
Abstract
Knitted fleece fabrics with superior comfort characteristics are chiefly focused in winter wear. Thermal characteristics are an area of interest in selecting fleece clothing. However, environmental hazards also need to be focused. Fleece clothing is worn in cold areas having higher ultraviolet rays exposures. Hence the clothing should have the capability of combating environmental challenges. The study focuses on engineering variable fleece structures with different materials. Cotton, nylon, and polypropylene fleece patterns have been knitted using fleece 1:1, 3:1, and 2:2 patterns. The designs vary by tuck and miss stitch configurations in the fleece course. Comfort characteristics were determined through air permeability, moisture management, and thermal resistance tests. Performance criteria were evaluated in terms of pilling resistance and ultraviolet protection factor (UPF) investigation. Structures and materials owing better comfort characteristics with satisfactory UPF have been predicted as safe clothing in UV affected zones, that is, fleece 3:1 possessed the optimum comfort characteristics and UPF simultaneously; however, the mechanical performance was better for 2:1 and 1:1 fleece fabric due to less amount of miss stitch floating yarns.
Introduction
In recent years, knitting has shown dynamic market growth governed by increasing demands for knitted garments in domestic and international markets. 1 Low cost and rapid manufacturing facilitate the knitwear industry in meeting daily, rising customer demands. 2 Hence, about 50% of market demands seem to be fulfilled by knitwear compared to woven outfits. 3 Textile and clothing consumers have been aware of comfort parameters while buying. 4 Comfort is defined as a state of being fulfilled or not being mentally and physically irritated using an outfit. 5 Knitted fabrics have better stretch and recovery properties, facilitating user body movements.6 –9 That’s why knitted fabrics are before woven for comfort needs. 10 In addition to motion and esthetic comfort, physiological characteristics have gained much importance, as the human body and clothing interaction defines wearer performance in most stances.11 –13 Thermo-physiological comfort includes air permeability, moisture management characteristics, and heat transfer properties necessary to maintain body and clothing temperature equilibrium.14,15 Such heat and mass transport differ w.r.t environmental factors, that is, seasonal temperature and humidity fluctuations.16 –18 Different knitted structural derivatives have been engineered to meet varying demands. 19 Fleece knitted fabrics are chiefly preferred in winterwear, including sweatshirts, jackets, hoodies etc. 20 However, performance characteristics cannot be neglected, focusing on comfort only. 21 Performance characteristics are mostly related to mechanical properties such as pilling resistance, abrasion performance, and bursting strength. 22 Environmental triggers consideration is also vital in clothing performance assessment. Knitted fleece clothing consumers are mostly from cold regions where ultraviolet rays exposure governs severe skin infections. 23 Hence, evaluating the ultraviolet rays protection factor is critical in knitted fleece clothing performance, along with heat-mass transfer and mechanical characteristics. And the same issue is the focused concern of the research.
