction of bacterial count by calculated colony forming unit (CFU) of these tested strains after treated with that tested samples compared to the number of the microorganisms cells surviving in the control flask after 24 h incubation period and at 37°C for bacteria and pathogenic.31–34
All results were expressed according the following equation:

Where:-
A: the number of microorganisms present on control flask contains pathogenic strains only without any treatment.
B: the number of microorganisms present tested flasks after applying tested treated sample.
The produced on industrial scale antimicrobial R-PET fibers have been used for the manufacturing of corresponding nonwoven fabrics. This was carried out using mechanical needle punched process on the production Line of EgypTex Company in 6 of October City, Giza Egypt.
The produced on industrial scale antimicrobial R-PET fibers have been used for the manufacturing of corresponding nonwoven fabrics. This was carried out using air-laid punched process on the production Line of Yanssen Co., Abo-Rawash, Al-Abour City, Egypt.
Results and discussion
Physical fixation of AS within R-PET fibers on semi-industrial scale
Factors affecting the antimicrobial activity of R-PET fibers treated physically with DMABAC and PDADMAC were studied. The effect of semi-industrial scale treatment conditions, mainly concentration, duration and temperature on the (%) CFU reduction after treatment with aqueous solutions of antimicrobial substrates was examined. The obtained results revealed that (Tables 1–12):
1 – Effect of concentration (Tables 1–4), in case of Staphylococcus aureus pathogenic microorganism (
2- Effect of duration (Tables 5–8), the increase of reaction time from 30 to 60 min was accompanied by an increase in % CFU reduction.
3- Effect of temperature (Tables 9–12) % CFU reduction increased as the temperature was increased from 80°C to 90°C. The increase of % CFU reduction was more significant in the temperature range around the Tg of PET fibers. At 90°C the exhaustion of AS reached its higher values at chosen conditions. Therefore 90°C was selected as the temperature used in such treatment since it could be easily controlled.
Antimicrobial Properties of Finishing Fibers
The antimicrobial activity of treated with AS fibers against S. aureus, E. coli, and C. albicans was investigated using the shake flask method. Tables 1 to 12 indicate the obtained results. It is seen from data listed in these tables, that: All R-PET fibers bounded with antimicrobial substrates showed high antimicrobial activities against the previously mentioned three microorganisms. In fact the % of CFU reduction for all R-PET samples are significant, whereas it is null for the untreated fibers.
Effect of aromatic AS concentration used physical treatment of R-PET fibers (Denier 6).

Treatment Conditions: Temperature 90°C; Time, 60 min; pH, 10.5, M:L, 1:10.
Effect of aromatic AS concentration used for physical treatment of R-PET fibers (Denier 9).

Treatment Conditions: Temperature 90°C; Time, 60 min.; pH, 10. 5, M:L, 1:10.
Effect of aliphatic AS concentration used for physical treatment of R-PET fibers (Denier 6).
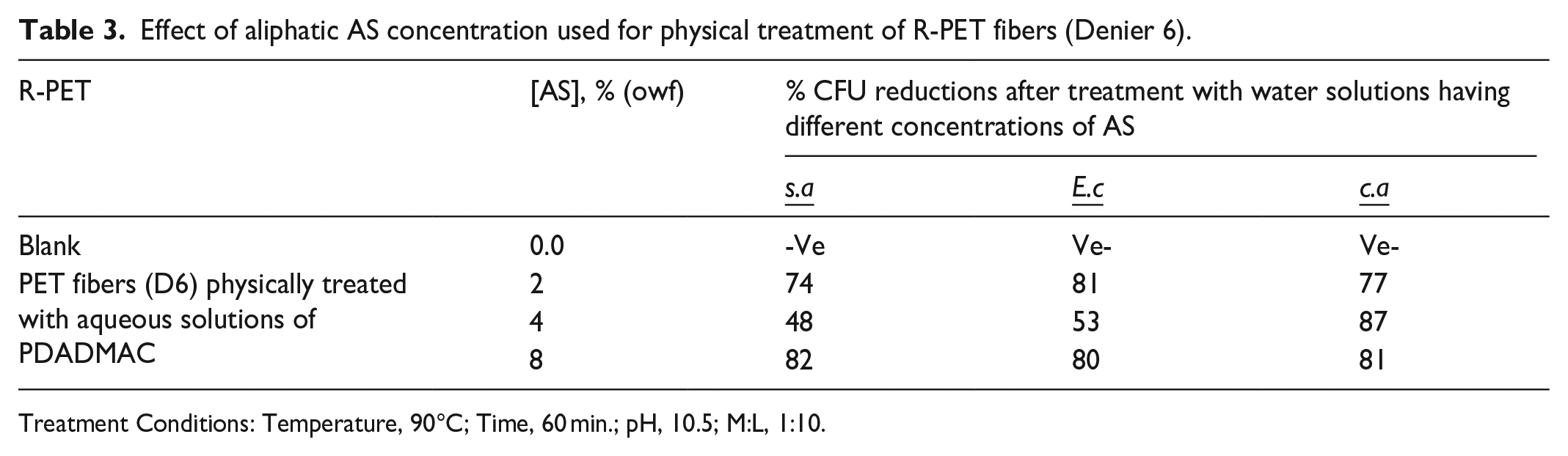
Treatment Conditions: Temperature, 90°C; Time, 60 min.; pH, 10.5; M:L, 1:10.
Effect of aliphatic AS concentration used for physical treatment of R-PET fibers (Denier 9).
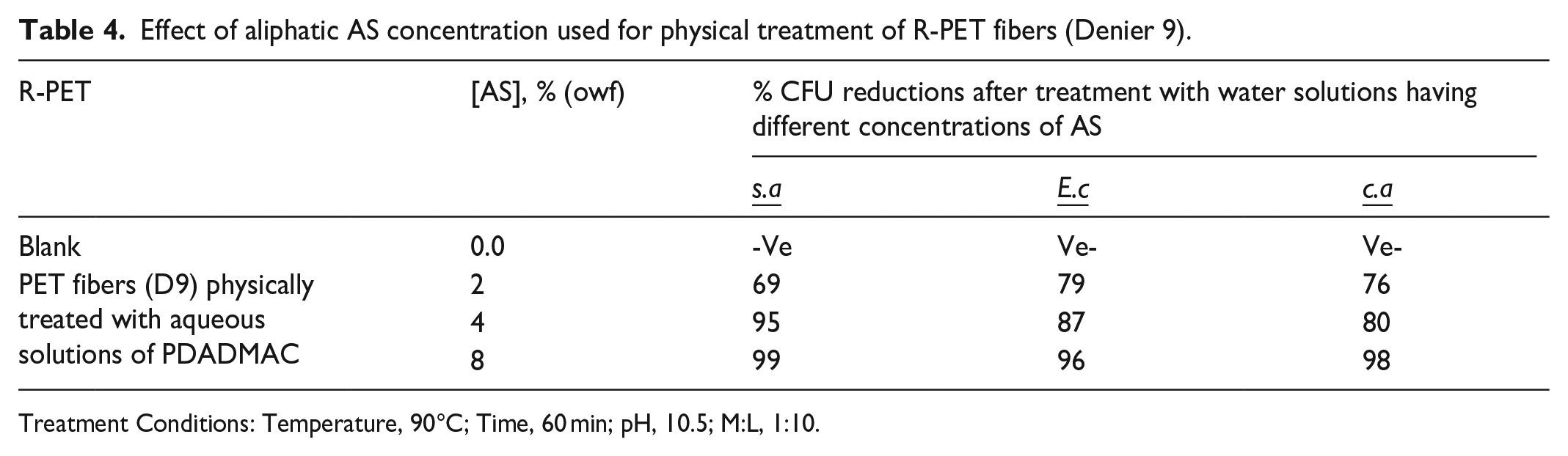
Treatment Conditions: Temperature, 90°C; Time, 60 min; pH, 10.5; M:L, 1:10.
Effect of duration of aromatic AS used for physical treatment of R-PET fibers (Denier 6).

