
Abstract
Composites of recycled poly(ethylene terephthalate) (PET) and short glass fibers (GFs) in different compositions (0, 20, 30, and 40 wt% of GFs) with optimized microstructures and high mechanical performance were obtained through melt processing. Composites showed appropriate dispersion and distribution and suitable bonding of the GF throughout the PET matrix, using either recycled bottle-grade PET in its degraded form or in a solid-state polymerized (SSP) form and GFs treated with either aminosilane or epoxysilane coupling agents. The high level of reinforcement of these PET/GF composites was confirmed by comparison of the experimental elastic modulus values of PET/GF composites with theoretical ones obtained using the Halpin–Tsai model. An important aspect highlighted by this study is that although it has been stated in the literature that this is only possible with the use of twin-screw extruders, these PET/GF composites with optimized microstructure and with high mechanical performance were compounded using a single-screw extruder with a double-flight barrier screw. In general, slightly better mechanical strengths were achieved for the composites based on the SSP recycled PET, which may be associated with its highly entangled amorphous phase arising from its higher molecular weight.
Introduction
The potential for the application of recycled bottle-grade poly(ethylene terephthalate) (PET) is often limited due to the deterioration of its properties caused by thermomechanical degradation during its reprocessing. 1
Solid-state polymerization (SSP) has been used as an alternative to overcome this problem and broaden the possibilities for the use of recycled PET. This process consists of heating PET granules at temperatures around 220°C–230°C (between its glass transition temperature and its crystalline melting temperature) for 10–30 h under low pressure under the agitation of the solid in a hot inert gas environment. In these conditions, the PET molecular weight is increased through transesterification/polycondensation and esterification reactions, with a consequent improvement in the PET properties.1–3
The use of short glass fibers (GFs) for the preparation of composites based on recycled PET is another important aspect that places the recycled PET on the market as molded artifacts with greater properties as compared to the recycled PET without reinforcement.4–13 There is a very close and interdependent relationship between the processing conditions, the microstructure, and the final properties of these composites. The microstructure, and thus the final properties, of PET/GF composites is governed by the physicochemical characteristics of both the PET and GF in addition to their processing history. Compounding of recycled PET with GFs has been successfully achieved using both single-screw 4 and twin-screw4–6 extruders followed by injection molding. A previous study 4 demonstrated that a single-screw extruder with a double-flight barrier screw can be used to produce composites of recycled bottle-grade PET containing GFs with mechanical and thermomechanical performance similar to composites processed in an intermesh co-rotating twin-screw extruder. Moreover, our previous study showed that the properties of PET/GF composites are highly dependent on the injection molding conditions used. The degree of reinforcement of the PET/GF composites is dependent on the aspect ratio (fiber length to diameter, l/d) and volume fraction of the GFs in the composite, fiber orientation, and distribution through the polymeric matrix, and the adhesion between the GFs and the polymeric bulk, which is dependent on the fiber–matrix interfacial chemistry. GFs surface functionalized with amine groups are most commonly used for the preparation of PET/GF composites.4,10 Another important aspect governing the reinforcement of PET/GF composites is the degree of crystallinity of the PET, which is influenced by the molding conditions. 4
The aim of this study was to develop composites of recycled PET with short GFs in different compositions (0, 20, 30, and 40 wt% of GFs) through compounding in a single-screw extruder with a double-flight barrier screw followed by injection molding. A recycled bottle-grade PET, a SSP recycled bottle-grade PET, and two types of GFs with different chemical surface functionalities (amine and epoxy) were used. The effects of these parameters on the microstructure and mechanical properties (tensile, flexural, and impact strength (IS)) of PET/GF composites were evaluated.
Experimental
Materials
A recycled PET in flake form (PET-flake), which is a washed and crushed waste originating from soft drink bottles, was supplied by Sul PET Company (Brazil). The PET-flakes, as received, were irregular in shape and had low bulk density (0.289 g cm−3), presenting nonfreeflowing behavior in the extruder feed hopper. For this reason, the PET-flakes were agglutinated prior to the extrusion processing, which converted them into crystallized granules with a bulk density of 0.443 g cm−3 and with a free-flowing behavior in the extruder feed hopper. The SSP recycled PET in crystallized pellet form (PET-ssp), also originating from soft drink bottles, was supplied by Bahia PET Company (Brazil) and used as received.
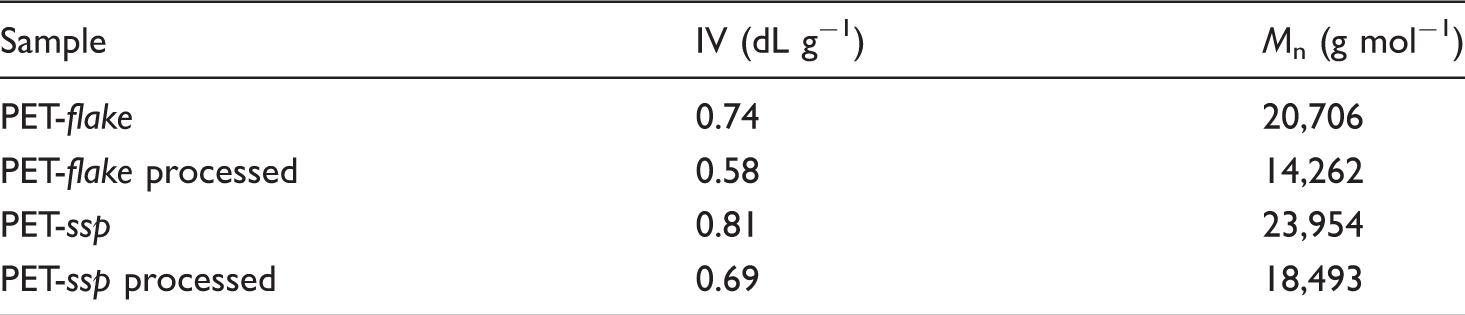
IV and number average molecular weight (Mn) of as-received and processed PET samples.
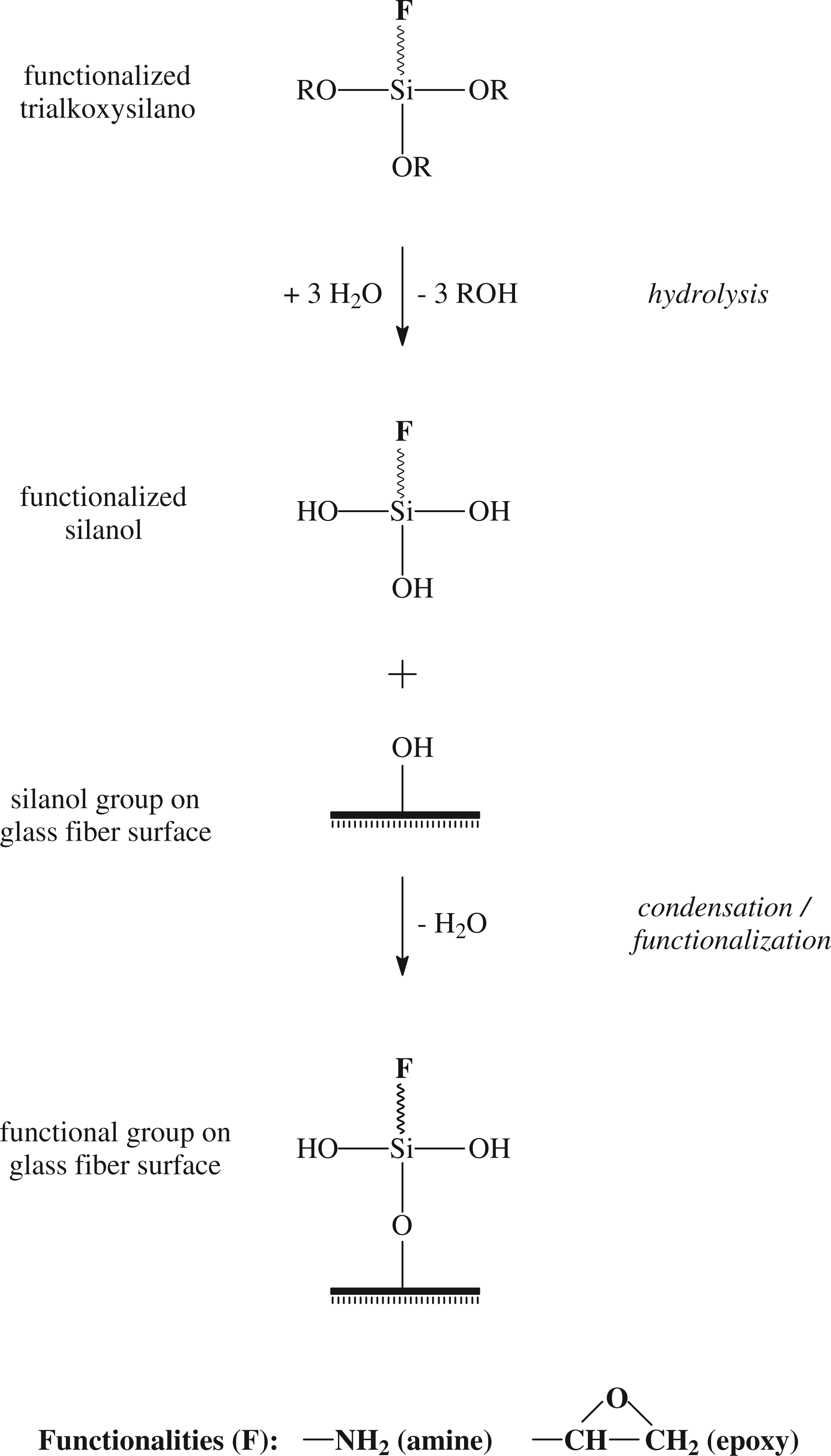
The short GF compounds with two different chemical treatments were supplied by Owens Corning Vetrotex Company, Brazil, under codes EC 983 and EC 952. These are E-glass roving of 4.5-mm chopped filaments with fiber diameter of 10 µm and were designed with different sizing (coupling agents): EC 983 is a GF treated with an aminosilane coupling agent, whereas EC 952 is treated with an epoxysilane coupling agent. In this study, these materials were named GF-amine and GF-epoxy, respectively. Scheme 1 shows how GF surfaces are typically functionalized with amine or epoxy groups through reaction with aminotrialkoxysilane or epoxytrialkoxysilane coupling agents, respectively. Functionalization comprises hydrolysis of alkoxy groups and subsequent condensation with silanol groups occurring on the glass surface to form siloxane bond between the GF and coupling agent, so that the desired functional group is attached on the GF surface.
