
Abstract
This article examines the effect of membrane type and its morphology on the chosen thermo-physiological properties of the middle layer of outdoor clothing. In total four different membranes were selected for the production and analysis of three-layer laminates, which could replace the second and third layers of layered clothing for sports/outdoor purposes. As an outer and lining material a polyester knitted fabric with fleece was chosen, whereas the lamination technology was used to join the individual layers. Chosen properties affecting the thermo-physiological comfort of the laminates were evaluated, to be able to select a membrane that, in combination with the outer and inner layer, enabled the use of laminate as an upper clothing layer – a jacket, thereby replacing the necessity of using a second clothing layer. The following properties were chosen as crucial: thermal resistance, air permeability, vapor permeability (water vapor penetration), and hydrostatic pressure resistance. The utility value methodology was used to evaluate individual fleece-based laminates. For the completeness of this study, two types of commercially available three-layer laminates containing soft-shell fabric as the top layer were incorporated for comparison.
Keywords
Introduction
Today, interest in functional clothing materials is constantly increasing. There is an abundance of these materials available on the market, differing in purpose, quality, and price. During increased sports activity in less favorable cold climatic conditions, it is important to adhere to the principles of layered clothing to maintain thermal comfort. Depending on sport activity and weather conditions according to the rules of layered clothing, at least three to five layers are commonly used especially for cold weather clothing. 1 Each of these layers has a specific function. In the three-layer system, the first layer ensures dry skin, the mid layer insulates and the last, the outer layer has the task not only of protecting the body from the surrounding conditions and the weather but also preserving the properties of the first two layers. In the five-layer system, the first layer wicks moisture away from the skin, the second layer insulates body heat and is vapor permeable, the third and fourth protect the body from external conditions and are partially vapor permeable, and the last layer is used mainly in worse climatic conditions (windy and rainy weather) and must be completely waterproof and breathable.
When speaking about sports apparel considered as a second or third clothing layer and materials connected to this topic, the term fleece generally refers to stretchy, single-face knitwear made of synthetic fibers with a hairy surface. 100% polyester is commonly used, 2 or it can be combined with other materials, for example, polyamide, wool, or cotton. 3 Fleece knit fabrics are light, breathable, dry quickly, and pleasant to the touch, they excel in high vapor permeability and high thermal insulation. Fleece knit fabrics are usually used in the production of sweatshirts. In Kazmi et al. 3 fleece fabrics were developed by varying the fiber content and mass per unit area of fabrics to achieve optimal thermal comfort properties. To increase protection against external influences, fleece textiles are laminated with highly permeable membranes. 1
When studying functional sports clothing materials, the term softshell is also often used. The term softshell refers to a wide range of materials, usually based on woven structure combined/laminated with knit fleece fabric. The following properties are required: high mechanical resistance, high flexibility, high wind resistance, high breathability, and high thermal insulation due to the fleece layer. The material can be partially resistant to water penetration. Softshell products are made from synthetic materials and are mainly used as outdoor clothing (jackets, trousers). In general, we distinguish between two basic types of softshell materials: (a) non-membrane and (b) membrane softshell. Membrane-free softshells are made from woven fabrics having a high warp and weft density, whereas the water resistance and the wind resistance are determined by the density and weave of the fabric. Long cotton fibers and very uniform yarns made from them are advantageously used. Yarn is woven using Oxford weave ensuring that the fibers are as parallel as possible to the surface of the fabric. When the fabric is wetted, swelling of cotton fibers reduces inter-yarn pore size and very high pressure is required for water penetration. 4 Densely woven fabrics can be made from synthetic microfilament yarns, but the waterproof properties are lower compared to cotton waterproof fabrics. Compared to membrane softshells, these fabrics are lighter, more breathable, more versatile, cheaper and the production process is simpler.
Membrane softshell contains multiple layers, usually three, combined/laminated into one. The upper part is most often made of polyurethane or polyester woven fabric with a smooth surface. The inner layer is usually thin polyester-based knitted fabric or fleece knit fabric. A membrane is laminated between these two layers. As stated in Horrocks and Anand, 4 “membranes are extremely thin films made from a polymeric material and engineered in such a way that they have a very high resistance to liquid water penetration, but allow the passage of water vapor.” They are of two types, microporous (nanoporous) and hydrophilic. Micro-porous membranes feature small pores that allow for breathability while blocking wind and water penetration. Nano-fibrous membranes, composed of nanoscale fibers, offer lightweight and durable solutions with enhanced moisture management and thermal regulation properties. On the other hand, hydrophilic membranes (based on polyurethane and polyester) allow water vapor to pass through a different way. Water vapor is transferred by the chemical adsorption process.5,6 The structure can be engineered at the microscopic level (porosity) to optimize moisture transport while maintaining strength and durability. These membranes improve the comfort and performance of textiles by balancing breathability, waterproofing, and insulation. Membrane softshell clothing works on the so-called onion principle, which means that each layer has its function. The softshell material usually serves as the second and third layers. The upper part ensures resistance to water penetration, the middle part, or membrane, resistance to wind or water vapor, and the inner part thermal insulation. 7 Membranes are usually incorporated by lamination. Lamination of outer fabric, membrane, and lining is one of methods four methods that produces a three-layer system. The advantage of a three-layer laminate, where two layers are made of fleece knit fabric, is a significantly higher thermal insulation capacity compared to the softshell laminates described above, where the upper layer is made of a woven fabric.
Waterproof breathable fabrics have already been studied by different researchers. For example, the authors of the paper 5 studied waterproof breathable laminated fabrics. As an outer layer PET plain woven fabric was used, two different membranes were tested and three types of inner layered were explored concerning the final properties of the laminate. It can be concluded that PET woven fabric combined with only PU hydrophilic membrane has the highest hydrostatic resistance among other combinations. Woven fabric combined with PTFE membrane and PET knitted structure provides higher water vapor permeability and lower thermal insulation compared to using fleece knit structure as the inner layer and therefore is suggested for summer sport outdoor clothing. The effect of water-repellent chemicals applied on the surface of PET plain woven fabrics of three-layer composites was studied by the same authorship. 8 It was found that this treatment causes an increase in hydrostatic resistance while maintaining air permeability, but evaporative resistance was also increased. Havelka and Kůs 9 described the transport of water vapor into the surrounding environment through two-layer laminates containing a membrane and knitted fleece. Unfortunately, very limited information is provided on both the structure of the membranes and the structure of the fleeces. The authors concluded that for the functionality of the membrane clothing system in general, it is necessary to maintain the difference in partial pressures inside the garment and in the external environment. If this condition is not met (e.g. in humid summer weather), the transport of gaseous moisture occurs with difficulty. For the high relative humidity weather, it is suggested to wear also clothing with low thermal insulation. 10 Based on the literature review, it can be concluded that there are significant differences in the water vapor permeability (WVP) of membranes. For example, a study 10 evaluates the Teflon membrane as the membrane with the highest WVP. Another study ranked WVP of different breathable waterproof fabrics as follows (descending order): microfibre fabrics; cotton ventiles, PTFE-laminated fabrics; poromeric polyurethane-laminated fabrics, hydrophilic-laminated fabrics; and polyurethane-coated fabrics. 11 Another ranking of WVP of different fabrics and laminates was published in Oh and Cho 12 : microfibre fabric followed by PTFE-laminated fabric and by polyurethane-coated fabrics. The rate of WVP of a back-coated polyurethane fabric was found to be higher than that of a face-coated polyurethane fabric, which means that the effective laminated part needs to be nearer the skin. Two-layer and three-layer laminates combining woven upper-layer (PES or PA); PTFE and PU membranes and lining (in case of three-layer laminates) were studied in Kara and Yesilpinar, 13 whereas interesting results were achieved by sample containing PTFE membrane without lining and sample containing PU membrane and warp knitted lining. Several studies have confirmed that laminated fabrics with a membrane have higher WVP compared to coated fabrics. 10 It was also stated that the fabric’s ability to transmit water vapor increases with a decrease in air temperature and an increase in wind speed.14,15 These findings are also connected with the greater differences in vapor pressure across the fabric. Moreover, it was confirmed that the water vapor transfer rate decreases as the air gap increases, but only for air gaps < 15 mm.10,11 On the other hand, the higher is fabric’s thickness, the lower its WVP. 10 WVP of multi-layered fabric under sub-zero climatic conditions was reported in Xiaohong et al., 16 whereas great emphasis is placed on the sufficiently high WVP of the upper clothing layer with laminated membrane. Condensation effects in multilayer textile combinations were studied in Rossi et al. 15 The third layer was a polyester fleece with either a hydrophilic or hydrophobic treatment or a double-faced polyester fleece with a hydrophilic treatment on one side and a hydrophobic one on the other. The outermost layers were three-ply laminates. It seems that the ensembles with hydrophilic membranes perform better compared to the ones with a microporous membrane, but this research was limited by the usage of only one kind of microporous and two kinds of hydrophilic membranes. The amount of condensation is negligible at an outside temperature above 20°C, at lower temperatures (1–2°C) the hydrophilic third layer and the double-faced layer with the hydrophilic side on the outside had higher moisture uptake than the two other third layer types. Authors in McLoughlin and Sabir 17 dealt with comfort in sportswear with a focus on moisture removal, thermal comfort, and hydrostatic pressure in connection with the use of materials including fleece to increase thermal comfort. In Gyeong and Kook 18 the transfer of water vapor through the textile material was measured. As a base layer, fabrics made of 100% wool and CoolMax polyester fibers were used, the second layer was polyester fabric and the third layer was a waterproof vapor-permeable fabric. The results showed that when the clothing system was applied, it worked together as a whole. During market research, it was found that some products that are a combination of softshell and fleece19–21 are available.
Nevertheless, it follows from the literature review that laminates combining two layers of fleece and a membrane are not fully explored. It seems that polyester fleeces could be interesting, especially concerning its high thermal insulation and pleasant touch. The laminate in combination with the membrane would provide additional wind and rain resistance and could, with its properties, replace the second and third layers of the clothing system for outdoor use.
The main goal of this paper is to investigate the properties of a three-layer laminate consisting of two layers of hydrophobic polyester fleece with a membrane laminated between them. The effect of membrane type and its morphology on the chosen thermo-physiological properties of the middle layer of outdoor clothing represents a sub-goal of this study. In total four different membranes were selected for the production and analysis of three-layer laminates: nanofibrous hydrophobic membrane, microporous membrane, and hydrophilic non-porous and hydrophilic porous membrane. The following output properties were chosen as crucial: thermal resistance, air permeability, vapor permeability (water vapor penetration), and hydrostatic pressure resistance. The utility value methodology was used to evaluate individual fleece-based laminates. For the completeness of this study, two types of commercially available three-layer laminates containing soft-shell fabric as the top layer were incorporated for comparison.
Methods
Thermo-physiological comfort properties
Comfort is the state of the human organism when the physiological functions of the organism are at their optimum, and when the environment, including clothing, does not create any unpleasant sensations perceived by our senses. In the following text, the measured properties and devices that characterize thermos-physiological comfort will be presented.
Water vapor resistance RET [Pa.m2.W−1]
Vapor permeability is a phenomenon where water vapor (sweat) passes through the clothing system into the external environment, that is, the amount of water vapor that crosses, per unit of time, a unit of the surface of the product, for a sample of unit thickness, when there is a difference in unit vapor pressure. In terms of thermo-physiological comfort, it is one most important parameters concerned with the movement of sweat away from the body.
PERMETEST instrument provides measurements according to ISO 11092 22 on an instrument similar to the common Sweating Guarded Hot Plate tester. 23 When measuring evaporation resistance RET by the PERMETEST, the isothermal testing conditions are maintained with a precision of 0.05°C. The measuring process runs at the temperature of 20°C–22°C and at an air humidity of 40%–46%. Deviations against the ISO 11092 standard (35°C, 40%) are fully compensated by an original principle of double calibration and a computer model of the mass transfer process. Thus, the results achievable by the PERMETEST tester are well comparable with the results from the SGHP tester. That is why in some countries this instrument was fully accepted as satisfying the ISO 11092. 23
The temperature in the laboratory (T) was 25 ± 3°C and the relative humidity (RH) was 43 ± 3% in the case of measurement of individual membranes and 23 ± 3°C and 46 ± 3% in the case of laminates. This testing method is so-called non-destructive; therefore, the entire sample could be used for the measurement of membranes. First, the PERMETEST instrument was calibrated and then the measurement was carried out. The membrane was inserted into a special chamber and the measurement program was switched to vapor permeability. In this way, the measurement was repeated five times at different places on the membrane.
Thermal resistance TR [m2K/W]
The thermal resistance is given by the ratio of thickness and specific thermal conductivity of the material and indicates the resistance the material offers to the passage of heat through the textile. The coefficient of specific thermal conductivity indicates the amount of heat that flows through a unit of length per unit of time and a temperature difference of 1 K occurs. Low thermal conductivity and, conversely, high thermal resistance guarantee good thermal insulation. Equation (1) shows the calculation of the thermal resistance r, where h is the thickness of the material and λ is the coefficient of specific thermal conductivity.