Treatment Conditions: [Ar-AS], 2% (owf); Temperature, 90°C; pH, 10.5; M:L,1:10.
Effect of duration of aromatic AS used for physical treatment of R-PET fibers (Denier 9).

Treatment Conditions: [Ar-AS], 2% (owf); Temperature, 90°C; pH, 10.5; M:L, 1:10.
Effect of duration of aliphatic AS used for physical treatment of R-PET fibers (Denier 6).

Treatment Conditions: [Al-AS], 2% (owf); Temperature, 90°C; pH, 10.5; M:L, 1:10.
Effect of duration of aliphatic AS used for physical treatment of R-PET fibers (Denier 9).

Treatment Conditions: [Al-AS], 2% (owf); Temperature, 90°C; pH, 10.5; M:L, 1:10.
Effect of temperature of aromatic AS solutions used for physical treatment of R-PET fibers (Denier 6).
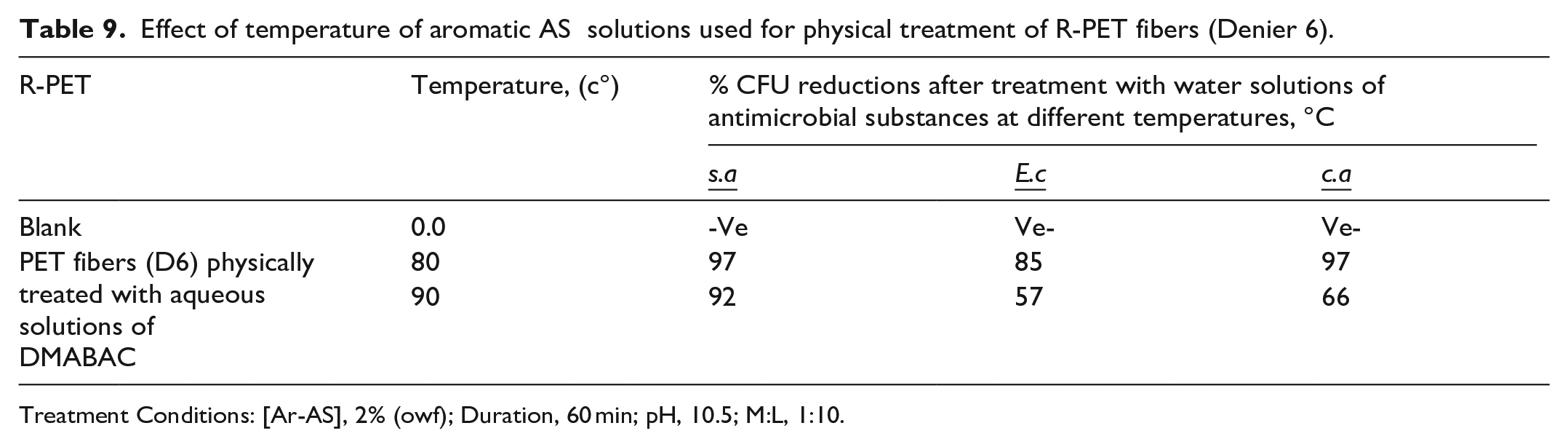
Treatment Conditions: [Ar-AS], 2% (owf); Duration, 60 min; pH, 10.5; M:L, 1:10.
Effect of temperature of aromatic AS solutions used for physical treatment of R-PET fibers (Denier 9).

