
Abstract
Developing new nonwoven fabrics from PVC/PET artificial leather waste could contribute to achieving global sustainability objectives while tackling environmental challenges. In this study, a new composite product made of polyvinyl chloride (PVC) polymer and polyethylene terephthalate (PET) fibers was developed via the mechanical recycling process. Initially, PVC-coated polyethylene terephthalate scraps derived from artificial leather fabric wastes were chipped, grinded and pulverized to obtain PVC/PET particles. Secondly, three blends with various ratios of PVC and PET were selected and subjected to the hot compression molding process (at 190°C for 2 min), in order to produce new composite fabric. As a final step, the obtained fabrics were evaluated in terms of their physico-mechanical properties, such as thickness, weight per unit area, tensile strength, elongation, tear strength, and abrasion resistance. Therefore, the tensile properties of PVC/PET (92.39%:6.15%) are superior, with the tensile strength reaching an impressive 40 N/mm2 and elongation measuring 48%. Additionally, the results showed that nonwoven fabrics produced from 83.75% PVC and 15.77% PET had excellent tear strength. Thus, raising the PVC powder proportion culminated considerably enhancing the physicomechanical properties of the recycled nonwoven fabric. Nevertheless, a high proportion of PET fibers (72%) in the produced nonwoven fabrics significantly improved the wear resistance regarding weight loss and visual appearance. Based on these results, an innovative and effective approach for repurposing PVC/PET artificial leather waste was demonstrated, which aligns with the principles of eco-friendly sustainability and responsible economic development promoted worldwide.
Keywords
Introduction
Currently, the approach of “take-make-waste” to produce and consume goods and services is an unsustainable method, which combined with the challenge of population growth in modern society, increases waste volume production. Consequently, the increased volume of waste presents serious environmental and public health problems, which require immediate sustainable action. A novel economic concept was developed to supplant the current “end-of-life” approach, focusing on minimising, reusing, recycling, and recovering resources throughout production and consumption cycles. 1 Therefore, the concept of circular economy provides a sustainable substitute for the traditional sequential model of take-make-use-dispose, transforming it into the “make-use-reuse-remake-recycle” framework.
Recycling is a key strategy in waste management and sustainability efforts. Its goals are to reduce environmental degradation and promote sustainable material use, which aligns with global sustainability goals. Thus, recycling offers several environmental benefits, including reducing the need to extract virgin resources and helping to conserve forests, minerals, and fossil fuels. Many recycling activities have been oriented towards valorising various solid wastes, including plastics,2–4 polymers,5,6 lithium-ion batteries,7–10 agricultural products, 11 and textile materials.12–14 Furthermore, producing items using recycled resources typically consumes less energy than manufacturing them from raw materials. For instance, recycling aluminum saves as much as 95% of the energy required to produce new aluminum from bauxite. 15 Additionally, recycling helps reduce greenhouse gas output by preventing methane release while also conserving water and further lowering greenhouse gas emissions by minimising the need for new raw materials.
Polymers, particularly thermoplastic materials made up of long molecular chains, have been extensively investigated in various industrial fields. However, the widespread use and production of polymers pose significant environmental challenges. They contribute to the substantial accumulation of waste and the release of microplastics into ecosystems. Consequently, polymer recycling is an essential sustainable waste management strategy that supports the circular economy by decreasing waste, preserving resources, and mitigating environmental damage.