Frydrych et al. examined thermal characteristics of natural, and manmade cellulosic woven fabrics; Tencel woven fabrics possessed lower thermal conductivity. 24 P. Chidambaram et al.’s comparative study revealed that 100% bamboo knitted fabrics have better air permeability and moisture management characteristics than cotton blended, and thermal conductivity is also enhanced using loose stitch length. 25 Material variations also influence heat and moisture management characteristics, keeping knitted structural parameters constant. 26 The physiological comfort of plaited knitted fabrics is majorly influenced by changing yarn material; nylon plaited fabrics have better heat and moisture transportation than polyester and polypropylene plaited fabrics. 27 Afzal et al. performed thermal characterizations showed an increase in thermal resistance of bi-layered knitted fabric by increasing cotton percentage in PC blend yarns. 28 Decreasing the tightness factor leads to enhanced air transportation of interlock knitted fabrics; however, moisture management capability is compromised. 29 Moisture transportation of knitted fabrics is diminished with an increase in stitch length. 30 Akçakoca Kumbasar et al. investigation proved no significant comfort change in three-yarn knitted fleece after shearing except warmth feeling. 31 However, in two-yarn knitted fleece fabrics, thermal properties are influenced by raising. 32 S. Gunesoglu and Meric found yarn type and blend ratio less significant than raising in determining thermal contact properties of two-yarn fleece fabrics. 33 Double knit structures have a better ultraviolet protection factor than single knit corresponding to weight and thickness; however, the tightness factor is also influential. 34 Blending cotton fibers with bamboo and Tencel enhanced UPF of cotton/bamboo/Tencel knitted fabrics. 35 Although literature comprises prestigious work on knitted fabrics’ comfort characteristics. Ultraviolet performance also has been evaluated in some studies. However, UPF evaluation along with comfort characteristics of fleece knitted fabrics derivatives find a gap. Hence the research focuses on developing different fleece structures using cotton, nylon, and polypropylene yarns. Comfort transfer characteristics have been investigated with UPF evaluation to predict structures having satisfactory performance.
Materials and methods
Fleece knitted fabrics are engineered using either two or three yarns, and the fleeces are named two-yarn and three-yarn fleece, respectively. Three-yarn fleece comprises a feeder repeat of three, having one course of all knit stitches, second all tuck, and third of tuck and miss stitches combination. However, two-yarn fleece has a feeder/course repeat of two, the first course is all knit, and the second is a combination of tuck and miss loops. Two-yarn fleece was architected in the research using different materials and structures. All knit stitches course is also called ground knitting course. The respective yarn is called ground yarn, and the second course is termed a fleece course knitted with fleece yarn. In the study, similar materials were utilized for ground and fleece course knitting, including cotton, nylon, and polypropylene. Cotton is a soft cellulosic natural plant-based fiber chiefly known for its exceptional clothing comfort characteristics. 36 Nylon is petroleum-based synthetic fiber consisting of polyamides/amide linkage in its polymer chains. Nylon having compact molecular structure possesses soft hand and good weathering and abrasion properties. 37 Polypropylene fiber is a linear chain synthetic fiber synthesized through propylene polymerization. Polypropylene having lightweight and viable mechanical characteristics, is famous in clothing and technical textiles. 38 The physical characteristics of materials are shown in Table 1.
Physical parameters of materials.