Treatment Conditions: [Ar-AS], 2% (owf); Duration, 60 min; pH, 10.5; M:L, 1:10.
Effect of temperature of ailphatic AS solutions used for physical treatment of R-PET fibers (Denier 6).
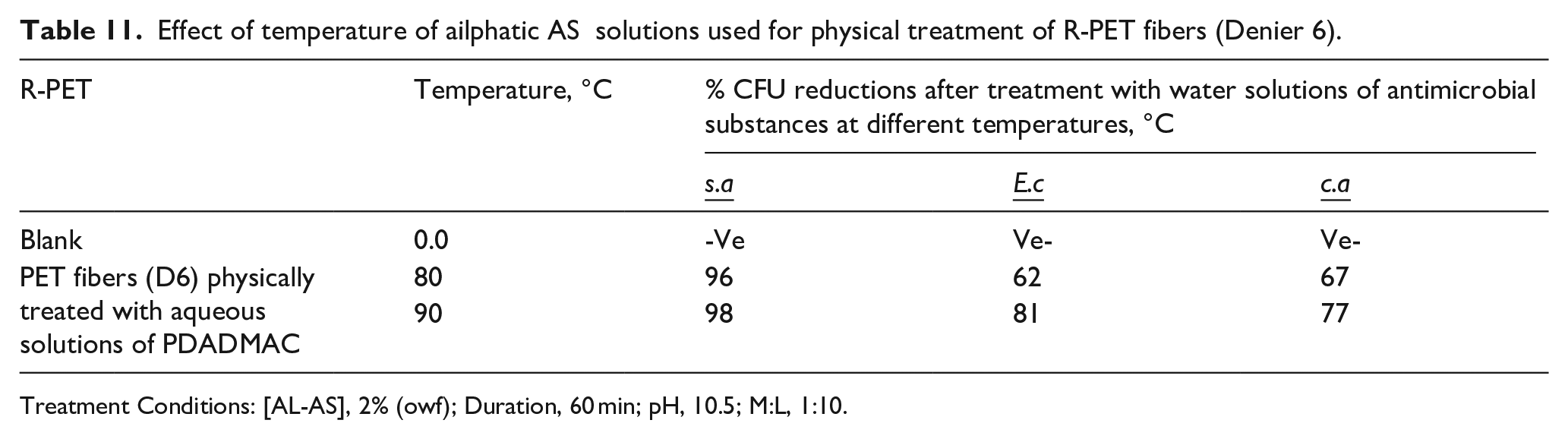
Treatment Conditions: [AL-AS], 2% (owf); Duration, 60 min; pH, 10.5; M:L, 1:10.
Effect of temperature of aliphatic AS solutions used for physical treatment of R-PET fibers (Denier 9).

Treatment Conditions: [Al-AS], 2% (owf); Duration, 60 min; pH, 10.5; M:L, 1:10.
Physical fixation of AS within R-PET fibers on industrial scale
The abovementioned investigations listed in Tables 1 and 12 pave the way to select the technically feasible option for the production of antimicrobial polyester fibers on industrial scale. Antimicrobial finishing of R-PET fibers on industrial scale (Tables 13 and 14) was carried out in Misr El Amryia Company, Alex Egypt.
Industrial production of antimicrobial fibers (Denier 6) treated by physical method.

Treatment Conditions: R-PET, [Ar-AS], 8%; Temperature 90°C; Time, 90 min; pH, 10.5; M:L, 1:10. (101 kg).
Industrial production of antimicrobial R-PET fibers (Denier 9) treated by physical method.

Treatment Conditions: R-PET, [Ar-AS], 8%; Temperature, 90°C; Time, 90 min; pH, 10. 5; M:L, 1:10. (109 kg).
The antimicrobial treatment (Tables 13 and 14) was carried out under the following conditions: [DMABAC] and [PDADMAC], 8%, duration, 90 min, pH= 10.5, and Reaction Temperature, 90°C, pave the way for imparting outstanding antimicrobial properties to all R-PET fibers bounded with (AS) against the previously mentioned three microorganisms.
Reusing aqueous AS solution
Reusing the aqueous solution of PDADMAC for producing antimicrobial R-PET fibers treated by physical method (Table 15) was studied. Taking in mind that, the environmental and economic impact, the possibility of reusing the aqueous solution of PDADMAC was studied. The remaining aqueous solution was used three times as a finishing medium, and each time 10 kg of R-PET fibers were applied. The results shown in Table 15 showed the extent to which the samples were able to kill microbes with high effectiveness and efficiency, which indicates the possibility of reducing costs by one third.
Durability of reusing the aqueous solution of Al-AS for producing antimicrobial R-PET fibers treated by physical method.