The measurement of thermal resistance was carried out according to the internal standard. 24 Climatic conditions were as follows: T = 23 ± 3°C, RH = 46 ± 3%. This testing method is so-called non-destructive, therefore the entire textile could be used for the measurement. First, the ALAMBETA instrument was calibrated, then the material was inserted between the device jaws and the thermal resistance of the material was measured. The contact surface of the device was heated to 36°C. Thermal resistance was measured at five different locations on the fabric.
Air permeability AP [l/m2/s]
If the material is permeable to air, air passes through the clothing system from the external environment to the surface of the wearer’s skin. As a result, the heat generated during increased physical stress is also dissipated. Unlike water vapor permeability, all parts of the garment don’t need to be air permeable. Air permeability is desirable for the bottom layer of clothing and sportswear especially in the summer (underwear, t-shirts, sweaters/sweatshirts), on the other hand, it is not desirable for upper parts such as jackets or trousers, especially in winter. In the winter, strong and cold winds could cause cold air to reach the wearer, which could endanger his health. If the air permeability value is up to 11 l/m2/s, the material can be classified as windproof. 25
The measurement was carried out according to BS EN ISO 9237:1995. 26 Climatic conditions were as follows: T = 25°C, RH = 43% for individual membranes and T = 23 ± 3°C, RH = 46 ± 3% for laminates. The pressure 100 Pa and the measuring head 20 cm2 was used. The measurement was repeated five times at different places of the samples.
Hydrostatic pressure resistance HR [cm]
Hydrostatic pressure resistance test, shortly hydrostatic resistance test is resistance to the penetration of water through the material. It is indicated on textile products as the height of the water column, which describes the ability of the material to resist hydrostatic pressure. The value of the water column is given in mm, and the higher it is, the greater the material’s resistance to water penetration. Those clothes that are made of material with a water column value of 1300 mm or more can be classified as waterproof. 27 This value reliably retains falling raindrops. However, if the clothing is used in extreme conditions, this fact must be taken into account and clothing with a higher water column value must be chosen.
The measurement was carried out according to BS EN ISO 811:2018. 28 Climatic conditions were as follows: T = 23 ± 3°C, RH = 46 ± 3%. First, the voltage value was set on the SDL Atlas M018 Hydrostatic Head Tester device at 3.4 V, which means a pressure increase of 10 cm/min of the water column. After that, the cylinder of the device was filled with water up to the brim. A sample was placed on the surface of the water and was fixed with a clamping jaw and nuts. Furthermore, the GMH 3100 digital pressure gage was switched on, which displayed the maximum applied pressure. Values were measured in units of mbar recalculated to cm. The measurement was repeated five times at different places of the samples.
Fiber diameter [μm], porosity [%], and thickness [μm]
Fiber diameter, porosity, and thickness were evaluated based on SEM images and NIS Elements imagining software. 29 Fiber diameter was evaluated only for nanofibrous hydrophobic membrane (NHM). Three SEM images (magnification 5000×) were analyzed by the software, whereas the fiber diameters were measured manually. The statistical quantities were determined from 300 measurements (100 measurements from each image).
In the case of thickness and porosity evaluation, images of membrane sections were taken at 2000× magnification. For each membrane, the statistical quantities were determined from 100 measurements from one image.
Quality index evaluation
According to Juran and Godfrey 30 quality means fitness for purpose. In other words, whatever is produced – a product or service –must be fit for purpose. To be fit for purpose, every product and service must have the right properties to satisfy customers’ needs and must be carried out with only a few failures. A quality index QI (utility value) was chosen to evaluate the total performance of the developed composites. The procedure for evaluation QI starts with the specification of properties characterizing comfort (namely water vapor resistance, thermal resistance, air permeability, and hydrostatic pressure in our case). Based on the direct measurements it is possible to obtain some comfort characteristics (mean value, variance, quantiles etc.). These characteristics represent comfort properties. Functional transformation of these characteristics lead to partial utility/comfort functions31,32:

where H is a completely satisfactory value (ui equal to highest value = 1), L is just an unsatisfactory value (ui = 0.1), x is the currently measured value under the same property. For one side bounded properties, quality is a monotone increasing/decreasing function of quality characteristic x, and therefore piecewise linear transformation has form displayed in Figure 1. The quality index QI can be calculated using the weighted geometrical average of ui:

where wi is the weight of each property corresponding to the importance of a given utility property.

Diagram of utility function ui(x) construction.
According to Houshyar et al. 33 we choose the limiting values for water vapor resistance as L = 6 for completely satisfactory (very good or extremely breathable) and H = 20 (unsatisfactory or slightly breathable) as unsatisfactory. The thermal resistance values are based on both the team’s experience and the publication, where clothing with a membrane showed a thermal resistance of L = 0.02 to H = 0.07 depending on the wind speed.34,35 A product containing a membrane for clothing purposes meeting the requirement of windproofness must have very low air permeability. World manufacturers state an air permeability of less than 11 l/m2/s. For example, the Windstopper materials have an air permeability of around 5 l/m2/s. 25 It was these values that were chosen as the limit values L and H.
Hydrostatic pressure smaller than 5000 mm has no resistance to moisture, so it is set as an unsatisfactory value L. If the water column is between 10,000 and 15,000 mm, it corresponds to rainproof and waterproof under high pressure (moderate rain, average snow, light pressure), 27 the 15,000 mm was set as a satisfactory value H. The summary of specific values of L, H, and wi for this study is given in the Results and Discussion Section.
Materials
To create the desired laminate, a suitable knit fleece fabric with sufficient thermal insulation and moisture transport away from the body, but at the same time, very vapor permeable has to be chosen. To get the windproof and waterproof properties of the laminate, it is necessary to use a membrane designed for clothing purposes. In total, four different types of membranes were chosen, from nanofibrous to porous PTFE to hydrophilic, both porous and non-porous. The main goal is to find the optimal membrane for this type of laminate.
Knitted fabric
Knitted fabrics (single-faced with fleece) are the basis as they create the upper and bottom layer of the laminate. The knitted fabric should excel in high thermal resistance, but at the same time maintain very good vapor permeability. The basic properties of knitted fabric used in this study are shown in Table 1.
Properties of knitted fabric.