Polyvinyl chloride (PVC) has emerged as one of the most widely utilized thermoplastic polymers in terms of global polymer consumption. Annually, over 350 million tons of thermoplastics, including 60 million tons of PVC, are produced worldwide.16,17 Due to its low cost and high performance, PVC can be used in various short-life products, including packaging materials, textiles, and medical devices. In addition, PVC is used in long-life products such as cable insulation, floor coverings, pipes, and window frames. Currently, global PVC consumption exceeds 35 million tons, with demand increasing at a rate of 3%, which could lead to around 50 million tons of usage in the coming years. 18 Consequently, the volume of discarded PVC products entering the waste stream is steadily rising. However, the ecological impacts throughout the life cycle are significant. Recycling polyvinyl chloride (PVC) is crucial for mitigating the environmental consequences of PVC waste, which can require decades to decompose in landfills. Various methods for PVC recycling and energy recovery have been discussed in the literature.19–24
Some chemical recycling techniques for PVC materials, such as landfilling and composting, are not optimal because of the potential risks associated with the oxidative breakdown of PVC in the environment. 25 Similarly, pyrolysis and energy recovery through incineration are typically avoided, as the chlorine content in PVC results in the generation of significant amounts of hydrogen chloride and other harmful substances during processing.26,27 Furthermore, the mechanical method is the most recommended and developed approach in industries for recycling PVC waste. 28 In essence, the mechanical recycling method has been extensively studied over many years for post-consumer PVC waste.23,24,29–34
The Mechanical recycling of different PVC items from various sources, including pipes, windows, electrical wires, and consumer bottles, has been extensively researched. Sukkaneewat et al. 35 investigated the recycling of rigid PVC pipes by enhancing and plasticizing them with cling film. The mechanical (static and dynamic), thermal, and morphological characteristics of the recycled PVC were analyzed and compared to those of unmodified rigid PVC. Their study confirmed the effectiveness of cling film as both a toughening agent and a self-plasticizer for PVC in future applications. They proposed a novel approach for minimizing PVC waste and assessing its potential applications. Merlo et al. 36 explored the feasibility of utilizing plastics recovered from PVC wires as substitutes for aggregates in mortars. Their study assessed the impact of PVC reused from copper electrical cables, used as a replacement for mineral aggregate at various content levels (5, 10, 15, and 20% by volume), on the mechanical properties of mortar samples. They concluded that using PVC wire waste as a substitute for inert aggregate allows for the creation of an eco-friendly product, supports the conservation of natural resources, and preserves adequate mechanical properties for non-structural applications. Other authors have investigated the use of PVC polymers recovered from electronic waste to improve the mechanical characteristics of concrete, bricks, and value-added products used in the construction of building components.37–39 Their experimental investigations showed that electronic waste provides reinforcing properties of building components (such as mortar, concrete, and brick) greater than those of conventional products. They revealed that utilizing electronic waste building materials lowers the construction costs of the project. Additionally, it conserves natural resources through the use of waste in building projects and reducing environmental hazards.
The literature has explored the use of PVC wastes in r-PVC composites 40 and rubber-reinforced composites.41,42 Ye et al. 43 explored the combination of recycled PVC granules and paper waste in various ratios to create PVC/paper bio-composites with outstanding mechanical properties through hot molding (180°C, 73.8 MPa, 1 h). These bio-composites could be utilized in everyday furniture manufacturing and decoration, and they may also provide raw materials for vehicle floor and door panels. Scientists have also developed methods for recycling PVC polymer from coated fabric waste.44–50 Nevertheless, there are currently insufficient reports and research on using PVC waste reused from artificial leather to produce new value-added products.49,50 Consequently, the primary objective of this research is to create and analyze recycled nonwoven fabrics by examining the usability of PVC artificial leather waste. Our research is intended as a preliminary feasibility investigation aimed at demonstrating the potential for valorizing 100% post-consumer PVC-coated textile waste without any pre-treatment or sorting. PVC-coated fabric scraps are grinded, pulverized, and hot-pressed to obtain the recycled new fabric. During the hot-pressing process, the plasticized PVC melts and acts as a thermoplastic binder that fuses and holds the PET fibers together. This fusion mechanism leads to a bonded structure where PVC significantly contributes to the cohesion and integrity of the material. Although the resulting material exhibits characteristics of a fiber-reinforced composite due to the interaction between the fibers and the PVC matrix, our classification aligns with the definition of thermally bonded nonwovens—specifically melt-bonded nonwovens. Several physic-mechanical characteristics, including the thickness, the weight per unit area, the tensile strength, the elongation, the tear strength, and the abrasion resistance of the recycled fabrics, were assessed. Thus, an experimental section was established to verify the applicability of artificial leather waste in producing recycled nonwoven materials through a mechanical recycling process, which would yield a new value-added product.
