
Abstract
The increasing concern about the environment has enhanced the utilization of sustainable products in every field of life, from common household items to fabrics. Although cotton is a plant-based fiber, its cultivation requires large amounts of water and pesticides. Therefore, the future of product development demands environmental friendliness. To overcome the problems of cotton related to the environment, a novel sustainable fabric was developed by using Tencel and jute fiber for the apparel industry to reduce the usage of cotton. In this current study, six blended yarns of two counts (10 & 20 Ne) of Tencel and jute (90:10, 80:20, and 70:30) were developed by ring spinning to weave fabric in two weave designs (Plain & Twill). These developed fabrics were assessed for mechanical, comfort, and hand properties. The results revealed that the blended fabric with a high content of Tencel is good in terms of mechanical, comfort, and hand properties, except for stiffness, pilling resistance, resilience, and drapeability. Additionally, fabric woven with a fine yarn count is also good in the above-stated properties, except for stiffness, resilience, and wrinkle recovery. However, fabrics woven with a twill weave design have good comfort and hand properties, except for smoothness and drapability. On the other hand, fabric with a plain weave design is good in terms of mechanical properties, except for tear strength. The comparison of TJ blended fabric with PC blended fabric shows that the tensile strength, air permeability and OMMC of JT blended fabric is 8.31%, 96%, and 29.46% higher than PC blended fabric but tear strength is 99% less. Furthermore, statistical analysis was performed to check the effect of the input variables on the response factors, and it was found that the effect of yarn count on all output responses is statistically the most significant.
Introduction
The rapid growth of the population, improvement in living standards, swift changes in fashion trends, and the industrial revolution have increased the demand of global fiber consumption in the apparel and clothing industry. The global production of fibers in 2020 was approximately 111 MMT (million metric tons), and it is forecasted to jump to 145 MMT (million metric tons) by the end of 2030, with a growing percentage of 3.1 per year. 1 The share of cotton fiber is 80%–90% of natural fibers, 2 and according to projections, the size of the textile industry will expand by up to 30% by 2025. 3 Although cotton is a natural fiber of plant-based origin, but its cultivation has acute environmental impacts. 4 The production of one ton of cotton fiber consumes 5730 m3 of water and discharges 2 tons of carbon dioxide gas into the environment. 5 Only 2.4% of the total cultivable land is used for the growth of cotton, but it consumes 16%–25% of the global pesticides. 6 Cotton is the thirstiest crop that consumes >57% water of the agrarian segment. 7 This creates resource depletion and environmental problems. 8 Thus, some countries have reduced their cultivation areas by 10%. 9 Therefore, alternatives of cotton are the need of hour to fulfill industrial demands by mitigating the challenges of water scarcity and environment concerns.
Polyester is the most abundantly used synthetic fiber that is derived from petrochemicals. The share of polyester fiber consumption in the global market is nearly 52% owing to its low weight, high strength, resistance to shrinkage & wrinkling and softness. Toxic chemicals and high energy are used in the production of polyester which cause environmental issues along with global warming. 10 The life span of PET fiber is very high owing to its non-biodegradable nature, and it is turn out as deadly waste in the ocean and landfills. 11
Lyocell is a cellulosic fiber that belongs to the family of regenerated fibers. It is derived from the pulp of wood and sold under the trade name of Tencel by Lenzing. It is considered sustainable due to the recycling of processed solvents used during its manufacturing process. Higher moisture wicking, drape, luster, biodegradability, pleasant feeling of touch, and better sensorial comfort of Tencel made it a good choice as an alternative to cotton. 12 It also has higher strength than cotton and dimensional stability to withstand during the washing process. 13 Tencel is composed of rudimentary fibrils that are tailored parallel to the fiber axis, 14 and after hydration, they induce microfibrils of heterogeneous sizes that cause pill formation. 15 It has higher tenacity due to higher crystalline regions. 16
Jute is the second highest abundant cellulosic fiber next to cotton in the world by the rate of production. Jute is a plant fiber that is obtained from the plant’s bark and contains 58 to 63 percent cellulose, 20%–24% hemicellulose, 12%–15% lignin and the rest of the things are 0.2% pectin, 0.5% wax, 1.1% aqueous extract, 1.5% fats, and 10% water. Jute is a golden yellowish color natural fiber in which chains of cellulosic fibrils are bunch together with gummy lignin and hemicellulose from end to end in the stalk of the plant. 17 Although jute is more strong and less elastic as compared to cotton, 18 but the harsh feel, drape, stiffness, and dimensional stability are the few lapses of it. 17
Blending is a combining/mixing process of different fibers to form a new product (yarn) that has sequential properties of all constituent fibers. The purpose of blending is to enhance the properties of the end product by the synergistic effects of the components and recompense the poor qualities. 19 Different researchers used various types of fibers for blending to achieve the desired properties.
Aruchamya et al. 20 reported a study in which the blending of cotton and bamboo was done to check the impact of blend ratio on the comfort and thermal properties. In this study, they found that as the amount of bamboo fiber in the blended fabric increased, the thermal conductivity and resistance decreased, while the air and water vapor permeability increased.
Afroz and Islam 12 made different woven structures of fabric by using siro yarn of cotton and Tencel to study the mechanical properties. They found that the strength of 50: 50% Tencel -cotton siro spun fabric was higher than 100% cotton ring spun fabric. Badar et al. 14 also reported a study in which knitted fabric of Tencel, cotton, lycra, bamboo, and modal was used. A higher bursting strength was observed in the cotton and Tencel blended fabrics.
Vigneswaran et al. 21 reported a study in which the impact of the blend ratio of cotton & jute on the thermal conductivity of the knitted fabric was investigated. They used three variants of blends and found that with the upsurge of jute percentage the thermal conductivity decreases and vice versa. They reported that the thickness of the fabric and tightness factor also influence the thermal conductivity.