Membranes
Four membrane types were used (see Table 2). Porous membranes include a nanofibrous hydrophobic membrane (NHM) developed at the Technical University of Liberec made from polyurethane (PUR) and a hydrophobic microporous membrane based on polytetrafluoroethylene (PTFE). The other two membranes are based on hydrophilic PUR polymers,6,36 one is porous, and one is non-porous. A porous type of membrane contains a large number of microscopic pores that are permeable to vapor molecules but too large for condensed water droplets. Thanks to the capillary mechanism, molecules of body moisture (sweat) penetrate these micropores away from the body. Conversely, large drops of water from the external environment cannot reach the body through these micropores. The difference between a microporous and a nanofibrous membrane is in the surface mass, polymer and number of pores.
Properties of membranes used.
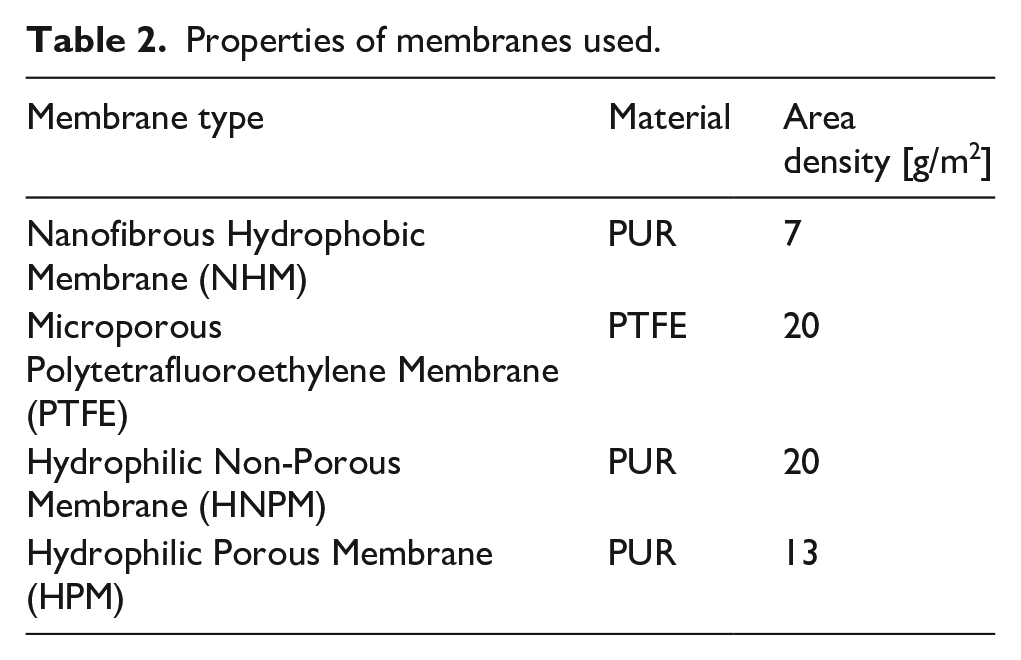
In contrast, hydrophilic non-porous membranes do not contain any pores, and moisture transfer is based on a different mechanism, where water vapor is first absorbed by the membrane surface, then diffuses through the membrane and is released on the other side of the membrane. Microscopic images of the membrane used can be seen in Figure 2.
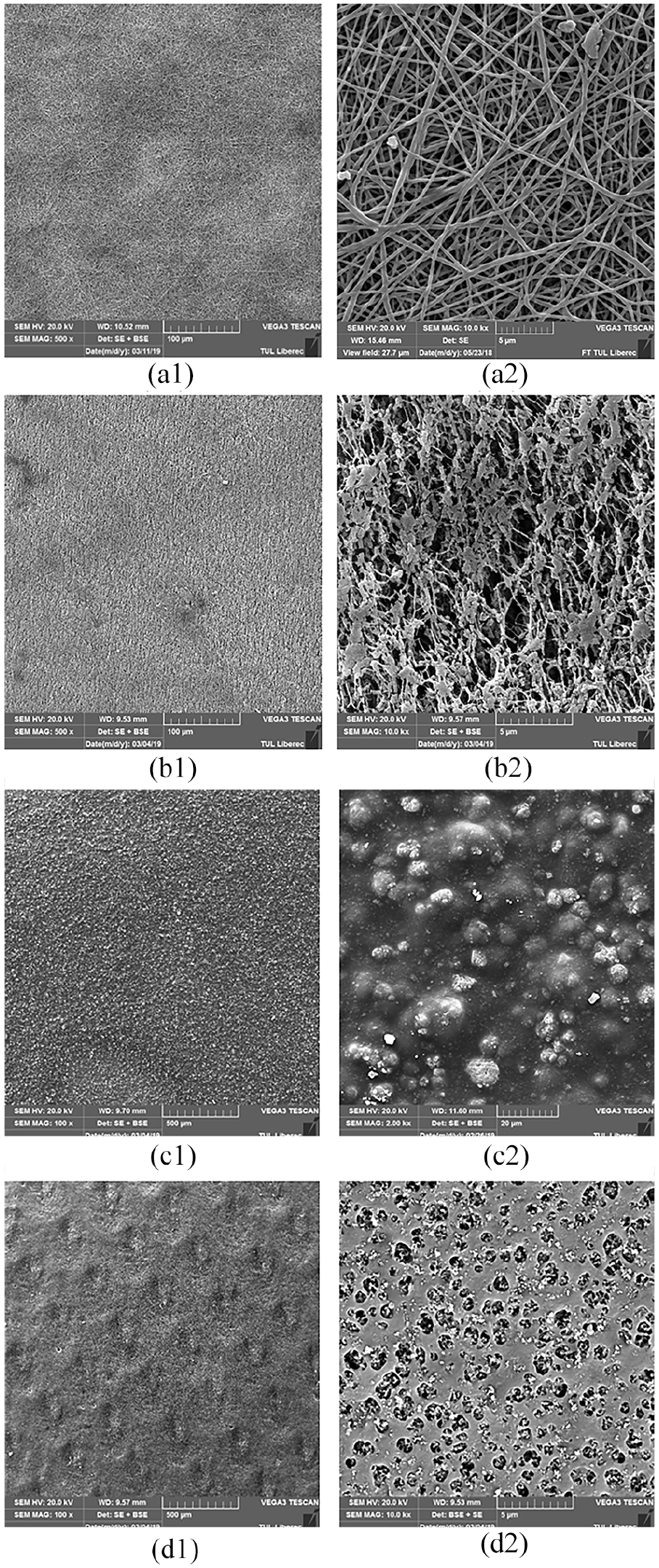
SEM images of membranes at various magnifications (in the label): (a*) Nanofibrous Hydrophobic Membrane, (b*) Microporous PTFE Membrane, (c*) Hydrophilic Non-Porous Membrane, and (d*) Hydrophilic Porous Membrane.
In the images Figure 2(a)–(d), the differences between the structure of the membranes can be observed. Each membrane has a different structure and thus properties. A detailed characterization of selected properties of the used membranes (diameter of nanofibers, porosity, membrane thickness, air permeability, and water vapor resistance) will be presented in the Results and Discussion Section.
Lamination
Lamination technology was used to connect individual layers and create laminates. A 100% polyurethane hot-melt adhesive was used. Lamination parameters are recorded in Table 3 (these parameters were constant and chosen based on the author’s previous experience).
Parameters of lamination process.