The knitting process of two-yarn fleece fabrics was done on the FUKUHARA circular single jersey weft knitting machine present in the Knitting Laboratory of National Textile University, Pakistan. The machine has 90 feeders, 20 gauge, and 32 inches in diameter. Feeding tension of ground and fleece yarn was 6 cN/Tex and 9 cN/Tex, respectively. Forty-five feeders out of ninety were employed on ground yarn feeding and remaining forty-five fed fleece yarn. Machine parameters were kept constant during knitting for solely achieving fleece structure and material effect on comfort and performance. Three different fleece structures were used with three knitting materials. Figure 1 shows the diagrammatic representations, and the animated images of the architected fleece structure have been visualized in Figure 2.

Diagrammatic notations: (a) Fleece 1:1, (b) Fleece 3:1, and(c) Fleece 2:2.

Animated fabric view: Fleece 3:1.
Table 2 shows experimental factors and levels details. Three different materials were incorporated with three different structural derivatives of fleece. Fleece 1:1, 3:1, and 2:2, were knitted using cotton, nylon, and polypropylene. Fleece 1:1 has alternative tuck and miss stitches in the fleece course with a move number of one after each ground course. Fleece 3:1 consisted of three miss and one tuck stitch alteration with move number two after each ground knitted course. However, fleece 2:2 has an alternative combination of two tuck and miss stitches with a move number of two wales. Table 3 illustrates the complete design of experiment, showing the structure and material detail of each knitted sample. Standardized raising of knitted specimens was done to enhance thermal characteristics. Washing was done to remove process-induced stresses and impurities, and samples were tumble dried. Figure 3 shows the samples development and characterizations highlights.
Experimental factors and levels.
Design of experiment.


Specimens development and characterizations.
Characterizations
Comfort characterizations included air permeability, moisture management, and thermal resistance testing. Fabric thickness was also evaluated to interpret the correlation with comfort characteristics. Pilling resistance interpreted fabric performance characteristics against environmental surface abrasions. Ultraviolet protection factor was examined to check whether fleece clothing is suitable for being worn in UV threatened regions if it performs satisfactorily. All characterizations were performed under international testing standards defined laboratory conditions and testing protocols. Table 4 shows testing standards and characterizations output units.
Characterizations.