Treatment Conditions: R-PET, D6; [Al-AS], 3%; Temperature, 90°C; Time, 60 min; pH, 10. 5; M:L, 1:30.(33 kg).
Chemical fixation of AS within R-PET fibers on semi-industrial scale
The present work aims at developing a novel, simple, and practically applicable functional finishing approach for imparting antimicrobial properties to R-PET fibers. In this study, The R-PET fibers were surface modified to improve their performances in biomedical applications. Finishing approach is based on partial hydrolysis of the fabrics to create carboxylic groups in PET macromolecules (Table 16) followed by subsequent reaction with quaternary ammonium compound under alkaline conditions.
Carboxylic content of alkali treated R-PET fibers.
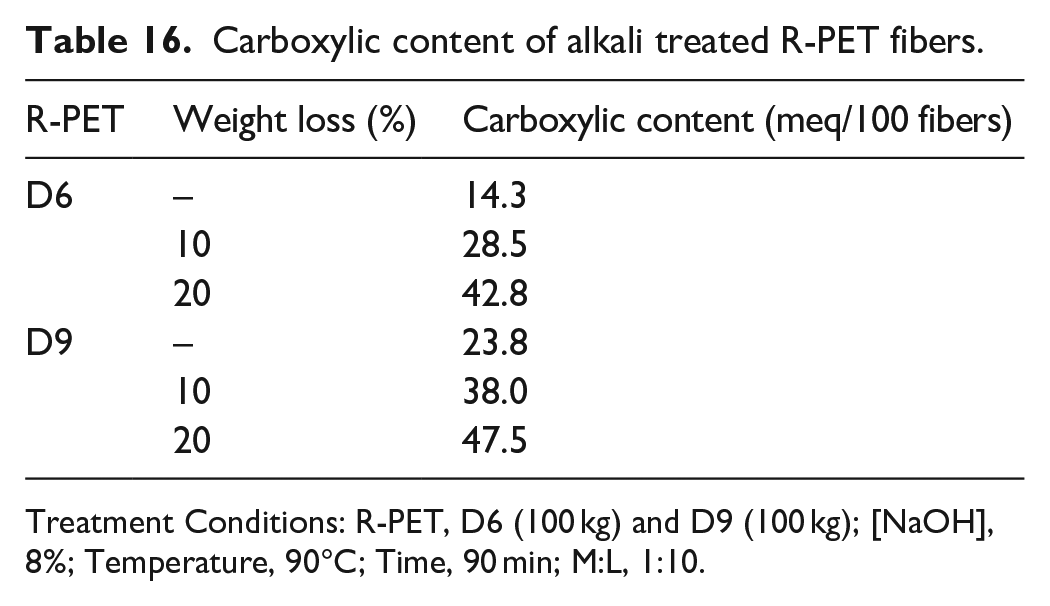
Treatment Conditions: R-PET, D6 (100 kg) and D9 (100 kg); [NaOH], 8%; Temperature, 90°C; Time, 90 min; M:L, 1:10.
The alkaline treatment (Table 17) under the following conditions: [NaOH], 1.5–2.0 mol/l, Reaction time, 45–60 min and Reaction Temperature, 90–100°C, pave the way for creating additional carboxylic groups in PET macromolecule. The amounts of these additional groups are found to be suitable for carrying out the antimicrobial finishing of PET fibers. The conditions which were used as mentioned above in the experimental part for partially hydrolyze PET staple recycled fibers pave the way for obtaining fibers having a loss in weight varied from 10% to 20%. These fibers will be used for studying the effect of different factors affecting the antimicrobial properties when we are going to determinate the optimum conditions for imparting required properties on experimental industrial scale. Figure 3 shows, the easy way for the stabilization of AS on the R-PET fibers. This method is based on treatment of these fibers with aqueous solution of NaOH before loading with DMABAC and PDADMAC to introduce polar groups (COOH and OH) to the fabric surface as a result of partial hydrolysis of PET molecular chains.
Effect of treatment conditions of R-PET fibers with aqueous NaOH solutions on percentage of weight loss.

Material: Liquor Ration 1:25.

Graphical representation for imparting recycled PET fibers antimicrobial activity by chemical method.
Antimicrobial properties of finishing fibers
The antimicrobial activity of hydrolyzed and treated with DMABAC fibers against B. mycoides, E. coli and C. albicans was investigated using the shake flask method. Table 18 indicates the obtained results. It is seen from data listed in this table that:
1- all PET fibers bounded with DMABAC showed high antimicrobial activities against the previously mentioned three microorganisms. In fact the % of CFU reduction for all hydrolyzed PET samples are significant, whereas it is null for the un-hydrolyzed fibers.
2- The increase of weight Loss % from 10 to 20, practically, did not affect the antimicrobial activity of the tested fibers against the above mentioned microorganisms.
Effect of weight loss (%) on antimicrobial activity of hydrolyzed and treated with AS R-PET fibers.