Processing
Prior to each processing step, the materials were dried in an air-circulating oven at 80°C for 24 h.
PET/GF composites with different compositions (0, 20, 30, and 40 wt% of GFs) were compounded in a single-screw extruder with a double-flight barrier screw (L/D = 32 and D = 35 mm). The single-screw configuration is shown in Figure 1. The extruder was operated with a barrel temperature profile of 250°C–275°C (from hopper to dye) and screw speed of 50 rpm. The materials were formulated by introducing all of the components simultaneously into the extruder hopper during a single processing step. The flow rate was around 8 kg h−1 under these conditions. The extruded strands were quenched in a water bath and pelleted.
Specimens for mechanical tests (ASTM standard bars) were injection molded from the extruded pellets using a HIMACO LH 150-80 machine at a barrel temperature of 280°C, holding pressure of 650 bar for 4 s, mold cooling time of 45 s, and mold temperature of 120°C. The dosage and plasticating step was conducted under mild conditions, that is, at low-screw rotation speed and low-screw back pressure, in order to minimize GF breakage and thus to preserve the microstructure of the composites generated by extrusion.
Characterization
The lengths of the GF in the molded PET/GF composites were determined by optical microscopy using image analyzer software. The fibers were recovered from the injection-molded impact bars by burning off the PET at 600°C for 3 h. The fibers were distributed over a glass plate with the aid of a 1:1 solution of distilled water and ethanol and then left to stand until the total evaporation of the solution. Images were collected at a magnification of 50× using a Nikon optical microscope, model Epihot 200, coupled to a Nikon digital camera DMX 1200 F. Around 300 fibers were counted for each composite using Image-Pro Plus software specifically designed for the analysis of images. The data were compiled into histograms in order to determine the number average fiber length (Ln), weight average fiber length (Lw), and the polydispersity (P). The calculations were carried out using Equations (1), (2), and (3), where Ni is the number of fibers with length i. The critical fiber length for composite reinforcement, (l/d)c, was deduced using Equation (4), which expresses the balance of force between the tensile strength of the fiber (σf) and the fiber–matrix interfacial shear strength (τint): 14
The microstructure of the PET/GF composites was investigated using a Jeol JSM 6060 scanning electron microscope (SEM), examining the top of cryofractured injection-molded impact bars and the top of the fractured surfaces after tensile tests. The fractured surfaces were coated with gold using a diode sputtering coater before observation by SEM.
Tensile tests were performed on type I ASTM bars using an EMIC DL 2000 universal testing machine at a crosshead speed of 50 mm min−1, according to ASTM D 638. The reinforcement degree achieved was evaluated through comparative analysis between the experimental results for the elastic modulus and the theoretical values obtained using the Halpin–Tsai model. 15 According to the Halpin–Tsai model, the theoretical tensile modulus of a fiber-reinforced composite can be expressed in terms of the corresponding properties of the matrix and the fiber phase together with their proportions and the fiber geometry, using Equations (5) and (6):
In Equations (5) and (6), Er is the relative modulus and Ec, Em, and Ef are the moduli of the composite, matrix, and fiber, respectively; ϕf is the fiber volume fraction. The factor ξ is an empirical constant that describes the influence of the fiber geometry. For oriented short fibers with aspect ratios higher than the critical value (l/d)c, the factor ξ is two times the critical value for fibers oriented parallel to the mechanical loading and was equal two for fibers oriented perpendicular to the mechanical loading. Therefore, the modulus is maximum when the fibers are oriented parallel to the mechanical loading and attain the minimum value when the fibers are oriented perpendicularly.
Flexural tests (three-point bending) were carried out according to ASTM D 790, with an EMIC DL 2000 analyzer, at a crosshead speed of 2 mm min−1.
Izod IS was measured with a CEAST Resil 25 pendulum using notched specimens, according to ASTM D 256.
The bars for the mechanical tests were conditioned at 23°C and 50% relative humidity for 48 h prior to the tests, which were all conducted under the same climatic conditions. Each mechanical test value was calculated as the average of at least five-independent measurements. The standard deviations of each value were calculated and are shown as error bars in the plots.
The degrees of PET’s crystallinity in the injection-molded bars were measured through differential scanning calorimetry (DSC). Scans from 20°C to 300°C with a heating rate of 10°C min−1 and under N2 atmosphere (50 mL min−1) were carried out in a Shimadzu DSC-50 calorimeter. Samples (ca. 10 mg) were taken from the inner part of the injection-molded Izod bars. The degrees of PET’s crystallinity (Xc) was calculated as follows:
where ϕ is the PET weight fraction in the composites, ΔHm is the melting enthalpy, which was calculated from the DSC curves, and is the heat of fusion of 100% crystalline PET (120 J g−1). 16
Results and Discussion
The values for the IVs and the number average molecular weights (Mn) for the as-received PET samples (PET-flake and PET-ssp) and those melt-processed PET samples (extrusion followed by injection molding) under the conditions adopted in this study are given in Table 1. The results show that the molecular weight of as-received PET-ssp is greater (∼16%) than that of the as-received PET-flake, as a result of the SSP process to which the first was submitted. The molecular weight of as-received PET-ssp is similar to the commercial bottle-grade virgin PET. 1 After the melt processing, there was a decrease in the molecular weights of both samples, with reductions of 23% for the PET-ssp and 31% for the PET-flake. Furthermore, the molecular weight of the processed PET-ssp was only 10% smaller than that of the as-received PET-flake. This shows that the levels of PET’s degradation under the processing conditions adopted in this study are within acceptable values, especially if one considers that the thermomechanical degradation of PET is pronounced when it is processed in the molten state. 17 Moreover, the use of PET-ssp can be considered a way to circumvent the degradation that normally occurs when bottle-grade recycled PET is reprocessed in the molten state.
Short GF length distributions of injection molded PET/GF composites.
