
Abstract
The slashing mechanism is influenced by various properties that impact fabric slicing, contingent upon both fabric design and yarn-slicing characteristics. This study explores the slash resistance of soft armor, underscoring the essential need for enhancements in fabric design and fiber properties. Yarn-slicing qualities and the fabric’s pattern play pivotal roles in the fabric-cutting mechanism. The fabric stabbing resistance force demonstrates strong positive correlations with multiple factors, encompassing values such as friction force between warp and weft, yarn cutting force, yarn pull-off force, fabric shear modulus, and fabric flexural stiffness. The investigation explores the relationship between slash resistance in high-performance fabrics, revealing a robust correlation with factors such as yarn cutting force, yarn pull-off force, fabric shear modulus, friction force between warp and weft, and fabric flexural rigidity. Fabrics constructed from Kevlar 129 or 29 showcase the highest slashing resistance force. Experimental results unveil that the Kevlar 129 plain weave exhibits the utmost resistance, recording a force of 100.37 N and a fabric-slashing energy of 3.65 J. In contrast, the Kevlar 29 plain weave structure withstands a slash resistance force of 67 N, while the Kevlar 29-carbon plain weave displays a slash resistance of 62.97 N. The correlation coefficients between various variables linked to fabric-slashing resistance force unveil a strong, positive, and highly interrelated association for the majority of factors investigated. These factors encompass yarn-cutting force, yarn pull-off force, fabric shear modulus, and fabric flexural rigidity. Additionally, there exists a positive correlation with the friction force between warp and weft.
Introduction
The research gap in the slashing mechanisms and behavior of high-performance fabrics lies in the limited understanding of the intricate relationships between fabric parameters and slash resistance, particularly in terms of the underlying mechanisms at play. There are specific industries and applications where slash-resistant fabrics are of particular importance, including law enforcement, military, security, and corrections. These fabrics are also widely utilized in manufacturing personal protective equipment for workers in industries such as glass handling, metalworking, and woodworking. Additionally, slash-resistant fabrics play a crucial role in the production of protective clothing for outdoor activities like hiking and camping. The slash mechanism refers to the process by which a sharp object cuts through a high-performance fabric, causing it to fail. Penetration scenarios into a textile material involve cutting with a sharp blade, stabbing with a knife or spike, and slashing with a sharp blade (knife) at high speed. Fabric resistance force in each case depends on factors such as blade sharpness, blade speed of penetration, and the construction of the textile. 1 Investigating this mechanism entails analyzing fabric properties, the characteristics of the sharp object, and the conditions under which cutting occurs. The penetration resistance of woven fabrics is enhanced by utilizing metal threads in the fabric structure. 2 The penetration of the punching tool depends on the friction of the object, spile, or knife on the fabric. 3
Common high-performance fabrics susceptible to slashing include Kevlar, Dyneema, Spectra, Vectran, and Carbon Fibers. These fabrics find applications in critical areas such as bulletproof vests, protective gear for extreme sports, and aerospace components. 4
Slashing can compromise the integrity of these fabrics, diminishing their effectiveness in intended applications. Therefore, it is crucial to investigate the slashing mechanism of these fabrics and develop strategies to mitigate its effects.
Knife crime remains a global issue, involving different techniques such as knife punching and knife slashing. Knife punching entails driving the blade straight into the target, while knife slashing involves a circular motion, using the blade’s point to strike. Both mechanisms can be effective, depending on the situation and target. Knife slashing employs a thrusting motion, driving the blade directly into the target, while knife punching uses a punching motion, using the blade’s edge to cut through the skin and tissues. 5 While a stab cut is often used as a generic term for any cut made with a sharp implement, it specifically refers to a penetrative thrust. Conversely, there is a slash cut, caused by a swinging action with a sharp implement. 6 Anecdotally, slash cuts may be more common than stab cuts, but there has been limited research conducted in this area. One study explored slash cuts and the correlation between the sharpness of an implement and its corresponding damage. 7 The authors demonstrated a correlation between sharpness and the resulting damage. Another study revealed that the forces generated by volunteers in mild, moderate, and severe slashing tests were significantly greater than those required for skin penetration. 8
Knife punching and slashing represent two different ways of using a knife. Knife punching involves driving the blade straight into the target, while knife slashing involves a more circular motion, using the point of the blade to strike the target. Both knife-slashing and knife-punching mechanisms can be effective, depending on the situation and the target. Knife slashing entails driving the blade directly into the target with a thrusting motion, using the point of the blade to penetrate the skin and underlying tissues. Knife slashing, on the other hand, involves striking the target with a punching motion, using the edge of the blade to cut through the skin and tissues.9 –11 Slash-resistant armor, in contrast, need not be bulky or stiff. 12 It can be more flexible and lighter, as the maximum load exerted by a slash is approximately 25% of the loads measured in stab attacks. 8 Studies show that the maximum energy produced could reach up to 115 J for an overarm slashing action and 64 J for an underarm slashing action.13 –15 To measure slash resistance, various methods are employed. The Home Office Scientific Development Branch (HOSDB) released a standard, HOSDB slash-resistant standard for the UK Police (2006), which describes a test method for measuring slash resistance. 16 To pass the specification, the test specimen placed on the force table should have no penetration at an average of 80 N force and a minimum of 60 N force. There are several apparatuses developed to measure the cutting resistance of fabrics. Common methods for measuring slash resistance include ASTM F2992-15, ASTM WK65237 test method, ISO 13997:1999 test method, and EN 388:2016 test method. Other test methods for measuring slash resistance also exist.17 –19 To enhance the resistance of high-performance fabric to slashing, several factors can be adjusted, including the type of fiber used, yarn construction, fabric design, and finishing. The type of fiber used has a significant impact on the fabric’s resistance to slashing. High-performance fibers, such as aramid fibers, can improve resistance. Additionally, using twisted or multi-ply yarns can increase the fabric’s strength and resistance to slashing.
In this work, we conducted an intensive investigation into the relationship between the slash resistance of high-performance fabric parameters and fabric slashing resistance force. Various fibers were tested, including carbon, Kevlar 129, Kevlar 29, and high-tenacity polyester multi-ply yarn in the forms of several designed fabrics. The influence of different yarns and fabric properties was analyzed, revealing a significant impact of these factors. While existing literature may acknowledge the importance of fabric properties in slash resistance, there is often a lack of in-depth exploration into the specific mechanisms governing this interaction. The novelty of our research lies in proposing a comprehensive mechanism of slash resistance, shedding light on how various fabric parameters such as yarn-cutting force, yarn pull-off force, fabric shear modulus, and fabric flexural rigidity collectively contribute to the fabric’s ability to resist slashing. By establishing a more detailed and nuanced understanding of these mechanisms, our study aims to bridge the existing gap in knowledge and provide a foundation for further advancements in the design and improvement of high-performance fabrics with enhanced slash resistance. Proposing a novel mechanism that explains how specific fabric parameters contribute to enhanced slash resistance. By addressing this gap, our research aims to contribute significantly to the field, providing valuable insights that can inform the design and improvement of fabrics with superior slash resistance properties.
Material and methods
Materials
In this study, various types of high-performance yarns were utilized, and their specifications are presented in Table 1. The evaluated yarns include a commercially available fiber composed of carbon, carbon/Kevlar, and Kevlar, along with high-tenacity polyester cord yarns. Table 2 provides the mechanical and physical characteristics of the examined samples.
The specifications of the yarns used for the research work (ASTM D 2256-02).