Treatment Conditions: [AS], 2% (OWF); pH, 11; Treatment Temperature, 90°C; Duration, 60 min.; M:L, 1:25.
PET-H: Hydrolyzed polyester fibers.
Chemical fixation of AS within R-PET fibers on industrial scale
The antimicrobial activity of treated with DMABAC fibers against S. aureus, E. coli, and C. albicans was investigated using the shake flask method. Tables 19–21 indicate the obtained results. It is seen from data listed in these tables, that: The antimicrobial activity of treated R-PET fibers with DMABAC on production scale against S. aureus, E. coli and C. albicans was investigated using the shake flask method. The obtained results showed that:
1- Physical fixations of AS within R-PET fibers on industrial scales were investigated (Tables 17 and 18). The % of CFU reduction in each six parallel samples (D6) and (D9) after treatment by physical method pointed to the high homogeneity of the treatment process. Moreover, this indicates that the values of deniers in the range (6–9) did not affect % of CFU.
2- The reusing the aqueous solution of DMABAC for antimicrobial finishing of recycled PET fibers is very high. After reusing for three times these solutions still able to reduce 94.1%, 87.4% and 86.4% of S. aureus, E. coli, and C. albicans respectively (Table 19).
3- Alkali treatment of R-PET fibers with 8% water solution of sodium hydroxide at 90C leads to a loss in weight of the fibers ranging between 10% and 17% according to the reaction durations. The carboxylic contents in treated samples were determined (Table 20).
4- Chemical fixation of DMABAC within R-PET fibers on industrial scales were investigated. % CFU reduction after treatment of such fibers decreases with increasing the % loss in weight in the samples. This took place irrespective of the value of the denier of R-PET samples (Tables 19–22).
Production of antimicrobial R-PET fibers (Denier 6) treated by chemical method (Weight Loss 10%).
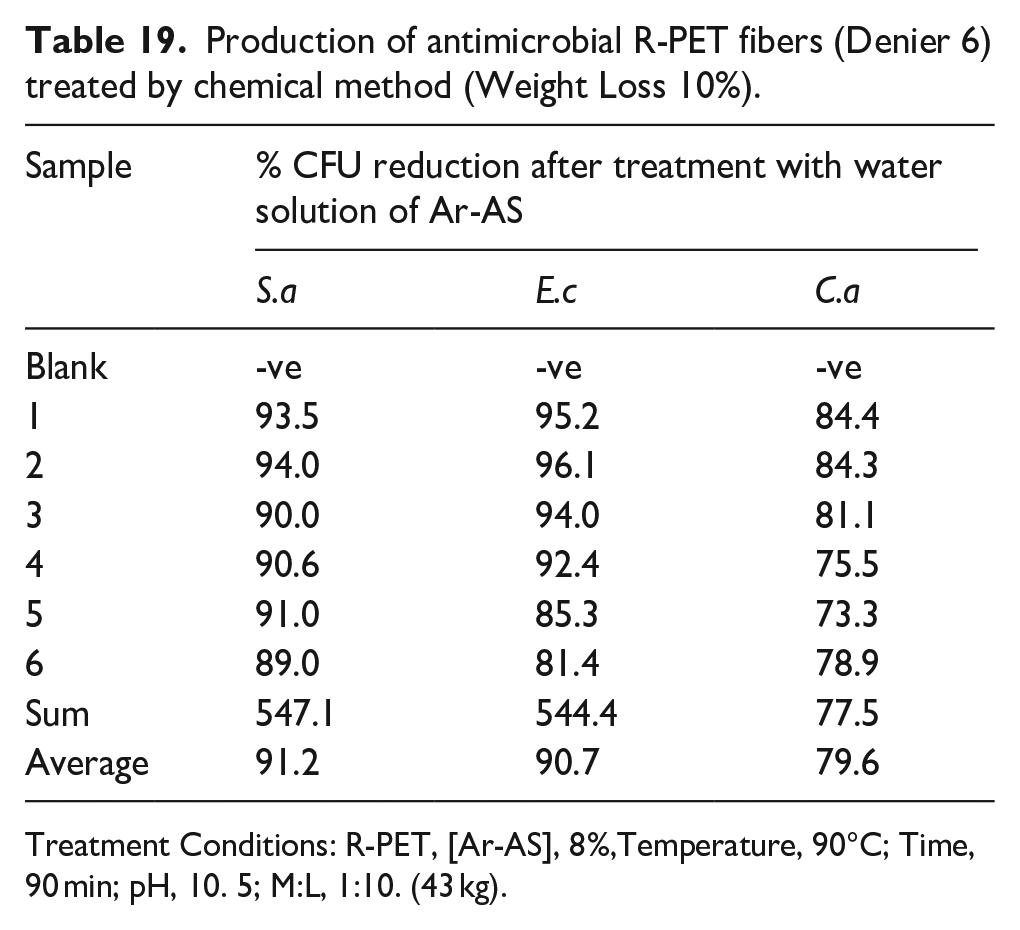
Treatment Conditions: R-PET, [Ar-AS], 8%,Temperature, 90°C; Time, 90 min; pH, 10. 5; M:L, 1:10. (43 kg).
Production of antimicrobial R-PET fibers (Denier 6) treated by chemical method (Weight Loss 17%).

Treatment Conditions: R-PET, [Ar-AS], 8%; Temperature, 90°C; Time, 90 min; pH, 10. 5; M:L, 1:10. (44 kg).
Production of antimicrobial R-PET fibers (Denier 9) treated by chemical method (Weight Loss 10%).