Saeed et al. 22 used knitted fabrics of various blended yarns and evaluate their comfort and thermal properties. Their findings revealed that a single jersey knitted fabric of micro polyester blended with Tencel gave the best results in liquid moisture management, permeability to air & water vapors, and thermal resistance.
Basit et al. 23 blended Tencel with different regenerated cellulosic fibers and compare its thermal and mechanical properties with pure cotton fabric to replace less sustainable cotton with suitable alternative fibers. In another study, Jabbar et al. 11 found that polylactic acid and Tencel blend can be a good alternative to polyester and cotton blends for summer wear applications.
Tausif et al. 24 reported a research in which they found viscose bamboo as a better surrogate to the cotton in PC blended fabrics in regards of mechanical and comfort aspects. They used open- end technique for the manufacturing of yarn and single jersey fabric was knitted by using weft knitting. The comparison of the polyester/bamboo blend with the polyester/cotton blend showed that the former has better mechanical properties and lower thermal resistance.
Several studies have been published on the blending of different fibers and their properties have been compared, but no study was found about the sustainable blending of Tencel and jute fibers. The aim of this present research is to examine blended woven fabrics manufactured from Tencel and jute blended yarns as a sustainable ecofriendly fabric due to less footprints. Tencel and jute fibers can be a good sustainable choice over cotton owing to their ecofriendly manufacturing process. In this research, woven fabrics of two weave designs (plain and twill) with two yarn counts (10 & 20 Ne) of different blend ratios of Tencel and jute were prepared, and the impact of the blend ratio, yarn count and weave design on the physical, mechanical, comfort, as well as hand properties was investigated.
Materials and methods
Materials
In the current research, two types of fibers, Tencel and jute, were used to manufacture yarns with three different blend ratios. The jute and Tencel fibers were sourced from local industry. The particulars of the fiber used are tabulated in Table 1.
Specifics of the reported fibers.

Methods
Production of yarn
Six specimens of two different yarn counts were prepared by using three distinct blend portions of Tencel and jute fibers. Blow room was used for the blending of the fibers and yarn was manufactured on the ring spun machine. The machines used for the spinning of the blended yarn are presented in Table 2.
Machines with manufacturer used for yarn production.

Fabric manufacturing and processing
The fabric manufacturing was done on a sample loom to produce woven fabrics. In the present study, three blend ratios of constitutional fibers were used to manufacture yarns of two counts that were weaved into two fabric designs. In this way, a total of 12 samples were manufactured to execute this research. The details of these samples are given in table no 3. The manufactured greige fabric was desized, scoured, and bleached before any characterization.
Testing
The pretreated samples of the woven fabric were characterized to evaluate their performance, comfort, and hand properties. 24 hours conditioning was done before the characterization. The tensile and tear strengths of the manufactured samples were determined by using testing methods ASTM D5035-11 and ASTM D1424-09(2013) respectively. Five samples in warp and weft directions were cut for every specimen. The sample size for tensile strength is 6 × 2 inches whereas for tear strength, the sample size is 100 x 63 mm. In tensile strength tester sample is placed between two jaws that stretch the fabric to measure its withstanding force against the stretch. In tear strength tester sample is fixed in the clamps of the sample holder, and a cut of 17 mm is placed to measure the propagation force through this cut. Martindale pilling tester was used to determine the rating of pilling on the produced woven specimens in accordance with the standard testing method of ASTM D4970-02. In this test method, two pieces of fabric in circular shape (38 & 160) mm from the same sample are rubbed against each other for a specific number of cycles to measure pilling propensity. Four readings were taken for each sample and the average is reported. The stiffness behavior of the blended woven fabrics was determined by using ASTM-D1388 testing method. In this test sample of 6x1 in is slided at an angle of 45 degree and length is measured. Five readings were taken for each sample in warp & weft direction, and the average is reported. The ASTM D737-04(2012) testing method was used to determine the air permeability of the produced samples on the M-021A tester by SDL Atlas, UK. In this test a sample is placed on the sample holder and air is passed through it to measure its permeability. Five readings were taken for each sample, and the average is reported. Liquid moisture management tester M-290 by SDL Atlas, UK, was used to determine the liquid moisture management of the produced samples according to the AATCC-195-2011 standard testing process. In this test, a sample is placed on the sample holder and liquid is placed on it to measure its different modules with the help of sensors. Thermal resistance tester M-259B by SDL Atlas, UK, was used to measure the samples’ thermal resistance according to the testing method ASTM D7024. In this test, a sample is mounted on the sample holder, and thermal resistance is measured through the sensors that sense the passage of heat from one side of the fabric to the other side. The sensorial or hand properties of woven samples were determined by using the standard testing method of ATTCC- TM-202 on the phabrometer. This instrument objectively figures out the sensorial properties by using nozzle extraction method. The details are described by a study reported by Iftikhar et al. 25 The details of characterizations along with standard test and measuring units are tabulated in Table 3.
Testing done with standards and measuring units.

Microscopic analysis
Tencel and jute blended yarns with three different blend ratios (90:10, 80:20, and 70:30) and two counts (10 & 20 Ne) are produced with the ring spinning technique. Then these spun yarns were woven into fabric on the sample weaving loom. Plain 1/1 & twill 3/1 weave patterns were used to manufacture the fabric. The construction specifications of the manufactured blended fabrics are shown in Table 4. An optical microscope was used to analyze the morphology of the developed fabrics and images are presented in Figure 1. The images of the produced fabrics clearly revealed that the yarn with higher percentage of jute has more hairiness on the surface. These microscopic images also distinctly present the weave design of the developed fabrics.
Design of experiment.