CV.
Fabric’s specifications.

Setup for measuring the slashing force
To measure the slashing force, we modified our setup used for measuring fabric cutting force. 20 This modification allows us to measure the fabric-slashing force effectively. The setup ensures that the blade can slash the fabric fixed in the fabric holder at a predetermined velocity. Figure 1(a) and (b) illustrate the forces acting on the fabric during two positions (I and II) of the slashing process.

(a, b) The forces acting on the fabric during slashing and the designed setup: (a) forces acting on the fabric during slashing the fabric and (b) the designed slashing setup.
The apparatus design was adapted to meet the requirements for measuring the slashing force of the fabric. Figure 1(b) illustrates the main elements of the setup. The carriage’s movement activates a force cell that measures the slashing force as the blade slashes the sample. At the start of the test, the blade travels in a circular path at a speed of 100 mm/s, slashing the fabric as it pushes into it. The blade moves through the fabric and then retracts after completing the slash. The RPM of the blade holder was adjusted using the variable-speed motor capable of achieving a slashing speed of up to 250 mm/s. The slashing force is recorded, and both the maximum slashing force and the slashing energy can be calculated. Five samples were tested for each type of fabric.
Results and discussion
Slashing mechanism of textile fabrics
There is a difference between slashing and stabbing. Stabbing involves a direct, forceful thrust of a pointed object into the body, while slashing involves a sweeping or slicing motion with a sharp object across the body’s surface. Both stabbing and slashing attacks can be deadly, but the severity and type of injury may differ depending on the weapon used and the location of the attack.
Stabbing involves the use of a pointed weapon, such as a knife, to penetrate the skin and underlying tissues. This can result in deep wounds that may damage internal organs or cause severe bleeding. Stabbing attacks are more likely to cause fatal injuries when they target vital organs, such as the heart, lungs, or major blood vessels.
In contrast, slashing involves the use of a sharp-edged weapon, such as a sword or machete, to cut the skin and underlying tissues. This can result in lacerations or cuts that may bleed heavily but are less likely to penetrate deeply into the body. Slashing attacks are more likely to cause fatal injuries when they target areas with major blood vessels or when they sever important structures, such as tendons or nerves. 21
During slashing, the fabric experiences several forces that can affect its structure and properties. These forces include:
Tensile forces: When the blade of a sharp object, such as a knife or sword, is drawn across the fabric, it applies a tensile force that stretches and pulls the fibers apart. This can cause the fabric to weaken and fray along the cut edges.
Shear forces: As the blade moves across the fabric, it also creates shear forces that cause the fibers to twist and bend. This can result in a jagged or uneven cut edge, which may be more prone to fraying and unraveling.
Compression forces: When the blade presses down on the fabric, it can also create compression forces that compact and flatten the fibers. This can affect the texture and appearance of the fabric and may also make it more difficult to sew or manipulate.
Overall, the combination of these forces can significantly impact the quality and durability of the fabric, as well as its ability to resist wear and tear over time. Studying applicable cutting techniques and tools is crucial to minimizing damage to the fabric during slashing. It’s also important to handle the cut edges carefully to prevent further raveling or separating. 22
Due to the complexity of both the slashing process and fabric architectures, the penetration of knives or other edged weapons through the fabric is a complex and inherently variable event. Consequently, the mechanisms that govern and influence the performance of a given system are typically considered specific to that particular knife and fabric combination. However, the mechanical behavior of a stab-resistant woven fabric is driven by the microscopic kinematics of its constituents, and structure failures usually originate from local yielding and fracture. 23 Figure 2(a) illustrates the penetration sequence of the slashing element in the fabric, indicating that the path of the blade inside the fabric starts by pressing the fabric to attempt penetration at the tip of the blade. This is resisted by the fabric’s stiffness, followed by the tip penetrating, and pushing the yarns, controlled by the shear modulus of the fabric. The continuous movement of the blade inside the fabric encounters resistance from the friction between the warp and weft yarns until the fabric jams in the blade’s path. If the cutting force of the contacted yarn with the edge of the blade reaches its intrinsic value, the first yarn will be cut. With the continuation of the blade movement, it starts to cut the next one until it moves outside the fabric. As the slashing element penetrates the point where the yarns resisting its progress meet, the mechanical properties of the fabric in the slashed area come under stress. Figure 2(a) depicts the steps of the knife puncturing the fabric, and the length of the knife path determines the number of yarns cut. Figure 2(b) shows that the movement of the yarns is a function of the fabric design.