Treatment Conditions: R-PET, [Ar-AS], 8%; Temperature, 90°C; Time, 90 min; pH, 10. 5; M:L; 1:10. (34 kg).
Production of antimicrobial R-PET Fibers (Denier 9) treated by chemical method (Weight Loss 17%).
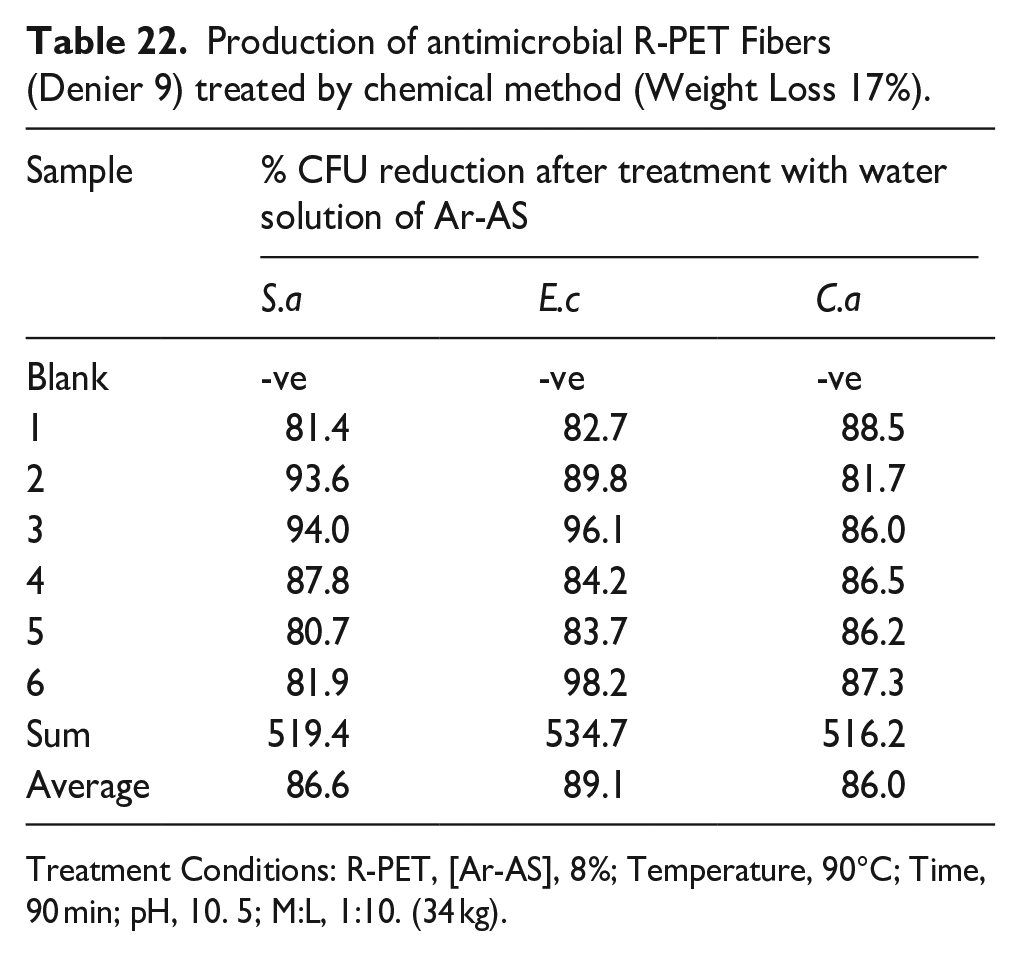
Treatment Conditions: R-PET, [Ar-AS], 8%; Temperature, 90°C; Time, 90 min; pH, 10. 5; M:L, 1:10. (34 kg).
The fibers topography
Figure 4 presents scanning electron micrographs corresponding to R-PET before and after treatment by physical and chemical approaches. It is seen from SEM results that, before treatment surfaces of all R-PET fibers have a smooth and relatively homogeneous appearance (Figure 4(a)). After physical treatment, formation of a thin layer on the surface of all investigated samples (Figure 4(b) and (c)). After chemical treatment a few pits appeared on R-PET fibers surfaces and the latter have gained a roughness, the density of which is more noticeable in case of R-PET (Figure 4(d)) than in case of parent R-PET/C (Figure 4(a)). The treatment led also to formation of a layer on the surface of all investigated samples (Figure 4(e) and (f)). This, indeed, provides proof of the ionic interaction between carboxylic groups and QAC, which led to the immobilization of the salt (Ar-AS) on R-PET fibers.
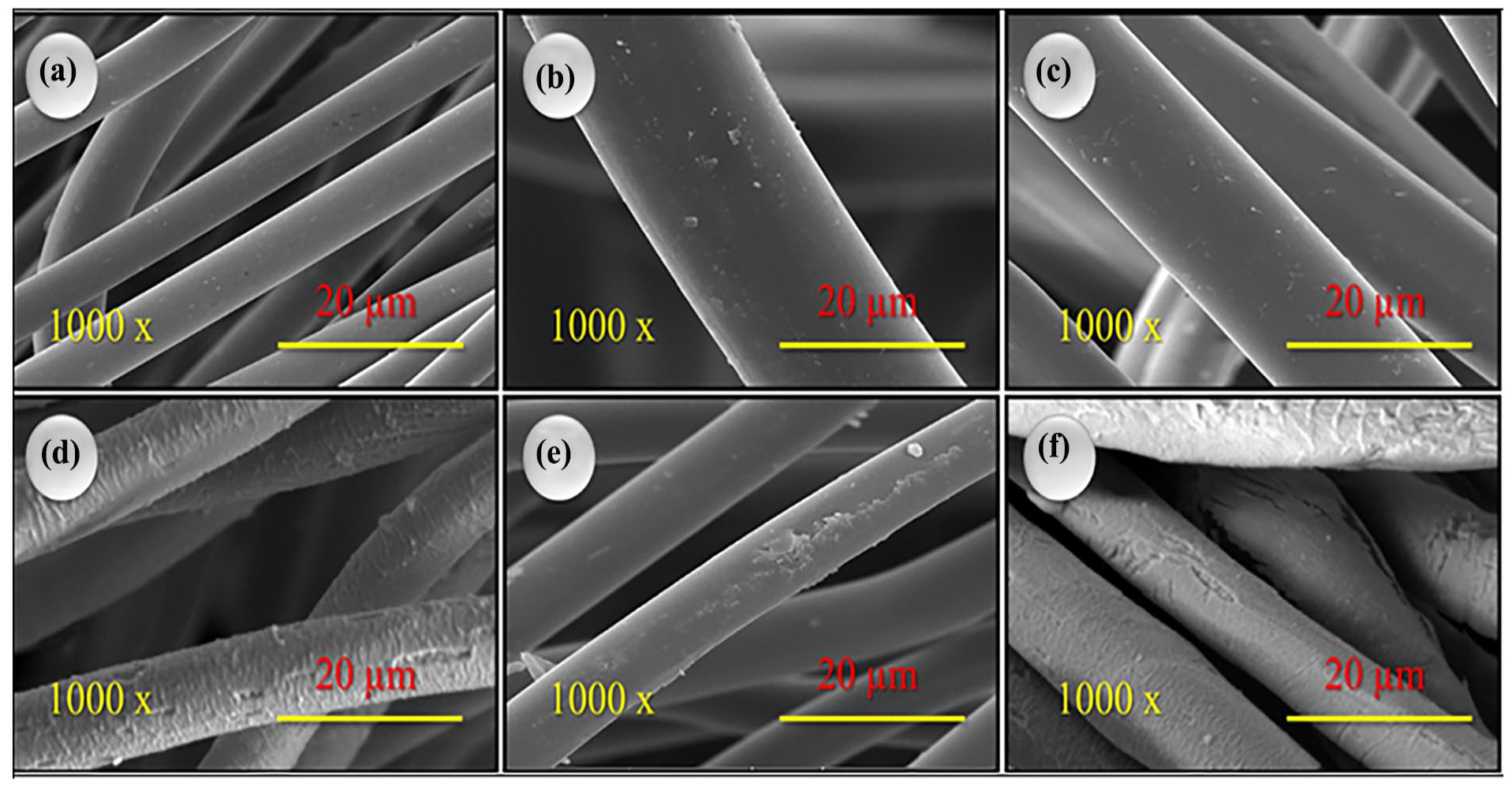
SEM for R-PET (D6) before and after imparting antimicrobial property. (a) R-PET parent, (b) R-PET physically treated with Al-AS, (c) R-PET physically treated with Ar-AS, (d) R-PET alkali treated (WL = 10%), (e) R-PET chemically treated (WL = 10%) with Al-AS, and (f) R-PET chemically treated (WL = 20%) with Ar-AS.
Industrial production of antimicrobial polyester Nonwoven fabrics
The fibers R-PET imparted antimicrobial properties by chemical and physical methods on industrial scale were converted to nonwoven fabrics by two different technologies:
Needle punched nonwoven technology
Fibers were prepared at opening and mixing machine to process fibers from bale stage, blended in the right proportions by means of openers as shown in Figure 5(a). The fibers are opened and dispersed for the preparation of carding process. Fibers were treated after opening and mixing process by antistatic finish. Carded machine production rate was around 130 kilo/h with web weight of about 25 g/m2. The carded web with