Results and discussion
Results of characterizations have been presented in separate sections. Statistical analysis of results was performed, and ANOVA was calculated using MINITAB 18 statistical software. Analysis of variance was calculated using a 95% confidence level; hence terms with p-value < 0.05 were statistically significant and vice versa. Table 5 highlights calculated ANOVA p-values.
ANOVA p-Values.

Physical characteristics
Physical characteristics include knitted fabric quality parameters necessary to be evaluated after knitting. Wale per inch (WPI) indicates the number of wales in one-inch fabric width. Wales correspond to vertical warp yarns in woven fabrics. Similarly, courses per inch (CPI) determines the number of courses in one-inch fabric length, corresponding to weft yarns of woven fabrics. Stitch density is also sometimes calculated to highlight the number of stitches in a one-inch square area. More wale and course density leads to higher stitch density values, and the fabric cover/tightness factor is enhanced. GSM abbreviating grams per square meter is used to show fabric weight. More will be the GSM, denser and thicker the fabric. Polypropylene led the highest number of WPI; smooth fiber surface governed more inter yarn slippage and shrinkage. However, fleece 3:1 has the highest number of WPI for all materials, followed by fleece 2:1 having medium, and fleece 1:1 with the least WPI. The increasing number of miss stitches caused fabric width reduction and WPI increased. CPI of polypropylene was also higher than cotton and nylon. However, fleece 3:1 has the least CPI, and an increasing CPI trend toward fleece 2:1 and fleece 1:1. Tuck stitches in weft knitted fabrics govern lengthwise shrinkage. Hence, fleece patterns with fewer tuck stitches showed less CPI regardless of material. Fleece 2:2, having optimum stitch density, exhibited higher GSM for all cotton, nylon, and polypropylene knitted samples. Nylon fabrics showed the highest GSM among all fleece patterns. Stich length was kept constant in all fleece patterns, 0.32 cm for ground course and 0.19 cm for the fleece course (Figure 4).

Physical characteristics radar plots: (a) WPI, (b) CPI, and (c) GSM.
Thickness
Thickness measures a fabric distinction from its length and width also called z-axis fabric dimension. Knitted structural derivatives influence length and widthwise dimensional changes; however, different structures govern different thicknesses. Thickness chiefly works for incorporating comfort characteristics, performance, and ultraviolet protection factor characterization. Fleece 1:1 exhibited 1.40, 1.57, and 1.57 mm thickness for cotton, nylon, and polypropylene, respectively. Fleece 2:2 showed 1.65, 1.92, and 1.68 mm thickness; however, fleece 3:1 had 2.24, 2.1, and 2.06 mm thickness for cotton, nylon, and polypropylene (Figure 5). Main effects plot in Figure 6 illustrates the thickness of fleece 3:1 is highest, fleece 2:2 had medium, and fleece 1:1 exhibited least thickness. The increasing thickness relates to increasing float length governing fluffiness along fabric cross-section. Similarly, nylon showed highest mean thickness; however, cotton and polypropylene had comparable thickness values. Thickness variation w.r.t material was observed minimum, hence was not found statistically significant (p-value > 0.05). However, fleece pattern influence proved to be statistically Figure 5 3D Bar Chart: Thickness significant with p-value < 0.05 in Table 5.

3D bar chart: Thickness.