(a, b) Mechanism of the slashing of fabric.
External forces involved in slashing resistance
The forces acting on the blade during the slashing process are depicted in Figure 3. All components of the forces and moments have instantaneous values that change with the depth of blade penetration and its forward movement. Figure 3 illustrates the force analysis of the yarn with both ends fixed in the cutting steady-state, where the yarn is cut by the blade with a normal load. In the case of continuous blade slashing, the yarn is obliquely cut.

The forces acting on the blade during the slashing process.
During normal cutting, that is, when the angle θ = 0, the value of N equals T, and M equals 0 (normal cutting). However, when the blade is inclined, a component of the forces pushes the yarn to slide along the blade edge. The physical properties of the fabric and its design play a role in determining the relative position of the yarns on the edge of the blade. For example, a low value of friction between the warp and weft yarns results in low slash resistance until the yarns are jammed. The higher the fabric stiffness, the higher the value of M, leading to increased slashing resistance. Consequently, the value of the resistance slashing force is expected to vary during the slashing duration.
The measurement of the slashing force-time diagram during the full penetration cycle of the blade is presented in Figure 4.
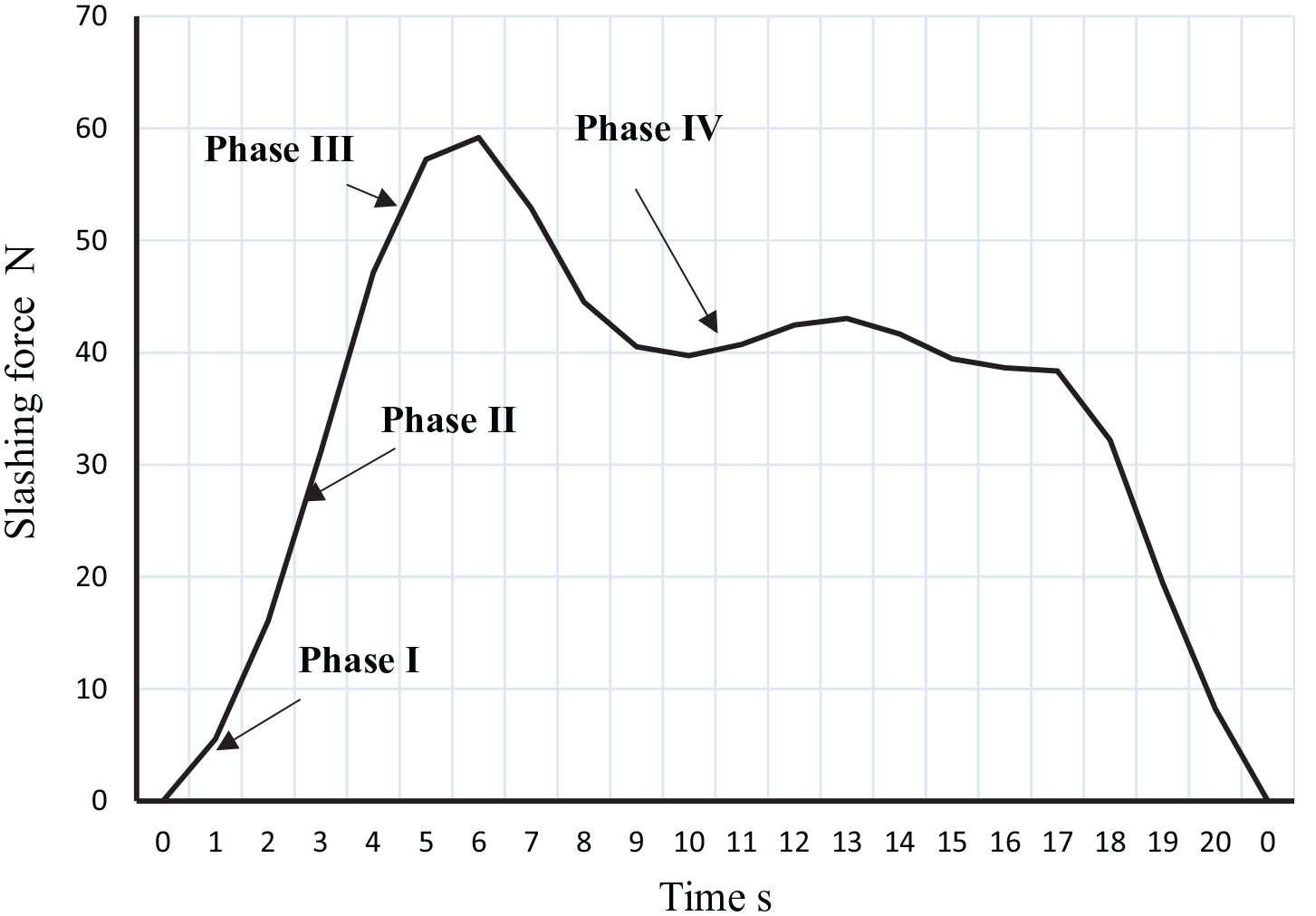
The slashing force versus the time.
The phases of slashing can be divided into four stages:
Figure 4 shows the different stages of the value of slashing force during the penetration of the blade. However, the time taken in each phase will differ according to the type of fabric material, specifications, and cutting and shear properties.
Analysis of the results
Comparison of slashing force among different fabric samples
Figure 5 displays the slashing force-time curves for one layer of various samples. The analysis of the results reveals that the duration of each phase is influenced by factors such as blade design, material type, and fabric specifications. The fabric made of Kevlar 129 exhibits the highest slashing force, indicating a tight fabric in Phases II and III, each lasting a very short time. In contrast, Kevlar 29 shows lower resistance to slashing due to differences in the mechanical properties of the fibers and yarn-cutting force (see Table 3).

Slashing force-time diagram.
The values of the max. slashing force, slashing energy, and the yarn-cutting force for the different samples.