average mass per unit area of 120 g/m2 is formed on card and removed from the card by doffer to a cross lapper folding unit (as shown in Figure 5(g)) thin to DILO needle punched machine. In the end of needling stage, punch density and penetration depth were 250 punches/cm2 and 6–8 mm respectively from the single carded web. The number of strokes and production rate during finishing needling were 280 strokes/m and 6 m/min respectively. The nonwoven fabrics were reversed after each passage. The specifications of barbed needle were used in all studies coded as 15 × 18 × 32 × 3 R333.
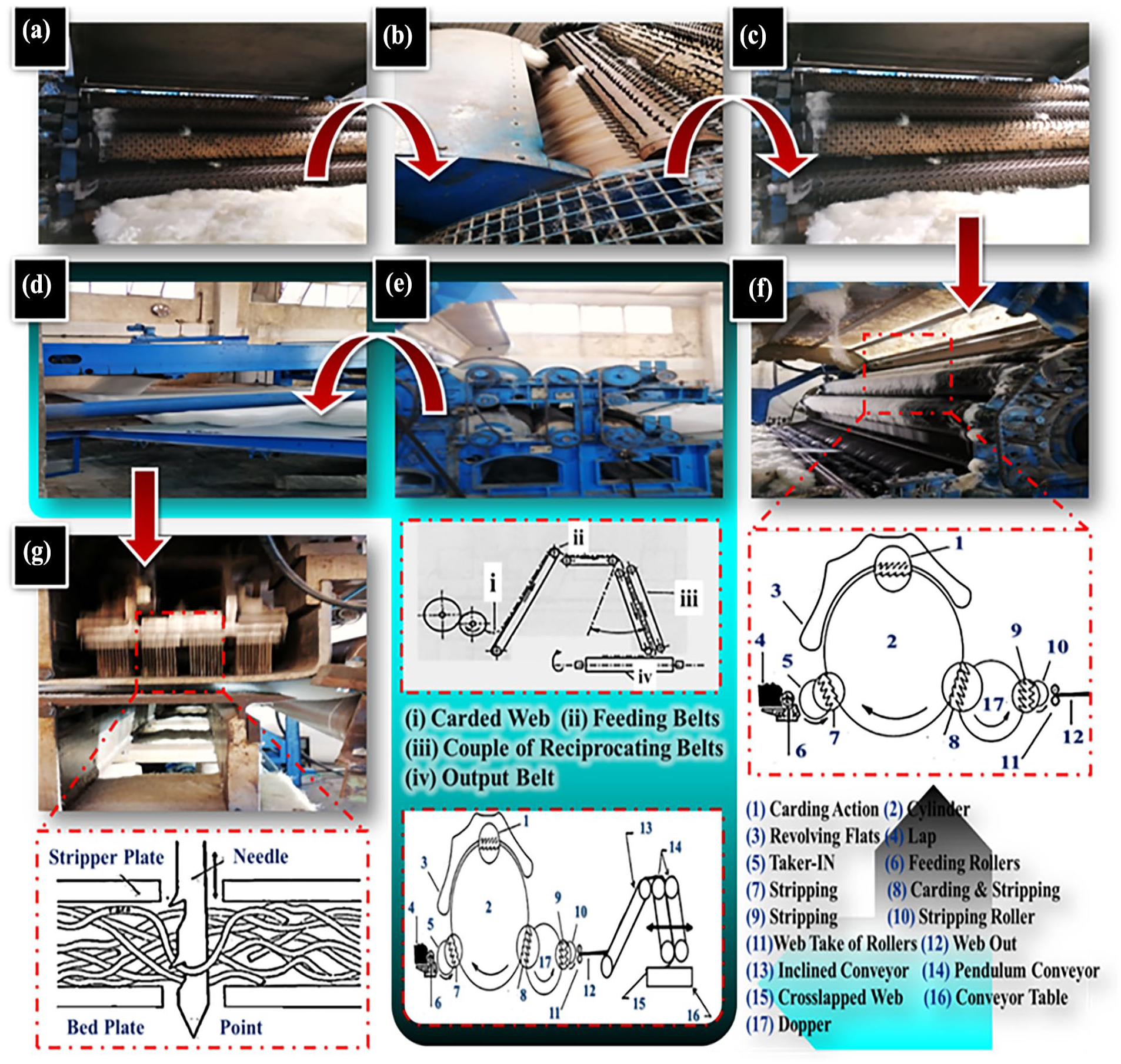
Manufacture process of needle punched nonwoven fabrics. (a) Opening and mixing machine, (b) Take off rollers of opining machine, (c) Feeding rollers of opining machine, (d) Feeding roller for Carded machine, (e) Carding take off rollers, (f) Cross lapper machine, and (g) Needle punched machine. Inset images are the schematic representation for the inner structures of the machines.
Air-laid Nonwoven Technology
The term air-laid or aerodynamic nonwoven refers to a manufacturing technology that produces a web from staple fibers. The use of adhesive fibers is one of the most elegant and convenient methods to consolidate air-laid nonwoven structures. Adhesive fibers are fibers, which are able to provide adhesive bonds to other fibers due to their solubility or their fusible character. The low melt adhesive fibers have been mixing as ≈10% of 600 kg.
In this work (Figure 6), fibers from opining machine are carried in air streams and deposited onto moving belt, which they are formed in sheet. Air laid webs is made as a single layer. The air-laid or aerodynamic techniques allow to nonwoven formed with wide range of mass per unit area to be produced. In the second process section, the melt temperature transfer takes place from the hot air through the edge layer to the web surface and by transportation of the formed steam through the edge layer towards the air. During this process, the melt temperature and mass transfer values increase when the speed of the hot air increases and thermoplastic fibers or low melt fibers bonded the web’s fibers and nonwoven fabrics are formed. The melt temperature was around 140°C with web weight of ≈200 &≈400 g/m2 with web speed was 12 m/min.