Experimental section
Non-woven samples preparation
The PVC-coated fabrics (also known as artificial leather) were collected and used in this study. The process of PVC-coated waste preparation is summarized in Figure 1. The scraps were firstly chipped using the GMB Grinder machine (Model MS36), which is responsible for the primary grinding, to obtain size-reduced sheets. The particles refer to the grinder outlet designed as ( PVC-coated fabric waste preparation process. PVC-coated fabrics waste compositions
49
.

Non-woven samples characterization
The recycled non-woven fabrics obtained from POW, FOW, and GOW materials were designed as R-P, R-F, and R-G, respectively. The mass per unit area, thickness, tensile, tear, and abrasion evaluations were performed to analyse the mechanical characteristics of the developed non-woven fabrics made from recycled PVC-coated waste. The mass per unit area and the thickness of the prepared recycled non-woven samples were determined according to ISO 9073-1 and ISO 9073-2, respectively. The tensile characteristics of the samples were measured with a Lloyd universal testing apparatus (model LR5K) in accordance with ISO 527-4. Rectangular specimens measuring 120 mm by 10 mm were tested. The gauge length was established at 50 mm with a crosshead speed of 100 ± 20 mm/min. The elongation at break E (%) and the tensile strength St (N/mm2) were calculated using the following equations. Five tests were conducted for each developed non-woven material, and their average was analysed.

Results and discussions
Analysis of physicomechanical properties
The thickness, weight per unit area, tensile strength, elongation, and tear strength characteristics of the developed non-woven fabrics recycled from PVC-coated waste are presented in Figure 2(a, b) and Figure 3. The results show that the thickness of the R-G sample was significantly higher than those of R-P and R-F samples (as seen in Figure 2(a)), which indicates that the secondary grinding process affected the thickness parameter of the obtained fabric recycled from the PVC-coated wastes. Indeed, the thickness of the obtained fabrics decreases gradually with the decrease of the size of waste particles using the pulverizer machine. Thus, more regular size particles of POW and FOW, as compared to those of GOW, contribute to a more compact structure of the obtained non-woven fabrics, which makes R-G non-woven fabric thicker than R-P and R-F samples. The weight per unit area is among the most important non-woven parameters: its value for the R-F sample is higher than those of the R-P and R-G samples (as seen in Figure 2(a)). It is evident that the rising proportion of PET fibers from 6 % to 72 % increase the mass per unit area of the non-woven samples from 1831 to 2211 g/m2 (see Figure 2(a) and Table 1). In contrast, the weight per unit area of the R-G sample is lower than that of the R-P sample, which contains 15% PET and 6% PET respectively. This may be due to the low compactness of the R-G non-woven compared to the R-P non-woven. After the secondary grinding