Spun Kevlar demonstrates less slashing resistance than continuous filament Kevlar, attributed to the lower yarn cutting force. However, Phase II takes a longer time due to the higher friction coefficient between the warp and weft yarns. The design of stab-resistant fabric can be enhanced to improve protection against slashing attacks by considering various factors.
Firstly, the choice of materials in the armor significantly influences its effectiveness. Materials with high tensile strength and toughness, such as aramid fibers, provide better protection against slashing attacks. Carbon fabrics exhibit lower stab resistance than Kevlar fabrics due to a lower cutting force. Table 3 provides the values for the maximum slashing force and slashing energy of the different samples. Utilizing a blend of Kevlar and carbon yarns enhances the slashing resistance of the fabric.
Based on the above analysis, the cutting energy of the fabric during slashing is contingent on several factors. To enhance fabric performance, it is essential to have control over one of its primary energy absorption mechanisms: inter-yarn friction. In addition to fiber properties, the structure of woven fabric also imparts energy absorption properties, typically derived from the weave architecture, yarn crimp, and interfacial interactions between constituent fibers and tows.24,25
The comparison indicates that the Kevlar 129 plain weave exhibited the highest resistance, with a force of 100.37 N and a fabric slashing energy of 3.65 J. The Kevlar 29 plain weave structure withstood a slash resistance force of 67 N, while the Kevlar 29-carbon plain weave showed a slash resistance of 62.97 N, Figure 6(a). Aside from Kevlar fabric, the results of the slash tests (refer to Table 3) reveal a minimum failure force of 1.33 N for carbon Twill weave. The slashing energy of the fabric made of Kevlar 129 has the highest value, whereas fabrics made of carbon fibers require less slashing energy, as shown in Figure 6(b).