Main effects plot: Thickness.
Air permeability
Air permeability is a chiefly focused comfort characteristic, determining air transportation efficacy through fabric. Cotton knits showed air permeability of 170, 210, and 230 mm/s for 1:1, 3:1, and 2:2 fleece respectively. Nylon had 104, 123, and 151 mm/s air permeability, however polypropylene knits exhibited 289 mm/s, 474 mm/s, and 400 mm/s air permeabilities respectively for 1:1, 3:1, 2:2 fleece fabrics (Figure 7). Fleece 3:3 has highest air permeability values, followed by a decreasing trend toward fleece 2:2 and 1:1. Main effects plot shown in Figure 8 verifies the trend. Increased number of floats made fabric thinner, and more channels were provided for air transportation in fleece 3:1. However, fleece 2:1 consisted of two consecutive tuck stitches compared to single alternative tuck stitch in fleece 1:1. Tuck stitches being responsible for fabric porosity enhanced air permeability, facilitating air transportation through pores. Inherently being less breathable nylon showed least air permeability among all fleece patterns. Cotton being more breathable has moderate air permeability. Cotton fibrils convolutions create fiber air friction hindering air transportation. While polypropylene is lightweight and free of convolutions, polypropylene knitted specimens have the highest air permeability values. Fleece pattern variation was not found statistically significant for air permeability (p-value < 0.05). However, material effect was significant having p-value of 0.005. Fleece 1:1 has 63.46% increase in air permeability through changing material from cotton to nylon. An increase of 70% was again observed shifting from nylon to polypropylene. Fleece 3:1 showed 70.73% and 125.71% increase in air permeability by while moving from nylon toward cotton and polypropylene respectively. 52.31% and 73.91% air permeability increase were observed on fleece 2:2 by changing nylon with cotton and Figure 7 3D Bar Chart: Air Permeability polypropylene respectively.

3D bar chart: Air permeability.

Main effects plot: Air permeability.
Moisture management
Moisture management of textiles is quantified with OMMC value describing the overall moisture management capability including moisture transportation and absorption rate etc. Fleece 1:1 showed OMMC values of 0.0061, 0.0074, and 0.0083 respectively for polypropylene, nylon, and cotton. Fleece 3:1 had 0.0048, 0.006, and 0.0069 OMMC, however fleece 2:2 showed 0.0055, 0.0068, and 0.0075 OMMC values for polypropylene, cotton, and nylon respectively (Figure 9). An increasing trend was observed by changing material from polypropylene to nylon, and cotton. Main effects plot in Figure 10 illustrates the trend statistically. However, influence of material was found statistically significant during ANOVA having p-value < 0.05 (Table 5). Polypropylene with least moisture regain of 0.05% showed least OMMC value, nylon with 4% moisture regain had moderate OMMC values, and cotton having highest moisture regain of 8.5% exhibited highest moisture management capability. Fleece pattern variation was also found statistically significant with p-value < 0.05. Fleece 1:1 had highest OMMC value governed by its porous and less fluffy structure with alternative one tuck and float stitch. Fleece 2:2 exhibited second highest OMMC followed by increasing float length hindering moisture transportation. Hence, fleece 3:3 showed least OMMC value with float length of three wales. The trend could be statistically observed in main effects plot (Figure 9). Polypropylene had 14.58% and 10.90% increase in OMMC with changing fleece pattern from 3:1 to 2:2 and 1:1, respectively. Nylon showed 13.33% and 8.82%, however cotton exhibited 8.69% and 10.67% OMMC value increase respectively by changing Figure 9 3D Bar Chart: OMMC Value fleece pattern form 3:1 to 2:2 and 1:1.

3D bar chart: OMMC value.

Main effects plot: OMMC value.
Thermal resistance
Thermal resistance is material’s ability of heath encapsulation rather than transporting. Fleece 1:1 showed 0.0170, 0.0301, and 0.0406 km2/W thermal resistance for cotton, nylon, and polypropylene respectively. Fleece 2:2 had 0.0265, 0.0367, and 0.0575 km2/W thermal resistance, however fleece 3:1 exhibited 0.0338, 0.0397, and 0.0472 km2/W thermal resistance respectively for cotton, nylon, and polypropylene (Figure 11). An increasing thermal resistance trend could be observed from cotton to nylon and polypropylene. Figure 12 illustrates the trend statistically. Fabrics with higher air permeability show lower thermal resistance, hence cotton showed least thermal resistance than nylon. 39 However, polypropylene showed highest thermal resistance; increasing air pockets in fabric hindered heat flow. 40 Effect of materials was also found statistically significant showing p-value < 0.05. Fleece 1:1 showed least thermal resistance, governed by tuck stitches induced porosity. Fleece 2:2 had moderate thermal resistance; although number of tuck stitches increased to two, float length also increased up to two wales leading to thermal resistance erection. Similarly, fleece 3:1 with float length of three consecutive wales exhibited highest thermal resistance. Cotton knits showed 55.88% and 27.54% increase in thermal resistance by changing fleece pattern from 1:1 to 2:2 and 3:1. Nylon knitted specimens had 21.92% and 8.17% increase; however, polypropylene fleece exhibited 16.25% and 21.82% thermal resistance increase through fleece pattern change from 1:1 to 2:2 and 3:3. Though, thermal resistance variation between fleece 2:2 and 3:1 was experienced minor, depicting comparable thermal Figure 11 3D Bar Chart: Thermal Resistance resistance values.