process (using a pulveriser), the size of the waste particles is reduced. Thus, all PET fibers and PVC particles are aligned in the fabric plane, which resulting a compact structure of R-P non-woven after hot compression molding. Consequently, the compactness of the fabric was improved, the pores of the non-woven were closed, and then the areal density was increased. Figure 2(b) depicts the tensile strength and elongation characteristics of the developed non-woven fabric made from PVC-coated fabric waste. The tensile strength of the R-P sample (28.03 N/mm2) was approximately 2.3 times higher than that of R-F (12.20 N/mm2), which contains 92% and 25% PVC polymer, respectively (as seen in Table 1). This is probably related to the self-aggregation or clustering of the PVC particles among themselves as the PVC polymer concentration was elevated. It was revealed from the sectional observations in Figures 4(d) and 4(f) that the PVC particles were perfectly adhered and showed a compact structure in the R-P sample compared to the R-F. The loose structure of R-F fabric was the origin of the reduction in the tensile strength. In addition, PVC as a thermoplastic polymer was more resistant than the PET polymer, which certainly led to the increased tensile strength of the R-P sample, which contains 92% PVC. Thickness (a), Weight per unit area (a), Tensile strength (a), Elongation (b) test results. Tear Strength test result of the recycled non-woven fabrics. Microscopic observations of the surfaces and the cross-sections of R-P (a,d), R-F (b,e), and R-G (c,f) non-woven fabrics.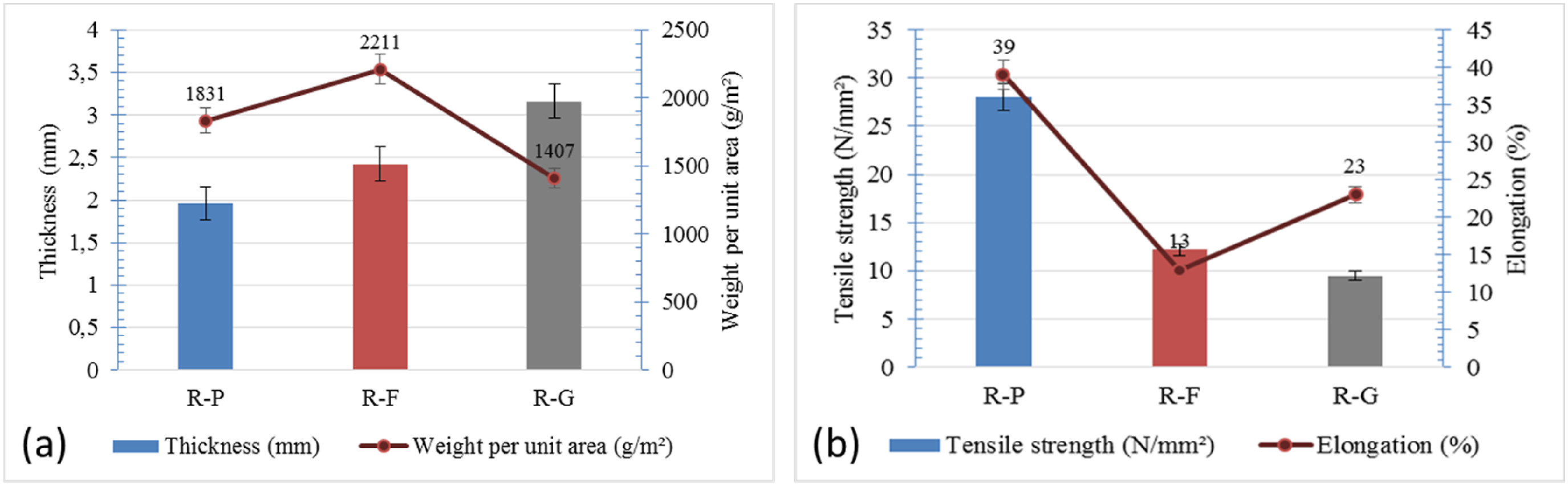


Despite the presence of 83 % PVC polymer in the GOW material, the tensile strength of R-G non-woven fabric, which is equal to 9.50 N/mm2, is lower than that of R-P fabric. This behavior resulted from the structural flaws and reduced density of the R-G sample compared to the R-P sample, as demonstrated by microscopic observation in Figures 4(d)-4(f). The elasticity of the non-woven fabric can be shown in the elongation at break. Accordingly, as seen in Figure 2(b), the R-F sample showed lower elongation at a break of 13% as compared to the R-P sample, which is characterized by 39% elongation. As the amount of reclaimed PVC increases, the elasticity of the repurposed non-woven fabric improves. This is attributed to the inclusion of a plasticizer in the pure PVC polymer, which makes the material more flexible. Previous studies have reported comparable findings.51–53
Figure 3 presents the tear strength results of the developed non-woven fabrics from recycled PVC-coated wastes. The average tear strength for R-P and R-G non-woven fabrics was found to be approximately 6.22 and 7.38 N/mm when the fabric structure contained 92 and 83% PVC polymer, respectively. However, the average tear strength for the R-F, which contains 25% PVC, was determined to be 3.11 N/mm, as illustrated in Figure 3. In comparison to the R-F sample, the rise in PVC polymer content resulted in an enhancement of the tear resistance of the non-woven fabrics.