Slashing force and energy for different samples: (a) Max. slashing force and (b) slashing energy.
The textile damage under stabbing resistance
If the fabric’s stabbing resistance energy needs augmentation, it is essential to analyze and interpret how the blade’s slicing causes fabric damage. Distinguishing between damage caused by cutting and tearing is crucial, as damage caused by the edge of the blade, or its body would not yield the same appearance as a cut. Additionally, the cutting behavior of the yarns may involve clear-cutting or splitting of the filaments before being cut. Besides the expected fibrillation, microfilaments of material can be pulled from the core of the filament, indicating a significant amount of lateral interaction between the microfilaments. In the case of spun yarns, the cut will be clear for part of the fibers, while others will be pulled out. For Kevlar yarns, the cut may not be clear, and split microfilaments may be noticed, while for carbon yarns, the yarn cut may result in an irregular edge.
The potential analysis of causes of damage to the fabric includes:
The shape of the stabbed cut
The depth of the starting point and the stabbing action
The directional change of the yarn layout
The shape of the cut edge of the yarn layout
The shape of the yarn cross-section
Changes to the fabric’s design and specifications can be made in each scenario to increase the slash energy of the material. Figure 7(a) provides the shapes of the yarn cut for different fibers, while Figure 7(b) outlines the various shapes of both fabric and yarn edge cuts after stabbing. Yarn cuts may be classified as clear-cut, irregular cut, pull-out short fibers, partial cut, and pull-out short fibers, or splitting of microfilament. The shape and dimensions of the fabric cut depend on the cut resistance of the fabric and its stiffness. Cut resistance is influenced by factors such as fabric composition, thickness, and weave structure. Kevlar enhances fabric resistance to cutting. When a knife stabs a fabric, the cut resistance of the fabric plays a crucial role in determining the extent of the cut. Fabrics with higher cut resistance will offer more resistance to the knife, potentially resulting in a smaller cut or preventing complete penetration. Stiffness is influenced by factors such as fabric mechanical properties, thickness, and finishing treatments. The stiffness of a fabric can affects the shape and dimensions of the cut resulting from a sharp blade stabbing. A stiffer fabric may resist deformation more, causing the blade to encounter greater resistance and potentially resulting in a more controlled or localized cut. This was evident when comparing samples of Kevlar 129, Kevlar 29, and Carbon.
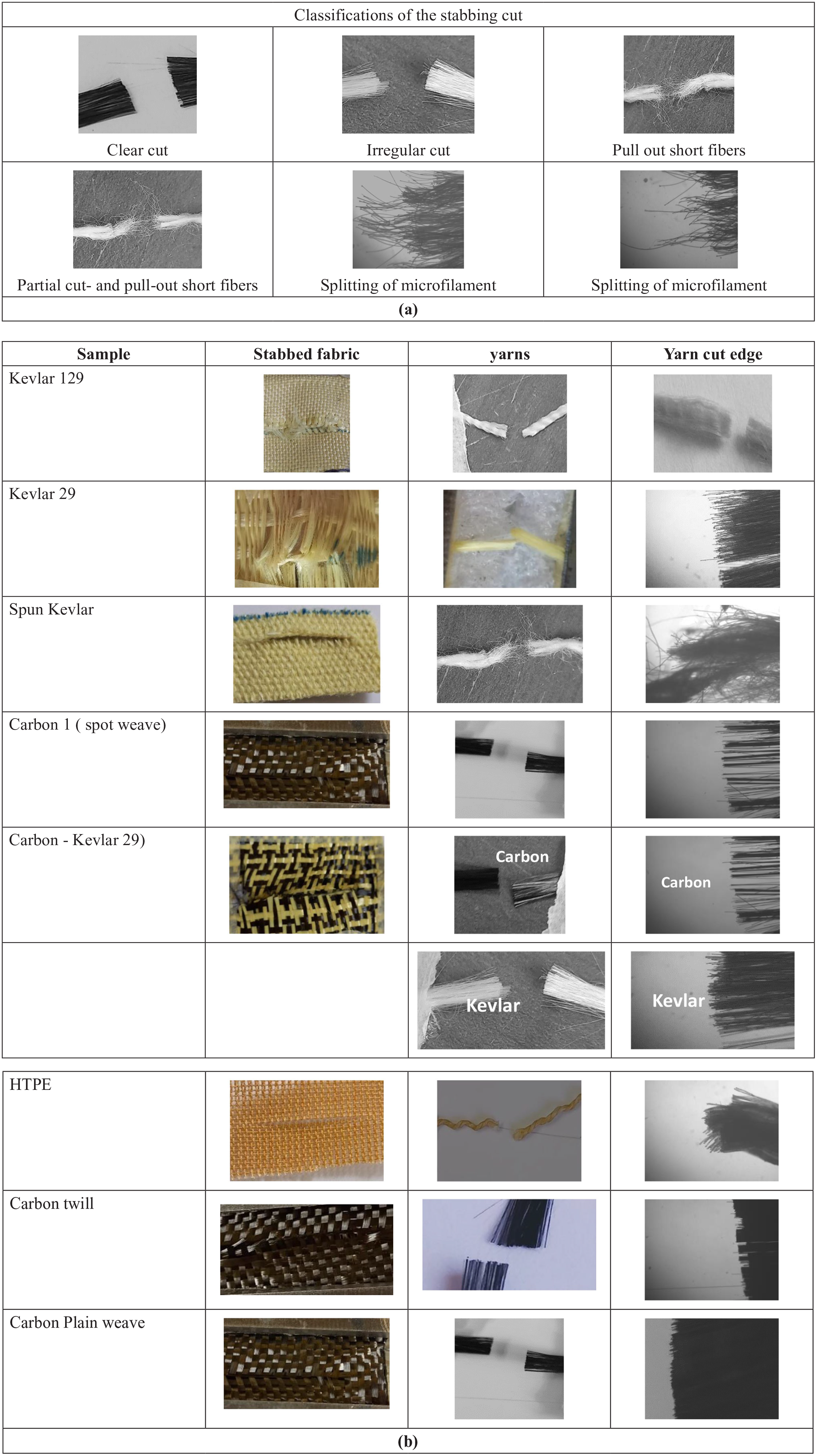
(a, b) Classifications of the cut yarn edge shapes after fabric slashing.
Analysis of the factors affecting the slashing force
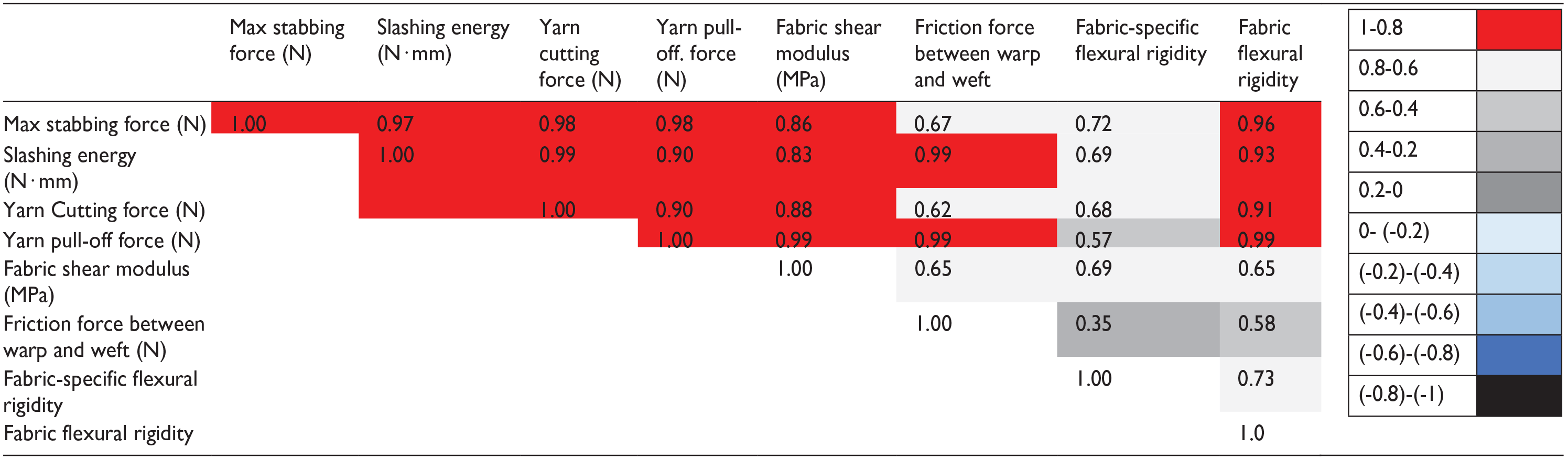
The correlation matrix in Table 4 presents the correlation coefficients between various variables related to fabric slashing resistance force. It indicates a strong, positive, and very highly correlated relationship for most of the studied variables: yarn-cutting force, yarn pull-off force, fabric shear modulus, and fabric flexural rigidity. Additionally, the variable friction force between warp and weft is positively correlated.
Correlation matrix of the max. slashing force and the different variables.

Yarn pull-out force
The mechanism of slashing the fabric with a knife, as illustrated in Figure 2(a), indicates that the knife blade will not be able to cut the yarn unless it is fixed in its position; instead, it will pull the yarn through the fabric. Consequently, the higher the yarn-pulling force, the greater the resistance to the penetration of the knife into the fabric. 26 Due to the bending resistance of the yarns comprising the fabric, the yarn exerts pressure at the crossover joints, generating frictional resistance against being pulled out or moved under the pushing force of the penetrated blade.
When slipping occurs, depending on the fabric’s specifications and the length of the pulled yarn, the fabric may jam in the structure in the area of blade penetration. As a result, there is a relationship between the pulling force and the shear modulus, with the number of intersections and fabric tightness found to be positively correlated. Fabric designs with longer yarn floats exhibit higher fabric shear properties than fabric designs with shorter yarn floats. 27
The coefficient of friction between warp and weft yarns plays a role in determining the value of yarn pulling force, while fabric shear generally depends on fiber modulus, yarn linear density, fabric density, fabric interlacement, and yarn or fabric surface finish. In our investigation, carbon fibers and Kevlar yarn have different coefficients of friction, affecting the value of the maximum yarn-pulling force. Figure 8 illustrates the pulling force of one yarn for different tested samples, revealing that carbon fabrics, whether plain or twill, have lower values than Kevlar fabrics. The use of Kevlar 129 results in higher values of the yarn-pulling force compared to Kevlar 29.