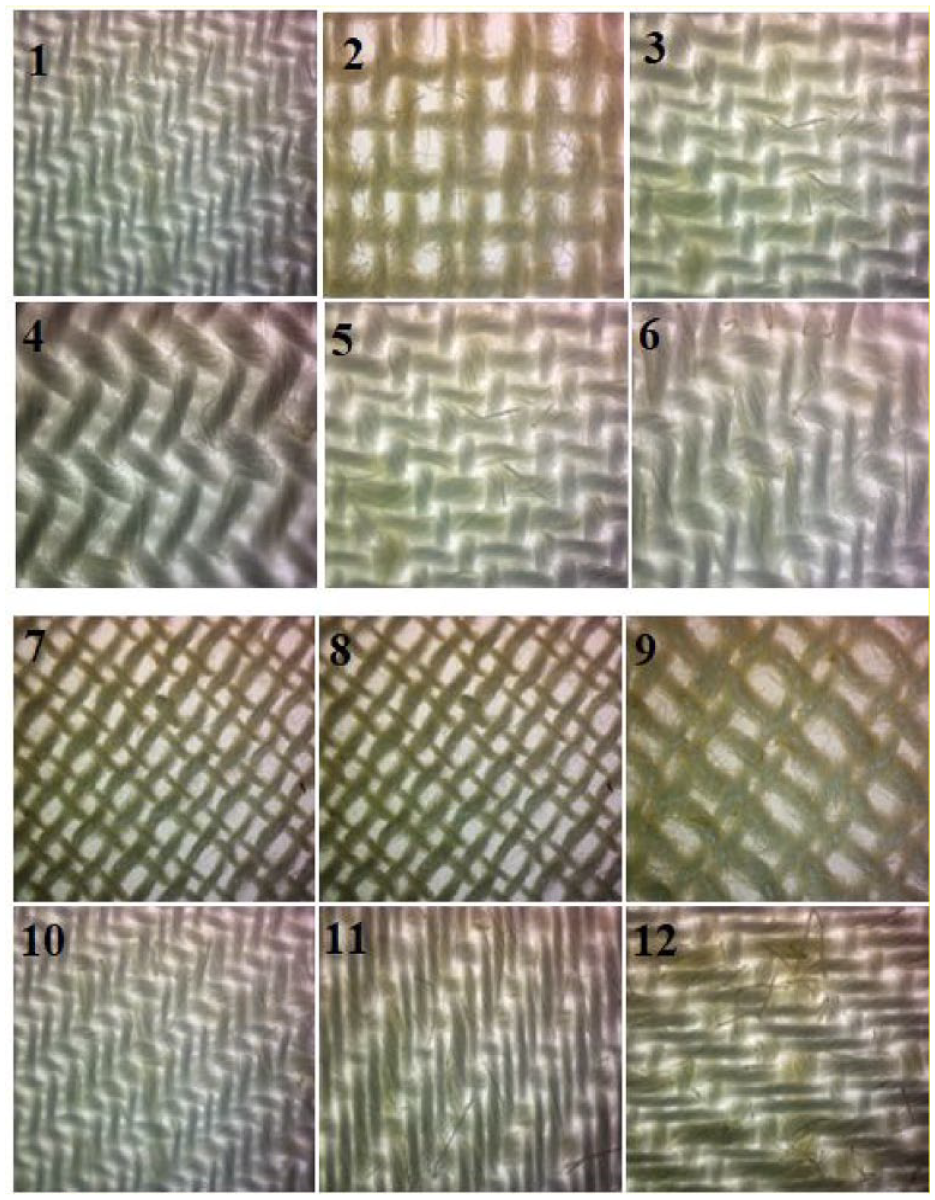
Optical microscopic images of the fabric.
Results and discussion
Tensile strength
Tensile strength is a crucial metric to describe the strength of the woven fabrics. It is a measure of the force or resistance that fabric can bear to reach the breaking point in response to elongation. It is dependent on a number of variables, including fabric weave pattern, count of the yarn, and fiber type, etc. 26 The results of tensile strength are depicted in Figure 2. This figure indicates that the value of strength decreases with the diminution of the Tencel fraction in the blended yarn of the fabric. This may be due to Tencel fibers having higher crystallinity and tenacity as well as being pure regenerated cellulosic fiber, as opposed to jute, which retains certain impurities like lignin along with cellulose that reduces inter-fiber bonding. 27 The figure also shows that plain woven fabric has better tensile strength than twill woven fabric owing to the higher number of interlacements of yarn that resist the slippage and breaking of the yarns in the fabric. 28 The graph also depicts that the tensile strength of the fabric woven from fine yarn is higher than that of fabric woven from coarser yarn. It may be due to the presence of large number of fibers in the cross section of fine yarn that ultimately enhance the strength of the constituent yarn & fabric. 29

Tensile strength of the blended yarn fabric.