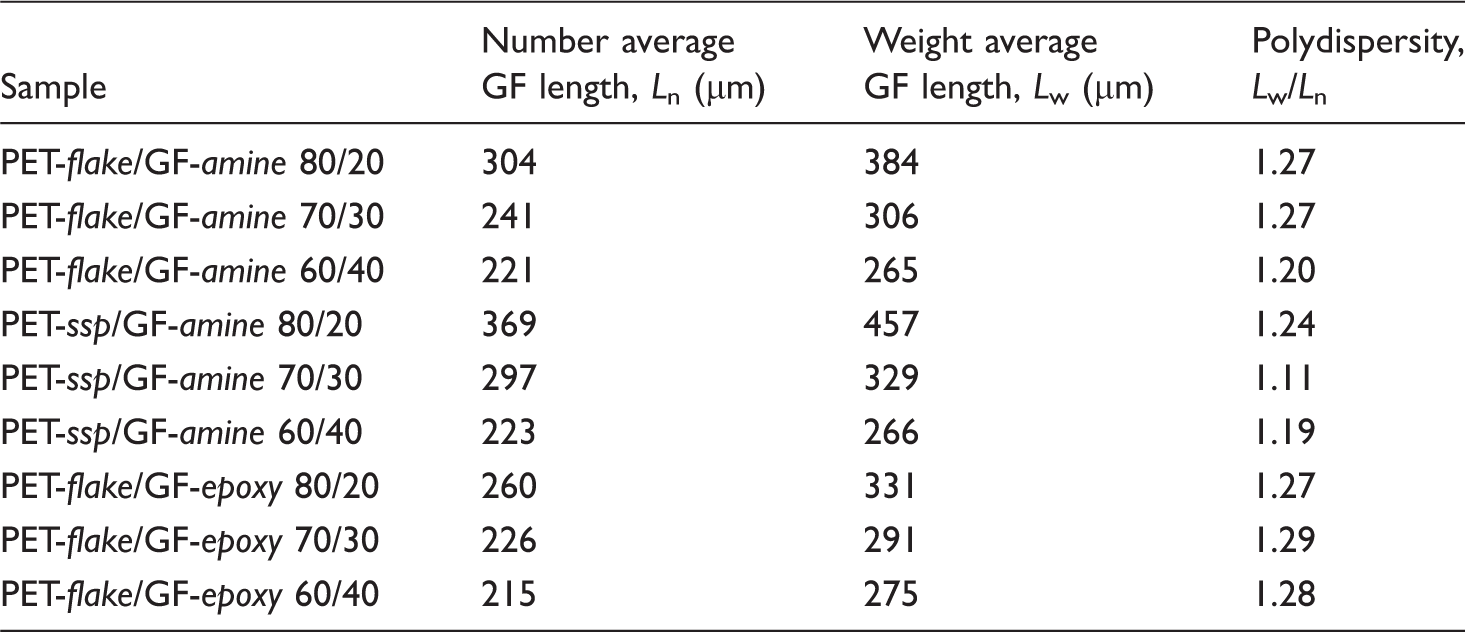
The critical aspect ratio (l/d)c of the GF for effective reinforcement of the PET/GF composites was calculated using Equation (4). A GF length above the critical value (l/d)c is essential for ensuring effective stress transfer from the PET matrix to the reinforcement as the composites are mechanically overloaded. Assuming a perfect bonding between the GF and the PET matrix, the interfacial shear strength is that of the PET matrix, which is 45 MPa. 18 Taking a typical value for the GF strength of 1500 MPa 19 and considering that the GFs are 10 µm in diameter, a critical fiber length of 167 µm is obtained for the PET reinforcement.
Thus, the average GF lengths (Table 2) of the PET/GF composites under study, compounded in a single-screw extruder with a double-flight barrier screw followed by injection molding, are around 1.3–1.8 times and 1.7–2.3 times the critical value for PET, based on the Ln and Lw values, respectively. These are typical values for composites of recycled PET with GFs compounded in a twin-screw extruder followed by injection molding.4–6
The SEM technique was used to determine the distribution of GFs in the PET matrix. The images for the composites PET-flake/GF-amine, PET-ssp/GF-amine, and PET-flake/GF-epoxy with 30 wt% of GFs are shown in Figure 2(a–c), respectively. SEM images of all composites show that the GFs are homogeneously distributed throughout the PET matrixes with no evidence of bundles. In general, it was not possible to observe significant differences between the microstructures of the composites prepared with the different types of PET and GFs. Homogeneous mixing of the GFs in the PET matrix is another characteristic required to obtain satisfactory mechanical properties for the composites.
Single-screw configuration. Scanning electron micrographs of cryofractured surfaces of injection-molded PET/GF composites with 30 wt% of GFs: (a) PET-flake/GF-amine, (b) PET-ssp/GF-amine, and (c) PET-flake/GF-epoxy.
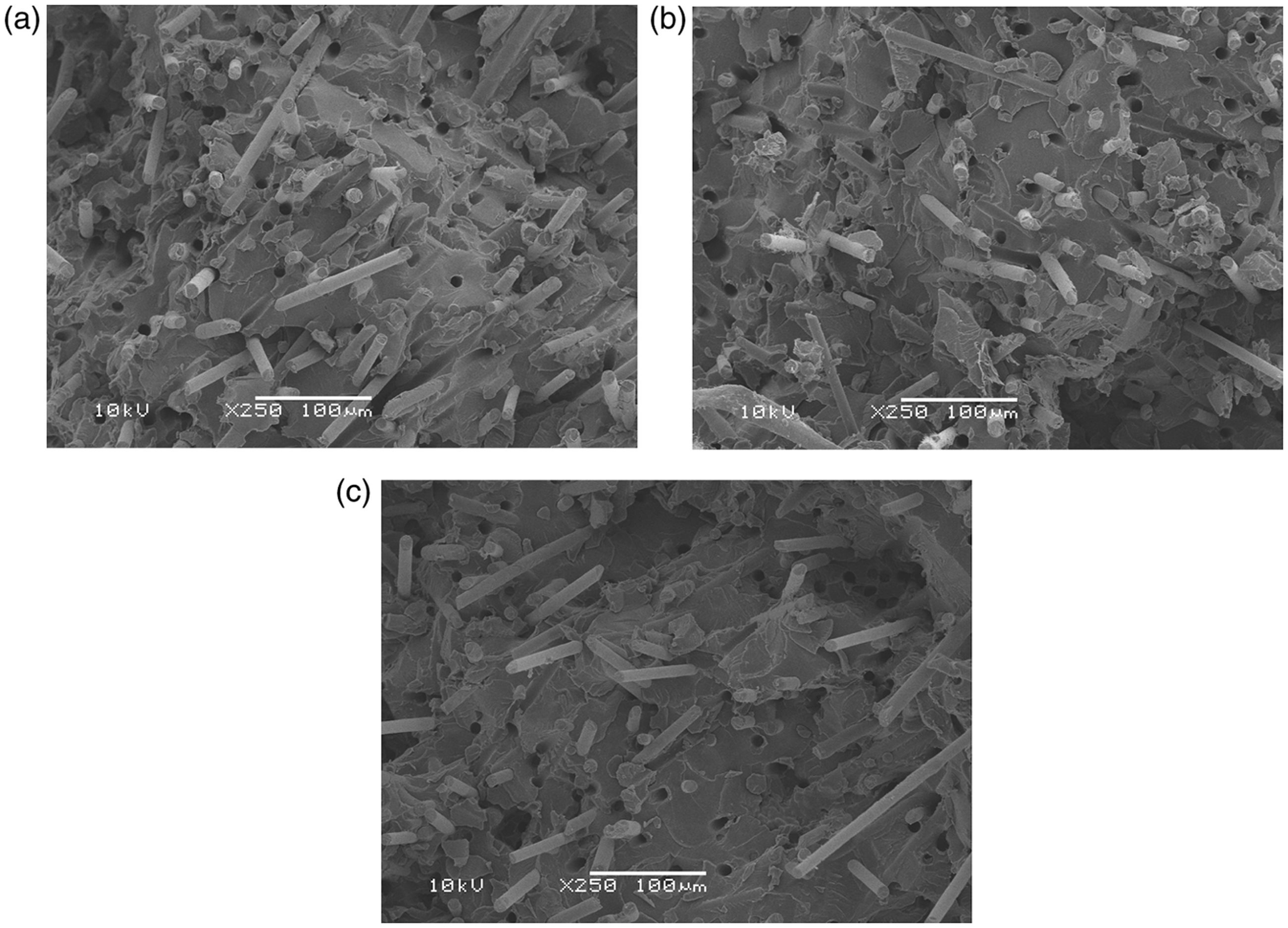
The high degree of dispersion and even distribution observed for the mixing of GFs into PET matrices evidence the high performance of the process used in this study to prepare PET/GF composites, in agreement with our previous findings. 4 The double-flight barrier divides the main screw channel of the extruder, so that the melt pool is continuously separated from the solid bed along the screw length. This melt separation enlarges the area of heat conduction between the solid bed and the barrel wall, which increases the overall melting capacity and the melt temperature homogeneity. This increases the residence time in which GFs remain in mixture with molten PET along the screw length. Besides, the melt pool can flow over the barrier flight through the space (clearance) between the barrier tip and the barrel surface. All these mixing mechanisms improve the dispersion and distribution of GFs in the PET matrix during compounding in the single-screw extruder with a double-flight barrier.