3D Bar chart: Thermal resistance.

Main effects plot: Thermal resistance.
Pilling resistance
Pilling or fuzzing is a phenomenon of protruding fibers balls formation over fabric surface. Mechanical abrasions govern pilling, deteriorating fabric surface and performance characteristics. Pilling performance is quantified by pilling grades ranging from 1 to 5. Grade 1 depicts wort pilling performance, however grade 5 illustrate excellent performance with no fabric surface change. In the study pilling performance was assessed on Martindale abrasion tester after 1000 rubs with 0.44 psi load. Fleece 1:1 showed 3, 3.5, and 4 grade pilling performance for cotton, nylon, and polypropylene respectively. Fleece 3:1 had 2, 3, and 3.5 pilling grades, however fleece 2:2 exhibited 2.5, 3, and 3 pilling grades respectively for cotton, nylon, and polypropylene (Figure 13). Fleece 1:1 had highest pilling resistance for all cotton, nylon, and polypropylene. Fleece 2:2 showed moderate, and fleece 3:1 exhibited slightly lower pilling performance. Increasing number of miss stitches affected fabric integrity and pilling performance compromised. Fleece pattern effect on pilling performance was also statistically found significant (p-value < 0.05). The trend has been statistically shown in main effects plot (Figure 14). Fleece 1:1 had 16.67% and 14.28% increase in pilling performance while changing material from cotton to nylon and polypropylene. Fleece 3:1 exhibited 50% and 16.67% increase, and fleece 2:2 showed 20% and 0% increase in pilling performance respectively through material change from cotton to nylon and polypropylene. Material effect has been also proved statistically significant having p-value < 0.05 in ANOVA.
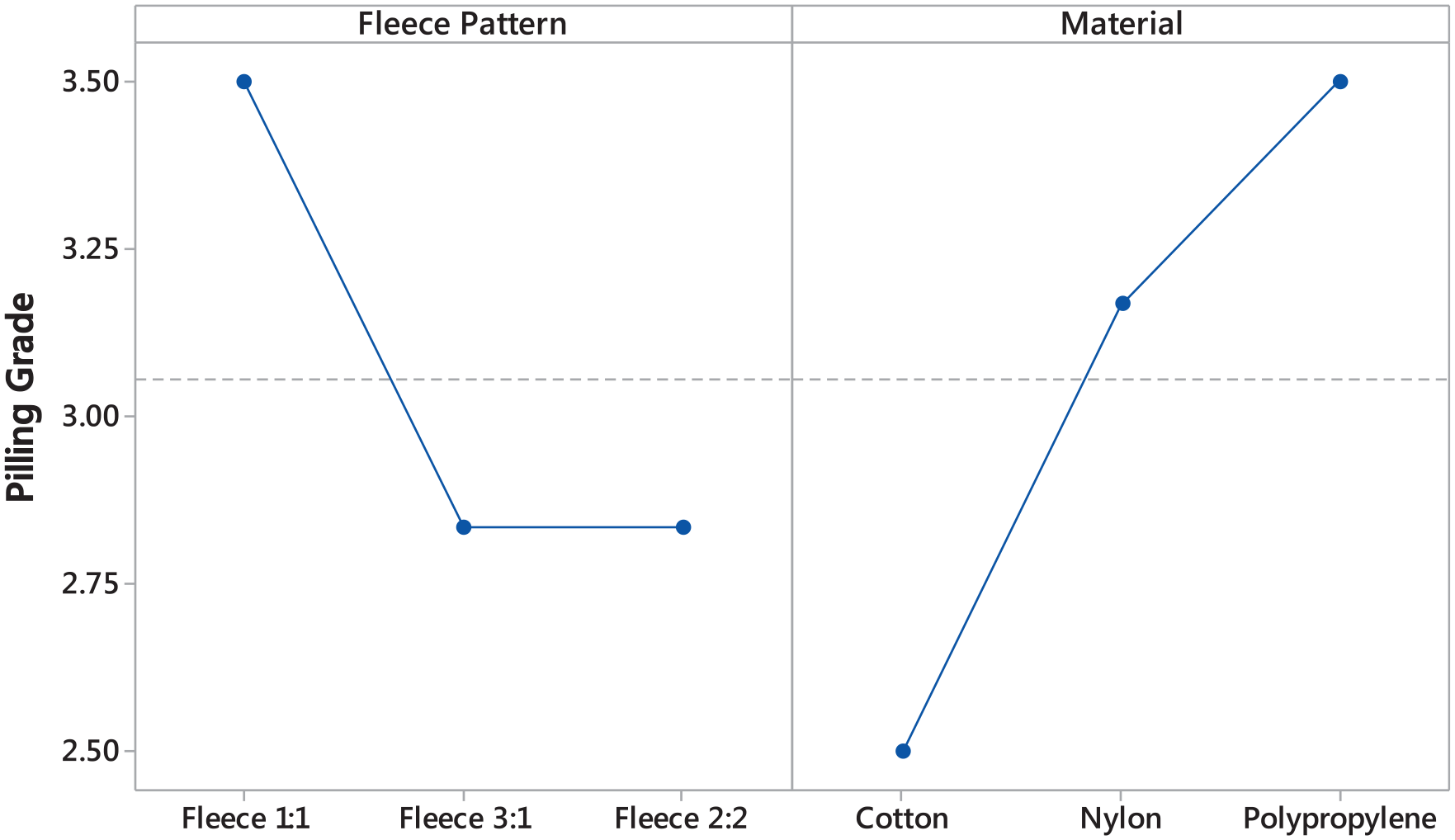
Main effects plot: Pilling grade.