Tear strength
Tear strength is an important property of the fabric that describes its resistance against tearing. It is used to describe the serviceability of the fabric. Figure 3 shows the graph of the tear strength and the findings of end results depicted that the reduction of the Tencel portion in the blend decreases the tear strength of the fabric. It may be owing to the greater strength and smooth surface of the Tencel fibers that cause slippage of the yarn during the application of tearing load, coupled with the weak inter-fiber bonding in jute. 30 The structure of the fabric also influences the tearing behavior of the woven fabrics. It is evident from the figure that the tear strength of the twill woven fabrics is higher than the fabrics of plain weave. The possible explanation is that the interlacing of warp and weft yarns is low in 3/1 twill weave design and yarns can easily move to resist the applied force. 31 Figure 3 also depicts that the tear strength of fine yarn woven fabric is higher than coarser yarn woven fabric. It could be due to the presence of large number of fibers in cross section of fine yarn that improve the strength of the yarn and eventually foster the strength of the fabric. 29
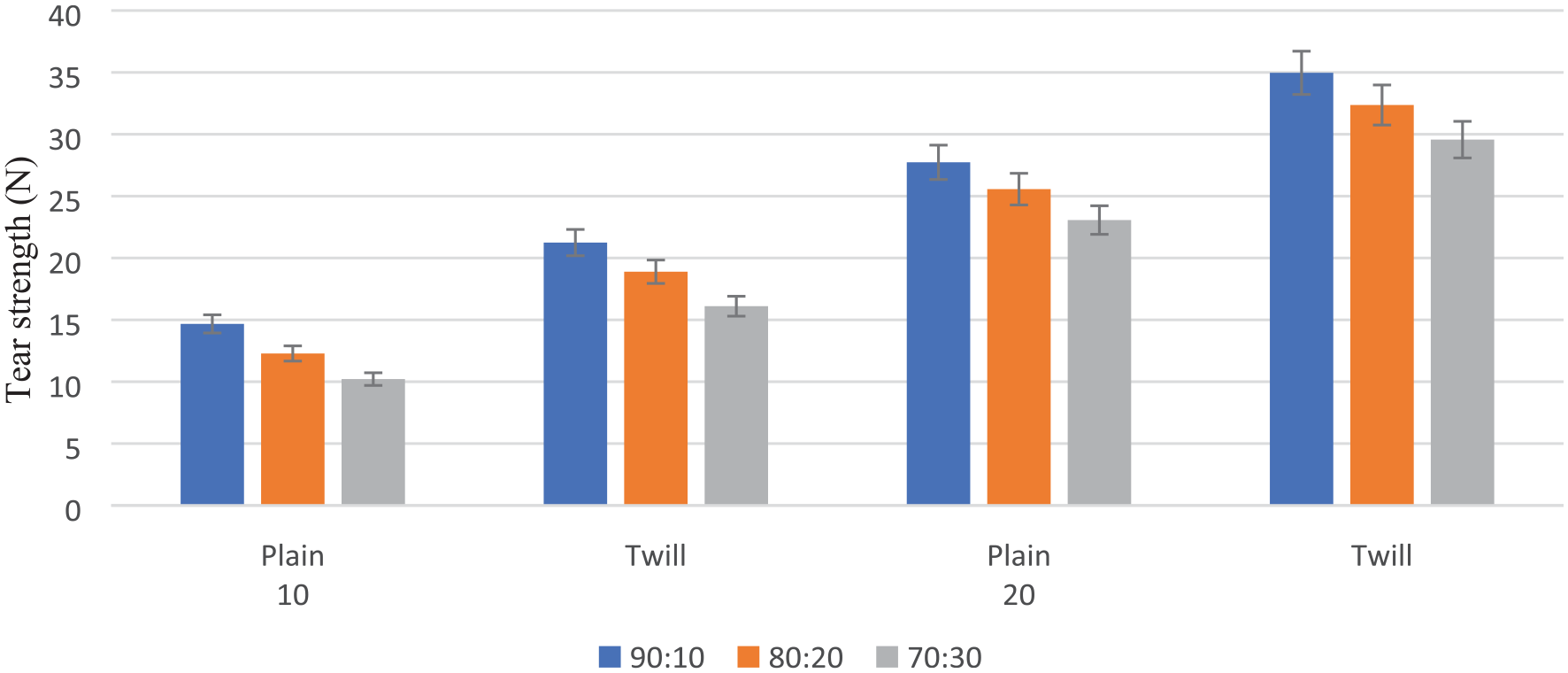
Tear strength of the blended yarn fabric.
Pilling resistance
Pilling is a surface flaw that arises due to the entanglement of the fibers. These tangled fibers protrude out from the yarn to form a ball of pill at the fabric’s surface and impart an unappealing esthetic. The pilling propensity of the fabricated samples is depicted in Figure 4. The results of pilling resistance depicted that the pilling resistance reduced with the increasing percentage of the Tencel portion in the blended fabric. It could be due to the greater strength, smooth surface, low elongation, and strong intermolecular bonds of the Tencel fibers that its protruding fibers will not easily wear off from the fabric surface. 32 The structure of the woven fabric also influences the pilling propensity of the fabrics. Higher resistance of pilling was noted for plain woven fabrics as compared to twill woven fabric. This is owing to the greater interlacing of yarns in plain woven fabric that makes its structure more compact and restrict the movement of fibers within the yarn. 33 The effect of yarn count on the pilling propensity is also depicted from the figure. The pilling resistance of fine yarn count blended fabrics is higher as compared to courser yarn count blended woven fabrics due to the higher twist that made its structure compact by firm bonding of fibers within the yarn, so the protruding of fibers in fine yarn count is difficult. 34

Pilling resistance of the blended yarn fabric.
Stiffness
Stiffness is the capability of the fabric to resist bending under applied stress. It is an influential property to describe the comfort of the fabrics. The stiffness of textile materials is influenced by various factors, such as yarn & fabric structure and the type of fiber used. 35 The results of stiffness are illustrated in Figure 5. The outcomes of stiffness depicted in the figure show that the stiffness of the fabric increases with the reduction of the Tencel portion in the blended fabric. 36 It might be attributed to Tencel’s smooth surface, 37 as well as lignin impurities in jute that alter the fabric’s overall chemical temperament and lead to a less homogeneous structure. The stiffness of the plain-weaved fabric is higher in comparison to twill-weaved fabric owing to the higher interlacement of the yarn in the fabric. 38 From the results of stiffness, it is also depicted that the stiffness of the coarser yarn count blend fabric is higher as compared to the finer yarn count blended fabric. It may be due to the superior drape and curtailed bending rigidity of the fine yarn. 39

Stiffness of the of the blended yarn fabric.