As seen in numerous prior studies, tear strength is linked to crack propagation.54–56 Consequently, the increased PVC content helps to impede the formation of micro-cracks, leading to enhanced tear strength of the developed non-woven samples. In addition, as shown in Figures 2(a) and 3, the tear strength was inversely proportional to the areal density of the developed non-woven fabrics. The obtained result agrees with Yilmaz et al.'s report. 57
Analysis of abrasion resistance performance
Abrasion test results of the recycled non-woven samples.


Weight loss (g) of the recycled samples after abrasion test.

Weight Loss (%) of the recycled samples following the abrasion test.

Appearance of R-P, R-F, and R-G non-woven samples before and after 2500 cycles of abrasion test.
As illustrated in Figures 2(a) and 5, the weight loss diminished as the mass per unit area increased. In fact, a higher quantity of fibers per unit area resulted in enhanced bonding among the fibers, making them more resistant to abrasion. 59 Likewise, the obtained values of weight loss relative to the R-F non-woven sample are significantly lower than those of the R-P and R-G samples. Conversely, the R-G non-woven sample, which has high values of weight loss, exhibits mediocre abrasion resistance.
As presented in Table 2 and Figure 6, the R-F non-woven sample with a higher ratio of PET fibers (72 %) in the blend PVC/PET showed a lower weight loss percentage than the R-P samples with a reduced ratio of PET (6%). Then, PES fibers act as crack arresters, which delays the abrasion. This is why including a high quantity of PET fibers in the PVC-recycled non-woven enhances the abrasion resistance. Figure 6 shows no difference between weight loss percentages relative to R-P and R-G non-wovens samples, at abrasion cycles from 100 to 1000. Nevertheless, at 2500 abrasion cycles, the R-P and R-G samples were abraded with weight loss percentages, respectively, of 13.71% and 9.39% (as seen in Figure 6). This can be attributed to the increased thickness of the R-G sample compared to the R-P sample.
Figures 7(a)-(f) depict the visual appearance of R-P, R-F, and R-G following the abrasion of 2500 cycles. As shown in Figures 7(a), (d), (b), and (e), the surfaces of R-P and R-F samples did not change significantly after the test, with no structural modification. As shown in Figures 7(c) and 7(f), after 2500 abrasion cycles, the R-G non-woven sample was remarkably abraded (as seen from the black circled zone in Figure 7(f)). The resistance of R-F and R-P samples compared to R-G was due to the larger size of the GOW particles, which resulted in a lower number of waste particles per unit area. In this case, the significant decrease in abrasion resistance (in terms of visual appearance) of the R-G sample can be attributed to the poor cohesion and entanglement of GOW particles within the sample structure during friction. Conversely, a higher density of waste particles contributes to greater cohesion among the sample particles, making them more difficult to abrade. 60
According to a prominent quality-focused automobile manufacturers, weight loss is deemed acceptable if it remains below 1 g at 1500 cycles. 61 Consequently, the optimal recycled sample, exhibiting the lowest weight loss of 0.56 g at 1000 cycles and 1.23 g at 2500 cycles, was the R-F non-woven fabric. This sample also demonstrated good abrasion resistance in terms of visual appearance, as shown in Figures 7(b) and 7(e).