Another aspect revealed by the SEM images in Figure 2(a–c) is the composite anisotropy, that is, the GFs are mainly oriented in the direction parallel to the flow of the mold filling, since the SEM images were taken of surfaces fractured perpendicular to the mold-filling direction.
The degrees of crystallinity (Xc) of PET’s composites are shown in Figure 3. Small increases in these values were observed for composites with increasing amounts of GF, suggesting that GF acts as a nucleating agent for PET, in addition to its role in reinforcement. The nucleation effect of the GFs on the PET crystallization in the composites is noteworthy, since recycled PET has a low crystallization rate.
20
For all of the PET/GF composites with different GF contents, the degree of crystallinity of the PET was not affected by either the PET molecular weight or the GF surface functionality. The invariance of the degree of crystallinity of PET in the composites despite the differences in molecular weight (PET-flake vs. PET-ssp) is in agreement with reports in the literature, which states that the degree of crystallinity does not have a strong influence on the molecular weight for the magnitude of PET molecular weights used in this study.
21
Degree of crystallinity of PET/GF composites.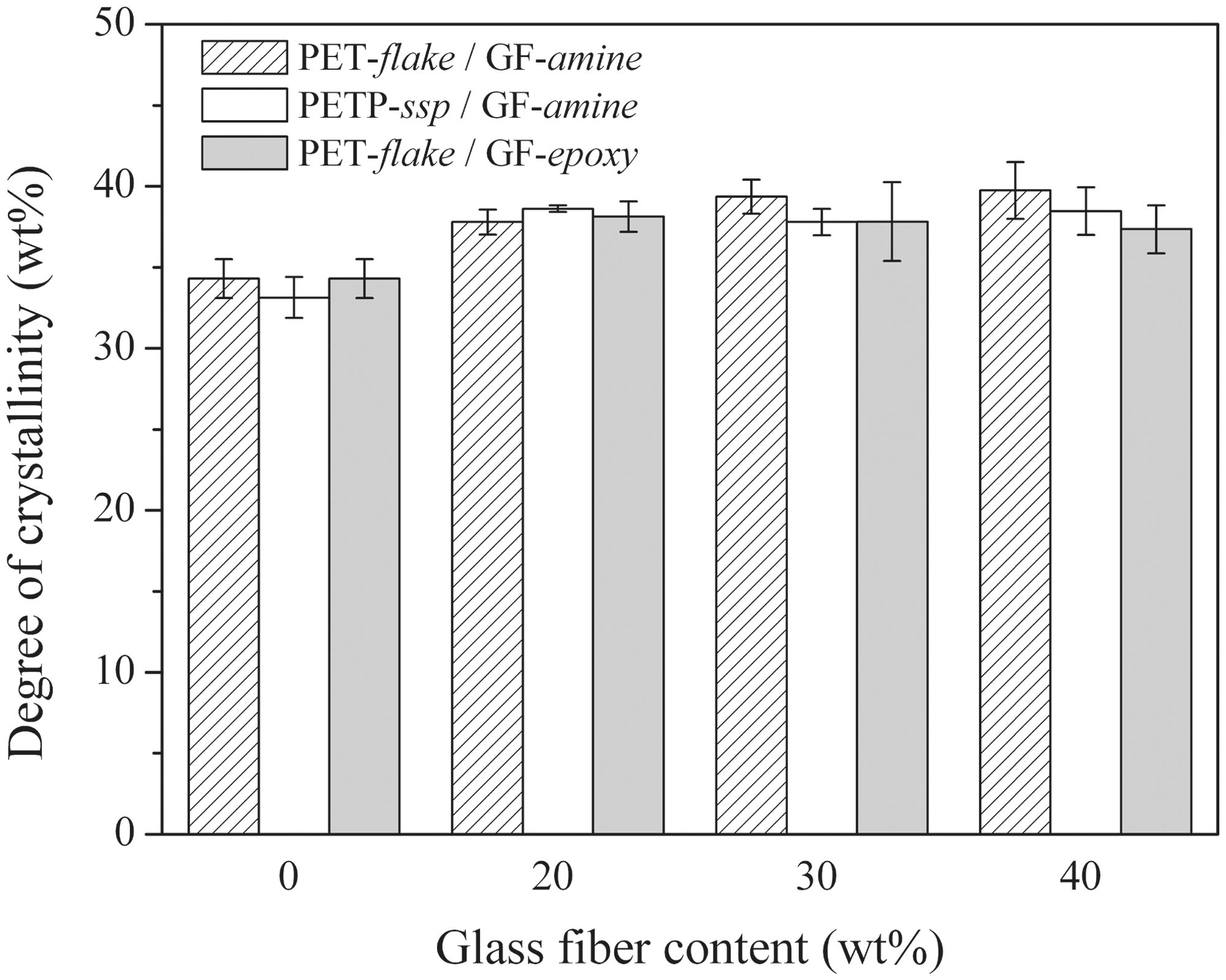
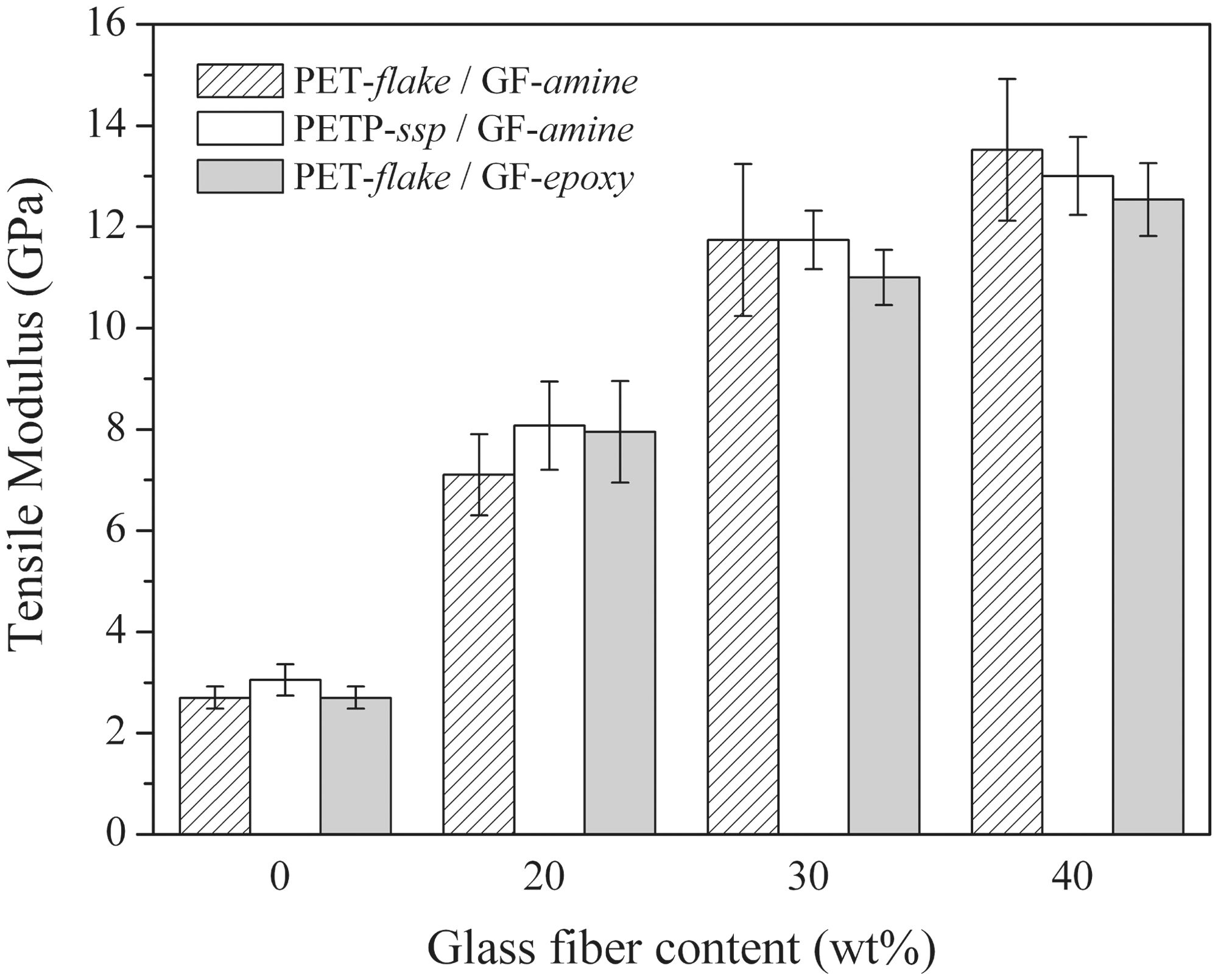
Figure 4 shows the tensile modulus values for the PET/GF composites. The tensile modulus showed a linear increase with GF content in the composites. For similar GF content in the composites, practically no difference in the tensile modulus values was found with regard to the PET molecular weight and the GF surface functionality. The flexural modulus values (Figure 5) also followed the same trend.