Fabric comfort properties
Air permeability
In comfort properties, air permeability is a pivotal characteristic that shows in what way the air will flow across the fabric at a specified pressure difference. The air permeability of the fabric is dependent on the construction parameters of the fabric and the type of fiber used for the yarn formation. 40 In Figure 6, the results of the woven samples’ air permeability are displayed. It is evident from the figure that the air permeability of the twill weave is better than the plain weave. It is because of the fact that in plain weave design, the interlacement of yarn is higher which makes its structure dense and ultimately this hinders the passage of air. 38 The blend ratio also has a substantial influence on the air permeability. The air permeability is decreasing with the decreasing content of Tencel fiber. It is because of the fact that Tencel fibers have circular cross-section that reduces its surface area with higher porosity and air can easily pass through it.16,30 These results also depicted that the air permeability of fine yarn count blended fabric is higher than coarser yarn count blended fabric. This might be due to the fact that the thickness of fine yarn count blended fabrics is low in comparison to coarser yarn blended fabrics. 25
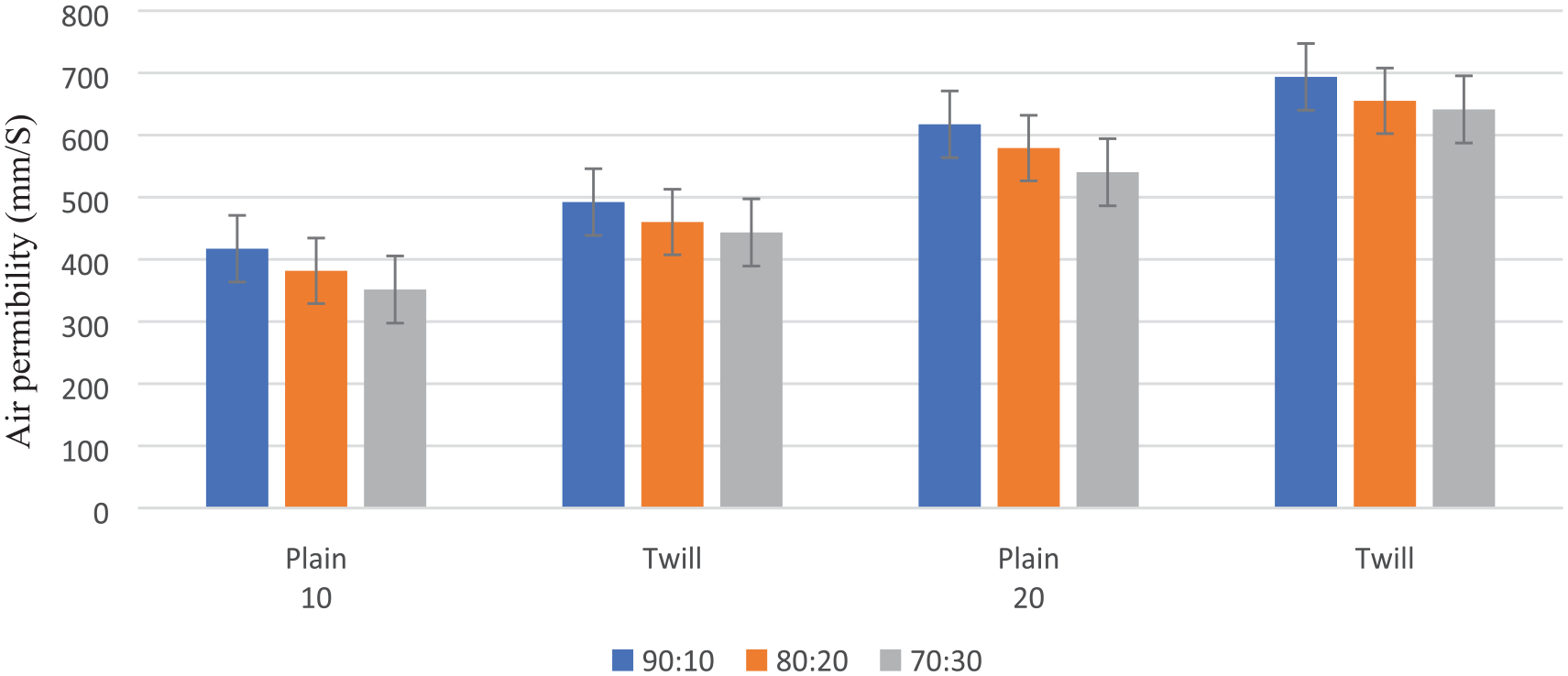
Air permeability of the blended yarn fabric.
Overall liquid moisture management (OMMC)
Overall moisture management (OMMC) is known as the capability of the materials to allow the transmittance of liquid moisture from the skin of humans to the exterior of the fabric for evaporation under specific conditions. It is a very imperative aspect to describe the comfort of wearable clothing. Sweat is produced due to the physical activities of the human, and human skin becomes wet with it. This feeling of wetness gives the wearer discomfort, and its immediate disappearance gives a feeling of dryness and comfort. Different indexes, such as speed of spreading at the top-and-bottom, radius of wetting at the top-and-bottom, rate of absorption at the top-and-bottom, time of wetting at the top-and-bottom, and one-way accumulative index of transport are used to describe the fabric’s overall moisture management (OMMC). The overall- liquid moisture- management (OMMC) of the fabric depends on the shape & type of fiber used for yarn formation and the construction parameters of the fabric. 22 Figure 7 depicts the results of liquid moisture management of the blended yarn woven fabrics. It is crystal clear from the results that the value of OMMC decreases as Tencel content decreases in the blend fabric. This is due to the fact that Tencel has microfibrils in its structure that act as a channel for the transport of moisture from inside to outside. 41 The OMMC of twill weave fabric is higher in comparison to plain weave design fabric due to the higher weave float length in twill weave design fabric. 42 These results also depicted that OMMC of fine yarn count blended fabrics is higher than coarser yarn blended fabrics. It could be owing to the fact that the fabrics made with finer yarn counts have lower fabric thickness and more inter-yarn capillaries per unit area in comparison to coarser yarn blended fabrics. 25

Moisture management of the blended yarn fabric.