The adhesive was melted between two rollers. Both of these cylinders were heated to the specified temperature. The first one was smooth and the second one was glaucous with a raster surface. The glazing roller rotated around its axis and thus applied the melted adhesive to the knitted fleece fabric, more precisely on its smooth side. Knit fleece with an adhesive and membrane were then joined together by the pressure between the pressure rollers, see Figure 3 for the entire procedure.
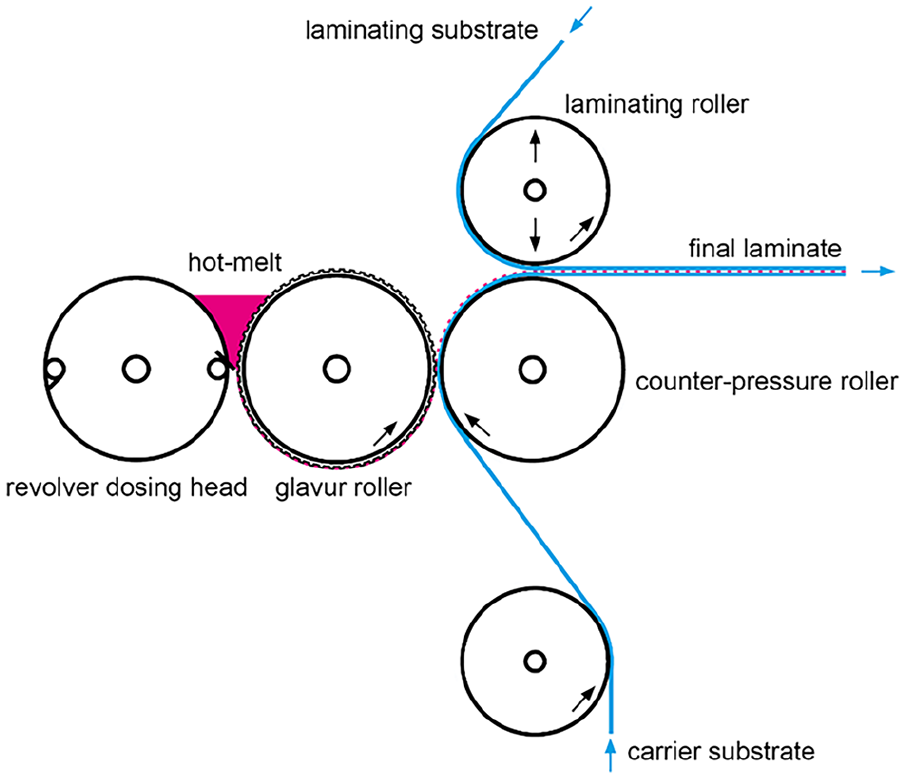
Laminate production process.
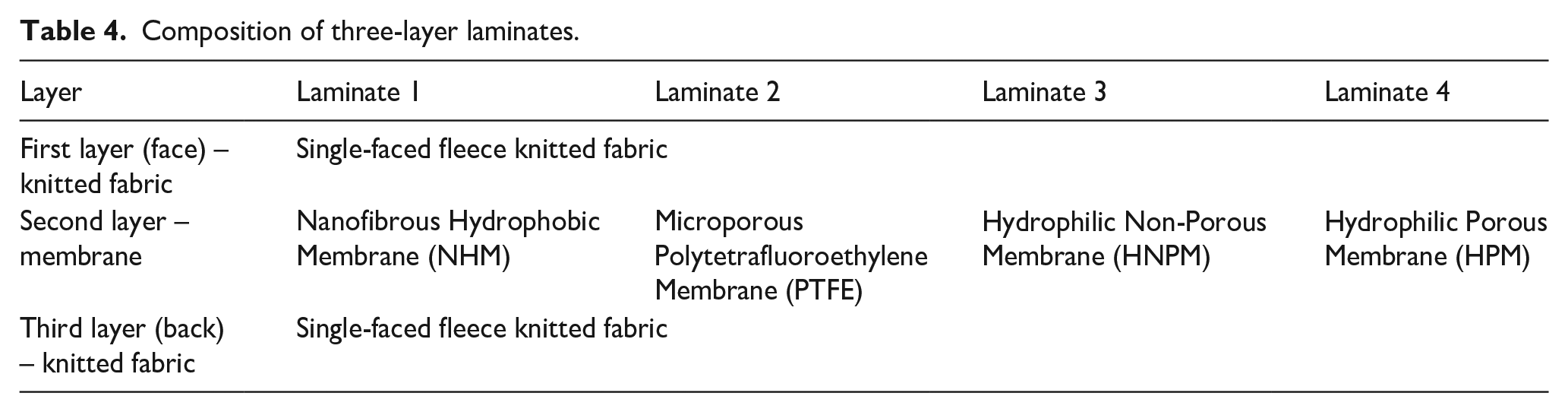
The two-layer laminate consisting of a fleece knit and membrane was left undisturbed for 24 h to allow the adhesive to harden and create sufficiently strong bonding points. Then the two-layer laminate was similarly connected to the second layer of knit fleece fabric. The adhesive was applied to the fleece on its smooth side and laminated to the two-layer laminate from the side of the membrane resulting in three-layer laminate. The lamination process was done by the Nanomembrane company on the Lacome lamination line. In total, four three-layer laminates were created (see Table 4). One representative (laminate with nanofibrous hydrophobic membrane) is shown in Figure 4.
Composition of three-layer laminates.

SEM images of 3-layer laminate NHM at: (a) 50× magnification and (b) 100× magnification.
Results and discussion
Materials – Membranes
Diameter of nanofibers d [μm]
Fiber diameters of nanofibrous hydrophobic membrane (NHM) were evaluated using image processing methods. The histogram of measured fiber diameters is shown in Figure 5. The mean fiber diameter was estimated at 0.33 µm with a standard deviation of 0.09.

Histogram of fiber diameters of the nanofibrous membrane.
Porosity
The porosity P of all membranes in % and the equivalent pore diameter ED [µm] was evaluated (see Table 5). It is visible, that porosity and equivalent pore diameter is similar for all membranes. The highest porosity has the PTFE microporous membrane and the highest equivalent pore diameter was observed at the nanofibrous membrane.
Results of membrane porosity measurements (mean values and standard deviations).