Flexural modulus of PET/GF composites. Tensile modulus of PET/GF composites.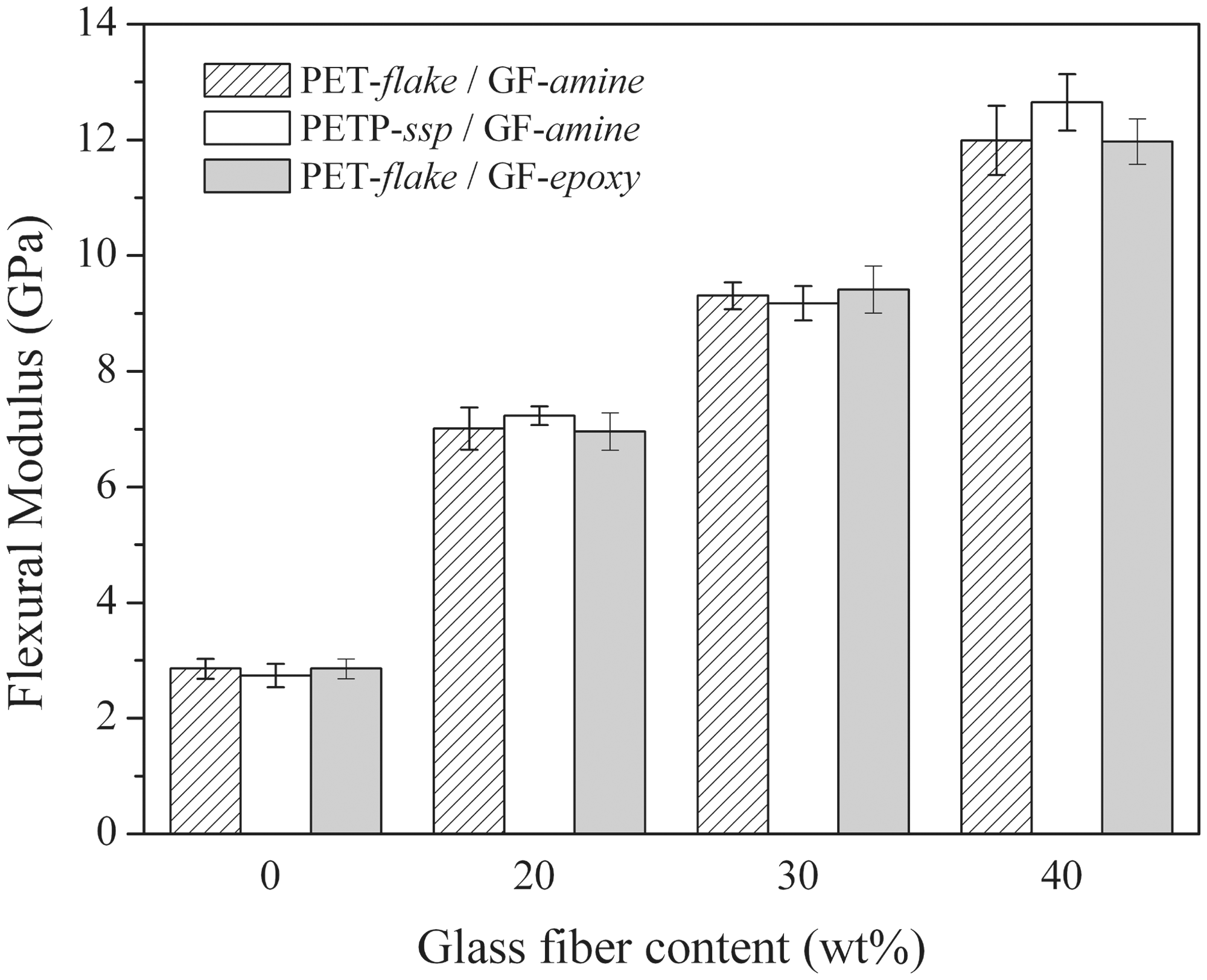
The relative tensile modulus values for the PET/GF composites under study are shown in Figure 6(a–c), along with the theoretical values obtained according to the Halpin–Tsai model (Equations (5) and (6)), assuming the tensile modulus of the GF to be 70 GPa.
19
The experimental relative modulus represents the gain in the composite properties in relation to the polymeric matrix. As can be seen in Figure 6 (a–c), the experimental relative tensile modulus values for all of the composites are very close to the theoretical maximum value, in which the fibers are considered to be oriented parallel to the mechanical loading. This mechanical performance suggests a high level of GF orientation in the molded parts and strong bonding between the GF and the PET matrix. These data show an effective reinforcement in all the composites under study, which is in agreement with the good distribution of the GFs in the composites (Figure 2) and the optimized GF size distributions in the composites (Table 2).
Relative tensile modulus of PET/GF composites along with the predicted values obtained according to the Halpin–Tsai model: (a) PET-flake/GF-amine, (b) PET-ssp/GF-amine, and (c) PET-flake/GF-epoxy.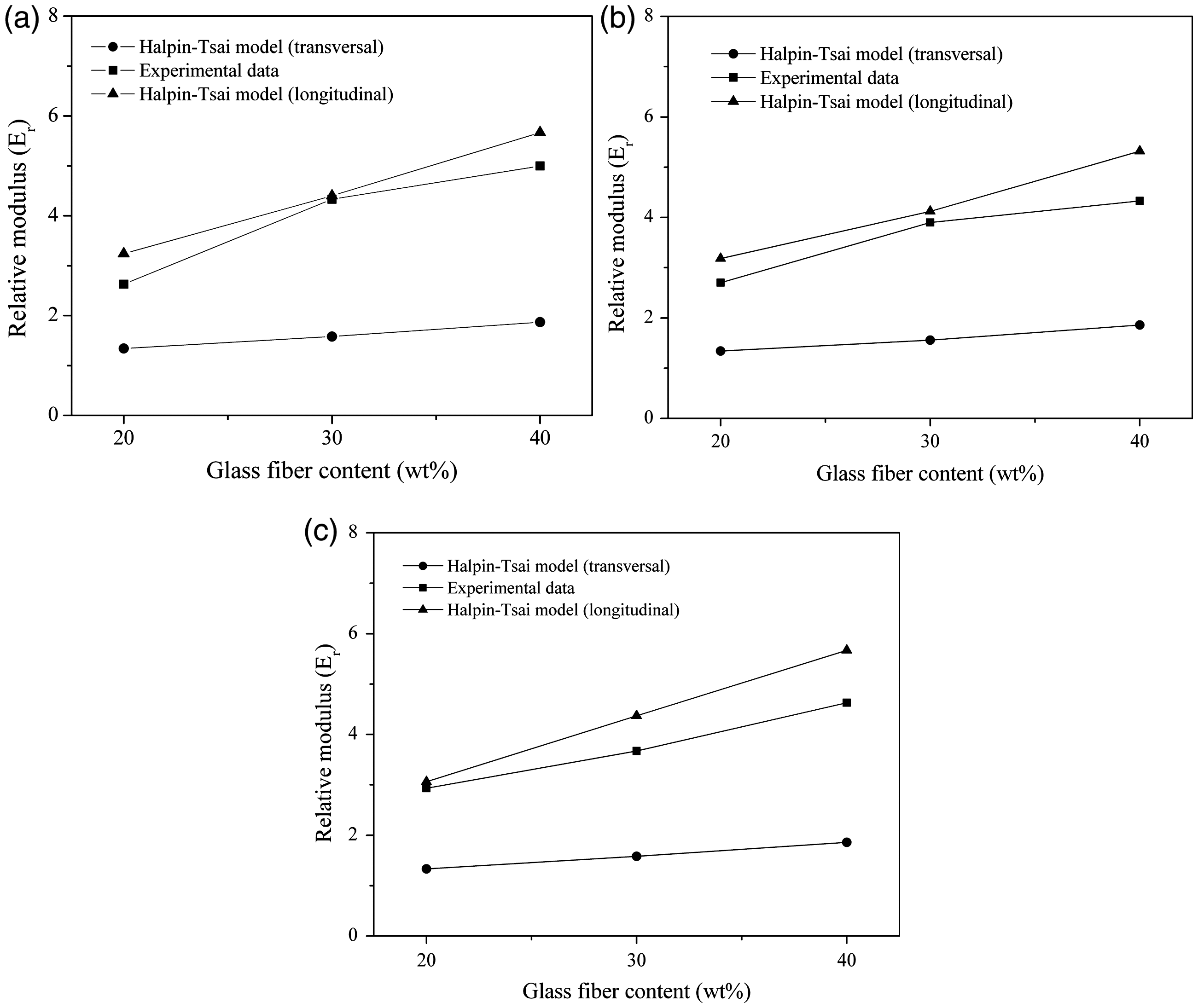
Since the modulus is almost an elastic property, it is not expected to be dependent on the interfacial strength unless there is a significant slippage at the fiber–matrix interface. Thus, in this study, the modulus is practically unaffected by the PET molecular weight and the GF functionality. Similar behavior in relation to the differences in PET molecular weight has been found for short GF-reinforced PET composites. 10 Also, a similar effect, based on fiber functionalities, has been found for short GF-reinforced polyamide 6 composites. 22
The values for the tensile and flexural strength are shown in Figures 7 and 8, respectively. It can be observed that for the neat PET samples and composites containing GF-amine, these values are slightly higher for PET-ssp-based composites. The effect of the GF functionality in the composite with PET-flake is almost negligible, although higher values for these properties were noted for the GF-containing epoxy groups (GF-epoxy), particularly in the flexural strength values.