Statistical analysis results
For the obtained results of thickness, weight per unit area, tensile strength, elongation, tear strength, and weight loss after abrasion cycles of the recycled fabrics, statistical analysis was carried out to verify the existence of differences between groups—waste material with different PET/PVC ratios. Thus, to examine whether the characteristics of PVC/PET waste material influenced the quality of the recycled fabric, statistical methods such as the independent samples t-test and statistical significance function were utilized, as suggested by Bejaxhin et al. 62 Furthermore, correlational analysis was employed to investigate and verify the binary association between variables. The statistical significance functions, as arbiters of data analysis, aim to demonstrate a relationship between two or more variables. Based on the established statistical tests for testing hypotheses for significance, an acceptance level of 0.05 was adopted for this study as a 95% confidence level to accept null hypotheses, before rejecting or accepting the null and alternative hypotheses as proposed by Purwanto et al. 63 High values of t-value indicate that there is a significant difference between the two groups of values. Whereas, a small t-test value indicates that the groups are similar, and there is no statistically significant difference between the means. 64
Statistical analysis of the waste material type.

We are focused in the statistical significance of the effect of the type of waste material on the selected parameters. Indeed, the type of waste material depends mainly on the size of the waste particle, as well as the ratios of PET and PVC. Therefore, the waste material category has a significant effect on several properties of the recycled fabric, such as the thickness, the weight per unit area, the tear strength, and the weight loss after 2500 abrasion cycles. Consequently, the size of the waste particles, as well as the PET and the PVC ratios in the waste material, significantly affect all properties of the recycled fabric, excluding the tensile properties. Whereas, the original artificial leather, which is derived from various textile structures and coating processes, gives waste material with a heterogeneous nature. This could explain the non-significant effect of the type of waste material on the Tensile strength and elongation of the recycled fabric.
Conclusions
The current study highlights the mechanical recycling of PVC/PET artificial leather wastes to produce non-woven fabrics. Three PVC/PET powder blends with different proportions of PET fibers and PVC polymer (GOW, FOW, and POW), which were obtained by grinding and pulverization processes, were used as raw materials (powder). The R-G, R-F, and R-P non-woven fabrics were produced using the hot compression molding of PVC/PET powder. The physico-mechanical properties of the recycled non-woven fabrics, such as thickness, weight per unit area, tensile strength, and tear strength, were assessed. It was observed that the tensile strength and elongation of R-P, with a high content of PVC polymer, increased significantly compared to the R-F and R-G samples. Furthermore, the tear strength increased notably, with the R-G non-woven sample showing a value of 7.38 N/mm, while the R-F sample recorded a value of 3.11 N/mm. Moreover, as the weight per unit area of the non-woven sample decreased, the tear strength of the sample significantly improved. On the other hand, the abrasion resistance of the R-F non-woven sample, which contains 72% PET fibers, was significantly improved as compared to the R-P and R-G non-woven fabrics. This suggests that investigating PVC/PET artificial leather waste presents a promising solution for producing new value-added products, with the advantages of material recovery and cost savings.
Products made from PVC/PET artificial leather waste can be used in various application fields, such as automotive carpets, footwear soles, and insulation panels. Future research will aim to extend the application fields, improve the mechanical quality, and ensure the serviceable life of the recycled fabrics by blending the PVC-coated waste with various other natural waste materials (e.g., natural leather, denim, and paper wastes). In addition, it was recommended to quantify the sustainability benefits, including reductions in greenhouse gas emissions, raw material consumption, and energy use, to evaluate the broader relevance of our work. Consequently, as long-term objectives, we are planning a follow-up study that will include such a quantitative environmental assessment based on standardized full life cycle assessment (LCA) methodologies and a detailed environmental impact analysis.
Footnotes
Acknowledgments
Princess Nourah bint Abdulrahman University Researchers Supporting Project number (PNURSP2025R246), Princess Nourah bint Abdulrahman University, Riyadh, Saudi Arabia.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Princess Nourah bint Abdulrahman University Researchers Supporting Project number (PNURSP2025R246), Princess Nourah bint Abdulrahman University, Riyadh, Saudi Arabia.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.