Thickness t [μm]
The thickness was optically detected from images of membrane cross-sections, see Figure 6. Thickness mean values together with standard deviations are shown in Table 6. The hydrophilic porous membrane (HPM) stands out with the highest thickness (t = 22.7 μm), whereas nanofibrous and microporous membrane have thickness of only 10–11 μm.

Images of membrane cross-sections, all at 2000× magnification: (a) Nanofibrous Hydrophobic Membrane, (b) Microporous PTFE Membrane, (c) Hydrophilic Non-Porous Membrane, and (d) Hydrophilic Porous Membrane.
Results of membrane thickness measurements, t [μm].

Water vapour resistance RET [Pa.m2.W−1]
Results of the water vapor resistance measurements (RET, arithmetic mean and 95% confidence intervals) are displayed in Figure 7(a). Porous hydrophobic nanofibrous membranes show the lowest RET, followed by PTFE membranes. This finding is in good correlation with porosity measurement. The highest RET has the HPM sample – hydrophilic porous membrane. Hydrophilic membranes do not contain pores and moisture transfer occurs by sorption, which is slower than in the case of porous hydrophobic systems (membranes).

(a) Water vapor resistance of membranes and (b) air permeability of membranes, where NHM is Nanofibrous Hydrophobic Membrane, PTFE is Microporous Polytetrafluoroethylene Membrane, HNPM is Hydrophilic Non-Porous Membrane and HPM is Hydrophilic Porous Membrane.
Air permeability AP [l/m2/s]
Results of the membrane air permeability measurements (arithmetic mean and 95% confidence intervals) are displayed in Figure 7(b). For outdoor clothing, wind resistance is very necessary, that is, very low air permeability. In practice, a windproof material is considered to have an air permeability of up to 11 l/m2/s at a pressure drop of 100 Pa. It can be seen that all the measured membranes can be considered windproof, moreover, it can be expected that after lamination this value will decrease due to the addition of other materials, in our case, two more layers of fleece knit fabric.
Materials – Laminates
Water vapour resistance RET [Pa.m2.W−1]
Mean values of water vapor resistance (RET) together with 95% confidence intervals are displayed in Figure 8(a). RET of laminates behaves similarly to the RET of individual membranes. The laminate containing the nanofibrous membrane has the lowest RET, followed by the laminate with a PTFE membrane and then by the laminate with a hydrophilic non-porous membrane. The highest RET value has the laminate containing porous hydrophilic membrane. Also in this case, it was confirmed that porous membranes achieve more interesting results in terms of water vapor permeability. The difference in RET between laminates containing hydrophilic and hydrophobic membranes during use, especially during dynamic movement and sweating could be noticeable by the wearer. In Figure 9(a), there is a comparison of RET for only membrane and membrane incorporated into the laminate. It is visible, that the addition of two fleece layers and lamination points will significantly increase the RET of the laminate compared to the membrane alone.
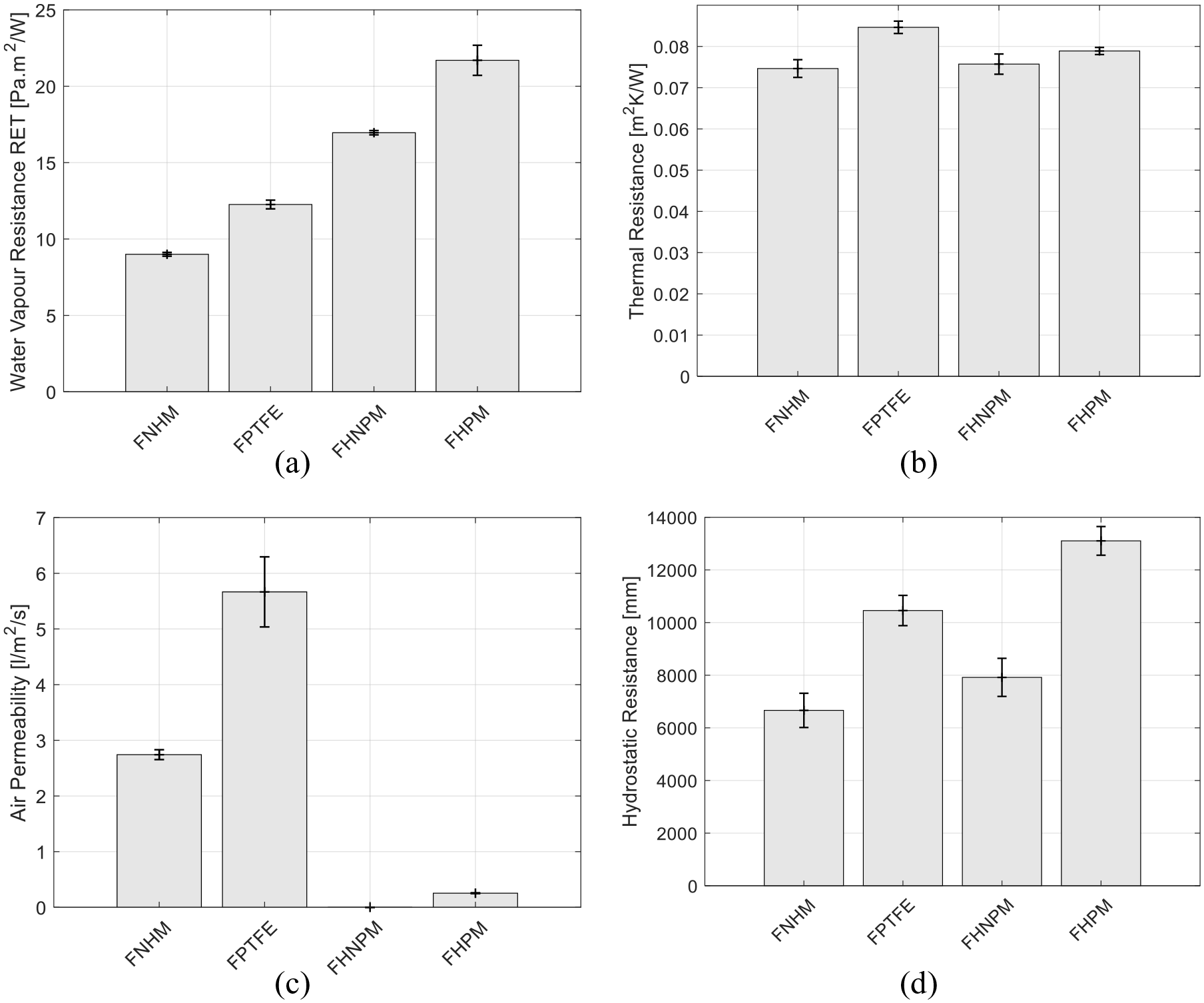
Selected properties affecting thermophysiological comfort of designed laminates: (a) water vapor resistance, (b) thermal resistance, (c) air permeability, (d) hydrostatic pressure, where FNHM is Fleece + Nanofibrous Hydrophobic Membrane, FPTFE is Fleece + Microporous Polytetrafluoroethylene Membrane, FHNPM is Fleece + Hydrophilic Non-Porous Membrane and FHPM is Fleece + Hydrophilic Porous Membrane.