Single yarn pull-out force-time curves for different samples.
Moreover, the structure of the weave influences the yarn-pulling force. A new weave factor (NPR) for estimating slippage resistance has been proposed. 28 This weave factor better describes the influence of the weave on yarn slippage and has a value depending on the weave design. For instance, the value of NPR for a plain weave is 1, while for twill 2/2, it is 0.5. This explains why the pull-off value for plain carbon fabric is higher than that of twill 2/2 and spot fabric. In a twill fabric structure, the yarn-pulling force is half that of a plain weave.
Another factor affecting the yarn pull-out force is the fabric shear modulus. The yarn-pulling force also depends on the friction between the yarns, as shown in Figure 9. The length of the fabric cut is constant for all test samples, as is the slashing speed. However, the time to complete the slashing varies depending on the slashing mechanism explained above. Fabrics with low friction between the yarns allow the blade to jam the yarns together early, resulting in the cutting of the bundle and the completion of slashing early.

Interrelation between the relation between yarn friction force and the yarn pullout force.
Fabric shear modulus
In the analysis of the stabbing mechanism, it was clarified that the fabric undergoes shearing upon the penetration of the blade tip attempting to traverse the fabric. Thus, the fabric shear modulus is expected to be positively correlated with the slashing force (r = 0.86). The fabric shear modulus is predominantly influenced by the weft density, with fabrics featuring higher picks/cm exhibiting greater resistance to the penetration of the blade, especially when multiple layers are used. 27 The shear modulus increases as the friction between the yarns is higher. The Kevlar 129 fabric boasts the highest value for both yarn friction force and yarn pull-off force, which is reflected in its slashing force. 29 Figure 10 illustrates the relationship between the maximum slashing force and fabric shear modulus.