Flexural strength of PET/GF composites. Tensile strength of PET/GF composites.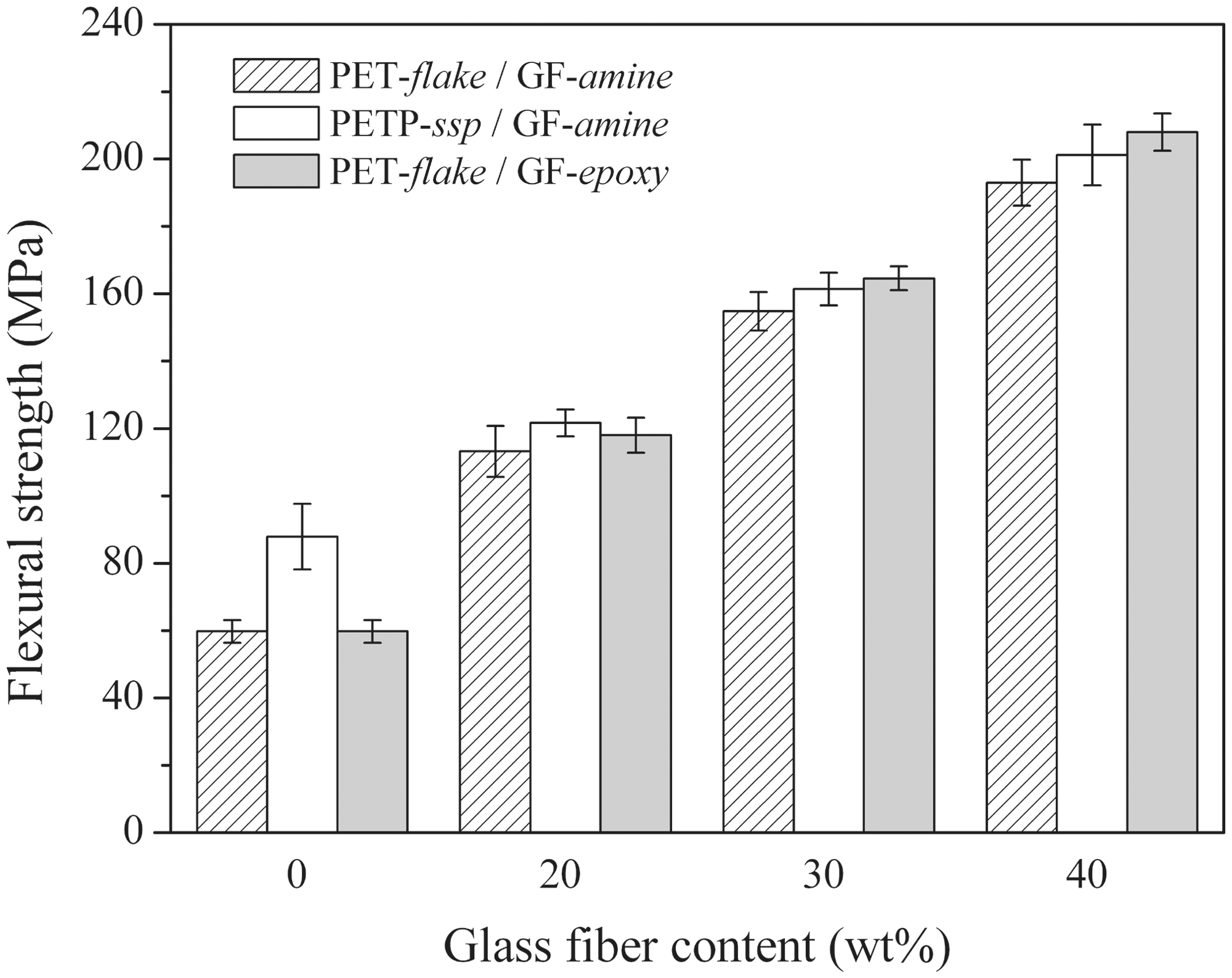
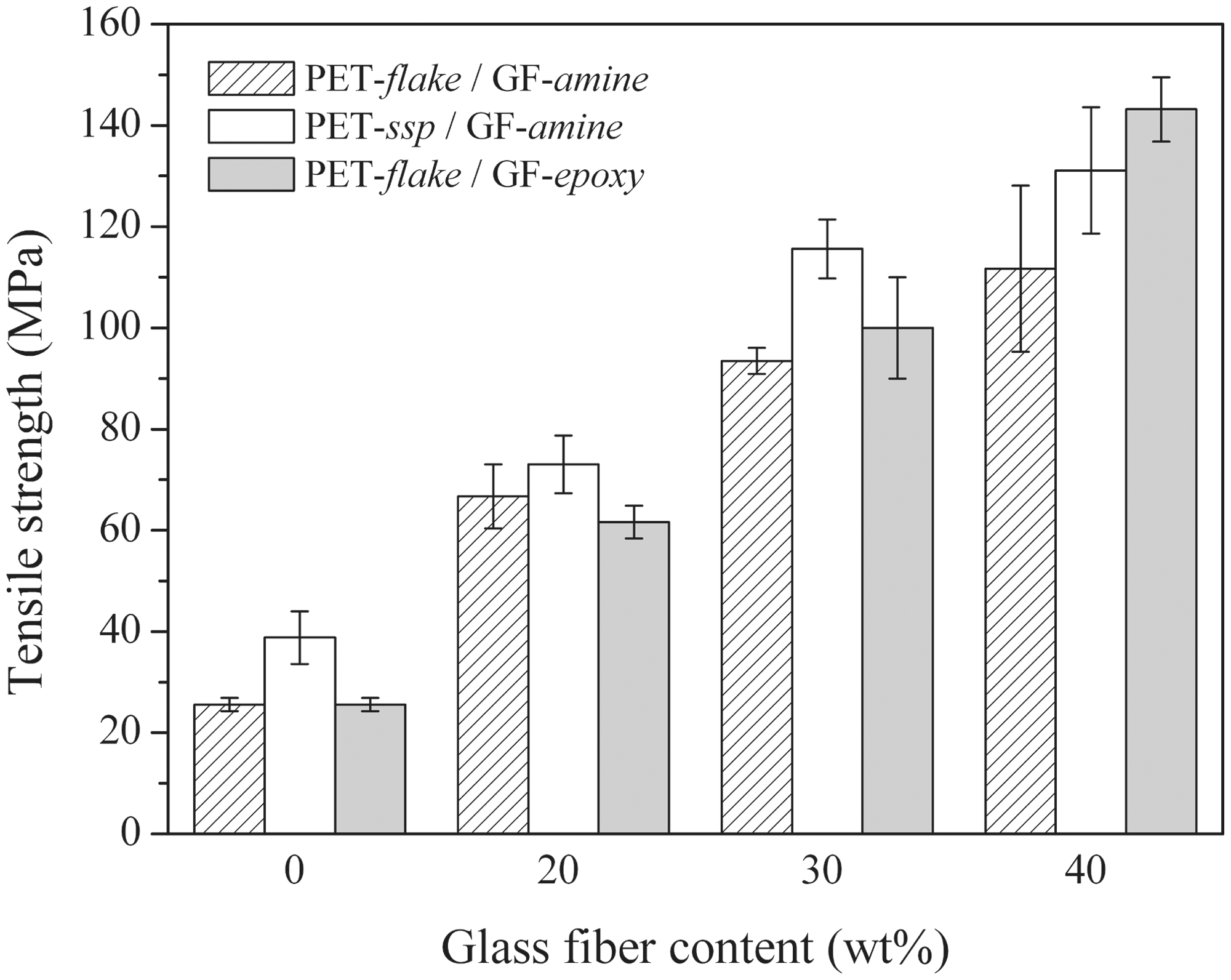
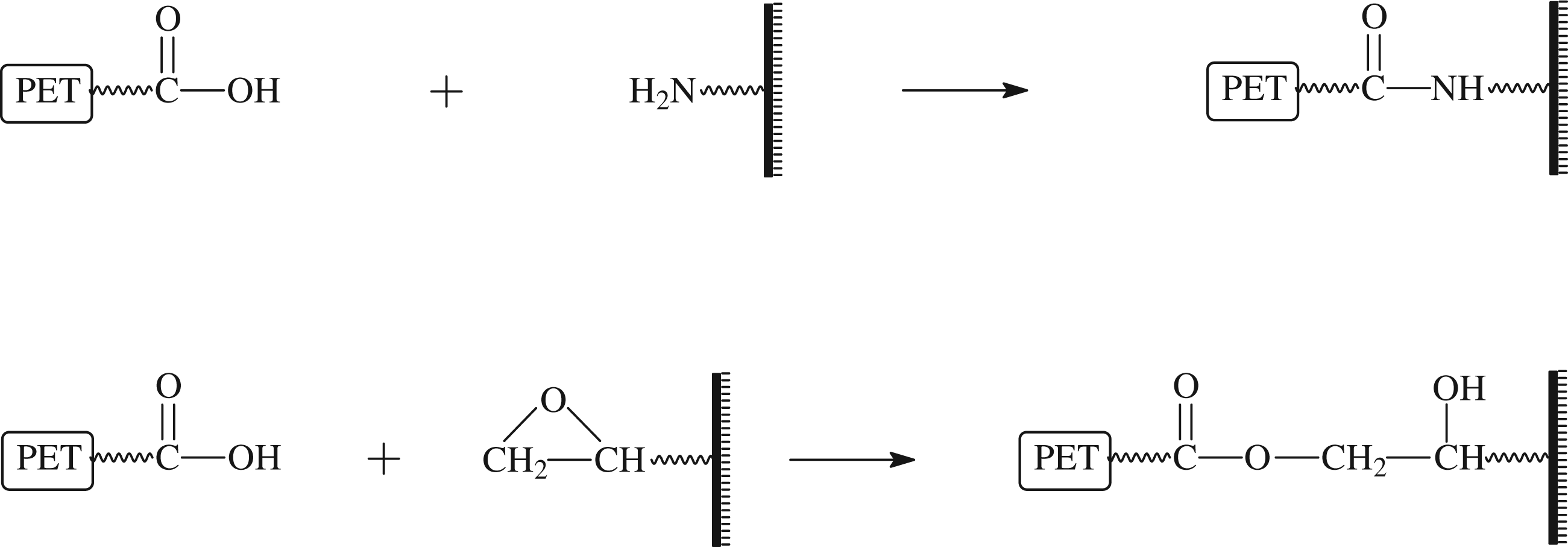
Figure 9 shows SEM micrographs of the fracture surfaces obtained after tensile tests for the composites PET-flake/GF-amine (Figure 9(a)) and PET-flake/GF-epoxy (Figure 9(b)) with 30 wt% of GFs. It can be seen for both composites that the GFs are well bonded to the surrounding PET matrix and that fiber breakage dominates over fiber pullout in the tensile tests. This reveals suitable interfacial adhesion in the composites using both GF functionalities, that is, amine and epoxy, which is in agreement with their mechanical performance. The effectiveness of the GFs containing amine functionalities in promoting good adhesion in composites with PET prepared by melt processing has been previously studied.4,23 This has been attributed to the grafting of PET chains onto GF surfaces during processing by chemical reaction of the PET functionalities (carboxyl end groups) and the amine groups of the GF. On the other hand, the reaction between epoxy groups of the GF and PET end groups has been shown only for PET composites with long GFs prepared by in situ solid-state polycondensation.
24