3D Bar chart: Pilling Grade.
Ultraviolet protection factor
Ultraviolet protection factor (UPF) is a standardized measurement of fabrics protection against ultraviolet rays coming from sun or any other source. UPF of 50 + is considered excellent, protecting users from 98% of harmful radiations. However, 25 to 39 UPF value is entitled very good; protects against 96%–97.5% radiations. Rather than finishing fabrics offer good UPF through structural variations, for example, tight weave. 41 Fleece 1:1 showed 29, 33.4, and 31UPF for cotton, nylon, and polypropylene respectively. Fleece 3:1 had 32, 35.5, 34 UPF, and fleece 2:2 exhibited UPF values of 27, 29.8, and 27.3 respectively for cotton, nylon, and polypropylene knits (Figure 15). Cotton had least UPF governed by its inherent polymeric structure. 42 Nylon performed better over polypropylene. Nylon has relatively UV stable chemical structure compared to polypropylene and cotton. 43 The increasing UPF trend toward nylon could be observed in main effects plot Figure 16, and statistical significance has been found with p-value < 0.05. Fleece 2:2 showed least UPF; two consecutive tuck stitches increased porosity reducing the cover factor. Fabrics having less cover factor have compromised UPF. 44 Fleece 1:1 with moderate porosity offered enhanced UPF, and Fleece 3:1 with least amount of tuck stitches showed highest UPF. Fleece 3:1 also had higher thickness which supported ultraviolet performance. 45 Fleece pattern had highest statistical significance having p-value = 0.000, showing fabric structure is chiefly responsible for ultraviolet protection. Cotton knits showed 7.40% and 10.34% increase in UPF by changing fleece pattern from 2:2 to 1:1 and 3:1 respectively. Nylon had 12.08% and 6.28% UPF increase, and polypropylene exhibited 13.55% and 9.67% increase in UPF through change in respective fleece patterns. Overall UPF values were between 25 and 35, hence the fabrics can hinder 96%–97.5% harmful ultraviolet radiations.
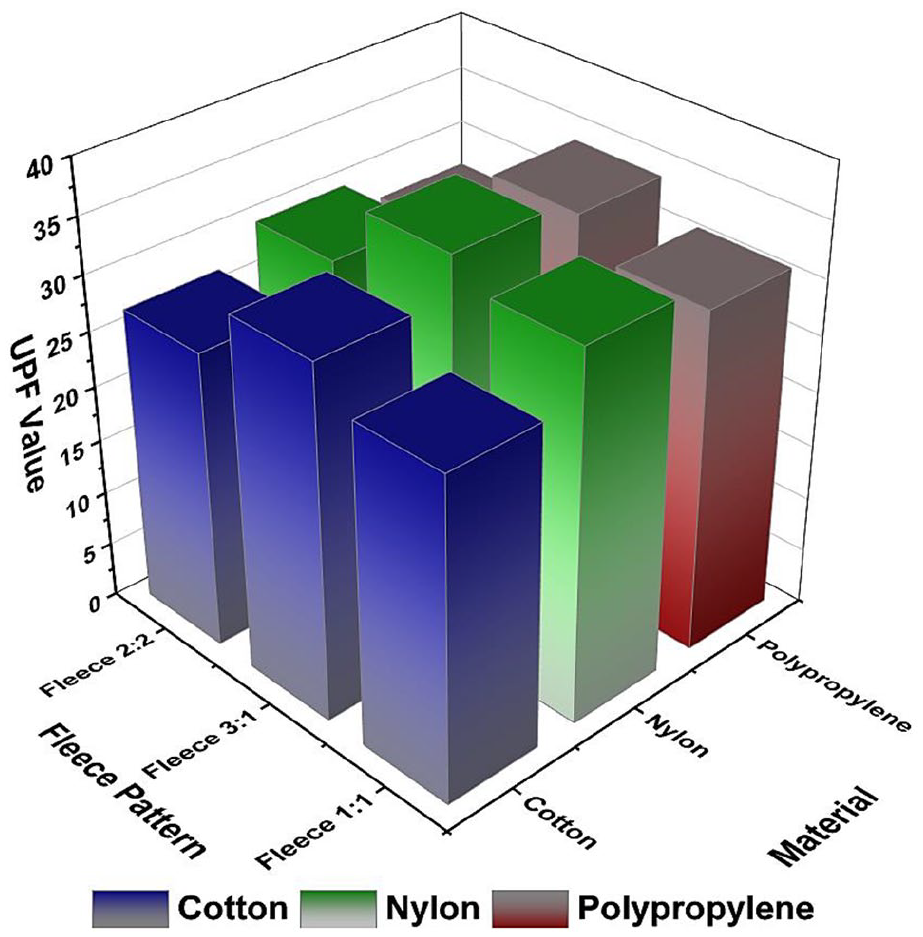
3D Bar chart: UPF value.

Main effects plot: UPF value.
Conclusion
Knitwear has gained a satisfactory market value owning satisfactory comfort characteristics. Knitted fabrics have become a reliable choice in terms of comfort. Knitted structural derivatives are architected, governing variable comfort and performance characteristics. Changing weather demands season compatible clothing. Knitted fleece fabrics are ubiquitous in winter wear, ensuring better thermal characteristics to maintain body heat balance. However, ultraviolet rays exposure can cause severe skin and other health infections. Likewise, comfort characteristics, the UPF performance can be altered through knitted structural alterations. Fleece 1:1 has better pilling performance due to fewer floating loops. However, thermal characteristics were not satisfactory. Fleece 2:2 offers optimum air permeability, moisture management, and thermal resistance. Consecutive tuck stitches induced porosity, reducing fabric cover, which reduced the UPF value. However, fleece 3:1 owned satisfactory comfort characteristics with the highest UPF, predicting it as a suitable structure. The material effect was also statistically significant (p-value < 0.05), and nylon knits performed better than cotton and polypropylene.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.