Thermal resistance
The ability of textiles to endure heat flow is characterized by their thermal resistance, which is a crucial parameter to describe the comfort of the clothing. It is the inverse of thermal conductivity and depends on many factors, such as the thickness of fabric, weave design, parameters of yarn, and type of fibers etc. 22 Figure 8 presents the findings of the fabric’s heat-transfer resistance, and it is clearly depicted from the figure that the resistance decreases with the decreasing content of Tencel in the blended fabric. It could be due to the crystalline structure of Tencel and its strong intermolecular interactions that prevent heat transmission, along with the fiber’s microfibrils that act as a heat conduction barrier. 43 The thermal resistance of the plain woven fabric is higher than twill woven fabric due to the highest number of interlacement of yarns in warp and weft directions. These interlacement points of yarns act as a barrier to the passage of heat. 38 These results also depicted that the thermal resistance of fine yarn count blended fabrics is higher than coarser yarn blended fabrics. It could be owing to the fact that the inter-fiber gaps are lower in finer yarns due to the presence of large number of fibers in the cross section. These inter-fiber gaps limit the heat transfer and enhance the insulation properties of the fabric. 29
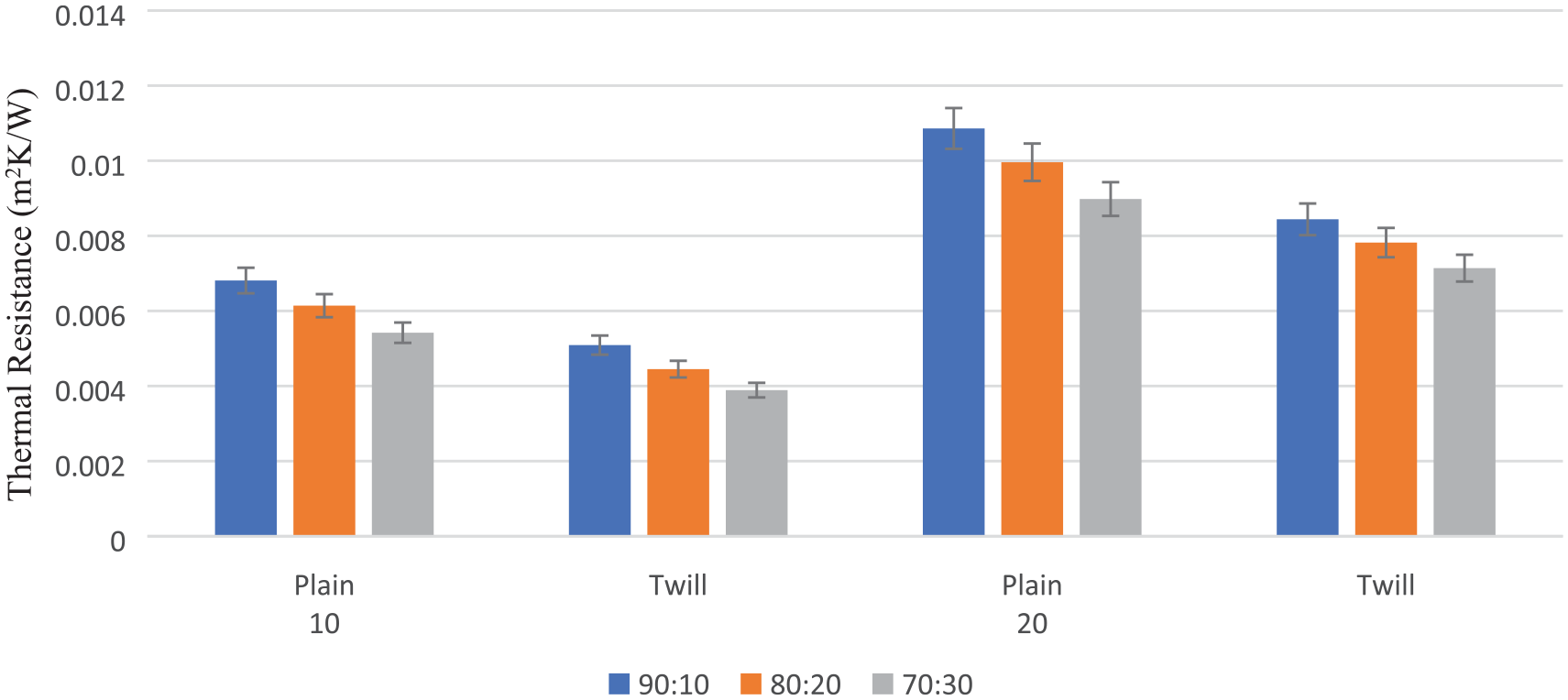
Thermal resistance of the blended yarn fabric.
Fabric hand properties
Resilience
The term resilience is defined as the retrieval of the material to its initial form after the removal of applied force. The high value of resilience indicates that the fabric has a higher degree of resilience. 25 The result of resilience score is presented in Figure 9. It is obvious from Figure 9 that samples with a higher portion of Tencel show low resilience. It could be due to the fact that Tencel has crystalline structure along with strong intermolecular bonds, results in poor elasticity. 44 The weave design also affects the resilience of the blended yarn woven fabrics. Higher resilience was reflected in twill woven fabric due to higher flexibility. 45 These results also depicted that the resilience of coarser yarn blended fabric is higher than fine yarn blended fabric. It may be due to the small diameter of fine-count yarn and, ultimately, the low thickness of the produced fabrics, which leads to lower fabric resilience. 25

Resilience of the blended yarn fabric.
Softness
Softness is the basic prerequisite to describing the comfort properties of the apparels. It is described as paradoxical to rigidity or flaccidity. The higher value of it indicates that the fabric is more softer. The results of softness are plotted in Figure 10, and it indicates that the fabric is more softer when the percentage of Tencel is high in the blended fabric. It is owing to the fact that when jute, is present in lower proportions, imparts less stiffness and coarseness to the fabric, allowing Tencel’s inherent softness and smoothness to dominate, resulting in a softer overall feel. 37 From the results of softness, it is also revealed that plain woven fabric has less softness as compared to twill fabric. The possible reason is that in plain weave number of interlacements of yarn is high which makes it stiffer. 46 These results also depicted that the softness of fine yarn count fabric is higher than coarser yarn count fabric due to its superior drape and curtailed bending rigidity. 39

Softness of the blended yarn fabric.