Comparison of: (a) water vapor resistance and (b) air permeability for membranes only and for laminates containing membrane and two layers of knitted fleece fabric (mean values and 95% confidence intervals are shown).
Thermal resistance TR [m2K/W]
The results of thermal resistance measurements on laminates (arithmetic mean and 95% confidence intervals) are displayed in Figure 8(b). There is no statistically significant difference in thermal resistance between FNHM and FHNPM laminates and the thermal resistance of FHPM laminate is slightly higher in comparison. This phenomenon is probably caused by higher surface mass and higher porosity, that is, by the volume of air trapped in pores of small dimensions. In general, it can be stated that the thermal resistance of all laminates is relatively high compared with a traditional softshell laminates.
Air permeability AP [l/m2/s]
From the air permeability measurements of laminates (arithmetic mean and 95% confidence intervals) in Figure 8(c), it is evident that all laminates are 100% windproof, which is due to the use of a membrane. The porous PTFE membrane shows the greatest air permeability, but despite that, all laminates can be labeled as wind-resistant. The effect of the presence of fleece and lamination points is visually demonstrated in Figure 9(b). It is clear that the main factor in ensuring air tightness is the presence of a membrane.
Hydrostatic resistance HR [cm]
The results of the hydrostatic resistance measurements of laminates (arithmetic mean and 95% confidence intervals) are displayed in Figure 8(d). The best hydrostatic resistance values were recorded for the hydrophilic porous membrane, this is probably because it has the highest surface weight. The second highest hydrostatic resistance shows the laminate with the PTFE membrane. The laminate with the nanofibre membrane has the lowest hydrostatic resistance. However, it must be noted that the hydrostatic resistance values are not as important as the vapor permeability or thermal resistance values. The reason is the fact that this layer is placed under another layer in the clothing system in case of the presence of snow or rain. This is because the possible gluing of the seams with fleece is too complicated. However, all developed laminates show a hydrostatic resistance value higher than 5000 mm and in the case of a hydrophilic porous membrane even over 13,000 mm meaning another added value to the clothing system.
Quality index evaluation
The total performance of the developed laminates was evaluated using a Quality Index, see the subsection Quality Index Evaluation. Four measured comfort properties were selected as crucial, and their list is given in Table 7, including the weights and the completely satisfactory H and completely unsatisfactory L values described earlier. Table 8 shows values of the utility/comfort functions uWVP for Water Vapor Resistance, uTR for Thermal Resistance, uAP for Air Permeability, and uHP for Hydrostatic Pressure calculated from a piecewise linear transformation in equation (2). Utility functions ui(x) construction of all selected properties and actual measured values of the designed laminates can be seen in Figure 10. Table 8 further shows Quality Index for all laminate samples, taking into account their properties affecting thermophysiological comfort. It is visible, that sample Fleece + Nanofibrous Hydrophobic Membrane has the highest quality index. It is followed by the sample Fleece + Microporous Polytetrafluoroethylene Membrane (FPTFE) and laminates containing hydrophilic membranes.
Comfort properties for quality index estimation, their L, H values, and weights.

Quality index including ranking (high to low) for designated laminates.


Utility functions ui(x) construction of all selected properties and actual measured values of the designed laminates, where FNHM is Fleece + Nanofibrous Hydrophobic Membrane, FPTFE is Fleece + Microporous Polytetrafluoroethylene Membrane, FHNPM is Fleece + Hydrophilic Non-Porous Membrane, and FHPM is Fleece + Hydrophilic Porous Membrane.
Comparison with softshell materials
The developed laminates have a similar function to the softshell material, that is, to protect against adverse climatic conditions, increase the thermal comfort of the wearer, and possibly reduce the number of clothing layers. For the completeness of this study, two types of commercially available three-layer laminates containing soft-shell fabric as the top layer were incorporated for comparison. A comparison was made with two materials, namely: woven softshell + microporous hydrophobic PTFE membrane + knitted fleece fabric (C1) and woven softshell + PU nembrane (non-porous, hyrophilic) + knitted fleece fabric (C2). More details about these two samples can be found in Table 9. The QI evaluation results can be seen in Figure 11 and Table 10.
Basic parameters of commercial three-layer laminates.