Maximum slashing force versus fabric shear modulus.
The shear modulus is a measure of a material’s resistance to deformation under shear stress, while fabric stiffness gauges the force required to bend or fold a fabric. These two properties are interconnected, with a higher shear modulus generally leading to a stiffer fabric. In general, the tighter the weave, the higher the shear modulus and stiffness. This is because a tight weave results in more interlocking fibers, creating a stronger and stiffer fabric. Conversely, loose weaves tend to exhibit lower shear modulus and stiffness due to the fibers having more freedom to move around, impacting the stabbing mechanism with the explanation provided above. The weave pattern of the fabric allows it to deform through the in-plane shear mechanism. The arrangement of tows in the fabric structure, known as the weave architecture, can deform the fabric under the slashing force of the blade due to the in-plane shear mechanism. Low in-plane shear deformation results in high fabric resistance to the blade’s passage and a high fabric shear modulus.30,31
The maximum slashing force appears to be highly influenced by the fabric shear modulus. Consequently, stiffer fabrics seem to resist slashing better. Fabric straining is the primary mechanism for energy absorption in slashing fabrics during blade penetration. On the other hand, a stronger yarn can absorb more deformational energy. The tensile modulus of Kevlar 129 is much higher than that of Kevlar 29; thus, the shear modulus is also higher, resulting in an expected higher slashing force. 32
Yarn Cutting Force
Following the analysis of the stabbing mechanism, the blade initiates the cutting of the fabric’s yarns in phase IV, where the maximum slashing force appears to be highly correlated (r = 0.98). Figure 11 depicts the maximum stabbing force as a function of the yarn-cutting force for various samples.
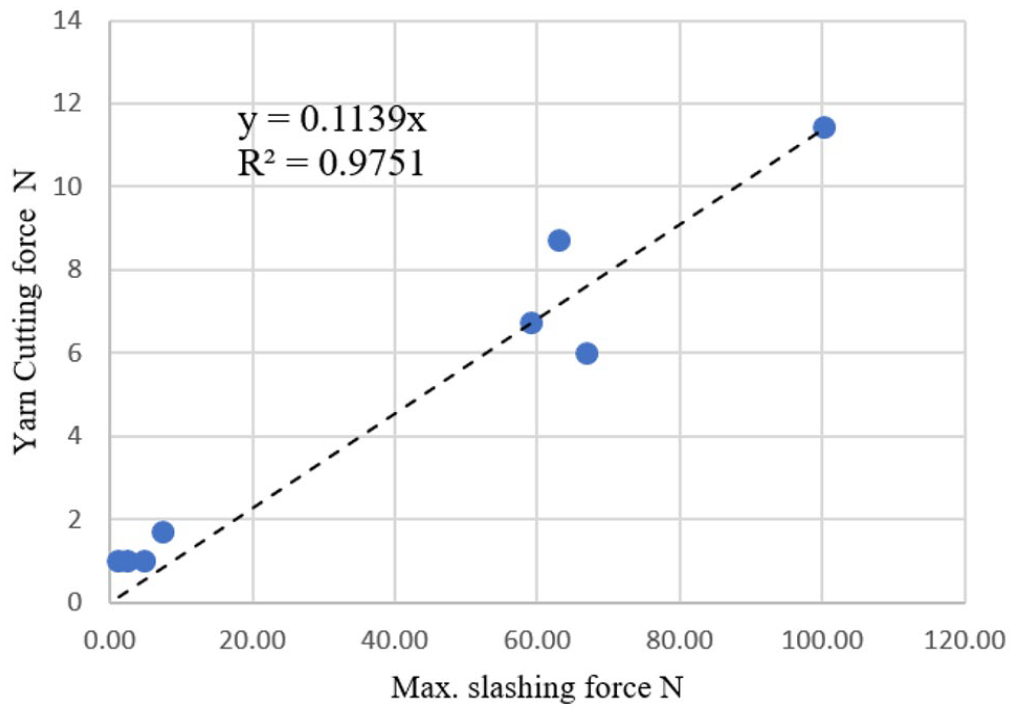
Yarn cutting force versus max slashing force.
The value of the cutting force is significantly influenced by the normal force, cutting angle, and cutting velocity. The cutting force test demonstrated a gradual increase as the blade moved through the yarn, followed by a rapid drop when most of the yarn body failed. The calculated specific cutting resistance force for each type of yarn, considering the different thicknesses of the yarns, revealed that Kevlar 129 and Kevlar 29 multifilament filament required the highest specific cutting force, while carbon required the lowest, despite their high strength and modulus. This finding also indicated distinct fracture characteristics for different types of organic fibers. 33
The analysis showed that carbon fibers tend to break even with a small amount of bending during cutting, ultimately reducing their cutting force. Consequently, carbon fibers exhibit a lower specific cutting force compared to other materials. 34 Figure 12 illustrates the starting cutting positions of different fabrics, which depend on all studied parameters of both yarn material and fabric parameters.
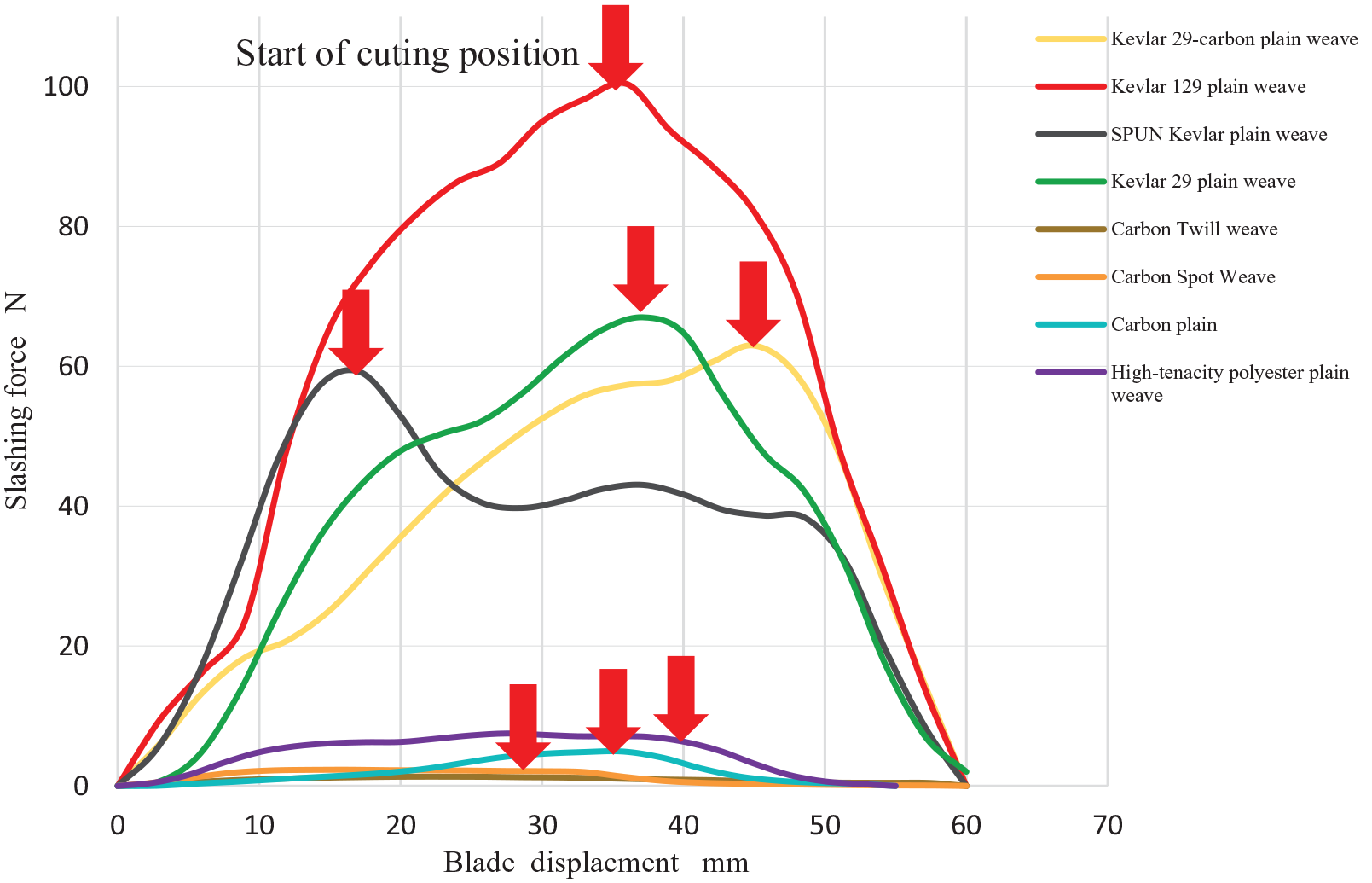
The slashing force-displacement diagram of the different fabrics.
Fabric slashing energy
The slashing resistance energy of the fabric Es consists of several components all are functions of the slashing time.