Smoothness
Smoothness is described as the resistance of the fabric surface to the applied tangential force. 47 Smooth fabric offers a higher contact area to the body as compared to rough surface fabric. That’s why smoother fabric gives the sensation of coolness. The higher value of smoothness indicates that the fabric surface is more smoother. 25 The results of smoothness are plotted in Figure 11, and it indicates that the fabric is less smoother when the percentage of jute is high in the blended fabric. This could be due to the presence of lignin and other impurities in jute that make its surface rough and harsh. 48 On the other hand, blended fabric samples with plain weave show more smoothness as compared to twill weave due to small float length, As float length directly influence the surface roughness. 49 These results also depicted that the smoothness of fine yarn count fabric is higher than coarser yarn count fabric due to the low curliness of yarn through interlacement. 25

Smoothness of the blended yarn fabric.
Drape
The fabric’s capability to bend under its own weight without the application of any external force is known as Drape. It is an important property that influences the functionality and esthetic of the apparels. 50 The drape of the fabric is not an independent property. It depends on fiber type & content, yarn type, design of fabric, and process treatments. The drape is described by the drape coefficient and its higher value indicates lower drapability. 25 The drape properties of the fabric are also influenced by the fineness of the constitutional fibers of the yarn. 51 The drape of the blended woven fabric is presented in Figure 12, and it indicates that the drape coefficient is increasing with the decreasing content of Tencel in the blended fabric. It may be due to the fact that Tencel’s smooth surface reduces friction between fibers, and the absence of impurities that make it stiff are key factors that contribute to the drape coefficient. 27 It is also due to the fineness of Tencel as compared to jute fibers. Figure 12 also indicates that the coefficient of drape of plain weaved fabric is greater in comparison to twill weaved fabric. It might be due to the compact structure of plain weaved fabric that has higher interlacement of yarns which restrict the movement or slippage of the yarn and thus offer more resistance to bending under its own weight. 51 These results also depicted that the drape coefficient of fine yarn count fabric is higher than coarser yarn fabric due to higher twist that made the fabric more stiff. 25
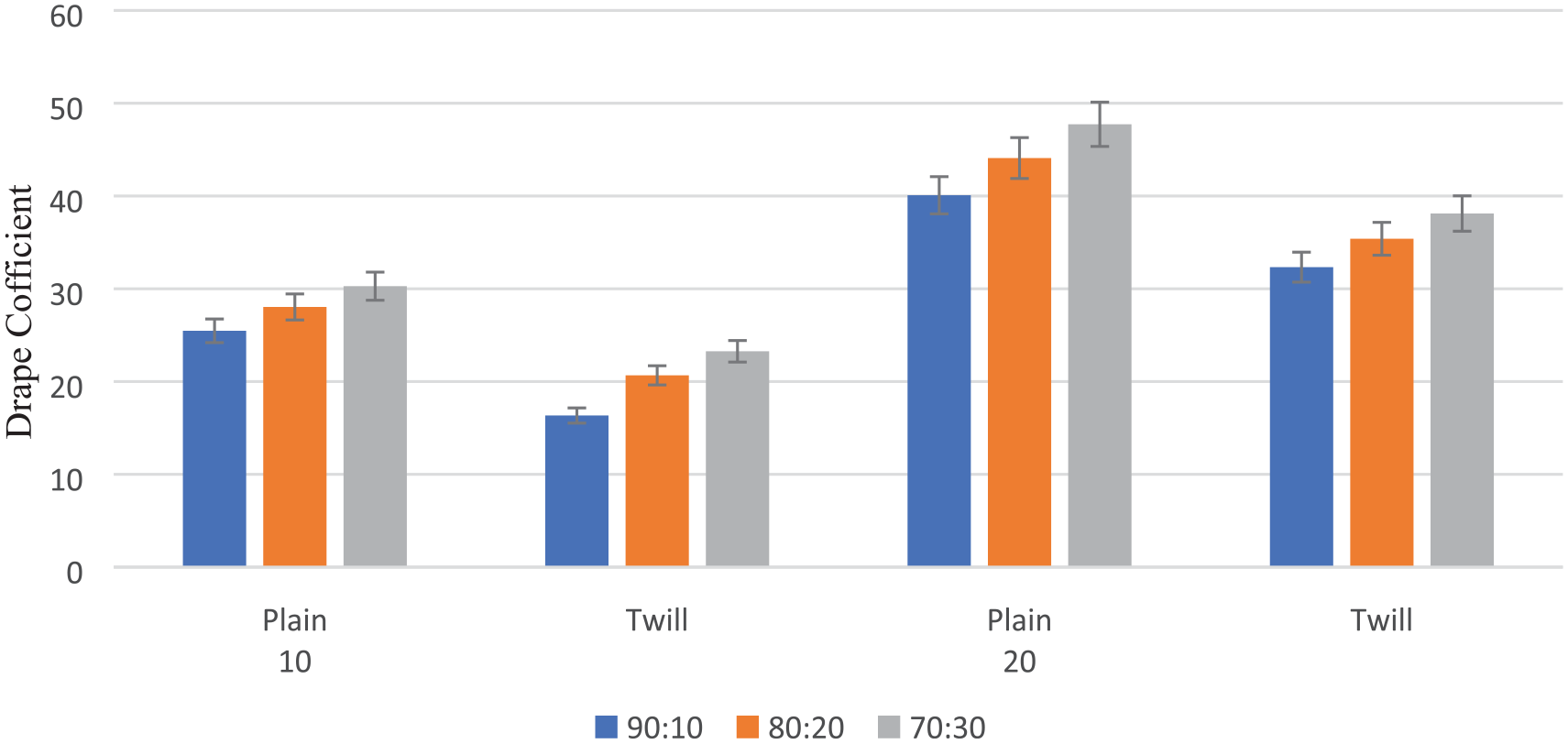
Drape coefficient of the blended yarn fabric.