In this study, we provide evidence that short GFs functionalized with epoxy groups are also efficient in promoting suitable interfacial adhesion with the recycled PET matrix in composites prepared by melt processing. Scheme 2 shows the grafting reactions between PET carboxyl end groups and the amine or epoxy functions occurring on the GF surface, which can occur during PET/GF melt processing. These reactions create a chemical bond between the PET matrix and the GF substrate resulting in strong physical interaction.
Scanning electron micrographs of fractured surfaces obtained after tensile tests for PET/GF composites with 30 wt% of GFs: (a) PET-flake/GF-amine and (b) PET-flake/GF-epoxy.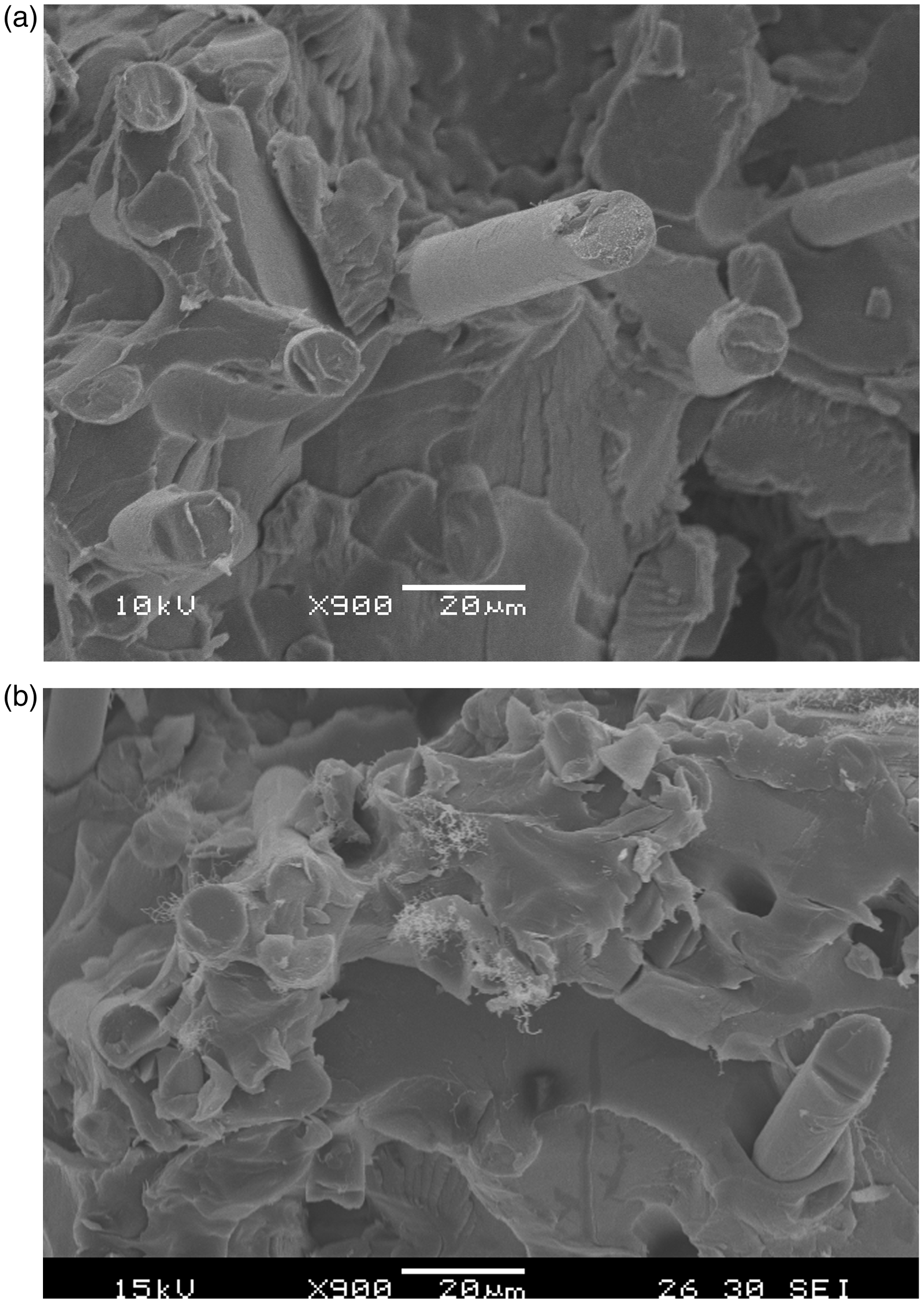
Notched Izod ISs of the composites are shown in Figure 10. The IS increases with GF content. This increase is due to fiber-related energy dissipation mechanisms, such as fiber debonding, pullout, bridging, and fracture, which induce plastic deformation of the polymeric matrix before failure. Bridging and fiber fracture are likely to occur as a consequence of a set of GFs with length longer than the critical value for effective reinforcement (Equation (4)), while debonding and fiber pullout are expected to occur as the result of a set of GFs with length shorter than the critical value (Table 2). Composites based on PET-ssp with higher molecular weight showed slightly higher values for IS. Pegoretti and Penati
10
have shown the same trend for PET/GF composites based on PET matrices with different molecular weights as a result of hygrothermal aging. Conversely, there were no changes in this property as a function of the different GF surface chemical treatments.