Figure 13 shows the ranking of the sample according to the slashing resistance energy. The slashing energy allows the blade to penetrate the fabric and perform a particular cut length and a maximum depth of mm depending on all the above-studied parameters of the fabric. The results show the ranking of the different samples. Kevlar 129 has the highest resisting specific slashing energy. All carbon samples have low slashing energy.
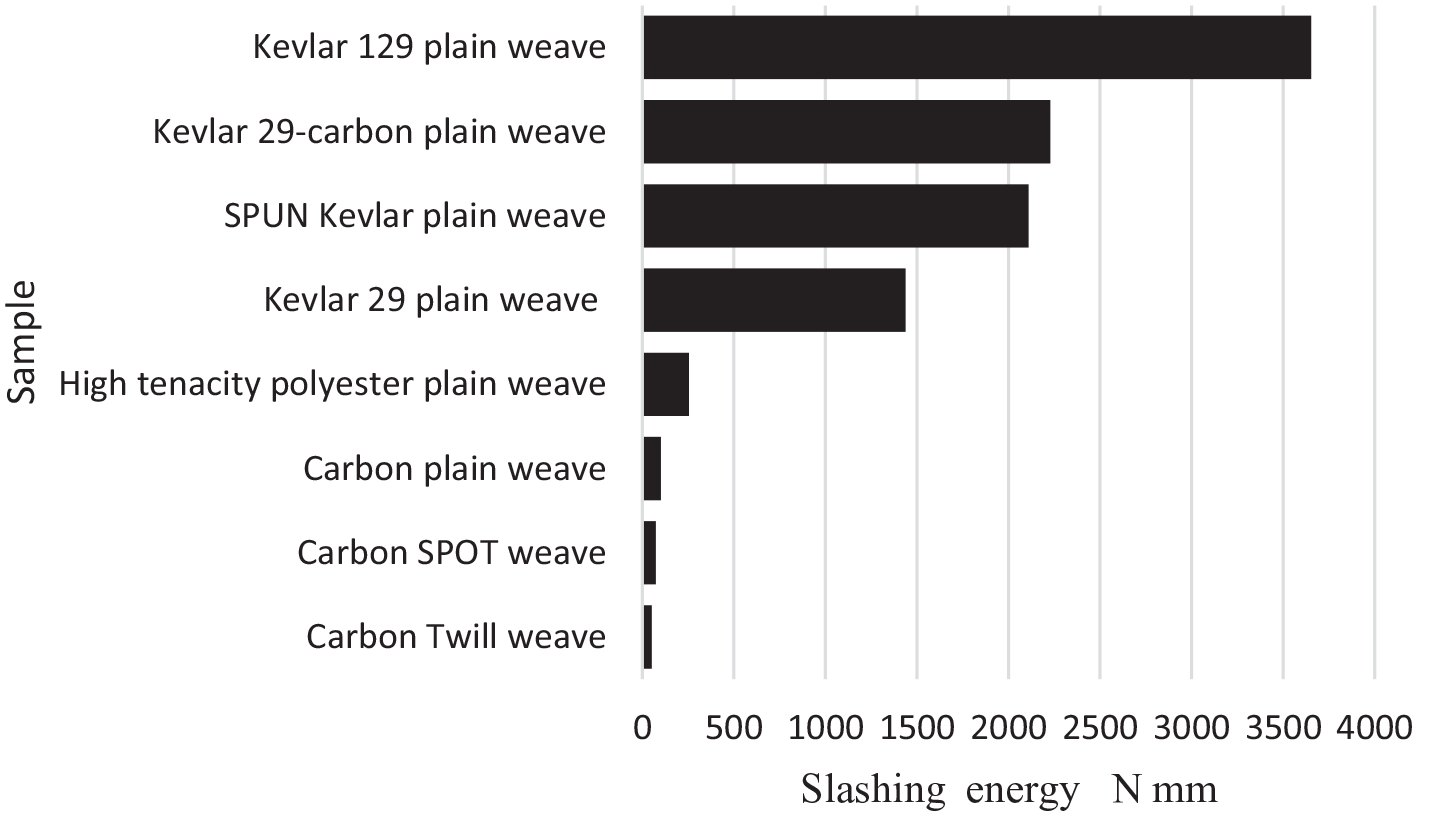
Ranking of the sample according to the slashing resistance energy.
Inter-yarn coefficient of friction stands out as one of the most influential factors in enhancing both impact performance and the energy absorption capacity of fabrics during slashing. This is attributed to effective yarn interlocking, necessitating more energy for yarn pullout. The close interlocking of warp and weft delays fabric yarn breakage, thereby enhancing the fabric’s energy-absorbing potential, as depicted in Figure 14. Additionally, Figure 15 illustrates the relationship between slashing energy and yarn pullout force.

Slashing energy versus friction force between weft and warp yarns.

Slashing energy versus the yarn pullout force of weft and warp yarns.
All factors affecting fabric slash resistance force are manifested in the fabric’s resistance to slashing energy.
The primary observations regarding neat fabric failure against blade penetration include partial yarn cutting, yarn-to-yarn sliding, and a lack of fiber hold. These phenomena can be explained by the fabric’s open structure, absence of fiber-binding forces, and insufficient warp-weft friction.
To enhance the textile stabbing energy resistance (Es) component, considerations should be given to fabric bending, fabric shearing, and other design parameters, which are, however, constrained by known commercial fabrics. Yarn strength and modulus variations, determined by chemical molecular structure, significantly impact the force required to cut the textile. The fabric must fail due to each yarn being cut in one or fewer stages, without yarn slippage. This could be associated with increased friction and the effective distribution of the blade load to nearby yarns.25,35
Conclusion
In conclusion, various factors influence knife stabbing energy and its effects on fabric. These factors include:
The choice of the type of fiber significantly affects the fabric’s response to knife-stabbing energy. Fabrics made from high-strength fibers, such as Kevlar 129, offer superior protection against knife stabs.
The weave structure plays a crucial role in determining a fabric’s overall strength and resistance to cutting. Dense and tightly woven fabrics, like plain weaves, exhibit better resistance to knife-stabbing energy than loose or open weaves.
The stiffness of a fabric influences its response to knife-stabbing energy. Stiffer fabrics provide greater resistance to deformation, limiting the extent of the cut, while more flexible fabrics allow for easier knife penetration, potentially resulting in larger or less controlled cuts.
The correlation coefficients among different variables associated with fabric-slashing resistance force reveal a robust, positive, and highly correlated relationship for the majority of examined factors, including yarn-cutting force, yarn pull-off force, fabric shear modulus, and fabric flexural rigidity. Furthermore, there is a positive correlation with the friction force between warp and weft.
Understanding these factors is crucial for designing fabrics with desired properties, especially for applications where resistance to sharp blade-stabbing energy is essential.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.