Manufacture process of air laid nonwoven fabrics. (a) Opening, (b) Mixing fibers with low melt, (c) Thermal treatment of air laid webs, (d) Ending the thermal treatment, (e) Side cutting, and (f) Air laid nonwoven fabric.
Determination the physico-mechanical properties
In general, nonwoven fabrics are characterized by tensile, burst strengths, elongation—at-break, air permeability, drape-ability, weight, thickness, porosity, and debility to heat and chemicals. These properties of prefect fabric composition and structure. Most properties can be determined with standardized test procedures (ASTM).
Tables 23 and 24 show the physico-mechanical properties of antimicrobial R-PET nonwoven fabrics manufactured by needle punching and air laid techniques. The produced fabric samples are going to used for a wider range of industrial applications including medical mattresses and ventilation sectors. The properties mentioned in Table 23 is quite enough to cover the needed mechanical that any filter media may need to cover according to the literature. The values of mechanical properties such as: bursting strength, tensile strength, and elongation at break are within the range of market filter element and are adequate to resist the mechanical stresses when used in the abovementioned applications.
Physico-mechanical properties of needle punched antimicrobial R-PET nonwoven fabrics.

Physico-mechanical properties of air-laid antimicrobial R-PET nonwoven fabrics.

Antimicrobial activity of produced nonwoven fabrics
The antimicrobial activity of nonwoven R-PET fabrics produced on industrial scale by using needle punching and air-laid technologies was determined by shake flask method (Table 25). It was seen from the data listed in this table that, R-PET nonwoven fabrics bounded with DMABAC and PDADMAC showed high antimicrobial activity against
Antimicrobial activity of R-PET nonwoven fabrics produced on industrial scale, determined by shake flask method.

After 5 Times Launder-Ometer washings; AATCC Test Method (61—1989).
Conclusion
The technological process for the production of R-PET nonwoven fabrics having durable antimicrobial properties on industrial scale was carried out by applying two antimicrobial substrates (DMABAC and PDADMAC). Two treatment methods have been used to impart polyester fibers the antimicrobial property: the first was physical and the second was chemical on industrial scale. The produced PET antimicrobial fibers were converted into nonwoven fabrics by using mechanical needle punched and air laid technologies. The antimicrobial properties of nonwoven PET were investigated by using shake flask method. The produced nonwoven fabrics appeared high antimicrobial activity even after 10 washing cycles by using the standard test method (one equivalent 10). The physico-mechanical properties of the produced nonwoven fabrics were measured. The evaluation of R-PET nonwoven fabrics. Generally, all R-PET fibers bounded with DMABAC and PDADMAC showed outstanding antimicrobial activities. In fact the % of CFU reduction for all R-PET samples are significant, whereas it was null for the untreated fibers. R-PET fibers imparted antimicrobial properties by chemical and physical methods on industrial scale were convert to nonwoven fabrics. The data showed that the acquired antimicrobial property was not affected by the industrial processes associated with converting fibers into non-woven fabrics Accordingly, the improvement antimicrobial properties of these fibers was important for a wider range of industrial applications including medical mattresses and ventilation sectors. This is what we are working on in our current research.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors of this article would like to thank the Science and Technology Development Foundation (STDF)—Egypt, for funding the project ID 43336.