Wrinkle recovery
Wrinkle recovery is considered an important property that has an explicit impact on the esthetical looks of the apparels. The phenomenon of wrinkling is defined as the formation of creases due to applied stress. These creases are formed due to mobile polymeric chains of the cellulosic fabric. Bond breaking & formation of new bonds take place during the creasing. 52 The fabric’s wrinkle recovery is dependent on the viscoelasticity of the fabric, and friction between the fibers of the constitutional yarn. 25 The wrinkle recovery behavior of the blended fabric is mapped in Figure 13 and it is obvious from the figure that the wrinkle recovery decreased with the increasing percentage of jute fibers in the blended fabric. It could be due to the fact that jute fibers have a rough surface, are coarser in nature, less flexible, and the presence of impurities, such as lignin, makes them less prone to wrinkle recovery. 53 Higher wrinkle recovery was overserved in fabrics of twill design than fabrics of plain design. The possible reason is that in plain weave the interlacement of yarn is high that made its structure compact and it restricts the yarn movement during the recovery of wrinkles. 54 These results also revealed that the wrinkle recovery of the coarser yarn blended fabric is higher than fine yarn blended fabric due to their higher resilience. 55

Wrinkle recovery rate of the blended yarn fabric.
Comparison with PC blended fabrics
The comparison of T:J blended fabric was done with P:C blended fabrics and results are tabulated in Table 5. These results indicate that the tensile and tear strengths of the TJ blended fabrics are comparable to those of the PC blended fabrics but their comfort properties, such as air permeability and overall moisture management are better than PC fabrics due to structural feature of Tencel fibers. 56 The thermal resistance of the PC blended fabrics is better than TJ blended fabrics due to the presence of intrinsic intricacies in the structure of cotton fibers that entrap air which act as insulator to the flow of heat. 24 These results suggested that TJ blended fabrics are a good option as compared to PC fabrics for warm weather and workout apparels along with the attributes of sustainability.
Comparison of different properties of various PC blended fabrics with this sustainable TJ blended fabrics.

P:C: polyester cotton; J:T: jute tencel; P: plain; T: twill; S: satin; S.J: single jersey.
Statistical analysis
In the present study, results were statistically analyzed, and ANOVA was computed by using the statistical software, MINITAB 17. A 95% confidence level was used to calculate the analysis of variance; as a result, terms with a p-value of 0.05 or below were considered statistically significant, and vice versa. The results of ANOVA are presented in Table 6. The results of the p-value showed that by changing the value of all input factors (blend ratio, yarn count, and weave design) the results of output (tensile strength) also changed. This change in the output was statistically significant because the p- value for each input factor was < 0.05. The p- value for blend ratio, yarn count, and weave design were 0.045, 0.000, and 0.023 respectively, while the R square was 98.21%. The p- value of yarn count (0.000) was smaller than the p- values of blend ratio (0.045) and weave design (0.023). This shows that yarn count has statistically more significance on tensile strength than blend ratio and weave design. The lower p- values indicate more significance of the input variable on the output response. The results of tear strength with respect to all input variables are very significant because the p- value of each input variable was equal to zero. Moreover, blend ratio significantly impacted all output responses except for thermal resistance (p-value > 0.05), indicating that thermal resistance was affected by yarn count and weave design. Yarn count and weave design significantly influenced all output responses (p-value < 0.05), except the weave design’s effect on OMMC, which was insignificant (p-value = 0.144).
p-values of input variables for different output responses.

Moreover, in the results of ANOVA the higher percentage of R square implies that this experiment’s capability to predict outcomes is best described by the variables previously analyzed in the study, while its lower value shows that the experiment’s variation is related to other elements not considered in the study. The value of R square for all the responses was higher than 97% indicating that the variation in the responses on the basis of input variables that were investigated in the present research were 97% accurate and efficient.
Conclusion
In the current research, the influence and comparison of blend ratio, yarn count, and weave design on the physical, mechanical, comfort, and hand properties of Tencel & jute fibers blended yarn and woven fabric have been investigated as sustainable fabrics. Two counts of yarn (finer & coarser) and three different blend ratios (90:10, 80:20, and 70:30) were prepared on the ring spinning machine. Then two types of woven fabric (plain& twill) were developed by using these yarns. The tensile & tear strength, thermal-resistance, air-permeability, and liquid-moisture-management, decrease with the decrease of Tencel content in the blended fabric. Whereas pilling resistance and stiffness increase with the decreasing content of Tencel in the blended fabric. For hand properties the softness, smoothness, and wrinkle recovery decrease with the decrease of Tencel percentage in the blended fabric. However, Resilience and drapability, increased with the decrease of Tencel content. Additionally, these results also revealed that fabrics woven with fine yarn count of 20 Ne are good in physical, mechanical, comfort, and hand properties except in stiffness, resilience, and wrinkle recovery. It is also concluded from the findings of the present study that plain woven fabric has high tensile strength, pilling resistance, stiffness, thermal resistance, smoothness, and drapeability. On the other side, twill fabric has higher tear-strength, air-permeability, liquid-moisture-management, resilience, softness, and wrinkle-recovery. It is also concluded from this study that both the tensile and tear strengths of the TJ blended fabrics are tantamount to PC blended fabrics, but their comfort properties, such as air permeability and moisture management, are better than PC fabrics. The thermal resistance of PC blended fabrics is greater than that of TJ blended fabrics. Furthermore, the statistical analysis revealed that the effect of yarn count on the output responses is statistically most significant as compared to blend ratio and weave design.
Footnotes
Availability of data and material
The data will be made available as per requirement.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.