Notched Izod IS of PET/GF composites. Schematic drawing showing the functionalization of GF surfaces with amine or epoxy groups through reaction with functionalized trialkoxysilane coupling agents. Schematic drawing showing grafting reactions between PET carboxyl end groups and the amine or epoxy functions occurring on the GF surface.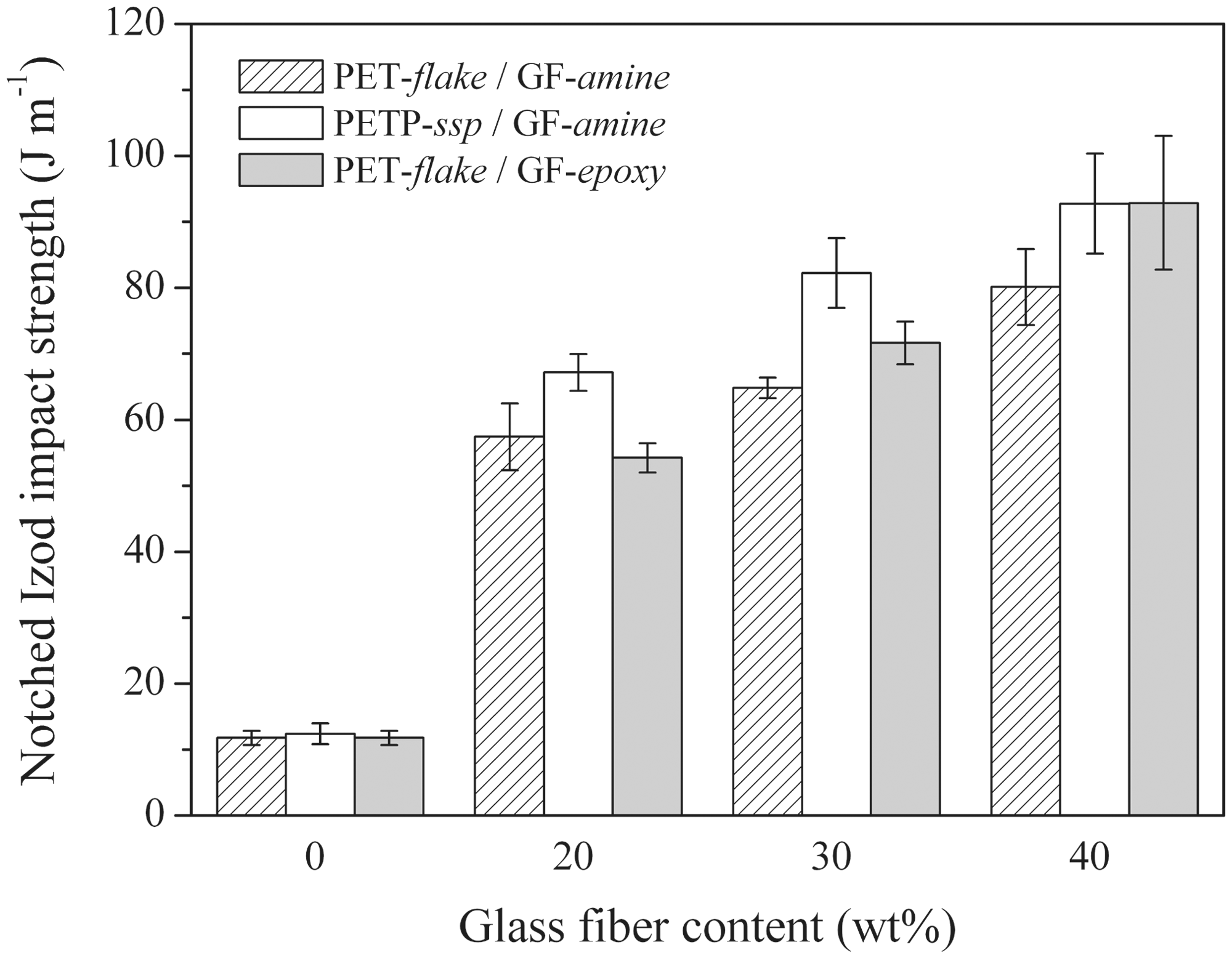
The composite strength and impact values show notable viscoelastic properties, that is, the PET matrix undergoes elastic and plastic deformation during the tests. Therefore, these properties are expected to be dependent on the PET matrix yield behavior as well as the composite interfacial strength. Since all PET-/GF-molded parts showed similar microstructures (Table 2; Figure 2) and degrees of crystallinity (Figure 3), as well as suitable interfacial adhesion (Figure 9), the PET-ssp may have given the best results due to its highly entangled amorphous phase arising from its higher molecular weight after melt processing (PET’s molecular weights are shown in Table 1). Thus, these composites can undergo greater deformation as they are mechanically overloaded, resulting in better properties of tensile, flexural, and IS.
The values for the modulus (Figures 4, 5, and 6), tensile strength (Figure 7), flexural strength (Figure 8), and IS (Figure 10) for the composites based on recycled PET developed in this study represent a set of properties related to stiffness, strength, and toughness. In general, these values are of the same magnitude as those reported in the literature for composites of virgin PET reinforced with conventional short GFs treated with aminosilane coupling agent compounded in a twin-screw extruder. 25 It is interesting to note that we have obtained PET/GF composites with optimized microstructures and with high-mechanical performance using a single-screw extruder, with a suitable screw configuration. This contradicts literature reports, which have stated that such composites can only be obtained through the use of twin-screw extruders. Furthermore, we show that the use of recycled PET in the SSP form can lead to slightly better strength values for the PET/GF composites. In addition, it was shown that GFs treated with epoxysilane coupling agents are as effective as conventional aminosilane-treated GFs for the mechanical reinforcement of recycled PET matrices.
Conclusions
Composites made of recycled PET and short GFs in different compositions (0, 20, 30, and 40 wt% of GFs) with optimized microstructures and high mechanical performance were obtained in this study. The procedure involved compounding in a single-screw extruder with a double-flight barrier followed by injection molding, using either recycled bottle-grade PET in its degraded form or in a SSP form and GFs treated with either aminosilane or epoxysilane coupling agents. The addition of this reinforcement led to the optimized microstructure of the composites, with appropriate dispersion and distribution of the GFs throughout the PET matrix, and with suitable degree of interfacial adhesion between the PET matrix and the GFs. The high level of reinforcement of the recycled PET afforded by the incorporation of GFs was confirmed by comparison of the experimental elastic modulus values for the PET/GF composites with theoretical values obtained using the Halpin–Tsai model. An important aspect highlighted by this study is that these PET/GF composites, with optimized microstructures and good mechanical performance, may be compounded using a single-screw extruder with a suitable screw configuration, even though it is stated in the literature that this is only possible employing twin-screw extruders. In general, slightly better mechanical strength was achieved for the composites based on SSP recycled PET, which may be associated with its highly entangled amorphous phase arising from its higher molecular weight. Both types of GF functionalities (amine and epoxy) were found to be effective in ensuring a suitable degree of interfacial adhesion between the PET matrix and the GFs providing composites with good mechanical performance.
Footnotes
Acknowledgment
The authors thank FAPERGS-Brazil for the grant awarded to N.M.L. Mondadori.