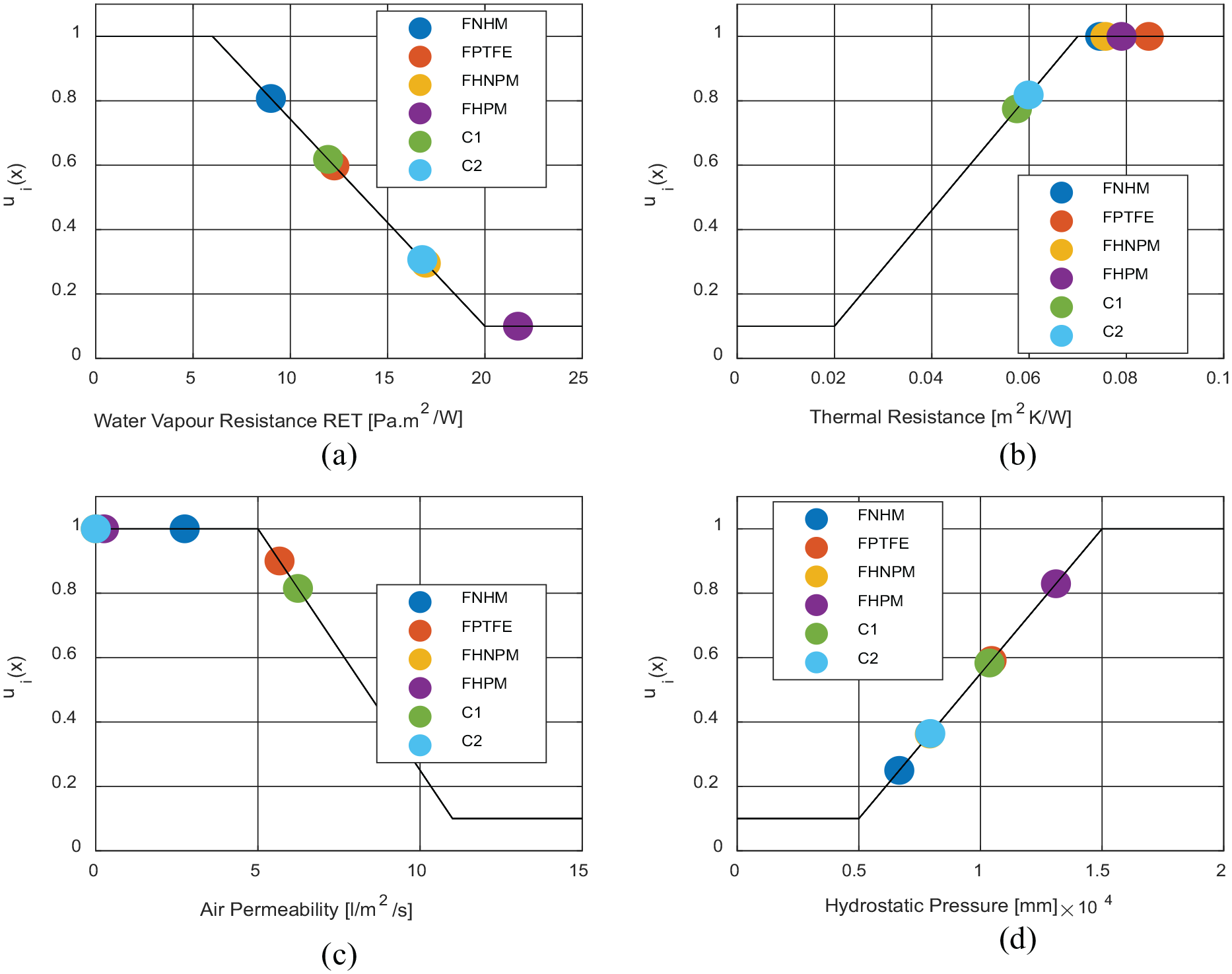
Utility functions ui(x) construction of all selected properties and actual measured values of the designed laminates and softshell materials, where FNHM is Fleece + Nanofibrous Hydrophobic Membrane, FPTFE is Fleece + Microporous Polytetrafluoroethylene Membrane, FHNPM is Fleece + Hydrophilic Non-Porous Membrane, FHPM is Fleece + Hydrophilic Porous Membrane, and C1, C2 commercially available samples.
Quality index including ranking (high to low) for sample set containing also the commercial samples.

The results show that the highest quality index is achieved for the FNHM laminate, that is, sample containing the nanofibrous membrane. The second highest QI has laminate having a microporous hydrophobic membrane. Third in the order was the commercial laminate marked C1, composed of woven fabric, porous hydrophobic membrane, and knitted fleece fabric. This is because both tested softshell materials had lower vapor permeability and thermal resistance compared to the presented laminates with incorporated fleece knitted fabrics both for the obverse and from the reverse side. Even though laminate C1 uses the same microporous hydrophobic PTFE membrane having the same vapor permeability the thermal resistance of FPTFE laminate is much higher. The laminate containing the hydrophilic porous membrane in combination with two layers of knitted fleece fabric received the worst rating, which is due to its very low water vapor permeability.
Conclusion
The main goal of this paper was to investigate the properties of three-layer laminates consisting of two layers of hydrophobic polyester fleece with a membrane laminated between them. This type of laminate has not yet been explored and seems to be promising in terms of its use instead of a second and third clothing layer for outdoor activities. The effect of membrane type and its morphology on the following thermo-physiological properties (thermal resistance, air permeability, vapor permeability, and hydrostatic pressure resistance) of laminate was also analyzed. In total four different membranes were selected for the production and analysis of three-layer laminates: nanofibrous hydrophobic membrane, microporous membrane, and hydrophilic non-porous and hydrophilic porous membrane. The utility value methodology was used to evaluate individual fleece-based laminates and to choose the optimal membrane for a specific purpose of use. For the completeness of this study, two types of commercially available three-layer laminates containing soft-shell fabric as the top layer were incorporated for comparison.
First, both the knitted fabric used for the upper and lower parts of the laminate, as well as all four types of membranes were analyzed. It was found that the highest porosity has the PTFE microporous membrane and the highest equivalent pore diameter was observed at the nanofibrous membrane. The thickness of the membranes is similar, only the hydrophilic porous membrane reaches twice the thickness of the others, which will affect the bending stiffness of the membrane. From the point of view of water vapor permeability, the most interesting is the nanofibrous membrane and the porous PTFE membrane. Hydrophilic membranes have a higher resistance to the passage of water vapor compared to porous hydrophobic membranes, which is due to a different principle of the passage of water vapor through the material. A direct correlation between vapor permeability and air permeability was observed. The higher the vapor permeability, the higher the air permeability of the membranes, regardless of the material characteristics. However, due to the low air permeability values, all studied membranes can be characterized as windproof.
Fleece knitted fabrics were then laminated to the membranes. Polyurethane adhesive in the form of hot melt, combined with high temperature, and pressure was used to connect all three layers. Thermo-physiological comfort properties such as heat resistance, water vapor permeability, air permeability, and hydrostatic resistance were evaluated for all laminates and the effect of membrane type was analyzed.
It was found that it is more advantageous to use a porous hydrophobic membrane, as it has significantly higher water vapor permeability compared to hydrophilic membranes. The air permeability of all laminates is similar – they are all windproof. It was proved that the membrane type does not affect thermal comfort. The hydrostatic resistance of all laminates is between 700 and 1300 cm.
Based on the quality index evaluation taking into account the importance of individual variables (RET = 40%, TR = 30%, AP = 15%, HR = 15%), it was concluded that the laminate with a nanofibrous membrane has the best features in terms of functionality for outdoor activities due to its highest water vapor permeability. It has the following interesting properties: thickness is 2.13 mm, the weight of laminate is 265 g/m2, water vapor resistance is 12 Pa/m2/W and thermal resistance is 0.0845 m2k/W. This laminate is also windproof and has a hydrostatic resistance of 1050 cm.
To verify the competitiveness of the presented three-layer laminates containing two layers of knitted fleece and a membrane, two commercially available three-layer softshell laminates (woven fabric + membrane + fleece knitted fabric, thickness 1.2–1.4 mm, weight 300–310 g/m2) were added to the study. Based on the quality index while maintaining the importance settings of individual variables, it was found that commercial samples took third and fifth place in the evaluation. The laminate containing the hydrophilic porous membrane in combination with two layers of knitted fleece fabric received the worst rating, which is due to its very low water vapor permeability.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.